Инструменты для нарезания резьбы по металлу
Инструмент для нарезания резьбы
Резьбовой тип соединения на сегодняшний день получил самое широкое распространение. Он применяется в машиностроении и других сферах производства, характеризуется высокой надежностью и простой в изготовлении. При желании можно провести нарезание витков при помощи специальных инструментов, которые характеризуются практичностью и универсальностью в применении.

Общая информация о резьбонарезании
Выбирая инструмент для нарезания резьбы следует учитывать особенности резьбовых поверхностей. К ним можно отнести следующие моменты:
- Нарезание витков проводится механическим путем при применении специального оборудования. При снятии металла образуются канавки и витки, которые идеально сочетаются с поверхностью второго элемента.
- Все применяемые инструменты для нарезания резьбы и технологии можно условно разделить на две категории: ручные и автоматизированные. На протяжении длительного периода использовали станки токарно-винторезной группы.
- На момент использования ручных инструментов при резьбонарезании нужно использовать смазку. Она существенно продлевает срок службы приспособлений, упрощает сам процесс резьбонарезания.

Нарезание резьбы разными видами плашек
Стоит учитывать, что ручные варианты исполнения имеют внутреннюю поверхность, которая и определяет размеры витков и шах их расположения. В случае обработки на токарно-винторезном станке, параметры будущей резьбовой поверхности определяются подачей и скоростью перемещения суппорта.
Фасонные резцы для нарезания резьбы
При использовании токарно-винторезного оборудования для нарезания резьбы следует подобрать наиболее подходящий резец. Производители выпускают специальные варианты исполнения резцов для нарезки резьбы, которые характеризуются своими определенными особенностями:
- При производстве создается режущая часть определенной формы. За счет этого образуется канавка требуемой формы.
- Режущая часть изготавливается из инструментальной стали, которая подвергается закалке. За счет этого при работе исключается вероятность быстрого износа режущей кромки.
- Применение рассматриваемого метода позволяет обрабатывать поверхности крупных заготовок.

В производственных цехах часто используется именно токарно-винторезный станок, так как плашек и метчиков для работы с заготовками большого диаметра практически нет. Кроме этого, при резьбонарезании возникает серьезная нагрузка.
Резьбовые гребенки для повышения производительности труда
Некоторые инструмент для нарезки резьбы характеризуются высокой эффективностью при применении. Примером можно назвать резьбовые гребенки, которые можно использовать для получения витков практически любых размеров. Их достоинствам можно отнести следующие моменты:
- Простая конструкция.
- Универсальность в применении.
- Высокая эффективность.
- Технологичность.

Гребенки представлены многониточными фасонными резцами, которые бывают призматического, круглого и стержневого типа. Чаще всего они применяются для нарезания резьбы с мелким шагом и небольшой высотой профиля.
Метчики, плашки и головки для резьбонарезания
Наибольшее распространение получили ручные инструменты для резьбонарезания. Они могут применяться в промышленности и быту.
Наибольшее распространение получили следующие варианты исполнения:
- Подобные инструменты применяются для изготовления болтов и шпилек. Подобное изделие представляет собой шайбу круглой формы, внутри которой выступает несколько ребер. Внешняя резьба может формироваться и калиброваться всего за один проход. В продаже встречаются различные варианты исполнения инструментов, при изготовлении применяется закаленная инструментальная сталь.
- Метчики используются для получения внутренней резьбы. Он также изготавливается при применении закаленной инструментальной стали, которая характеризуется высокой износоустойчивостью. Метчик имеет форму стержня, рабочая часть которого имеет несколько впадин и выступающих граней. За счет этого существенно упрощается процесс резьбонарезания.
- Специальные головки также могут применяться для проведения рассматриваемой работы. Они могут иметь различные размеры, применяются в паре со специальной державкой.
Стоимость ручных инструментов невысокая, при этом они характеризуются высокой эффективностью в применении.
Как правильно нарезать витки на водопроводной трубе
Рекомендации по нарезанию витков на водопроводной трубе во многом связаны с тем, какая именно технология применяется. Ручной инструмент для нарезания наружной резьбы должен применяться с учетом следующей информации:
- Нужно применять смазывающие вещества, которые добавляются в зону резания для снижения степени износа режущей кромки.
- На момент работы нужно следить за тем, чтобы инструмент был расположен строго перпендикулярно заготовке. При его смещении витки могут быть расположены друг относительно друга неправильно.
- При резьбонарезаии уделяется внимание тому, чтобы с зоны резания своевременно удалялась стружка.

Нарезание резьбы на водопроводной трубе
Рассматриваемая работа может проводится и в бытовых условиях.
Работа плашкой
Плашки применяются для обработки наружной цилиндрической поверхности. Среди особенностей ее применения можно отметить следующие моменты:
- Заготовка закрепляется в тисках. Во время работы она должна находится в неподвижном состоянии.
- Перед применением инструмента режущая кромка и обрабатываемая поверхность смазываются маслом.
- Как правило, на торцевой поверхности создается небольшая фаска. Она упрощает процесс навинчивания плашки на обрабатываемую поверхность.
- Во время работы нужно уделить внимание тому, чтобы плашка не смещалась. Из-за этого резьба может нарезаться неравномерно, ход плашки становится более тяжелым.
- На 2-3 витка по ходу резьбы делается один оборот в обратном направлении. Подобным образом обеспечивается удаление стружки с зоны обработки, повышается качество получаемой поверхности.

