
ГОСТ 6111 81 резьба коническая дюймовая
Характеристики и особенности конической резьбы
Описание
Трубная коническая резьба имеет аналогичный профиль с цилиндрической, но отличается уменьшением диаметра от начала нарезки до торца детали. Конусность выполняется в пропорции 1:16.
- дюймовая коническая (профильный угол 600);
- метрическая коническая (угол профиля 550);
- трубная коническая (угол аналогичный метрической).
Создание дюймовых коническо-цилиндрических соединений невозможно. Поэтому дюймовые востребованы только для решения специфических задач.
При накручивании гайки уплотнение достигается за счёт плотного прилегания нарезанных канавок по причине увеличения диаметра от конца к середине детали. Поэтому её применяют в трубопроводах высокого давления.
Коническая трубная резьба

Прочитав наши советы Вы сможете выбрать наилучший вариант резьбы и труб для конкретной Вашей задачи.
На сегодняшний день встретить привычные трубы из стали в домашних водопроводах можно только там, где несколько десятков лет не делался капитальный ремонт. Изделия подобного рода вытеснили из сферы бытового применения полипропиленовые и металлопластиковые аналоги. С появлением труб из полипропилена с их абсолютной герметизацией деталей из стальных материалов почти перестали делать и розливы систем водоснабжения или отопления, и стояки под них.
Но в местах, где нужно добиться высокой механической прочности, традиции не меняются.
Существует две причины для использования традиционного изделия:
- Высокое давление системы;
- Внешние механические нагрузки.
Разумнее делать стальной водопровод в том случае, если он проходит под грунтовой дорогой на небольшой глубине. Полипропиленовое изделие просто расплющит весом проезжающей фуры.
В отдельных местах применение сварки для соединения водопроводных или канализационных труб из стали является нежелательным или попросту невозможным. Это либо взрывоопасная внешняя среда, либо неудобство доступа. Помимо этого, некоторые соединения нужно делать разборными.
Обычно для соединения труб применяют резьбовые соединения, второе название – трубные. Одной из главных особенностей такого соединения является особенная форма гребней резьбы – они сглаженные. Это дает возможность применять для обеспечения герметичности герметизирующие ленты и лен. Рассмотрим подробнее особенности резьбового соединения труб.
Характеристики
- размеры — от 1/16’ до 6’;
- количество витков на дюйм — от 11 до 28 в зависимости от диаметра;
- шаг — от 0,8 до 2,309 мм;
- наружный диаметр составляет 9,729–33,250 мм, а внутренний — 8,567–30,292 мм;
- шаг нарезки определяется по справочным данным в зависимости от диаметра;
- угол наклона сторон конуса относительно осевой линии детали должен иметь отношение 1:16;
- сварочные аппараты применяются для фланцев только при диаметре более дюйма;
- необходимо соблюдение отношения общей длины и расстояния нарезки.
ОСНОВНЫЕ РАЗМЕРЫ
2.1. Обозначение размера резьбы, шаги и номинальные значения основных размеров конической (наружной и внутренней) резьбы должны соответствовать указанным на черт. 2 и в табл. 2.
1
—
рабочая длина резьбы;
2 — длина наружной резьбы от торца до основной плоскости.
Допускается применять более короткие длины резьб.
2.2. Числовые значения диаметров d
2 и
d
1 вычисляют по следующим формулам
Числовые значения диаметра d
2.3. Разность действительных размеров l
1 —
l
2 должна быть не менее разности номинальных размеров
l
1 и
l
2, указанных в табл. 2.
2.4. Длина внутренней конической резьбы должна быть не менее 0,8 (l
1 — D1
l
2), где D1
l
2 — в соответствии с табл. 3.
2.5. Обозначение размеров резьбы, шаги и номинальные значения наружного, среднего и внутреннего диаметров внутренней цилиндрической резьбы должны соответствовать указанным на черт. 3 и в табл. 2.
