Как узнать какая резьба на болте?
Как определить шаг резьбы без резьбомера?
Итак, у вас есть болт или гайка с неизвестными параметрами резьбы, а под рукой кроме линейки нет никакого измерительного инструмента. Сразу предупредим, что с помощью линейки можно получить только грубый результат, поэтому если вы собираетесь регулярно проводить подобные измерения, лучше приобрести резьбомер или штангенциркуль.
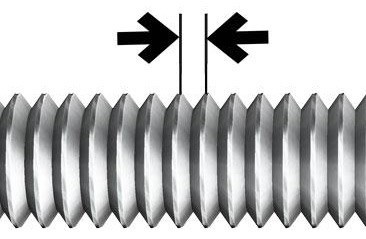
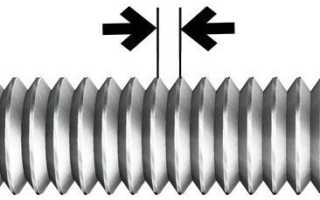
Шаг резьбы — расстояние между витками
Резьбы выполняются по утвержденным стандартам, что позволило унифицировать все резьбовые соединения. Шагом метрической резьбы называют расстояние между соседними вершинами или впадинами резьбового профиля. Именно это расстояние нам и предстоит измерить.
Определения шага резьбы болта:
Приложите линейку в резьбовой части болта. Если ее миллиметровые деления совпадают с вершинами нитей, то у вас без сомнения шаг 1 мм. Если нет, то посчитайте количество витков n на определенном отрезке длины L. Первую нитку в расчет не берите, так как от нее происходит отсчет, и она является нулевой.
| Количество витков на 2 см | Шаг резьбы, мм |
| 9 | 2,5 |
| 11 | 2,0 |
| 12 | 1,75 |
| 14 | 1,5 |
| 17 | 1,25 |
| 21 | 1,0 |
| 26 | 0,8 |
| 29 | 0,7 |
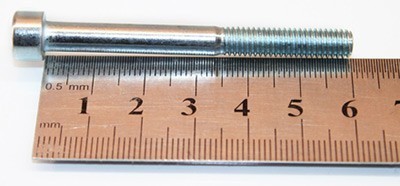
Длину взятого отрезка в миллиметрах разделите на количество витков и получите шаг P.
P= L/(n-1) = 20 мм / (17-1) витков = 1.25 мм
При этом важно учесть, что чем больший резьбовой участок вы возьмете для проведения измерений, тем меньше будет погрешность. Более точный результат можно получить при помощи штангенциркуля, совместив крайние вершины нитей с острием губок инструмента.
Шаг резьбы находится в тесной связи с диаметром болтового соединения. Данные о соответствии этих двух параметров сведены в таблицу. Измеряем наружный диаметр болта, в нашем примере получаем 10 мм. Из таблицы видим, что болт М10 может иметь шаг резьбы: 1.5 (основной), 1.25 (мелкий), 1.0 (мелкий) или 0.75 (супермелкий). Полученное расчетным путем число должно точно (или почти точно) совпадать со справочным значением. В нашем случае – метрическая резьба второго ряда с мелким шагом 1.25 мм. Условное обозначение болта: М10х1.25.
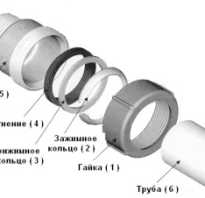
Определение шага резьбы гайки:

Для измерения шага внутренней резьбы лучший способ – подобрать ответный болт, который бы свободно ввинчивался в резьбовое отверстие, а затем произвести расчет по нему. Если подходящих винтов нет, то можно воспользоваться старым проверенным дедовским методом. Для этого потребуется листок бумаги и линейка.
Оторвите небольшую полоску бумаги и поместите ее в гайку. Прижмите пальцем бумагу к резьбе, так чтобы на ней остался отпечаток резьбовой поверхности. Для лучшей видимости можно провести по граням витков мазутом или маркером. Приложив к отпечатку линейку, измерьте расстояние L между крайними рисками и посчитайте количество рисок n на этом участке за минусом первой (нулевой). Выполните вычисления по формуле P = L/(n-1).
Например, оттиск дал 6 четких рисок на отрезке в 10 мм.
