
Кислота для нарезания резьбы в нержавейке
Олеиновая кислота
Использовал сабж в качестве СОЖ при сверлении стали.
Скажите чайнику является ли она, кислота эта, агрессивной жидкостью (слово кислота смущает), т.е.
[*]оказывает ли она отрицательное воздействие на кожу при незначительных контактах[*]и будет ли она вызывать коррозию стали в местах сверления, нужно ли её теперь чем-то нейтрализовывать?[*]Чем её смывать со стали (требуется окраска)? Бензином пойдёт?
Ничего страшного, это почти глицерин. Насколько я помню, ею доводили посадочные поверхности, т.е. металл она растворяет, но не много, что-то порядка 15 микрон всего. Смыть можно бензином, ацетоном, в воде она не растворяется и не смешивается в отличии от глицерина. Как и всякие эмульсии и смазки, лучше не допускать попадания ее на кожу, но если попадет, ниче страшного не будет.
Вообще её используют больше для нарезки мелкой резьбы в нерже, там от неё действительно есть толк.
Но лучше старой пожелтевшей шкварки от сала. нифига до сих пор не придумали.
2Vasily.N +1, и я об этом уже писал тут 
c930 написал :
Использовал сабж в качестве СОЖ при сверлении стали.
Скажите чайнику является ли она, кислота эта, агрессивной жидкостью (слово кислота смущает), т.е.
оказывает ли она отрицательное воздействие на кожу при незначительных контактах
и будет ли она вызывать коррозию стали в местах сверления, нужно ли её теперь чем-то нейтрализовывать?
Чем её смывать со стали (требуется окраска)? Бензином пойдёт?
вообще то данная кислота трудно смывается с металлов, и особенно с нержавейки, по роду своей деятельности приходится с ней сталкиваться, слава богу уже реже, нержавейку у нас на заводе после алеинки, отмывают гальваническим способом, и то не всегда удачно, и это не устраивает военпредов, что же касается воздействия на человека, ощущения очень не приятные, особенно для курящих, каковым являюсь,достаточно нескольких капель на сигарету или вдохнуть пары от неё во время точения и профузный понос обеспечен, причем максимум через полчаса, это я без шуток на себе проверил, запомнил на всю жизнь, кстати ее использование давно уже запрещено, но как альтернатива при обработке нержавейки, никеля,титана вне конкуренции
майор клосс написал :
достаточно нескольких капель на сигарету или вдохнуть пары от неё во время точения и профузный понос обеспечен
- да уж. Зачем, спрашивается, на себе опыты ставить?


что поделаешь приходится ей пользоваться без неё никуда
Wikipedia® написал :
Содержится во многих растительных и животных жирах в виде сложных эфиров — глицеридов, содержание олеиновой кислоты в оливковом масле — до 81 %, в арахисовом — до 66 %, в подсолнечном — до 40 %, в говяжьем жире 41-42 %, в свином — 37-44 %, в тресковом — 30 %.
у токаря руки все время измазаны в процессе работы всякой пакостью а работать в перчатках ТБ запрещает видел оторваные пальцы у продвинутых «юзеров» зрелище впечатляет
майор клосс написал :
вообще то данная кислота трудно смывается с металлов, и особенно с нержавейки, по роду своей деятельности приходится с ней сталкиваться, слава богу уже реже, нержавейку у нас на заводе после алеинки, отмывают гальваническим способом, и то не всегда удачно, и это не устраивает военпредов, что же касается воздействия на человека, ощущения очень не приятные, особенно для курящих, каковым являюсь,достаточно нескольких капель на сигарету или вдохнуть пары от неё во время точения и профузный понос обеспечен, причем максимум через полчаса, это я без шуток на себе проверил, запомнил на всю жизнь, кстати ее использование давно уже запрещено, но как альтернатива при обработке нержавейки, никеля,титана вне конкуренции
Не пугайте мужиков — когда мы моем руки с мылом (натриевая соль этой кислоты), то образующаяся пена и есть олеиновая кислота. Может с чем другим путаете?
я не пугаю на канистрах в которых нам ее выдают так и написано «олеиновая кислота» канистры опечатаны на заводе изготовителе и Вы правы завод как раз мыловаренный по моему с Воронежа, далее написано опасно для жизни, со всей «рунической» атрибутикой, кожа, глаза, и т.д. ну а мы люди исполнительные раз написано на заборе ***, то зачем дразнить собаку за забором, но я кстати тоже проведя аналогию с мылом попробывал его в качестве замены кислоты, и есть успехи, эффект как от стеарина, но это годится для еденичных работ, а для массового производства, на классический токарный станок с ЧПУ у которого бак на 40 литров СОЖ рассчитан разводятся для нержавейки 4 стандартных куска хоз. мыла на ведро 10 литров, вот и выводите пропорцию для быта, хотя сейчас многое поменялось, есть неплохие импортные составы эмульсола, но эта тема для форума воров, а мы люди исполнительные и чужого не берем(последнее время) кризис понимаете, короче нет кислоты тогда стеарин, нет стеарина, мыло.Просто если пользовать масло иструмент будет гореть, а нам нужен быстрый отвод тепла из зоны резания, на простой стали это не заметно, а на нержавейке наблюдается прилипание стружки, что на резцах, что на сверлах. Но это мой сугубо личный опыт, так что если есть соображения всегда рад прислушаться
М. И. Прудников. Решение проблемы заедания при монтаже-демонтаже нержавеющего крепежа