2.6. Конструкция деталей с внутренней резьбой (конической и цилиндрической) должна обеспечивать ввинчивание наружной конической резьбы на глубину не менее (l
Требования ГОСТ
Основные требования ГОСТ 6111-52:
- отклонение оси базовой плоскости к номинальному диаметру по величине не должно превышать резьбовой шаг;
- положение базовой плоскости задаётся расстоянием от торца заготовки;
- диаметры конической резьбы располагаются в единой основной плоскости, определяются расчётным сечением;
- длина наружной резьбы l2 определяется на основе проверки среднего диаметра соответствующим кольцевым калибром, а внешней — пробкой;
- при навинчивании труб и муфт номинальных размеров плоскость резьбы должна совпадать с торцевой частью муфты;
- количество витков на большом диаметре конуса не должно быть менее двух;
- длина от базовой плоскости до торцевой части трубки может быть уменьшена, но при этом соответствовать другим требованиям стандарта;
- образующие конуса с осевой линией должны составлять угол 1047’24”.
Коническая резьба по ГОСТу (Фото: Instagram / metall_detal)
Требования ГОСТ 6211-81
Величины среднего d2 и внутреннего d1 диаметров должны быть вычислены по формулам:
где d — наружный диаметр;
- длина внутренней резьбы должна составлять 0,8(l1-Δ1l2), где Δ1l2 — величины, указанные в Таблице 2, ГОСТ 6211-81;
- расстояние ввинчивания наружной на внутреннюю резьбу должно составлять l1+Δ1l2;
- смещение базовой плоскости величина суммарная, определяется шагом, углом наклона профиля, углом конуса, средним диаметром;
- допуски по среднему диаметру указаны в Таблице 3, ГОСТ 6211-81.
Коническая трубная резьба

Основной повод применять коническую трубную резьбу — это те места, где полностью трубу заменить невозможно.
Трубная резьба с уменьшающимися диаметрами к концу резьбы называется конической. При этом конец трубы с такой резьбой в профиль выглядит не как цилиндр, а как конус.
У конечной резьбы есть два основных способа применения:
- При частично сорванной или изношенной внутренней резьбе резьбового соединения, которое нельзя полностью заменить в силу определенных причин. На какое-то время коническая резьба с немного большим максимальным диаметром может обеспечить герметичность соединения. Интересно, что такой способ используется только как временный выход из ситуации, например, когда в зимнюю пору необходимо срочно запустить отопительную систему и не вызвать разморозку. Соединение при первой же возможность нужно заменять;
- Резьба трубная коническая по тексту ГОСТ 6211 81 применяется в случае, когда необходимо организовать герметичность трубопровода, который находится под большим давлением. Ярким примером такого трубопровода является гидравлическая система, приводящая тяжелую технику в действие.
Обозначение на чертежах
Обозначение трубной конической резьбы:
- R — внешняя коническая;
- RC — конические пазы внутреннего типа;
- RP — внутренняя коническая с цилиндрическим профилем;
- LH — левая;
- RH — правая;
- MK — конусная метрическая;
- M — метрическая;
- K — дюймовая коническая;
- укор. — укороченный профиль;
- пов. точ. — повышенная точность нарезки.
На чертеже обозначение выносят при помощи выноски на полке, стрелка указывает на основную линию. Длины нарезки не указываются, поскольку является стандартной. Коническая резьба указывается в виде дробной величины: числителем выступает маркировка внутренней нарезки, а знаменателем — наружной.
Основная плоскость резьбы обозначается сплошной тонкой линией.
Обозначения конической трубной резьбы
В связи с тем, что в данном случае могут соединяться резьбы разных типов, резьбовое соединение обозначается дробью, при этом знаменатель – внешняя резьба, числитель – внутренняя. Таким образом, Rp/R ¾ LH представляет собой левое резьбовое соединение, которое включает внутреннюю цилиндрическую резьбу и наружную коническую трубную резьбу диаметром ¾ дюйма.
Само собой, при соединении резьбы разного типа необходимо максимально ограничивать свой энтузиазм в вопросе приложения силы, чтобы не переусердствовать.