P = L/(n-1) = 10 мм / (6-1) витков = 2 мм
Вместо бумаги получить оттиск можно на ребре спички или карандаша. Зная внутренний диаметр гайки (в нашем случае 14 мм) и расчетную величину шага, сопоставим полученные данные с таблицей. Находим в резьбовом ряду значение М14 и искомый шаг 2.0 мм (основной). Условное обозначение гайки: М14х2.0.
Кроме метрических болтовых соединений в современном техническом мире широко распространен дюймовый крепеж. О том, как определить шаг дюймового болта читайте в следующей статье.
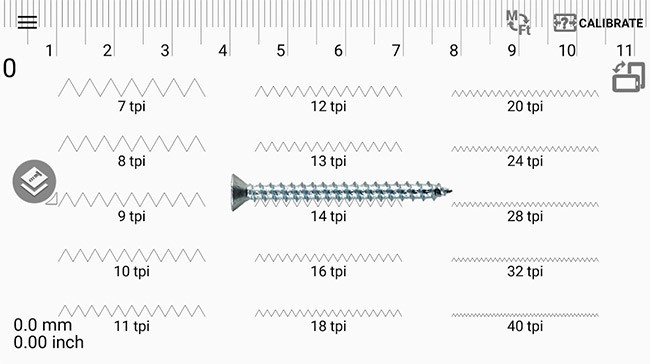
Экранный резьбомер для Android
Даже обычный смартфон сможет в быту заменить резьбомер. Для этого необходимо скачать Android приложение «Измеритель шага резьбы. Резьбомер» от разработчиков инструментария Smart Tools. Просто прикладываете к экрану винт, ищете точное совпадение витков и узнаете шаг. В мобильном приложении доступны различные виды резьбы: метрического, дюймового и трубного стандартов.
Экранный резьбомер для Android
Что касается дюймовых и метрических резьб, да приблизительные совпадения есть. Но трудно представить, как вы будете пытаться вкрутить болт 1/2″-20 UNF в отверстие М12х1,25.
Насчет резьбы М14х1,25 , да , все верно.
Евгений Гурьевич,
1) На резьбонарезном инструменте, а так-же в справочных таблицах, действительно принято не использовать знак «Х». Но только не в обозначении КРУПНЫХ, а ОСНОВНЫХ РЕЗЬБ.
На практике многие иностранные производители и на инструменте и на упаковках с крепежом все же дают полную маркировку размера резьбы, например 12х1,75. Советские и Российские фирмы по производству режущего инструмента тоже нередко «грешат» этим. За примерами далеко ходить не надо — это бывший Сестрорецкий инструментальный з-д, немецкая фирма Reyher. Делается это в основном для того, чтобы у пользователя не возникало сомнений в правильности выбора изделия. Ни для кого не секрет, что большинство продавцов в магазинах, да и слесаря на производствах, а иногда и конструкторы не знают (не помнят) таблицу шага резьб не только мелких, но и основных . В этих случаях и помогает развернутая маркировка размера.
Как определить резьбу штангенциркулем или линейкой
Для определения типа резьбы на фитинге, необходим штангенциркуль. 
Как правильно производить замер при помощи штангенциркуля показано на рисунке ниже. 

Измерения нужно произвести с точностью до десятых миллиметра.