Введение
На предприятиях водо- и газоснабжения, нефтепереработки и нефтехимии для транспортировки сырья и готовых продуктов применяются разветвленные сети трубопроводов. Они оснащаются разнообразной арматурой – фланцевыми соединениями, фильтрами, клапанами, задвижками и кранами. Арматура монтируется преимущественно с использованием резьбовых крепежных изделий – болтов, шпилек, гаек. В настоящее время широкое распространение получил крепеж из аустенитной нержавеющей стали А2 и аустенитной нержавеющей кислотостойкой стали А4, отечественными аналогами которых являются стали 08Х18Н10 и 10Х17Н13М2 соответственно. Кроме коррозионной стойкости, крепеж из них отличается достаточно высокой механической прочностью, нетоксичностью, маломагнитностью и эстетичным внешним видом.
Проблема заедания при сборке и ее причины
Особенность аустенитных нержавеющих сталей в том, что на поверхностях деталей из них не образуется достаточно плотных оксидных пленок, уменьшающих силы адгезии и препятствующих чистому металлическому контакту. Высокая вязкость, низкий предел текучести и антифрикционные свойства коррозионно-стойких сталей в комплексе приводят к тому, что образование задиров на витках резьбы может произойти уже при сравнительно невысоких нагрузках. Экспериментально установлено, что критическая нагрузка, при которой происходит заедание, для нержавеющих сталей в несколько раз ниже, чем для обычных конструкционных.
Практика эксплуатации нержавеющего крепежа показала, что зачастую в процессе затяжки резьбового соединения происходит заедание с последующей пластической деформацией витков резьбы. После этого при попытке открутить гайку происходит ее полное заклинивание на поврежденном участке. Разобрать такое соединение с помощью гаечного ключа уже невозможно. Ситуация усугубляется тем, что аустенитная нержавеющая сталь плохо поддается механической и газовой резке. Процесс демонтажа такого соединения путем распиливания исключительно трудоемок.
Во многих случаях произвести качественную затяжку резьбового соединения не представляется возможным, поскольку при увеличении момента затяжки начиная с некоторой величины не происходит пропорционального роста растягивающего усилия. Приложенное усилие полностью расходуется на преодоление возрастающей силы трения, что в конечном итоге приводит к лавинообразному развитию процесса схватывания и повреждению резьбовых поверхностей с последующим заеданием.
Меры по предотвращению заедания и обеспечению качественной затяжки
Для предотвращения повреждения нержавеющего крепежа при монтаже эффективно применение специальных резьбовых составов на основе твердых смазок в виде паст и антифрикционных покрытий. Твердые смазки присутствуют в них в виде композиций, как правило, содержащих высокодисперсные порошки графита, дисульфида молибдена и специальных наполнителей в оптимально подобранной концентрации. Обеспечение синергетического взаимодействия нескольких твердых смазок позволяет добиться высоких эксплуатационных свойств композиции при наименьшей ее себестоимости.
Резьбовые пасты
Резьбовые пасты наносятся на поверхность резьбы болта и торцевую поверхность гайки с помощью кисти (рис. 1) или путем распыления из аэрозольного баллона.
Резьбовые пасты за счет высокого содержания твердых смазок (до 60 %) образуют эффективный разделительный слой между контактирующими металлическими поверхностями. Высокодисперсные частицы твердых веществ заполняют впадины микронеровностей поверхности, увеличивая ее опорную площадь и несущую способность. Такой слой способен выдерживать значительные нагрузки, не нарушая своей сплошности и защищая детали крепежа от непосредственного контакта и схватывания (рис. 2).