После завершения работы проверяется качество рабочей поверхности. Для этого достаточно накрутить гайку, у которой должен быть свободный ход.
Работа клуппом
Для проведения рассматриваемой работы может использовать клупп. Он напоминает плашку, но при этом имеет большие размеры. Зачастую он применяется для нарезания резьбы на трубах, поставляется в специальных наборах с рукоятками. Среди особенностей применения отметим:
- Клуппом характеризуется высокой эффективностью, поэтому процесс нарезания витков упрощается.
- Инструкция по использованию плашки и клуппа практически идентична, разница заключается лишь в том, какое усилие нужно прикладывать для получения требуемого результата.
Набор для нарезания резьбы зачастую представлен сочетанием насадок различных диаметров. При изготовлении рабочей части также используется износостойкий материал, который не тупится при длительном применении.
Особенности выбора и эксплуатации резьбонарезного инструмента
При замене металлических труб часто возникают ситуации, когда нужно нарезать резьбу для соединения отдельных частей трубопровода. Чтобы сделать качественный стык, используется резьбонарезной инструмент. Важно понимать какие разновидности этого оборудования бывают и каким образом можно делать резьбу, чтобы в случае необходимости самостоятельно провести ремонтные работы.
 Резьбонарезной инструмент
Резьбонарезной инструмент
Разновидности
Чтобы выбрать одну из разновидностей резьбонарезного инструмента, нужно понимать какие виды резьбовых соединений бывают:
- Цилиндрическая и коническая резьба.
- Многозаходная — состоящая из нескольких винтовых линий.
- Однозаходная — состоящая из одной винтовой линии.
Резьба для труб может изготавливаться вращением инструмента в правую или левую сторону. Направление зависит от выбранного инструмента.
Электроинструмент
В строительных магазинах можно найти большой выбор электрических резьбонарезных инструментов. Оборудование позволяет увеличить эффективность человеческого труда и повысить производительность. Дополнительно увеличивается качество проводимых работ. Современные электроинструменты позволяют создавать разные виды резьбы, работать в труднодоступных местах. Для закрепления обрабатываемых поверхностей на инструменте есть специальные тиски.
Однако важно помнить о том, что электроинструменты быстро перегреваются. Поэтому при работе нужно использовать охлаждающие жидкости.
Ручные приспособления
Ручные метчики могут быть отдельной оснасткой для электроинструментов или закрепляться на ручные приспособления. Ручной инструмент представляет собой рукоять и корпус для закрепления плашки. Они могут быть одинарными и симметричными (в зависимости от вида создаваемой резьбы). Двухкомпонентные инструменты могут оборудоваться храповым механизмом для облегчения процесса работы и удобства.
Способы создания винтовой линии
Для создания резьбы, крепёжной нарезки и продольных канавок можно использовать различные приспособления и оснастку. Чтобы сделать качественное соединение, требуется знать, как пользоваться теми или иными приспособлениями.
 Метчики для нарезки резьбы
Метчики для нарезки резьбы
Плашкой
Плашка используется для создания резьбы на металлических трубах. Процесс проведения ремонтных работ:
- Места будущего соединения необходимо очистить от грязи, краски, ржавчины, налёта.
- Снять фаску, находящуюся на торцах трубы.
- Выбрать плашку нужного диаметра, смазать её зубья специальным маслом. Им же обработать место, на котором будет резьба.
- Сделать 6 поворотов плашки. При этом можно делать обратные прокруты, чтобы освобождать рабочую поверхность от скапливающейся стружки.
- Снять плашку, очистить её от стружки, смазать зубья и трубу маслом. Повторить процедуру.
Если трубы старые, изначально их нужно проверить на наличие дефектов. При наличии трещин и отверстий изделия обрабатывать нельзя.
Клупп
Представляет собой специальный резьбонарезной инструмент для создания наружной резьбы. Процесс работы:
- С рабочих поверхностей требуется снять слой грязи, ржавчины, краски.
- Постараться закрепить обрабатываемое изделие в неподвижном положении.
- На рабочую поверхность нанести олифу.
- С клуппа отжать опорные винты и надеть его на трубу.
- Закрепить режущие плашки, зафиксировать конструкцию винтами.
- С нажимом вперёд вращать клупп по часовой стрелке.
Перед снятием клуппа требуется отжать плашки.
Резцом
Этот вариант изготовления резьбы подразумевает использование токарного оборудования. Мастер закрепляет трубу в шпиндель. После этого фиксирует в суппорте резец и настраивает его. После включения электродвигателя, заготовка начинает вращаться. Мастер медленно подводит её к резцу и начинает обработку.
Метчиком
Метчики применяются для создания внутренней резьбы. Использование метчиков:
- Изделие фиксируется в тисках.
- Подбирается диаметр метчика. Он закрепляется в специальном приспособлении — воротке.
- Необходимо делать по два оборота по часовой стрелке и половину оборота в обратную сторону. Так стружка не будет забиваться между режущими зубцами.
Если используется пластичный сплав металлов, можно использовать шуруповерт, в который закрепляется метчик.
Перед применением метчиков требуется провести расчёт диаметра будущего отверстия. Для этого существуют определённые таблицы, которые можно найти в интернете. Например, если внешний диаметр трубы 10 мм, значит отверстие должно быть на 1 мм меньше.
Электрическим резьборезом
Пользоваться электроинструментом нужно аккуратно, чтобы не испортить обрабатываемую поверхность. Процесс работы:
- Обрезать трубу под углом в 90 градусов.
- Под трубой устанавливается опорная скоба.
- Рабочая поверхность покрывается охлаждающей жидкостью.
- Располагается направляющий рычаг.
- Далее требуется включить резьборез и прижать его к обрабатываемой части.
- В процессе работы должна подаваться охлаждающая жидкость.
Чтобы снять режущий инструмент, включается задний ход.
Требования к работе с устройством
Перед тем как начинать работать с электроинструментом для создания резьбы следует ознакомиться с определёнными требованиями:
- Работая со старыми трубами нужно использовать газовый ключ для их удержания.
- Перед включением оборудования нужно очищать режущую часть от старой стружки. Это же касается обрабатываемой поверхности.
- Заранее проверять направление вращения плашек.
- Использовать охлаждающую жидкость в процессе работы.
Перед применением электроинструмента требуется снимать фаску с торца трубы.
 Резьбонарезной инструмент с газовым ключом
Резьбонарезной инструмент с газовым ключом
Брак и его причины
Существует несколько причин по которым можно забраковать обрабатываемую деталь:
- Отсутствие охлаждающей жидкости.
- Мастер не снял фаску перед началом нарезки резьбы.
- Использование неисправного оборудования.
- Тупые или повреждённые зубцы на режущем инструменте.
Нельзя прикладывать чрезмерные усилия при работе с ручным инструментом.
Чем нарезать резьбу — виды и назначение инструмента
Благодаря высокой надежности и простоте резьбовые соединения широко применяются в различных строительных конструкциях, машинах и механизмах. Так как основные геометрические параметры резьб являются общепринятыми, для создания новых соединений и ремонта изношенных узлов достаточно иметь небольшой набор стандартных инструментов.