ДОПУСКИ
3.1. Осевое смещение основной плоскости D1l
2 наружной и D2
l
2 внутренней резьб (черт. 4) относительно номинального расположения не должно превышать значений, указанных в табл. 3.
Смещение основной плоскости является суммарным, включающим отклонения среднего диаметра, шага, угла наклона боковой стороны профиля и угла конуса.
3.2. Предельные отклонения среднего диаметра внутренней цилиндрической резьбы должны соответствовать указанным в табл. 3.
Примечание. В основной плоскости средний диаметр имеет номинальное значение.
2 внутренней цилиндрической резьбы
Примечание. Предельные отклонения ±D1l
2 и ±D2
l
2 не распространяются на резьбы с длинами, меньшими указанных в табл. .
3.3. Допускается соединение наружной конической резьбы с внутренней цилиндрической резьбой класса точности А по ГОСТ 6357-81.
3.4. Рекомендуемые предельные отклонения отдельных параметров резьбы приведены в справочном приложении.
Стандарты
Резьба конического типа, согласно ГОСТ, отличается профилем с углом в 55 гр. Ее витки закругляются. Также она отличается различным шагом между витками. Размер шага зависит от диаметра. Предельный диаметр детали, на которой нарезана резьба конического типа, составляет 6 дюймов. При диаметре, превышающем это значение, для соединения применяется сварка.
Согласно ГОСТ, у трубной резьбы данного типа есть регламентированное соотношение между диаметром средним, снаружи и внутри. Также имеет значение и длина нарезки. Различается длина полная и длина рабочая. Их соотношение также должно быть фиксированным. Чем больше витков на элементе, там надежней и герметичней будет соединение.

Применение
Трубная резьба конического типа обычно применяется при следующих условиях:
Обозначения и таблицы для конической резьбы
Коническая резьба и ее обозначение в представленной таблице должно соответствовать установленным государственным ГОСТам, поскольку она используется для создания прочного соединения труб, где имеется высокое давление или возлагаются внешние высокие механические нагрузки. Примером применения можно обозначить такие факторы, как:
- Получение прочного соединения труб, что прокладываются под грунтовой дорогой на незначительной глубине, все дело в том, что на них возлагаются нагрузки посредством проезжающего по дороге автотранспорта.
- Также коническая резьба используется для объединения трубопроводов в тех местах, где нельзя применить сварку или нет возможности ее использовать. Это может быть взрывоопасная среда, что исключает возможность применения сварочной аппаратуры.
- Кроме этого, она применяется в тех случаях, когда нарезка имеет следы износа или же нет возможности полностью заменить данный элемент. Но стоит отметить, что подобный тип изделия носит непостоянный характер, поскольку замена изношенного элемента является неизбежной мерой.
В основном ее применяют для герметизации труб, используемых при прокладке водо-газопроводов, осуществляя большую надежность соединения даже в самых экстремальных условиях.
- Краткое описание
- Технические характеристики
- Размеры согласно ГОСТ 6211-81
- Обозначение на чертежах
- Профиль и размеры конической дюймовой резьбы с углом профиля 60 градусов
Краткое описание
Трубная коническая резьба представляет собой особый тип нарезки, что по своей форме похож на конус, то есть, уменьшение диаметра к концу детали. Профиль подобного соединения должен иметь исключительно угол 55 градусов, а сама нарезка имеет впадины и вершины закругленной формы.
В этом случае шаг обозначается соответствующим числом витков на дюйм и нарезаются они под уклоном 1°47′24″, что, в свою очередь, должно отвечать конусности 1:16. Надежность сплочения заключается в том, что чем больше витков, тем выше герметичность.

Кроме этого, есть резьба метрическая коническая в соединениях внешней конусовидной с внутренней цилиндрической с обозначенным профилем, что согласно ГОСТ 9150-2002 должен иметь плоскосрезанные впадины.
Одним из основных преимуществ ее является то, что нарезание конической резьбы можно осуществлять непосредственно на месте, используя резьбонарезные плашки или клупов. Но чтобы сделать правильную нарезку необходимо использовать специальные трубные тески, поскольку вращающий момент вовремя создания пазов достаточно большой.