Применение паст позволяет снизить и стабилизировать трение при свинчивании резьбового соединения и обеспечить его качественную затяжку.
Кроме того, твердые смазки отличаются химической инертностью, термической и окислительной стабильностью. Они остаются эффективными после продолжительного простоя узла и позволяют при необходимости без повреждений
разобрать резьбовое соединение с использованием стандартного инструмента.
Смазочные материалы Molykote производятся корпорацией Dow Corning. Она была основана в 1943 году и получила известность, в том числе, благодаря своим инновационным решениям и большому количеству действующих патентов. Композиции материалов Molykote отличаются высокой эффективностью благодаря использованию при их разработке оптимальных формул состава и синергетических эффектов, выявленных в результате исследований в собственных лабораториях. Официальным дистрибьютором Dow Corning в России является компания ООО «АТФ».
Основные свойства некоторых резьбовых паст Molykote, которые могут применяться для нержавеющего крепежа, приведены в таблице 1.

Molykote 1000 обеспечивает затяжку соединения без повреждения с очень высоким и точно заданным моментом. Стабильный коэффициент трения позволяет точно контролировать усилие натяжения болтов. Благодаря устойчивости к вымыванию и агрессивному воздействию окружающей среды Molykote 1000 также с успехом применяется при монтаже фланцевых соединений трубопроводов различного назначения. Применение пасты позволяет обеспечить равномерную затяжку всех болтов соединения и предотвратить потерю герметичности из‑за деформации стыка.
Резьбовая паста Molykote P-37 на основе полусинтетического масла, высокодисперсных порошков графита и специальных термостойких смазок благодаря особой чистоте компонентов совместима с жаростойкими сталями. Molykote P-37 является хорошим решением для высокотемпературных резьбовых соединений, поскольку ее использование снижает риск межкристаллитной коррозии. Molykote P-37 широко применяется для резьбовых соединений шиберных затворов в металлургии, паровых и газовых турбин в энергетике, бурильных труб и геофизического оборудования в нефтегазовой отрасли, насосов в химической промышленности.
Резьбовая паста Molykote P-1900 изготовлена на основе минерального масла и белых твердых смазок, не имеет запаха и вкуса, не содержит токсичных веществ. Ее ингредиенты соответствуют списку одобренных для применения в пищевой промышленности 21 CFR 178.3750. Molykote P-1900 имеет пищевой допуск NSF H1 и может применяться на тех участках пищевых производств, где возможен ее случайный контакт с продуктами питания.
Экспериментальные исследования затяжки нержавеющего крепежа
В ЦНИИПСК им. Мельникова были проведены экспериментальные исследования резьбовых паст Molykote на болткомплектах M16x80 из нержавеющей аустенитной стали А2–70 (08Х18Н10). С применением прибора УТБ-40 и динамометрических инструментов определялись предельные моменты закручивания (Мкр) при заданных усилиях натяжения, при которых происходит заедание резьбы, и коэффициенты закручивания (Кз).
Эффективность применения резьбовых паст Molykote на крепежных изделиях из А2–70 оценивалась предельной величиной отношения нормальных напряжений в теле болта σ к пределу его прочности σв, при которой возможен демонтаж гайки после ее закручивания. Для каждого заданного усилия натяжения Ni или нормального напряжения σi фиксировался крутящий момент Mкр, приложенный к гайке (рис. 3).
Коэффициент закручивания рассчитывался по формуле Kз=Mкр / N•d, где d – наружный диаметр резьбы болта.


Применение паст также позволило снизить и стабилизировать трение в резьбовом соединении. На рис. 4 представлены графики распределения коэффициента закручивания Kз исследуемых болткомплектов при их затяжке «всухую» и с выбранными для испытаний пастами Molykote.
Из графиков на рис. 4 видно, что применение резьбовых паст позволило снизить коэффициент закручивания с Kз=0,26-0,29 до Kз=0,18-0,22. Кроме того, пасты позволяют поддерживать значение коэффициента закручивания стабильным в широком диапазоне нагрузок.
На рис. 5 приведены фотографии резьбовых соединений после испытаний. Резьбовое соединение без смазки в процессе затяжки было необратимо повреждено при заедании и пришло в негодность. На резьбовых поверхностях болтов, смазанных резьбовыми пастами Molykote, видимые повреждения отсутствуют. Они сохранили свою работоспособность и возможность сборки и разборки. Пасты покрывают рабочие поверхности равномерным тонким слоем и надежно удерживаются на них.

Альтернативной технологией, позволяющей стабилизировать трение при затяжке, является применение антифрикционных(твердосмазочных) покрытий Molykote. Это материалы, подобные краскам, но вместо красящего пигмента они содержат высокодисперсные порошки твердых смазок, равномерно распределенные в смеси связующих веществ (смол) и растворителей с присадками. Растворитель в составе композиции обеспечивает удобство нанесения и распределения покрытия по поверхности.