Внутренняя резьба
Внутреннюю резьбу нарезают в отверстии с помощью метчиков (1). Они представляют собой металлические стержни с закаленными зубьями. Изготовляются из инструментальной или быстрорежущей стали.
Виды метчиков
Метчики различают по назначению. Они могут использоваться для нарезания метрической, дюймовой, конической, трубной, а также трапецеидальной резьбы. Согласно соответствующим техническим условиям, а также ГОСТ 3266-81, в таблице представлены пределы применимости этого инструмента.
| Наименование резьбы | Номинальные диаметры |
| Метрическая | 1 — 52 мм |
| Дюймовая | 1/4” — 2” (дюйма) |
| Коническая | 1/16” — 2” |
| Трубная | 1/16” — 6” |
| Трапецеидальная | 5,6 — 90 мм |
Метчики для нарезания метрической и дюймовой резьбы изготавливаются комплектами. Комплект может состоять как из двух, чистового и чернового, так и из трех — чернового, среднего и чистового метчиков. Черновой метчик предназначен для снятия основной части стружки. Чистовой служит для окончательного, точного формирования профиля резьбы и калибровки.
Чтобы идентифицировать метчик в комплекте, его хвостовую часть маркируют одной, двумя или тремя кольцевыми рисками. Возможно также обозначение с помощью номера: I – черновой, II – средний, III – чистовой.
Гаечные метчики предназначены для нарезания резьбы за один проход. Они являются однокомплектными, то есть продаются поштучно.
Для вращения метчиков используют воротки (2). Они могут быть нерегулируемыми с квадратными отверстиями под хвостовик фиксированного размера, а также регулируемыми. Кроме того, существуют воротки с трещоточным механизмом, обеспечивающие удобство работы в труднодоступных местах.
Наружная резьба
Вручную наружную резьбу нарезают плашками (5) и клуппами (4). Плашка представляет собой круглую гайку из быстрорежущей или инструментальной стали высокой твердости. С целью отвода стружки в ней предусмотрены специальные отверстия. Плашки бывают цельными и разрезными.
Разрезные плашки имеют прорезь величиной до 1,5 мм. Благодаря этому они позволяют регулировать диаметр нарезаемой резьбы в пределах 0,1—0,3 мм. Их недостатком является меньшая точность, поэтому использовать такой инструмент в ответственных соединениях не рекомендуется. Диаметры плашек представлены в таблице.
| Наименование резьбы | Номинальные диаметры |
| Метрическая | 1 — 76 мм |
| Дюймовая | 1/4” — 2” (дюйма) |
| Трубная | 1/8” — 2” |
Вращение плашек производят с помощью плашкодержателей (3) и трещоток. Эти устройства, как правило, позволяют использовать несколько размеров режущего инструмента, например M16 — M20, 1/2” — 1”. Трещотки применяются для нарезания трубной резьбы плашками в труднодоступных местах, например, у стены.
Клуппы предназначены для нарезания наружной трубной резьбы диаметром 1/2” — 3”. Благодаря своей конструкции, они надежно фиксируются на трубе, что обеспечивает удобство работы, а также высокое качество резьбового соединения. Клуппы обычно оснащаются сменными резцами или головками. Это значительно увеличивает срок их эксплуатации. В зависимости от конструкции, для вращения ручных клуппов могут использоваться как съемные рукоятки, так и держатели-трещотки.
Инструменты для нарезания резьбы по металлу