Само название означает, что ее размеры указываются в дюймах, поскольку относится к английской системе измерения, к примеру, 1/8, 1/4, 1/2 дюйма.
Технические характеристики
Согласно государственному стандарту трубная коническая резьба должна непосредственно отвечать таким требованиям, как:
- Профильный угол обязательно должен отвечать 55 градусам.
- К разным диаметрам используется свой шаг нарезки.
- Обязательное соблюдение угла отклонения конусной поверхности от самой оси трубы независимо от ее диаметра. Уклон выполняется в соотношении 1:16.
- Использование сварочной аппаратуры или соединительных фланцев прилагается только при больших диаметрах труб. Максимально возможный диаметр – 6 дюймов.
- Кроме этого, требуется соблюдать соотношение общей рабочей длины с рабочей нарезкой.
Поэтому очень важно, чтобы черчение полностью соответствовало установленным государственным стандартам, поскольку такие соединительные детали применяются в точках с повышенным давлением и температурами, что, в свою очередь, дает возможность максимальной герметизации деталей трубопровода при необходимости.
Размеры согласно ГОСТ 6211-81

Обозначение на чертежах
В связи с тем, что при применении трубной конической резьбы могут использоваться различные типы таких спаек, то должным образом необходимо знать размеры. Согласно ГОСТ 6111-52 размеры обозначаются дробью, где знаменатель, это внешний диаметр, а числитель его внутренний диаметр.
Обозначения трубной конусной резьбы на чертеже представлены такими буквами, как:
- R – обозначение конической резьбы с наружным резьблением.
- Rc – указывается конические внутренние пазы.
- Rр – внутренняя резьба цилиндрического профиля.
- LН – нарезка с левой спиралью.
- RH – с правой спиралью.
- МК – метрическая конусовидная.
- М – метрическая.
- К – коническая дюймовая резьба.
- Трубная коническая резьба – К труб ½ ГОСТ 6211-69.
- С укороченным профилем – К труб ½ укор ГОСТ6211-69.
- Укороченная коническая с повышенной точностью – К труб ¾ пов. точ. ГОСТ 6211-69.
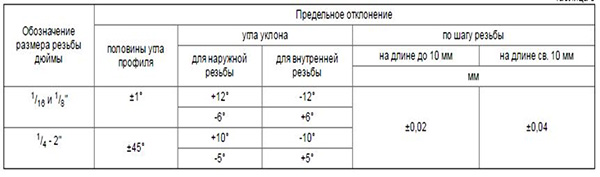
Профиль и размеры конической дюймовой резьбы с углом профиля 60 градусов

Данная таблица показывает какие могут быть отклонения по уклону и по шагу профиля.
Видео: нарезание трубной конической резьбы.
Что касается дополнительных креплений, то зачастую используют шплинты в качестве соединительных деталей, поскольку трубопроводы могут подвергаться вибрации как постоянной, так и периодической.
Все дело в том, что данный тип соединения имеет свойство раскручиваться, то во избежание этого используются шплинты для таких соединений. Особенно это касается мест прокладывания трубопроводов под магистралями, где имеется постоянное движение автотранспорта, что создает вибрации.
ГОСТ 6111-52
Резьба коническая дюймовая с углом профиля 60°
Купить ГОСТ 6111-52 — бумажный документ с голограммой и синими печатями. подробнее
Распространяем нормативную документацию с 1999 года. Пробиваем чеки, платим налоги, принимаем к оплате все законные формы платежей без дополнительных процентов. Наши клиенты защищены Законом. ООО «ЦНТИ Нормоконтроль»
Наши цены ниже, чем в других местах, потому что мы работаем напрямую с поставщиками документов.
Способы доставки
- Срочная курьерская доставка (1-3 дня)
- Курьерская доставка (7 дней)
- Самовывоз из московского офиса
- Почта РФ
Распространяется на резьбовые соединения топливных, масляных, водяных и воздушных трубопроводов машин и станков.