Экспериментальные исследования показывают, что это вещество обеспечивает низкое и стабильное трение при экстремальных контактных давлениях до 3000 МПа.
Реализация технологии твердой смазки с помощью применения антифрикционных покрытий дает возможность произвести подготовку нержавеющего крепежа к сборке на заводе-изготовителе. Это позволяет исключить процедуру нанесения резьбовой пасты при работе на сборочной площадке и в целом снизить трудоемкость монтажа. Кроме того, покрытие, в отличие от резьбовых паст, представляет собой сухую смазку и не способствует налипанию пыли и прочих загрязнений. Оно сохраняет свои эксплуатационные свойства, обеспечивая постоянный коэффициент трения с разбросом в пределах ±0,01 в процессе 5‑8 циклов откручивания-закручивания. Таким образом, при повторных монтажах крепеж не требует восстановления покрытия, в то время как резьбовые пасты требуют повторного нанесения перед каждым монтажом. Толщина покрытия на детали может регулироваться путем изменения концентрации растворителя в составе и, соответственно, изменения вязкости всей композиции. Рекомендуемая толщина отвержденной пленки составляет 5‑15 мкм. При этом покрытие в целях экономии может наноситься только на одну из деталей резьбового соединения – болт или гайку, поскольку и в этом случае будет обеспечено наличие разделительного смазочного слоя между контактирующими поверхностями. Большинство антифрикционных покрытий Molykote допускают последующее окрашивание.
При выборе марки антифрикционного покрытия Molykote для нержавеющего крепежа необходимо учитывать такие эксплуатационные характеристики, как диапазон рабочих температур, коэффициент закручивания и условия полимеризации (температура и выдержка). В таблице 2 дан список марок антифрикционных покрытий, рекомендуемых для нержавеющего крепежа, с их основными характеристиками.





Применение резьбовых паст и антифрикционных покрытий на нержавеющем крепеже позволяет предотвратить появление типичных проблем при монтаже-демонтаже. Современная практика показала, что экономически целесообразнее предупредить отказ резьбового соединения, применив резьбовые смазочные материалы. Очевидно, что затраты на применение смазочного материала и затраты на возможные последствия отказа и ремонт несопоставимы. Приведенный краткий обзор поможет сориентироваться в многообразии резьбовых паст и антифрикционных покрытий торговой марки Molykote и выбрать вариант, оптимальный для конкретного применения.
Нержавеющий крепеж без заеданий. Современные решения для защиты резьбы
Смотрите также