§ 59. Инструменты для нарезания резьбы
Резьбы на деталях получают нарезанием на сверлильных, резьбонарезных и токарных станках, а также и накатыванием, т. е. методом пластических деформаций. Инструментом для накатывания резьбы служат накатные плашки, накатные ролики и накатные головки. Иногда резьбу нарезают вручную.
Внутреннюю резьбу нарезают метчиками, наружную — плашками, прогонками и другими инструментами.
Метчики по назначению делят на ручные, машинно-ручные и машинные; в зависимости от профиля нарезаемой резьбы — на три типа: для метрической, дюймовой и трубной резьб; по конструкции — на цельные, сборные (регулируемые и самовыключающиеся) и специальные.
Метчик (рис. 261, а) состоит из двух основных частей: рабочей и хвостовой.
Рабочая часть представляет собой винт с несколькими продольными прямыми или винтовыми канавками. В метчиках для вязких металлов на заборной части имеется скос 6-10° в направлении, обратном направлению резьбы: при правой резьбе скос левый, при левой — правый скос. Это улучшает отвод стружки.
Рабочая часть метчика служит для нарезания резьбы. Метчики с винтовыми канавками применяют для нарезания точных резьб.
Рабочая часть метчика состоит из заборной и калибрующей частей.
Заборная (или режущая) часть обычно делается в виде конуса, она производит основную работу при нарезании резьбы.
Калибрующая (направляющая) часть — резьбовая часть метчика, смежная с заборной частью. Она направляет метчик в отверстие и калибрует нарезаемое отверстие.
Хвостовик-стержень служит для закрепления метчика в патроне или удержания его в воротке (при наличии квадрата) во время работы.
Канавки представляют собой углубления между режущими зубьями (перьями), получающимися путем удаления части металла. Эти канавки служат для образования режущих кромок и размещения стружки при нарезании резьбы. Профиль канавки образуется передней поверхностью, по которой сходит стружка, и задней поверхностью, служащей для уменьшения трения перьев метчика о стенки нарезаемого отверстия.
Резьбовые части метчика, ограниченные канавками, называются режущими перьями (рис. 261, б). Режущие перья (зубья) имеют форму клина.
Главными углами режущих перьев метчика (рис. 261, в) являются: передний γ, задний а, угол заостренияβ и угол резания δ. Эти углы у заборной и калибрующей частей разные.
Для стали средней твердости передний угол γ = 8÷10°, для твердой стали γ = 5°, для бронзы и чугуна γ = 0÷5°. Задний угол α = 6÷8° для ручных и α = 10° — для остальных метчиков.
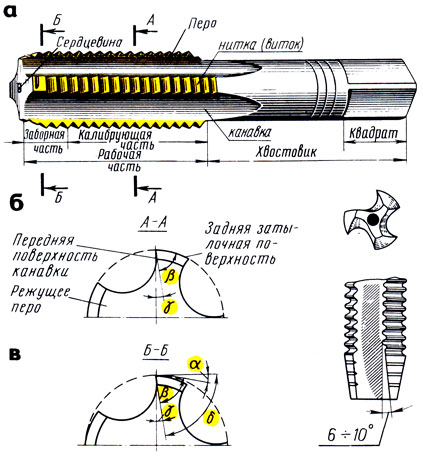
Рис. 261. Метчик ручной: a — конструкция, б — элементы, в — главные углы
Режущими кромками метчика называются кромки на режущих перьях метчика, образованные пересечением передних поверхностей канавки с затылочными поверхностями рабочей части.
Сердцевина — это внутренняя часть тела метчика, измеряемая по диаметру окружности, касательной ко дну канавок метчика. Метчики для нарезания резьбы в нержавеющих сталях имеют более массивную (толстую) сердцевину.
Канавки у метчиков обычно делают прямые, так как они проще в изготовлении. Однако для улучшения условий резания и получения точных резьб применяются метчики не с прямыми, а с винтовыми спиральными канавками (рис. 262, а). Угол наклона со винтовой канавки этих метчиков составляет 8 — 15°. Для нарезания глухих отверстий наклон этих канавок .делают правый (рис. 262, б), чтобы стружка легко выходила вверх, для нарезания сквозных отверстий наклон делают левый (рис. 262, в), чтобы стружка выходила вниз.
Метчики диаметром до 22 мм обычно изготовляют с тремя, а диаметром от 22 до 52 мм — с четырьмя канавками. Специальные метчики на калибрующей части канавок не имеют.
Ручные метчики для метрической и дюймовой резьб стандартизованы и изготовляются комплектом из двух метчиков для резьбы с шагом до 3 мм включительно (для основной метрической резьбы диаметром от 1 до 52 мм и для дюймовой резьбы диаметром от 1/4 до 1″) и комплектом из трех метчиков для резьбы с шагом свыше 3 мм (для метрической резьбы от 30 до 52 мм и для дюймовой резьбы диаметром от 11/8 до 2″).
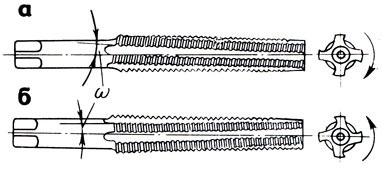
Рис. 262. Метчики с винтовыми канавками: а — общий вид, б — с правой винтовой какавкой (с левой резьбой), в — с левой винтовой канавкой (с правой резьбой)
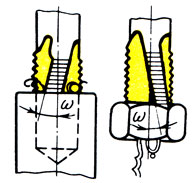
Рис. 263. Комплект метчиков: I — черновой, II — средний, III — чистовой
В комплект, состоящий из трех метчиков, входят черновой, средний и чистовой метчики (рис. 263, I, II, III). Все метчики комплекта имеют разный диаметр.
Первый (черновой) метчик нарезает черновую резьбу, снимая при этом до 60% металла (стружки); второй (средний) метчик нарезает уже более точную резьбу, снимая до 30% металла; третий (чистовой) метчик снимает еще до 10% металла, имеет полный профиль резьбы и используется для окончательного, точного нарезания резьбы и ее калибровки. Чтобы определить, какой метчик является черновым, какой средним, а какой чистовым, на хвостовой части делают соответственно одну, две или три круговые риски (кольца) или же ставят соответстствующий номер. На хвостовой части проставляют размер резьбы, для нарезания которой этот метчик предназначен.
Комплект ручных метчиков из двух штук изготовляют путем удлинения заборного конуса и некоторого увеличения диаметра первого метчика.
По конструкции режущей части метчики бывают цилиндрические и конические.
При цилиндрической конструкции метчиков все три инструмента комплекта имеют соответствующие диаметры. У чистового метчика полный профиль резьбы, диаметр среднего метчика меньше нормального на 0,6 глубины нарезки, а диаметр чернового метчика меньше диаметра резьбы на полную глубину нарезки. У чернового метчика длина заборной части равна 4 — 7 ниткам, у среднего — 3 — 3,5 и у чистового — 1,5 — 2 ниткам.
Угол наклона заборной части у чернового метчика равен 3°, у среднего 7°, у чистового 12° (рис. 263).
При конической конструкции метчиков все три инструмента комплекта имеют одинаковый диаметр и полный профиль резьбы с различной длиной заборных частей. Резьба в пределах заборной части делается конической и дополнительно срезается по вершинам зубьев на конус.
В конических метчиках заборная часть равна: у чернового метчика — всей длине рабочей части, у среднего — половине этой длины, у чистового — двум ниткам.
Конические метчики применяют обычно для нарезания сквозных отверстий. Глухие отверстия нарезаются цилиндрическими метчиками.
Метчики выпускают со шлифованным и не шлифованным профилем зубьев. Шлифованные создают резьбу более точную с более чистой поверхностью.
По точности нарезаемой резьбы метчики делят на 4 группы: С, Д, Е и Н. Метчики группы С самые точные, группы Е и Н — менее точные с не шлифованным профилем зубьев. Метчики С и Д шлифованные, ими нарезают высококлассные резьбы, Е и Н — для резьб 9 квалитета.
Машинно-ручные метчики применяют для нарезания метрической, дюймовой и трубной цилиндрической и конической резьб.
Машинно-ручные метчики служат для нарезания резьбы в сквозных и глухих отверстиях всех размеров машинным способом и вручную с шагом до 3 мм включительно. Метчики этого типа изготовляют двух видов: одинарные для сквозных и глухих отверстий и комплектные (2 шт.): черновой и чистовой.
У машинных и машинно-ручных метчиков на хвостовике делают канавки для зажима в быстросменных патронах.
Машинные метчики применяют для нарезания на станках сквозных и глухих отверстий. Они бывают цилиндрические (рис. 264, а) и конические (рис. 264, 6).
Гаечные метчики (рис. 264, в) служат для нарезания метрической резьбы в гайках за один проход вручную или на сверлильных и резьбонарезных станках. Они выполняются однокомплектными, имеют длинную режущую часть (12 витков). Хвостовик у них также длинный, что дает возможность нанизывать на него гайки при нарезании.
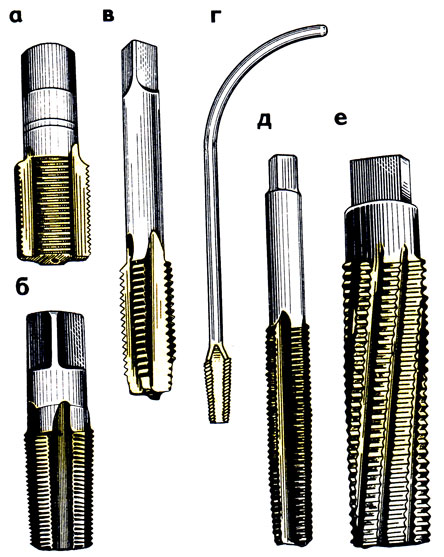
Рис. 264. Виды метчиков: а — цилиндрический, б — конический, в — гаечный, г — с изогнутым хвостовиком, д — плашечный, е — маточный
Изготовляют также гаечные метчики с изогнутым хвостовиком (рис. 264, г), закрепляемые в специальных патронах на гайконарезных автоматах. Они дают возможность гайкам автоматически сбрасываться по мере нарезания.
Плашечные метчики (рис. 264, д) отличаются от гаечных наличием большого заборного конуса и предназначаются для предварительного нарезания резьбы в плашках за один проход.
Маточные метчики (рис. 264, е) применяют для зачистки резьбы в плашках после нарезания плашечным метчиком, а также для зачистки резьбы в плашках, находящихся в работе. В маточных метчиках канавки делают с правой спиралью.
Специальные метчики составляют большую группу, в которую входят не нормализованные конструкции метчиков: бесканавочные, комбинированные, метчик-сверло с винтовыми канавками, метчик-протяжка.
Метчики бесканавочные (рис. 265, а) применяют для нарезания сквозных резьб диаметром до 10 — 12 мм.
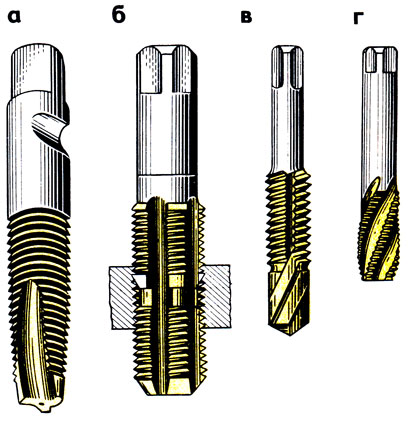
Рис. 265. Специальные метчики: а — бесканавочный, б — комбинированный, в — метчик-сверло, г — с винтовыми канавками
Длина заборной части метчика такая же, как и у обычных машинных. Длина канавки (с выходом) на 3 — 5 ниток больше длины заборной части. Бесканавочные метчики гораздо прочнее обычных. Благодаря длинной резьбовой части метчик можно перетачивать несколько раз. Высокая производительность труда при нарезании резьбы является главным достоинством бесканавочных метчиков. Для нарезания резьбы в глухих отверстиях эти метчики не пригодны.
Комбинированные метчики состоят из двух частей, разделенных шейкой (рис. 265, б).
Первая часть служит для предварительного нарезания резьбы, а вторая — для окончательного (чистового) нарезания резьбы. Комбинированный инструмент — метчик-сверло (рис. 265, в) позволяет совместить сверление и нарезание резьбы в одну операцию, что значительно повышает производительность. Применение сверла-метчика возможно при нарезании сквозных отверстий без принудительной подачи при условии, что метчик вступает в работу после выхода вершины сверла из отверстия. В противном случае сверло вынуждено работать с подачей, равной шагу нарезаемой резьбы.
Применяют и другие комбинированные инструменты: метчик-развертку, зенкер-развертку-метчик и др.
Замена нескольких инструментов одним комбинированным позволяет значительно сократить вспомогательное время, затрачиваемое на смену инструмента.
Метчики с винтовыми канавками (рис. 265, г) имеют угол наклона канавки 35°, что обеспечивает свободный выход стружки по спирали и исключает возможность срыва резьбы. Метчиком можно нарезать резьбу на высоких скоростях. Один метчик с винтовой канавкой равноценен комплекту обычных метчиков.
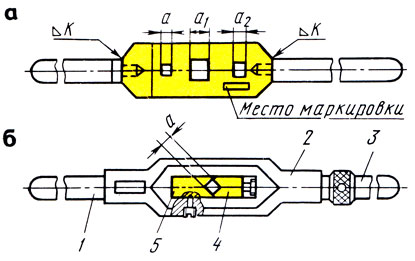
Рис. 266. Воротки: а — нерегулируемый, б — с регулируемым отверстием; 1 — рукоятка, 2 — рамка, 3 — подвижная рукоятка, 4,5 — сухари подвижные
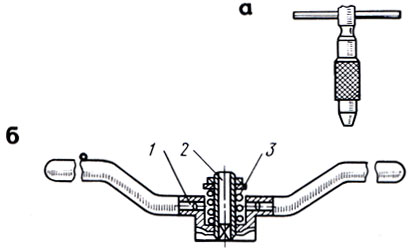
Рис. 267. Торцовый (а) и тарированный (б) воротки: 1 — корпус, 2 — втулка, 3 — пружина
Применение этих метчиков для обработки деталей из чугуна, латуни, нержавеющей ,стали и других Материалов позволило повысить производительность труда в три раза по сравнению с применением обыкновенных. Метчики изготовляют из инструментальной стали У8, У12 и Р18.
Воротки. Метчики при нарезании резьбы вручную вращают при помощи воротков, устанавливаемых на квадраты хвостовиков.
Нерегулируемые воротки могут иметь одно или три отверстия (рис. 266, а) и регулируемое отверстие (рис. 266, б). Кроме этих, применяют воротки торцовые (рис. 267, а) для вращения при нарезании резьбы в труднодоступных местах.
Тарированные воротки (рис. 267, б) применяют для нарезания резьбы в глубоких и глухих отверстиях. Они состоят из корпуса 7, втулки 2 и пружины 3. Корпус и втулка имеют сцепляющиеся косые кулачки, которые при превышении усилия, передаваемого рукой работающего, выходят из зацепления, в результате чего втулка с метчиком не будет вращаться и тем самым предохранит его от поломки.
§ 3. Инструменты для нарезания резьбы
Резьбу на деталях можно получать методом нарезания со снятием стружки и накатыванием, т. е. методом пластических деформаций.
Для нарезания внутренней резьбы в качестве инструмента используют метчики, а для нарезания наружной резьбы — плашки, прогонки и другие инструменты.
Инструментом для накатывания резьбы служат накатные плашки, накатные ролики и накатные головки.
Метчики. В зависимости от назначения метчики делятся на ручные, машинно-ручные, гаечные, плашечные и маточные.
В зависимости от профиля нарезаемой резьбы метчики разделяются на пять типов: для метрической резьбы, дюймовой резьбы, трубной резьбы, трапецеидальной резьбы и конической резьбы.
По конструкции метчики разделяются на цельные, со вставными перьями и специальные.
Метчик (рис. 194) состоит из двух основных частей: рабочей и хвостовой.