- Заменяет ОСТ 20010-38
Переиздание с изменениями № 1, 2
Оглавление
| Дата введения | 01.10.1952 |
|---|---|
| Добавлен в базу | 01.09.2013 |
| Актуализация | 01.02.2020 |
Этот ГОСТ находится в:
- Раздел Строительство
- Раздел Стандарты
- Раздел Другие государственные стандарты, применяемые в строительстве
- Раздел 21 Механические системы и устройства общего назначения
- Раздел Другие государственные стандарты, применяемые в строительстве
- Раздел Стандарты
- Раздел Экология
- Раздел 21 МЕХАНИЧЕСКИЕ СИСТЕМЫ И УСТРОЙСТВА ОБЩЕГО НАЗНАЧЕНИЯ
- Раздел 21.040 Винтовые резьбы
- Раздел 21.040.20 Дюймовые резьбы
- Раздел 21.040 Винтовые резьбы
- Раздел 21 МЕХАНИЧЕСКИЕ СИСТЕМЫ И УСТРОЙСТВА ОБЩЕГО НАЗНАЧЕНИЯ
- Раздел Электроэнергия
- Раздел 21 МЕХАНИЧЕСКИЕ СИСТЕМЫ И УСТРОЙСТВА ОБЩЕГО НАЗНАЧЕНИЯ
- Раздел 21.040 Винтовые резьбы
- Раздел 21.040.20 Дюймовые резьбы
- Раздел 21.040 Винтовые резьбы
- Раздел 21 МЕХАНИЧЕСКИЕ СИСТЕМЫ И УСТРОЙСТВА ОБЩЕГО НАЗНАЧЕНИЯ
Организации:
| 10.01.1952 | Утвержден | Управление по стандартизации при Совете Министров Союза ССР |
|---|---|---|
| Разработан | Министерство станкостроения | |
| Издан | Издательство стандартов | 1987 г. |
| Издан | ИПК Издательство стандартов | 2003 г. |
Conical pipe thread. Profile, basic dimensions and tolerances
- ГОСТ 6485-69Калибры для конической дюймовой резьбы с углом профиля 60 град. Типы. Основные размеры и допуски
- ГОСТ 6211-81Основные нормы взаимозаменяемости. Резьба трубная коническая
- ГОСТ 19853-74Пресс-масленки. Технические условия
- ГОСТ 3262-75Трубы стальные водогазопроводные. Технические условия
Чтобы бесплатно скачать этот документ в формате PDF, поддержите наш сайт и нажмите кнопку:
- Сканы страниц ГОСТа
- Текст ГОСТа
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
РЕЗЬБА КОНИЧЕСКАЯ ДЮЙМОВАЯ
С УГЛОМ ПРОФИЛЯ 60°
ГОСТ
6111-52
Дата введения 01.10.52
Настоящий стандарт распространяется на резьбовые соединения топливных, масляных, водяных и воздушных трубопроводов машин и станков.
1. В трубопроводах из стальных водо-газопроводных труб по ГОСТ 3262 соединения с конической резьбой должны выполняться по ГОСТ 6211-81.
2. (Исключен, Изм. № 2).
I. РАЗМЕРЫ
1. Профиль и размеры конической дюймовой резьбы с углом профиля 60° должны соответствовать черт. 1 и табл. 1.
Обозначение, размера резьбы
Число ниток на 1¢¢
диаметр резьбы в основной плоскости
Внутренний диаметр резьбы у торца трубы
Рабочая высота витка
от торца трубы до основной плоскости
1. При свинчивании без натяга трубы и муфты с номинальными размерами резьбы основная плоскость резьбы трубы совпадает с торцом муфты.
2. Размер dT справочный.
3. Вместо резьбы 1 /16¢¢ допускается применять резьбу М6´1 коническую по ГОСТ 19853.
4. Число витков с полным профилем в резьбовом сопряжении не должно быть менее двух.