Трубопроводы, применяемые на предприятиях газо- и водоснабжения, нефтехимии и нефтепереработки оснащаются разнообразной арматурой, которая монтируется с помощью резьбовых соединений. Крепеж обычно изготавливается из аустенитных нержавеющих сталей А2 (08Х18Н10) или А4 (10Х17Н13М2). Эти материалы характеризуются высокой коррозионной стойкостью и механической прочностью. Кроме того, болты, гайки, шпильки из указанных видой сталей отличаются эстетичным внешним видом.
Проблемы при сборке и демонтаже крепежа
Одной из особенностей аустенитных нержавеющих сталей является отсутствие на поверхностях деталей достаточно прочных оксидных пленок, которые препятствуют чистому металлическому контакту. В совокупности с высокой вязкостью и низким пределом текучести это приводит к образованию задиров на витках резьбы уже при сравнительно невысоких нагрузках – в несколько раз ниже, чем для обычных конструкционных сталей.
В процессе затяжки нержавеющего крепежа часто наблюдается заедание, которое может вызвать пластическую деформацию витков резьбы (рис. 1) и полное заклинивание на поврежденном участке.
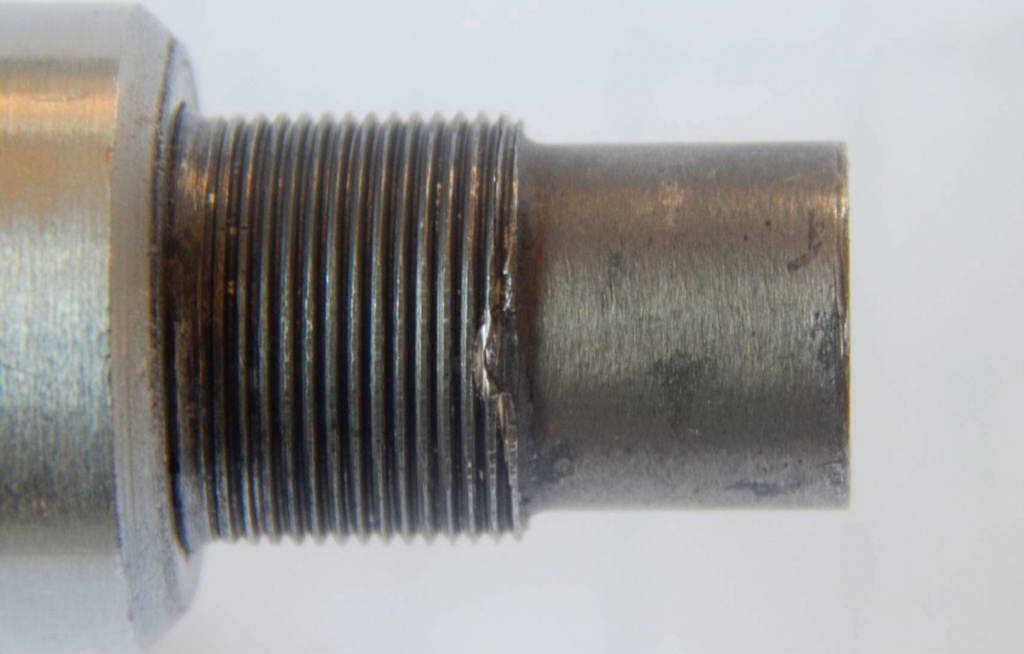
Рис. 1. Повреждение витков резьбы
Разобрать поврежденное соединение обычным гаечным ключом невозможно. А учитывая, что аустенитные стали плохо поддаются распиливанию и газовой резке, процесс демонтажа заклинившего крепежа становится весьма трудоемким.
Не менее сложной задачей является качественная затяжка крепежа из нержавеющих сталей. Растягивающее усилие растет непропорционально моменту затяжки и полностью расходуется на преодоление возрастающей силы трения. В конечном итоге это приводит к развитию процесса схватывания металла, повреждению резьбовых поверхностей и заеданию.
Как предотвратить заедание и обеспечить качественную затяжку резьбы?
Эффективная мера профилактики заеданий нержавеющего крепежа при монтаже – применение специальных антифрикционных покрытий и паст на основе твердосмазочных композиций.
В их состав входят высокодисперсные порошки графита, дисульфида молибдена и других специальных наполнителей в точно подобранных концентрациях. Материалы разработаны с учетом синергетического взаимодействия различных твердых смазок, что позволяет добиться их высочайших эксплуатационных свойств.
Антифрикционные твердосмазочные покрытия MODENGY
Одной из самых современных технологий, позволяющих стабилизировать трение при затяжке резьбовых соединений, является нанесение антифрикционных твердосмазочных покрытий MODENGY. Эти материалы подобны краскам, однако вместо красящего пигмента они содержат частицы твердых смазок, равномерно распределенные в смеси связующих веществ (смол) и растворителей с присадками.
После нанесения растворители испаряются, а связующее вещество полимеризуется, прочно сцепляясь с основой. В зависимости от типа связующего отверждение происходит при обычной температуре или при нагреве. После полимеризации покрытие представляет собой матрицу с распределенным в среде связующего вещества частицами твердых смазок (рис. 2).
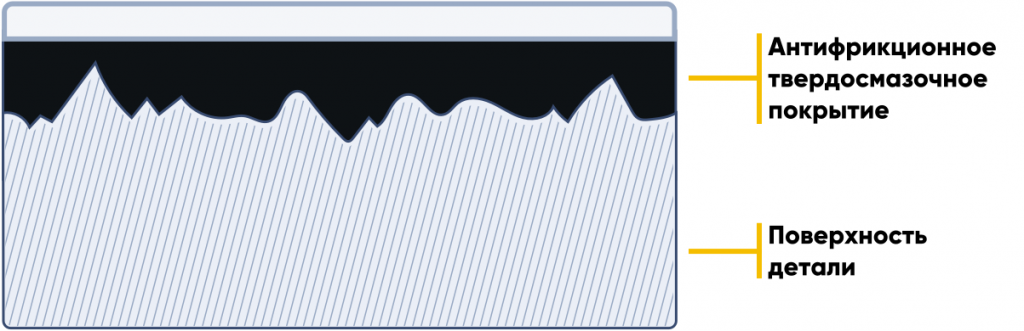
Рис. 2. Структура анифрикционных покрытий
Нанесение антифрикционных покрытий на нержавеющий крепеж может производиться на заводе-изготовителе. Это позволяет исключить процедуру нанесения резьбовых составов на сборочной площадке и тем самым снизить трудоемкость монтажа.
Покрытия образуют на поверхностях сухой смазочный слой, на который не налипает пыль и прочие загрязнения. Они обеспечивают постоянный коэффициент трения в процессе 5‑8 циклов монтажа-демонтажа и не требуют повторного нанесения перед каждым следующим циклом. Большинство покрытий MODENGY допускают последующее окрашивание.
В качестве примера на рис. 3 показан внешний вид стального нержавеющего крепежа с покрытием и без.