| Наружный диаметр, мм | Внутренний диаметр, мм | Шаг резьбы, витков на дюйм | Шаг резьбы | BSP | Метрика | Дюйм UNF | Дюйм NPT |
| 9,3-9,7 | 8,5-8,9 | 28 | 1/8″ | ||||
| 9,3-9,7 | 8,5-8,9 | 27 | 1/8″ | ||||
| 9,7-9,9 | 8,2-8,6 | 1,5 | M10x1,5 | ||||
| 10,9-11,1 | 9,7-10,0 | 20 | 7/16″-20 | ||||
| 11,6-11,9 | 10,2-10,6 | 1,5 | M12x1,5 | ||||
| 12,4-12,7 | 11,3-11,6 | 1/2″-20 | |||||
| 12,9-13,1 | 11,4-11,9 | 19 | 1/4″ | ||||
| 12,9-13,1 | 11,4-11,9 | 18 | 1/4″ | ||||
| 13,6-13,9 | 12,2-12,6 | 1,5 | M14x1,5 | ||||
| 14,0-14,3 | 12,7-13,0 | 18 | 9/16″-18 | ||||
| 15,6-15,9 | 14,2-14,6 | 1,5 | M16x1,5 | ||||
| 16,3-16,6 | 14,9-15,4 | 19 | 3/8″ | ||||
| 16,3-16,6 | 14,9-15,4 | 18 | 3/8″ | ||||
| 17,6-17,9 | 16,2-16,6 | 1,5 | M18x1,5 | ||||
| 18,7-19,0 | 17,3-17,6 | 16 | 3/4″-16 | ||||
| 19,6-19,9 | 18,2-18,6 | 1,5 | M20x1,5 | ||||
| 20,5-20,9 | 18,6-19,0 | 14 | 1/2″ | ||||
| 20,7-21,1 | 18,3-18,7 | 14 | 1/2″ | ||||
| 21,6-21,9 | 20,2-20,6 | 1,5 | M22x1,5 | ||||
| 22,0-22,2 | 20,2-20,5 | 14 | 7/8″-14 | ||||
| 22,6-22,9 | 20,6-21,0 | 14 | 5/8″ | ||||
| 23,6-23,9 | 22,2-22,6 | 1,5 | M24x1,5 | ||||
| 25,6-25,9 | 24,2-24,6 | 1,5 | M26x1,5 | ||||
| 26,1-26,4 | 24,1-24,5 | 14 | 3/4″ | ||||
| 26,3-26,7 | 23,7-24,1 | 14 | 3/4″ | ||||
| 26;6-26,9 | 24,3-24,7 | 12 | 1,1/16″-12 | ||||
| 29,6-29,9 | 27,4-27,8 | 2 | M30x2 | ||||
| 29,8-30,1 | 27,6-27,9 | 12 | 1,3/16″-12 | ||||
| 29,6-29,9 | 28,2-28,6 | 1,5 | M30x1,5 | ||||
| 32,6-32,9 | 30,5-30,9 | 2 | M33x2 | ||||
| 33,0-33,2 | 30,3-30,8 | 11 | 1″ | ||||
| 33,0-33,3 | 30,8-31,2 | 12 | 1,5/16″-12 | ||||
| 32,9-33,4 | 30,3-30,8 | 11,5 | 1″ | ||||
| 35,6-35,9 | 33,4-33,8 | 2 | M36x2 | ||||
| 37,6-37,9 | 36,2-36,6 | 1,5 | M38x1,5 | ||||
| 40,9-41,2 | 38,7-39,1 | 12 | 1,5/8″-12 | ||||
| 41,6-41,9 | 39,4-39,8 | 2 | M42x2 | ||||
| 41,5-41,9 | 39,0-39,5 | 11 | 1,1/4″ | ||||
| 41,4-42,0 | 39,2-39,6 | 11,5 | 1,1/4″ | ||||
| 44,6-44,9 | 42,4-42,8 | 2 | M45x2 | ||||
| 44,6-44,9 | 43,2-43,6 | 1,5 | M45x1,5 | ||||
| 47,3-47,6 | 45,1-45,5 | 12 | 1,7/8″-12 | ||||
| 47,4-47,8 | 44,8-45,3 | 11 | 1,1/2″ | ||||
| 47,3-47,9 | 45,1-45,5 | 11,5 | 1,1/2″ | ||||
| 51,6-51,9 | 49,4-49,6 | 2 | M52x2 | ||||
| 51,6-51,9 | 50,2-50,6 | 1,5 | M52x1,5 | ||||
| 59,4-59,8 | 56,5-56,8 | 11 | 2″ | ||||
| 59,9-60,2 | 56,4-56,7 | 11,5 | 2″ | ||||
| 63,3-63,6 | 61,3-61,8 | 12 | 2,1/2″-12 |
КОНТАКТЫ
ул. Б. Окружная 4-б,
с. Петропавловская Борщаговка,
Киево-Святошинский р-н, Киевская обл.,
08130, Украина
Почтовый адрес: а/я 70, Киев-162, 03162
информация:
+38 067 501 55 07 orders@pgt.in.ua
филиалы
- Киев
- Сумы
- Кривой Рог
- Киев
- Горишние Плавни
- Винница
- Бердичев
- Херсон
- Хмельницкий
- Первомайск
- Киев
- Львов
ПОСТАВЩИКИ
Производители комплектующих, материалов и узлов
- Tecsoflex
- Italmanometri
- Clippard
- Samway
- Sir meccanica
посмотреть всех
Как измерить резьбу
Время прочтения статьи: 10 минут
Любое резьбовое соединение образуется двумя элементами, один из которых имеет внутреннюю, а второй — наружную резьбу, например, болт и гайка, винт и монтажное отверстие в соединяемых деталях и т. д. Чтобы получить плотное и качественное соединение, геометрические параметры внутренней и наружной нарезки должны точно совпадать.