5. Допускается уменьшать размер l2 (расстояние от основной плоскости до торца трубы), при этом должно быть соблюдено требование п. 4 настоящего стандарта о разности размеров l1-l2.
Шаг резьбы измеряется параллельно оси резьбы.
Биссектриса угла профиля перпендикулярна к оси резьбы.
Условное обозначение конической резьбы 3 /4¢¢:
(Измененная редакция, Изм. № 2).
II. ДОПУСКИ
2. Резьба трубы (наружная резьба) проверяется по среднему диаметру резьбовым калибром-кольцом по ГОСТ 6485. Осевое смещение основной плоскости трубы Dl2 (черт. 2) относительно номинального расположения не должно превышать ±Р (шаг резьбы).
(Измененная редакция, Изм. № 1, 2).
3. Резьба муфты (внутренняя резьба) проверяется по среднему диаметру резьбовым калибром-пробкой по ГОСТ 6485-69. Осевое смещение основной плоскости муфты Dl2 (черт. 3) относительно номинального расположения не должно превышать ±Р (шаг резьбы).
(Измененная редакция, Изм. № 1, 2).
4. Разность размеров l1—l2 должна быть не менее разности указанных в табл. 1 номинальных размеров l1 и l2.
5. Отклонение расстояний вершин и впадин резьбы трубки и муфты от линии среднего диаметра резьбы (dh1 и dh2 по черт. 4) не должны превышать:
Характеристики и особенности конической резьбы
Коническая резьба выполняет одновременно крепёжную и уплотнительную функции. Поэтому её используют в трубопроводах с повышенным давлением транспортируемой среды. Применяется в воздухо-, масло-, топливопроводах, а также других системах, где требуется повышенная герметичность соединений, надёжность.
 Коническая резьба (Фото: Instagram / meh_obrabotka)
Коническая резьба (Фото: Instagram / meh_obrabotka)
Описание
Трубная коническая резьба имеет аналогичный профиль с цилиндрической, но отличается уменьшением диаметра от начала нарезки до торца детали. Конусность выполняется в пропорции 1:16.
- дюймовая коническая (профильный угол 60 0 );
- метрическая коническая (угол профиля 55 0 );
- трубная коническая (угол аналогичный метрической).
Создание дюймовых коническо-цилиндрических соединений невозможно. Поэтому дюймовые востребованы только для решения специфических задач.
При накручивании гайки уплотнение достигается за счёт плотного прилегания нарезанных канавок по причине увеличения диаметра от конца к середине детали. Поэтому её применяют в трубопроводах высокого давления.
Характеристики
- размеры — от 1/16’ до 6’;
- количество витков на дюйм — от 11 до 28 в зависимости от диаметра;
- шаг — от 0,8 до 2,309 мм;
- наружный диаметр составляет 9,729–33,250 мм, а внутренний — 8,567–30,292 мм;
- шаг нарезки определяется по справочным данным в зависимости от диаметра;
- угол наклона сторон конуса относительно осевой линии детали должен иметь отношение 1:16;
- сварочные аппараты применяются для фланцев только при диаметре более дюйма;
- необходимо соблюдение отношения общей длины и расстояния нарезки.
Требования ГОСТ
Основные требования ГОСТ 6111-52:
- отклонение оси базовой плоскости к номинальному диаметру по величине не должно превышать резьбовой шаг;
- положение базовой плоскости задаётся расстоянием от торца заготовки;
- диаметры конической резьбы располагаются в единой основной плоскости, определяются расчётным сечением;
- длина наружной резьбы l2 определяется на основе проверки среднего диаметра соответствующим кольцевым калибром, а внешней — пробкой;
- при навинчивании труб и муфт номинальных размеров плоскость резьбы должна совпадать с торцевой частью муфты;
- количество витков на большом диаметре конуса не должно быть менее двух;
- длина от базовой плоскости до торцевой части трубки может быть уменьшена, но при этом соответствовать другим требованиям стандарта;
- образующие конуса с осевой линией должны составлять угол 1 0 47’24”.