Рис. 3. Стальной нержавеющий крепеж с покрытием MODENGY и без него
Как наносятся покрытия?
Обработке подвергаются предварительно очищенные и обезжиренные поверхности. От качества подготовки во многом зависят адгезия и долговечность покрытий. Составы наносят методами, привычными в технологиях окрашивания – окунанием, распылением, центрифугированием.
Для небольших крепежных изделий и фурнитуры оптимален метод окунания на автоматических или полуавтоматических центрифугах (рис. 3). Такой метод нанесения обладает высокой производительностью (один цикл занимает около 2 минут), позволяет избежать неравномерности покрытия и его избытка во впадинах резьбы.

Рис. 3 Центрифуга для нанесения антифрикционных покрытий
Рекомендуемая толщина покрытия MODENGY составляет 15‑25 мкм. Этот параметр можно регулировать путем изменения вязкости материала. При необходимости составы наносятся в несколько слоев с промежуточной сушкой.
В целях экономии покрытием можно обрабатывать только болт или только гайку. В этом случае между контактирующими поверхностями также образует разделительный смазочный слой.
Контроль качества нанесения осуществляется стандартными методами: путем измерения адгезии, толщины (см. видео) и коэффициента трения.
Выбор материала
Рекомендуемые покрытия для крепежа из нержавеющей стали – MODENGY 1001 , MODENGY 1005 , MODENGY 1010 , MODENGY 1011 , MODENGY 1012 , MODENGY 1014 . Выбор конкретного материала зависит от многих факторов: диапазона рабочих температур, коэффициента закручивания, температуры и выдержки, необходимых для полимеризации, а также характера воздействующей среды (химически агрессивные вещества, влажность и т.д.).
Перечисленные покрытия обладают различным балансом антифрикционных свойств, адгезии и химической стойкости, отличаются условиями полимеризации.

Покрытие MODENGY 1001 на основе дисульфида молибдена и графита обладает самым широким диапазоном рабочих температур – от -180 до +440 °С. Высокая несущая способность (2500 МПа на машине трения SRV) позволяет этому покрытию долгое время сохранять смазочные и защитные свойства даже при значительных нагрузках на крепеж.
MODENGY 1005 отличается высокими антикоррозионными свойствами (720 часов в соляном тумане), что актуально даже для нержавеющего крепежа, работающего в условиях агрессивных сред (например, в морской). Покрытие характеризуется отличной адгезией и прочностью.
MODENGY 1010 , MODENGY 1011 и MODENGY 1014 можно условно объединить в одну группу – ПТФЭ-покрытий.
MODENGY 1010 придает изделиям эстетичный черный глянцевый цвет. Его формула позволяет обеспечить нужный баланс антифрикционных и антикоррозионных свойств. При испытаниях на крепеже М10 класса прочности 10.9 коэффициент трения на деталях с данным покрытием имел разброс не более ±0,01 в течение пяти циклов сборки-разборки. Это демонстрирует способность АТСП снижать и стабилизировать трение. Аналогичные измерения на крепеже без покрытия показали разброс коэффициента трения до двух раз.
MODENGY 1011 имеет аналогичные 1010 характеристики, но отличается серебристым цветом.
Покрытие MODENGY 1014 характеризуется повышенными антикоррозионными и усиленными противозадирными свойствами за счет дополнительного введения в состав дисульфида молибдена – широко известного твердого смазочного материала слоистой кристаллической структуры. Благодаря ему покрытие обладает характерным серым цветом.
Уровень защиты от коррозии у АТСП MODENGY 1014 доведен до значения 672 часа по данным ускоренных испытаний в соляном тумане. Этот показатель может быть существенно увеличен путем дополнительной подготовки поверхности перед нанесением покрытия, например, с помощью фосфатирования.
Полупрозрачные покрытия MODENGY 1012 и MODENGY PTFE-A20 не меняют цвет деталей, поэтому применяются в тех случаях, когда важно сохранить эстетичный внешний вид крепежных изделий. Составы устойчивы к смыванию водой и не токсичны. MODENGY PTFE-A20 производится на основе политетрафторэтилена, MODENGY 1012 также содержит ПТФЭ, но имеет водную основу, поэтому не подвержен воспламенению.
Резьбовые пасты EFELE
Распространенным видом резьбовых составов для крепежа из аустенитных сталей являются пасты. Их применение позволяет снизить и стабилизировать трение при свинчивании соединений, а также обеспечить их качественную затяжку.