К основным таким параметрам относятся:
- внутренний и наружный диаметр;
- глубина;
- шаг резьбы.
Поэтому при подборе крепежа для выполнения монтажных работ часто возникает вопрос, как измерить резьбу. Измерение диаметра и глубины нарезки обычно не представляет сложности. Более сложной задачей будет измерить шаг резьбы, а неправильный подбор деталей по этому параметру либо вообще не позволит закрутить их, либо значительно ухудшит качество соединения, сделав его фактически непригодным к эксплуатации.
Измерение резьбомером
Оптимальным вариантом, как правильно измерить резьбу, будет использование резьбомера. Это специальный инструмент для проведения измерения шага нарезки. Резьбомер представляет собой корпус, к которому крепятся щупы в виде тонких пластин с гребенкой. Форма гребенки точно соответствует стандартной резьбе с определенным шагом.
Различают следующие виды резьбомеров:
- Метрические. Позволяют измерить шаг резьбы болта, гайки или другой детали с метрической нарезкой диаметром от 1 до 600 мм. Инструмент имеет до 20 измерительных пластин и позволяет определять шаг резьбы от 0,4 мм до 7 мм. Обозначается маркировкой «М60» на корпусе.
- Дюймовые. Применяется, чтобы измерить дюймовую резьбу, которую обычно нарезают на трубах и деталях трубопроводов, а также иногда используют на крепежных элементах. Шаг дюймовой резьбы определяется по количеству нитей на один дюйм длины резьбовой части детали. Резьбомер комплектуется 17 измерительными пластинами с количеством витков от 4 до 28. Для маркировки инструмента применяется маркировка «Д55».
- Универсальные. Комплектуются измерительными пластинами для метрической и дюймовой нарезки. Такие резьбомеры широко применяются в мастерских, где приходится одновременно работать с деталями как с метрической, так и с дюймовой резьбой.
Перед определением шага нужно измерить диаметр резьбы штангенциркулем. Это необходимо потому, что диапазон шагов может зависеть от диаметра.
Процесс измерения шага при помощи резьбомера предельно прост. К измеряемой резьбе прикладывают визуально подходящие пластины резьбомера. Методом подбора выбирается пластина, гребенка которой будет точно соответствовать измеряемой резьбе. Ее шаг будет соответствовать стандартному значению, указанному на маркировке измерительной пластины.
Проще всего таким способом измерить наружную резьбу. Если нужно определить шаг внутренней резьбы, то место измерение необходимо подсвечивать, чтобы точно определить плотное прилегание гребенки пластины резьбомера.
При измерении шага метрической резьбы искомый параметр получаем в миллиметрах. Если необходимо измерить шаг дюймовой резьбы, то его значение получаем в количестве витков на дюйм.
Измерение шага резьбы без резьбомера
Детали с наружной нарезкой
Часто необходимость определения шага резьбы возникает эпизодически, на один раз. И, конечно, в такой ситуации под рукой не оказывается резьбомера, а покупать его для разовых измерений не имеет смысла. Полезным будет узнать, как измерить шаг резьбы линейкой или штангенциркулем. Эти измерительные инструменты позволяют достаточно легко определить нужный параметр.
Проще всего измерить резьбу болта или другой детали с наружной нарезкой. При измерении метрической резьбы рекомендуется в первую очередь приложить линейку к детали с резьбой и постараться совместить миллиметровые деления ее шкалы с вершинами гребней резьбового профиля. Если они совпадают, значит, шаг составляет 1 мм. В противном случае придется провести несколько более сложные измерения.