 Коническая резьба по ГОСТу (Фото: Instagram / metall_detal)
Коническая резьба по ГОСТу (Фото: Instagram / metall_detal)
Требования ГОСТ 6211-81
Величины среднего d2 и внутреннего d1 диаметров должны быть вычислены по формулам:
где d — наружный диаметр;
- длина внутренней резьбы должна составлять 0,8(l1-Δ1l2), где Δ1l2 — величины, указанные в Таблице 2, ГОСТ 6211-81;
- расстояние ввинчивания наружной на внутреннюю резьбу должно составлять l1+Δ1l2;
- смещение базовой плоскости величина суммарная, определяется шагом, углом наклона профиля, углом конуса, средним диаметром;
- допуски по среднему диаметру указаны в Таблице 3, ГОСТ 6211-81.
Обозначение на чертежах
Обозначение трубной конической резьбы:
- R — внешняя коническая;
- RC — конические пазы внутреннего типа;
- RP — внутренняя коническая с цилиндрическим профилем;
- LH — левая;
- RH — правая;
- MK — конусная метрическая;
- M — метрическая;
- K — дюймовая коническая;
- укор. — укороченный профиль;
- пов. точ. — повышенная точность нарезки.
На чертеже обозначение выносят при помощи выноски на полке, стрелка указывает на основную линию. Длины нарезки не указываются, поскольку является стандартной. Коническая резьба указывается в виде дробной величины: числителем выступает маркировка внутренней нарезки, а знаменателем — наружной.
Основная плоскость резьбы обозначается сплошной тонкой линией.
Оборудование
Для нарезки потребуется подготовить следующий инструмент:
- тиски;
- плашку;
- самооткрывающийся или конический метчик;
- гребёнки;
- круглые резцы;
- станок с конусной линейкой;
- молоток.
 Плашки для нарезки резьбы (Фото: Instagram / remsprofitools)
Плашки для нарезки резьбы (Фото: Instagram / remsprofitools)
Принципы нарезки
При нарезке нужно учитывать ряд особенностей:
- точность нарезания определяется параметрами отверстий: диаметр, перпендикулярность осевой линии к поверхности заготовки, длина;
- дюймовая нарезается с углом профиля 60 градусов, а метрическая — 55;
- вершины и впадины дюймовой резьбы, в отличие от метрической, имеют больше притуплений и обладают лучшей герметичностью;
- для упрощения процесса требуется сверление отверстия цилиндрическим сверлом, его подбирают по наименьшему диаметру;
- обязательно требуется снятие фаски;
- при работе инструмент нужно смазывать, чтобы не допустить перегрева;
- при нарезке производится 2 оборота вперёд, а потом 1 назад;
- усилие на режущий инструмент можно ослабить после проходки до середины расчётной длины;
- по достижении нужной длины снять плашку можно путём вращения в обратном направлении;
- перед чистовой нарезкой, нужно сделать черновую.
Конические метчики отличаются удлинённой формой заборной части и неполной резьбой, которая дополнительно выполняет калибрующую роль. В верхней части они имеют квадратное сечение, на режущей части сделаны продольные канавки для удаления стружки.
- Заготовка вертикально закрепляется в тисках.
- На инструмент наносится смазка.
- Инструмент прикладывается перпендикулярно осевой линии для резки резьбы, то есть строго в горизонтальной плоскости.
- Выполняется нарезка нескольких витков.
- Проверяется правильность работ. В случае перекоса нужно убрать режущий инструмент, обстучать деталь и повторить этапы 3–4.
- Дальнейшая нарезка проводится при условии правильного расположения первых витков. Проверить можно обычным уровнем.
- Формируется резьба на необходимую длину.
- По окончании работ удаляют стружку и очищают инструмент от смазки.
Для нарезки на токарных станках применяют головки с резьбонарезными плашками. Особенностью конструкции инструмента является автоматическое раздвигание плашек в процессе работы. Благодаря этому достигается высокая точность обработки и обеспечивается оптимальная производительность.
В некоторых случаях применяют накатные ролики. Точность нарезки ниже, чем в случае применения головок, а сложность работ выше.