Рис. 194. Метчик
Рабочая часть представляет собой винт с несколькими продольными прямыми или винтовыми канавками. Направление канавок может быть правым (метчик с левой резьбой) и левым (метчик с правой резьбой). Рабочая часть метчика служит для нарезания резьбы. Метчики с винтовыми канавками применяются для нарезания точных резьб.
Рабочая часть метчика состоит из заборной и калибрующей частей.
Заборная (или режущая) часть обычно делается в виде конуса, она производит основную работу при нарезании резьбы.
Калибрующая часть служит для зачистки резьбы, имеет цилиндрическую форму с обратным конусом и направляет метчик при нарезании.
Режущие зубья (перья) метчика выполнены в форме резцов, расположенных по окружности. Зубья метчика имеют все режущие элементы. Число зубьев по окружности метчика определяется наличием числа канавок.
Канавки — углубления между режущими зубьями предназначаются для образования режущих кромок, а также выхода, стружки, образующейся при нарезании резьбы.
Метчики диаметром до 20 мм обычно изготовляют с тремя, а диаметром от 22 до 52 мм с четырьмя канавками. Специальные метчики не имеют канавки на калибрующей части.
Хвостовая часть метчика выполнена в виде стержня с квадратом на конце, она служит для закрепления метчика в патроне или воротке.
Ручные метчики применяются для нарезания резьбы вручную.
Ручные метчики для метрической и дюймовой резьбы стандартизированы по ГОСТ 9522—60 и изготовляются комплектом из 2 шт. для резьбы с шагом до 3 мм включительно (для основной метрической резьбы диаметром от 1 до 52 мм и для дюймовой резьбы диаметром от 1/4 до 1″) и комплектом из 3 метчиков для резьбы с шагом свыше 3 мм (для метрической резьбы от 30 до 52 мм и для дюймовой резьбы диаметром от l/8 до 2″).
В комплект, состоящий из трех метчиков, входит черновой, средний и чистовой метчики (рис. 195) или 1, 2, 3-й. Все метчики комплекта имеют разный диаметр.