Для определения шага резьбы нужно посчитать количество витков на участке стержня определенной длины, например, 10 мм или 20 мм. Для получения более точного результата рекомендуется проводить замеры на участке 20 мм. Необходимую длину отмеряют, приложив к стержню болта линейку, или при помощи штангенциркуля. Более точно будет измерить шаг резьбы болта штангенциркулем. На отмеренном участке подсчитывают количество витков. После этого длину участка необходимо разделить на полученное количество витков за минусом одного витка. В результате получаем значение шага резьбы.
При определении шага дюймовой нарезки необходимо отмерить длину стержня равную одному дюйму (25,4 мм). Для точности замера лучше использовать линейку или штангенциркуль с дюймовой шкалой. Количество витков на этом участке и будет шагом резьбы. Если длина резьбового участка меньше одного дюйма, то определить число витков нужно на участке в полдюйма (12,7 мм), после чего полученный результат умножить на 2.
Детали с внутренней нарезкой
Существует два способа, как измерить резьбу гайки или другой детали с внутренней нарезкой без резьбомера. Первый способ предусматривает подбор точно подходящего ответного болта с последующим измерением шага его резьбы. Если подобрать ответный болт не получается, то нужно воспользоваться полоской бумаги (это и есть способ № 2).
Ее следует прижать к резьбе так, чтобы на бумаге остался отпечаток профиля. Улучшить видимость рисок можно, проведя по граням маркером. После этого на бумаге нужно отметить линейкой расстояние между крайними рисками и посчитать количество витков. Затем полученное расстояние делят на количество витков минус один виток. Вместо бумаги для измерений по этому способу можно использовать карандаш, спичку или другое изделие из мягкой древесины подходящего размера, которое прижимают к резьбе.
Определение шага резьбы по диаметру
Определить шаг резьбы можно по стандартным таблицам. Предварительно нужно измерить диаметр резьбы болта или гайки. Для этого нужно воспользоваться штангенциркулем, который позволяет с высокой точностью определить размер. Точность замера должна составлять десятые доли миллиметра. После этого, используя полученное значение, можно найти в таблице соответствующий диаметру шаг резьбы.
Пример таблицы для резьб с наружным диаметром от 9,3 мм до 63,4 мм:
Как определить шаг резьбы
В современном мире большое распространение получили резьбовые соединения. Оно характеризуется высокой надежностью и практичностью в применении. Выделяют довольно большое количество различных параметров, которые могут использоваться для определения параметров рассматриваемого крепежного элемента. Наиболее важным можно назвать шаг. Он указывается практически на каждом чертеже и различной технической документации.

Понятие шага резьбы
Резьба применяется для соединения самых различных изделий. Для определения резьбы болта нужно рассматривать расстояние меду одноименными боковыми сторонами профиля. К особенностям этого понятия отнесем нижеприведенные моменты:
- Для определения основных параметров требуется провести измерение.
- Неточный результат можно узнать при применении линейки.
- Для повышения точности измерений нужно проанализировать несколько нитей. Именно поэтому в зависимости от протяженности резьбовой поверхности проводится анализ от 10 до 20 витков.
- Рекомендуется проводить замеры в миллиметрах. В некоторых случаях число переводится в дюймы.

Расстояние между впадинами можно измерять при использовании специального инструмента. Резьбомер представлен сочетанием специальных стальных пластин, которые имеют специальные вырезы. На поверхности наносятся различные значения.
Способы измерения
Существует довольно большое количество различных способов определения шага резьбы. Все они характеризуются своими определенными особенностями, которые нужно учитывать. Распространенными способами можно назвать:
- Использование обычной линейки.
- Применение специального инструмента, который может применяться для определения рассматриваемого значения. Измеритель шага резьбы можно приобрести в специализированном магазине.
- Штангенциркуль является точным инструментом. Он применяется довольно часто по причине высокой точности и универсальности в применении.

Все приведенные выше методы позволяют получить довольно точные данные. Проще всего провести измерения при применении инструмента, определяющего резьбу, но можно обойтись и обычным штангенциркулем.
Процесс измерения витков
При рассмотрении того, как определить шаг резьбы следует учитывать особенности выбранного метода. При использовании линейки достаточно:
- Замерить протяженность стержня, на который нанесли профиль. Стоит учитывать, что при замере всей длины стержня, а не только части можно определить более точный результат.