Резьбовые пасты EFELE содержат в составе твердые смазки в высокой концентрации (до 60 %). Их высокодисперсные частицы заполняют впадины микронеровностей поверхности, увеличивая ее опорную площадь и несущую способность. Такой слой выдерживает значительные нагрузки и обеспечивает хорошее разделение поверхностей, защищая детали нержавеющего крепежа от непосредственного контакта и схватывания.
Твердые смазки отличаются химической инертностью, термической и окислительной стабильностью. Они остаются эффективными после продолжительного простоя узла и позволяют при необходимости без повреждений разобрать резьбовое соединение с использованием стандартного инструмента.
Резьбовые пасты наносятся на поверхность резьбы болта и торцевую поверхность гайки с помощью кисти или путем распыления из аэрозольного баллона.
Антифрикционные твердосмазочные покрытия MODENGY и резьбовые пасты EFELE обладают необходимым комплексом свойств, чтобы эффективно управлять трением в резьбовом соединении и защищать нержавеющий крепеж от заедания.
Покрытия позволяют осуществить подготовку крепежный изделий к сборке на заводе-изготовителе и исключить выполнение трудоемких операций в условиях монтажной площадки. Пасты удобно использовать непосредственно перед монтажом крепежа.
Присоединяйтесь
- О компании
- Пресс-центр
- Дилерская сеть
- Мы и общество
- Наши услуги
- Отраслевые решения
- Статьи
- Molykote
- MODENGY
- DOWSIL
- EFELE
- PermabondMerbenit
© 2004 – 2021 ООО «АТФ». Все авторские права защищены. ООО «АТФ» является зарегистрированной торговой маркой.
Кислота для нарезания резьбы в нержавейке

Олеиновая кислота относится к категории непредельных кислот и является (из всех непредельных кислот) наиболее распространенной в природе, особенно в растительных маслах (оливковом, пальмовом, подсолнечном) и жирах животного происхождения. Внешне представляет собой маслянистую жидкость без цвета и запаха, хотя кислота, используемая в промышленных целях (производстве резины, металлообработке) может иметь желтоватый оттенок. Своё название «олеиновая» данный тип кислот получил благодаря оливковому маслу, где его содержится более 80%. Тем не менее, она содержится и во многих других продуктах, в частности в арахисовом масле — порядка 65%, в подсолнечном и говяжьем жире – около 40 %.
Свойства и сфера применения олеиновой кислоты
Данный тип кислот безвреден при попадании на кожу человека, не растворяется в воде. Для удаления можно использовать спирт, ацетон, хлороформ, эфир. При эксплуатации необходимо учесть, что при взаимодействии с кислородом и ультрафиолетом вещество окисляется и темнеет. Поэтому олеиновую кислоту следует хранить в непрозрачной, плотно закрытой таре.
Сфера применения олеиновой кислоты обширна и охватывает многие направления человеческой деятельности – от медицины и косметологии до металлообработки и производства резинотехнической продукции. В частности, олеиновая кислота применяется в пищевой промышленности при производстве ароматизаторов, в целлюлозно-бумажной – в качестве пластификатора целлюлозы. Используется она и при производстве лак, олиф, эмульгаторов. Широкое применение данный тип непредельных кислот получил в металлообработке, особенно в качестве смазочно-охлаждающей жидкости при металлорежущих операциях.
Олеиновая кислота в металлорежущем инструменте
Широкое применение олеиновая кислота получила при обработке твердых высоколегированных сплавов, в т. ч. и нержавеющих сталей. Смазывающие свойства материала значительно упрощают процесс сверления биметаллическими и др. типами коронок нержавеющих сталей. Олеиновая кислота практически незаменима при токарных операциях с твердыми сплавами, при сверлении и нарезании резьб.
В составе специальных смесей олеиновая кислота используется и для доводки поверхностей деталей со съёмом слоя металла толщиной до 22 микрон. Используется она и для доводки инструмента и его рабочих частей, а также формирования точных уплотнительных поверхностей.
Несмотря на широкое внедрение синтетических материалов, олеиновая кислота продолжает оставаться наиболее оптимальным видом СОЖ для обработки металлических изделий из твердых сплавов, широко применяется в современной металлообработке.
Новости
Доставка — в штатном режиме
Адресная доставка и до транспортной компании
- Цена: $28,28 + 10,81$ доставка
- Перейти в магазин
Компаунд, как заверяет производитель для облегчения сверления, увеличения срока службы инструмента. Используется при любых операциях ручным инструментом, сверлении, нарезании резьбы, развертке и прочих.
Банка 500 гр. упакована продавцом просто в картонную коробку.
Паста салатового забавного цвета, при комнатной температуре как очень густая сметана, с легким запахом лимонелла. При нагревании превращается в жидкость, похожую на «тархун».
Не горюч. Не токсичен, возможны аллергические реакции (пока не обнаружены). 
По просьбам — фото обратной стороны банки:

Не окисляет железо и нержавейку, алюминий, медь, бронза от него чернеет.
По опыту использования:
Реально работает, сверлит лучше очень, резьбу с ним нарезать- одно удовольствие, сливная стружка из под плашки, резьба получается без задиров, усилия на много меньше.
Если работать с ним- не пачкаются черным, как от масла руки, легко вытирается с рук и всего.
Если использовать в машинной обработке- отличий от масла не нашел, кроме чистоты и того, что он гуще и не стекает, пока не нагреется, но при интенсивной обработке испаряется с мощнейшим запахом этого вот самого лимонелла.
Ценник не гуманный, но средство расходуется очень экономно- достаточно погрузить в него сверло или метчик перед работой, поэтому банки хватит на очень долго.
- Цена: $28,28 + 10,81$ доставка
- Перейти в магазин
Компаунд, как заверяет производитель для облегчения сверления, увеличения срока службы инструмента. Используется при любых операциях ручным инструментом, сверлении, нарезании резьбы, развертке и прочих.
Банка 500 гр. упакована продавцом просто в картонную коробку.
Паста салатового забавного цвета, при комнатной температуре как очень густая сметана, с легким запахом лимонелла. При нагревании превращается в жидкость, похожую на «тархун».
Не горюч. Не токсичен, возможны аллергические реакции (пока не обнаружены).
По просьбам — фото обратной стороны банки:
Не окисляет железо и нержавейку, алюминий, медь, бронза от него чернеет.
По опыту использования:
Реально работает, сверлит лучше очень, резьбу с ним нарезать- одно удовольствие, сливная стружка из под плашки, резьба получается без задиров, усилия на много меньше.
Если работать с ним- не пачкаются черным, как от масла руки, легко вытирается с рук и всего.
Если использовать в машинной обработке- отличий от масла не нашел, кроме чистоты и того, что он гуще и не стекает, пока не нагреется, но при интенсивной обработке испаряется с мощнейшим запахом этого вот самого лимонелла.
Ценник не гуманный, но средство расходуется очень экономно- достаточно погрузить в него сверло или метчик перед работой, поэтому банки хватит на очень долго.
Смазки для нарезания резьбы в Москве
- Смазки для автомобилей
- Резьбонарезной инструмент
- Инструменты для велосипедов
- Прижимные устройства для деревообрабатывающих станков
- Масла для садовой техники

Инструмент для нарезания резьбы в каретке 1.370″ х 24TPI
Пластина сменная для нарезания внутренней резьбы 16IR AG55 BMA дюймовая
Концентрат для смазки Forum для подшипников
Мультифункциональная смазка GT 40
Автомобильная смазка RUSEFF Медная
Аэрозоль масло смазка для нарезания резьбы на трубах Ridgid, 600 мл
Многоцелевая смазка NANO4
Автомобильная смазка EFELE MG-211
Набор для восстановления резьбы Эврика ER-86105
Автомобильная смазка ВМПАВТО ULTRA-0
Пластина сменная для нарезания внутренней резьбы 16IR AG60 BMA метрика
Смазка проникающая многофункциональная Rezoil WR-40
Приспособление Proxxon для нарезания наружной резьбы М3-М10 (24082)
Пластина сменная для нарезания внутренней резьбы 16IR AG60 BMA метрика
Автомобильная смазка G-POWER Медная
Автомобильная смазка WOG WG-40
Автомобильная смазка ВМПАВТО МС 1520 RUBIN
Набор для нарезания трубной резьбы «Hobbi», 6 предметов
Смазка WOG Ep-Grease for CV-Joints
Автомобильная смазка ВМПАВТО МС 1000
Смазка HAMMER 501-025
Автомобильная смазка Forum универсальная
Специальная паста для нарезания резьбы
Смазка ВМПАВТО МС 1520 RUBIN 0.375 кг



Смазка для садовой техники ВМПАВТО ULTRA-0, 0.2 л
Автомобильная смазка Mannol White Grease
Адгезионная проникающая смазка
Автомобильная смазка EFELE MG-213
Плашка DIN EN M10 х 1,5 мм Ruko 237100
Автомобильная смазка LIQUI MOLY LM 47 Langzeitfett + MoS2
Автомобильная смазка LIQUI MOLY Kupfer-Spray
Автомобильная смазка Mannol MP-2 Multipurpose Grease
Набор метчиков и плашек OMBRA OMT40S, 40 предметов [55007]
Автомобильная смазка ВМПАВТО Монтажная паста
Автомобильная смазка ВМПАВТО Валера
Смазка графитовая REXANT 20 мл
Автомобильная смазка KRAFT KW-40
Смазка для редукторных передач Rezoil RP-20
Метчики машинно-ручные, комплектные для нарезания метрической резьбы с мелким шагом ЗУБР «эксперт» М10 x 1,0, 2шт
Метчик для повторного нарезания резьбы
Метчик ЗУБР «профессионал» машинно-ручной, одинарный для нарезания метрической резьбы в сквозных отверстиях, М3х0,5 (арт. 4-28003-03-0.5_z01)