Рис. 195. Комплект метчиков
Первый (черновой) метчик нарезает черновую резьбу, снимая при этом до 60% металла; второй (средний) метчик дает уже более точную резьбу, снимая до 30% металла; третий (чистовой) метчик снимает до 10% металла, имеет полный профиль резьбы и используется для окончательного, точного нарезания резьбы и ее калибровки. Чтобы определить, какой метчик является черновым, какой средним, а какой чистовым, на хвостовой части делают соответственно одну, две или три круговые риски (кольца) или же ставят соответствующий номер. На хвостовой части проставляют размер резьбы, для нарезания которой предназначен этот метчик.
Комплект ручных метчиков из двух штук изготовляют путем удлинения заборного конуса и некоторого увеличения диаметра первого метчика.
По конструкции режущей части метчики бывают цилиндрические и конические.
При цилиндрической конструкции метчиков все три инструмента комплекта имеют разные диаметры. У чистового метчика полный профиль резьбы, диаметр среднего метчика меньше нормального на 0,6 глубины нарезки, а диаметр чернового метчика меньше диаметра резьбы на полную глубину нарезки. У чернового метчика длина заборной части равна 4—7 ниткам, у среднего — 3—3,5 и у чистового — 1,5—2 ниткам.
При конической конструкции метчиков все три инструмента комплекта имеют одинаковый диаметр и полный профиль резьбы с различной длиной заборных частей. Резьба в пределах заборной части делается конической и дополнительно срезается по вершинам зубьев на конус.
В конических метчиках заборная часть равна: у чернового метчика — всей длине рабочей части, у среднего — половине этой длины, у чистового — двум ниткам.
Конические метчики применяются обычно для нарезания сквозных отверстий. Глухие отверстия нарезаются цилиндрическими метчиками.
Машинно-ручные метчики применяются для нарезания метрической, дюймовой и трубной цилиндрической и конической резьб машинным способом всех размеров и для нарезания вручную резьб с шагом до 3 мм включительно.
Машинно-ручные метчики для цилиндрической резьбы (рис. 196, а) согласно ГОСТ 3266—60 изготовляются двух видов: одинарные для нарезания резьбы в сквозных и глухих отверстиях и комплектные из 2 шт.