- Подсчитать количество витков.
- Провести замер глубины для определения основных параметров резьбового соединения.
Подобным образом можно определить лишь средний показатель. Если в процессе нарезания витков были допущены ошибки, то расстояние между ними может несколько отличаться.
Пример проведения замеров выглядит следующим образом:
- Отсчитывается 20 витков.
- Проводим замер протяженности стержня, к примеру, показатель составил 127 мм.
- Проводим деление 20 витков на протяженность стержня, в результате получаем показатель 6,35 мм. Он соответствует шагу расположения нитей в миллиметрах.
Для перевода в дюймы достаточно поделить вычисленное значение в миллиметрах на 25,4. В итоге получится результат 0,25 или ¼ дюйма. При самостоятельном замере может быть погрешность, поэтому результат округляется к приближенному стандартному значению.
В продаже можно встретить и специальные шаблоны, которые можно использовать для проверки особенностей резьбы. Подобная процедура достаточно проста в исполнении:
- Подбирается наиболее подходящий шаблон. В продаже можно встретить просто огромное количество специальных шаблонов, которые представлены пластиной с определенным профилем. Стоит подобный элемент не дорого, приобрести его можно в различных специализированных магазинах.
- Он прикладывается к поверхности для контроля основных показателей. Шаблон должен заходить без препятствий, и между пластиной с рабочей поверхностью не должно образовываться свободного пространства.
Если шаблон легко заходит в бороздки, то можно определить основные параметры поверхности.

Измерение шага резьбы линейкой и резьбомером
Кроме этого, можно провести измерения при применении штангенциркуля. Этот инструмент получил широкое распространение. Пошаговые действия выглядят следующим образом:
- Глубиномером устанавливается высота стержня.
- Следующий шаг заключается в подсчете количества витков. Сделать это достаточно сложно, можно использовать маркер для обозначения уже подсчитанных нитей профиля.
- Полученная информация позволяет рассчитать тангенса угла наклона.
Есть возможность определить рассматриваемый показатель при непосредственном измерении между смежными вершинами. Рекомендуется провести очистку поверхности. В противном случае получить точный результат практически невозможно.
Нюансы измерения
При применении штангенциркуля следует учитывать несколько рекомендаций. Примером назовем нижеприведенную информацию:
- Если между головкой и торцевой частью изделия есть плита, то в этом случае рекомендуется использовать основную измерительную шкалу и глубиномер. При подобном процессе можно получить показатели толщины шайбы, высоты головки, толщину промежуточного элемента. Подобные данные позволяют рассчитать основные параметры резьбового соединения.
- Точность полученных результатов можно существенно повысить путем очистки поверхности от различных загрязняющих веществ. Для этого можно использовать абразивный материал или специальные жидкости для удаления коррозии.
Провести рассматриваемую процедуру можно самостоятельно. Как правило, проблем при этом не возникает.
В заключение отметим, что производители указывают шаг и многие другие важные показатели. Как правило, они наносятся на головке или другом элементе.
Как определить шаг резьбы: способы измерить его по формуле без резьбомера

Параметры крепежного элемента должны соответствовать действующим нагрузкам и обеспечивать надежность соединения. Рассмотрим, как правильно найти один из них при подборе болта – как определить шаг резьбы без резьбомера. Да, специализированные и точные инструменты далеко не всегда будут под рукой на практике, поэтому им нужна альтернатива: ею станут линейки и таблицы.
Этот показатель в обязательном порядке указывают непросто в расширенной технической документации, а в каждом чертеже. Почему именно ему уделяется столько внимания? Потому что он действительно важен: чем уже будет расстояние между витками, тем прочнее окажется стык (но и тем серьезнее будет напряжение от прикладываемых сил). А значит его нельзя бездумно уменьшать или увеличивать – задавая его, следует соблюдать баланс.