Рис. 196. Виды метчиков:
а — цилиндрические, б — конический, в — гаечный, г — плашечный, д — маточный
Одинарные метчики для нарезания сквозных отверстий имеют на заборной части 6 ниток, а для нарезания глухих отверстий — три нитки.
Машинно-ручные метчики для конической резьбы (рис. 196, б) предназначаются для нарезания конической резьбы с углом профиля 60° и для трубной конической резьбы. В отличие от метчиков для цилиндрической резьбы эти метчики работают не только заборным конусом, но и всей поверхностью резьбовой части; поэтому длина метчика зависит от длины нарезания.
Гаечные метчики (рис. 196, в) служат для нарезания сквозных отверстий в гайках за один проход вручную или на станках. Они изготовляются по ГОСТ 1604—60 с удлиненным хвостовиком для собирания на нем нарезанных гаек.
Плашечные метчики (рис. 196, г) отличаются от гаечных наличием большого заборного конуса и предназначаются для предварительного нарезания резьбы в плашках за один проход.
Маточные метчики (рис. 196, д) применяют для зачистки резьбы в плашках после нарезания плашечным метчиком, а также зачистки резьбы в плашках, находящихся в работе. В маточных метчиках канавки делают с правой спиралью.
Специальные метчики составляют большую группу, в которую входят ненормализованные конструкции метчиков: бесканавочные, комбинированные, метчик-сверло, с винтовыми канавками, метчик-протяжка.
Метчики бесканавочные (рис. 197, а) применяются для нарезания сквозных резьб диаметром до 10—12 мм.