Понятие шага резьбы (с фото)
По сути, это дистанция между соседними нитками (одноименными боковыми сторонами) крепежа. Она очень наглядно показана на рисунке ниже:
 Как мы уже выяснили, данный параметр в значительной степени влияет на качество соединения (которое одно из самых популярных и применяемых для всевозможных деталей). Поэтому просто необходимо находить его с достаточной точностью для каждого конкретного случая. Приблизительный результат можно выяснить при помощи метра или линейки. Чтобы получить максимально приближенные к фактическим результатам, следует судить не по одному витку, а просмотреть 10-20, по всей поверхности стержня. Значения лучше записывать в миллиметрах – при переводе в дюймы легче потерять несколько знаков после запятой.
Как мы уже выяснили, данный параметр в значительной степени влияет на качество соединения (которое одно из самых популярных и применяемых для всевозможных деталей). Поэтому просто необходимо находить его с достаточной точностью для каждого конкретного случая. Приблизительный результат можно выяснить при помощи метра или линейки. Чтобы получить максимально приближенные к фактическим результатам, следует судить не по одному витку, а просмотреть 10-20, по всей поверхности стержня. Значения лучше записывать в миллиметрах – при переводе в дюймы легче потерять несколько знаков после запятой.
ГОСТ и необходимость унификации
Долгое время производители выполняли теоретический расчет шага резьбы по своим методикам и изготавливали крепеж по собственным технологиям. При таком подходе соединительные элементы разных брендов часто оказывались несовместимыми или не обеспечивали подходящее качество стыка, из-за чего у пользователей часто возникали проблемы.
Особенные сложности появлялись при сборке машин, аппаратов и другого составного оборудования. Буквально каждый элемент приходилось отдельно маркировать, чтобы потом его можно было правильно разместить. Банальная профилактическая чистка орудий или станков, части которых поставлялись двумя заводами и больше, превращалась в настоящую пытку.
Поэтому с начала XX века всерьез озаботились вопросом стандартизации. К делу подошли с максимальной серьезностью, принимая во внимание даже опыт XII столетия, а точнее проверенную практикой формулу, гласящую, что расстояние между соседними витками должно равняться 20% диаметра стержня. Естественно, при этом учитывали, что в те далекие времена крепеж выполняли из дерева, и только через 20 лет стали стягивать наиболее нагруженные его точки шпильками и защищать гайками, выточенными из цельного куска особо прочной породы. Сегодня же актуальны совсем другие материалы, к которым предъявляются совершенно иные требования.
Информация к размышлению
 Первый путь к стандартизации начали прокладывать именно в России: на Тульском заводе стали работать по чертежам Никиты Демидова, а проверять результаты – по предложенным им же калибрам. Это позволяло контролировать точность отливки и исполнения отдельных деталей.
Первый путь к стандартизации начали прокладывать именно в России: на Тульском заводе стали работать по чертежам Никиты Демидова, а проверять результаты – по предложенным им же калибрам. Это позволяло контролировать точность отливки и исполнения отдельных деталей.
Да, знаменитый промышленник не думал именно о шаге резьбы (как померить его или найти оптимальный), а стремился унифицировать производство в целом. И добился своего: в 1787 году комиссия при царской армии закупила 500 отечественных ружей и столько же английских. Проверяющие разобрали каждое из них, разложили элементы по их функциональному назначению и хорошенько перемешали каждую группу, после чего попробовали собрать. В случае с русскими моделями это удалось – пусть они и требовали притирки, но пристрелку в итоге прошли, – а вот гордость британских мастеров так и осталась грудой бесполезного железа.
Это послужило толчком к следующим событиям:
В каждом полку создали взвод, отвечающий за обслуживание вооружения, и он регулярно получал помеченные насечками расходники для замены вышедших из строя мелких элементов.
Во Франции в 1790 утвердили первую всеевропейскую основную систему мер, приняв в качестве единицы длины м и его «производные» – см и мм, которой пользуются и сегодня; Англия, кстати, осталась при своих дюймах и футах.
В СССР в 1924 введен первый ГОСТ на рассматриваемые соединения.
Метрические резьбы
 Их название говорит о том, что все их параметры измеряются в м (мм), и сегодня это общепринятый и наиболее распространенный стандарт. Расстояние между витками является ключевым показателем, но величина двойного радиуса тоже важна.
Их название говорит о том, что все их параметры измеряются в м (мм), и сегодня это общепринятый и наиболее распространенный стандарт. Расстояние между витками является ключевым показателем, но величина двойного радиуса тоже важна.