Рис. 197. Специальные метчики:
а — бесканавочный, б — комбинированный, в — метчик — сверло, г — с винтовыми канавками
Длина заборной части метчика такая же, как и у обычных машинных. Длина канавки (с выходом) на 3—5 ниток больше длины заборной части. Бесканавочные метчики гораздо прочнее обычных. Благодаря длинной резьбовой части метчик можно перетачивать несколько раз. Высокая производительность труда при нарезании резьбы является главным достоинством бескана-вочных метчиков. Они иногда используются для нарезания резьбы и в глухих отверстиях.
Комбинированные метчики состоят из двух частей, разделенных шейкой (рис. 197, б).
Первая часть служит для предварительного нарезания резьбы, а вторая — для окончательного (чистового) нарезания резьбы, комбинированный инструмент — сверло-метчик (рис. 197, е), позволяющий совместить сверление и нарезание резьбы в одну операцию, что значительно повышает производительность. Применение сверла-метчика возможно при нарезании сквозных отверстий без принудительной подачи при условии, что метчик вступает в работу после выхода вершины сверла из отверстия. В противном случае сверло вынуждено работать с подачей, равной шагу нарезаемой резьбы.
Применяют и другие комбинированные инструменты: метчик-развертка, зенкер-развертка-метчик и др.
Замена нескольких инструментов одним комбинированным позволяет значительно сократить вспомогательное время, затрачиваемое на смену инструмента.
Недостатком комбинированного режущего инструмента является сложность и высокая стоимость его изготовления.
Метчики с винтовыми канавками (рис. 197, г) имеют угол наклона канавки 35°, что обеспечивает свободный выход стружки по спирали и исключает возможность срыва резьбы. Метчиком можно нарезать резьбу на высоких скоростях. Один метчик с винтовой канавкой равноценен комплекту обычных метчиков.
Применение этих метчиков для обработки деталей из чугуна, латуни, нержавеющей стали и других материалов позволило повысить производительность труда в 3 раза.
Метчики изготовляются из инструментальной стали марок У8, У12 и Р18.
Плашки применяют для нарезания наружной резьбы как вручную, так и на станках.
В зависимости от конструкции плашки подразделяются на круглые, накатные, раздвижные (призматические).
Круглые плашки (ГОСТ 9740—62) изготовляются цельными, разрезными.
Цельные плашки (рис. 198, а) представляют собой стальную закаленную гайку 1, в которой через резьбу 2 прорезаны сквозные продольные отверстия, образующие режущие кромки и служащие для выхода стружки. С обеих сторон плашки имеются заборные части 3 длиной 17г—2 нитки. Эти плашки применяют при нарезании резьбы диаметром до 52 мм за один проход.

198. Плашки:
а — цельные; 1 — гайка, 2 — резьба, 3 — заборная часть; б — разрезные; в, г — резьбонакатные; д — раздвижная
Типы и диаметры цельных круглых плашек предусмотрены ГОСТ 9740—62 для основной метрической — от 1 до 52 мм для дюймовой резьбы —от 1/4 до 2″; для трубной —от 1/8 до 1 1/2″.
Круглые плашки при нарезании резьбы вручную закрепляют в специальном воротке.
Разрезные плашки (рис. 198, б) в отличие от цельных имеют прорезь (0,5—1,5 мм), позволяющую регулировать диаметр резьбы в пределах 0,1—0,25 мм. Вследствие пониженной жесткости нарезаемая этими плашками резьба имеет недостаточно точный профиль.
Раздвижные (призматические) плашки в отличие от круглых состоят из двух половинок, называемых полуплашками (рис. 198, д). На каждой из них указан размер наружной резьбы и цифры 1 или 2 для правильного закрепления в приспособлении (клуппе). На наружной стороне полуплашек имеются угловые канавки (пазы), которыми они устанавливаются в выступы клуппа.
Для равномерного распределения давления винта на полуплашки во избежание перекоса между полуплашками и винтом помещают сухарь.
Раздвижные (призматические) плашки изготовляют комплектами по 4—5 пар в каждом; каждую пару по мере необходимости вставляют в клупп. Раздвижные плашки изготовляют для метрической резьбы (ГОСТ 9150—59) диаметром от М6 до М52 мм, для дюймовой (ОСТ НКТП 1260) — от 1/4 до 2″ и для трубной резьбы (ГОСТ 6357—52)—от 1/2 до 3″. Раздвижные плашки закрепляют в клуппе (рис. 199), который состоит из косой рамки 1 с двумя ручками 2 и зажимного винта 5. Полуплашки 3 вставляют в выступы рамки, затем вводят сухарь 4 и закрепляют винтом 5. Клуппы, в которые устанавливают призматические плашки, изготовляют шести размеров — от № 1 до № 6.

Рис. 199. Косой клупп
Раздвижные трубные плашки (гребенки) применяют для нарезания трубных резьб диаметром от */2 до 3″ (ГОСТ 6357—52).
Клупп (ГОСТ 6956—54) для закрепления раздвижных (трубных) плашек показан на рис. 200.

Рис. 200. Клупп для нарезания трубной резьбы
В корпус 3 вставлены четыре резьбовые плашки 2 (гребенки), сближающиеся или раздвигающиеся при повороте планшайбы 7 с помощью рукоятки 1. Установка плашек на нужный диаметр производится по шкале 5 вращением червяка 6. При работе клупп держат за рукоятки 4.