Для настройки токарного станка достаточно выставить низкие обороты вращения шпинделя и связать с ними смещение суппорта. Правило настройки: один оборот шпинделя должен соответствовать перемещению суппорта на расстояние шага резьбы.
На токарно-винторезных станках выполнить настройку просто, поскольку доступно много комбинаций сцепления на коробке передач. При необходимости возможна нарезка резьбовых канавок нестандартных размеров.
Гост 6111 52 резьба коническая дюймовая. Контроль конической дюймовой резьбы
Стандарт распространяется на резьбовые соединения топливных, масляных, водяных и воздушных трубопроводов машин и станков.
| Обозначение: | ГОСТ 6111-52* |
| Название рус.: | Резьба коническая дюймовая с углом профиля 60 град |
| Статус: | действующий |
| Заменяет собой: | ОСТ 20010-38 «Резьба коническая Бриггса» |
| Дата актуализации текста: | 08.10.2010 |
| Дата добавления в базу: | 08.10.2010 |
| Дата введения в действие: | 01.10.1952 |
| Утвержден: | Управление по стандартизации при Совете Министров Союза ССР (10.01.1952) |
| Опубликован: | ИПК Издательство стандартов № 2003 Издательство стандартов № 1986 |
РЕЗЬБА КОНИЧЕСКАЯ ДЮЙМОВАЯ
С УГЛОМ ПРОФИЛЯ 60°
ГОСТ 6111-52
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО СТАНДАРТАМ
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
УтвержденУправлением по стандартизации при Совете Министров Союза ССР 10 января 1952 г.Срок введения установлен
Проверен в 1984 г.
Несоблюдение стандарта преследуется по закону
Настоящий стандарт распространяетсяна резьбовые соединения топливных, масляных, водяных и воздушных трубопроводовмашин и станков.
1. В трубопроводах из стальных водо-газопроводных труб по ГОСТ3262-75 соединения с конической резьбой должны выполняться по ГОСТ 6211-81.
2. (Исключен, Изм. № 2).
I. РАЗМЕРЫ
1. Профиль и размеры коническойдюймовой резьбы с углом профиля 60° должны соответствовать и .
Шагрезьбы измеряется параллельно оси резьбы.
Биссектрисаугла профиля перпендикулярна к оси резьбы.
Условное обозначение конической резьбы 3/ 4 ¢ ¢ :
К 3 / 4 ¢ ¢ ГОСТ 6111-52
(Измененная редакция, Изм. №2).
II. ДОПУСКИ
2. Резьба трубы (наружнаярезьба) проверяется по среднему диаметру резьбовым калибром-кольцом по ГОСТ6485-69. Осевое смещение основной плоскости трубы D l ±Р (шагрезьбы).
(Измененная редакция, Изм. № 1, 2).
3. Резьба муфты (внутренняярезьба) проверяется по среднему диаметру резьбовым калибром-пробкой по ГОСТ6485-69. Осевое смещение основной плоскости муфты D l 2 ()относительно номинального расположения не должно превышать ±Р (шагрезьбы).
ОСНОВНЫЕ РАЗМЕРЫ КОНИЧЕСКОЙ РЕЗЬБЫ
(ГОСТ 6111-52 в ред. 1997 г)
Стандарт распространяется на резьбовые соединения топливных, масляных, водяных и воздушных трубопроводов машин и станков . В трубопроводах из стальных водогазопроводных труб по ГОСТ 3262-75 соединения с конической резьбой должны выполняться по ГОСТ 6211-81.
Профиль и размеры конической дюймовой резьбы с углом профиля 60 o должны соответствовать приведенным в таблице.

| Обозначение размера резьбы | Число шагов на 1″ | Шаг резьбы P | Длина резьбы | Диаметр резьбы в основной плоскости | |||
| рабочая l 1 | от торца трубы до основной плоскости | средний d 2 , D 2 | наружный d, D | внутренний d 1 , D 1 | |||
| 1/16″ | 27 | 0,941 | 6,5 | 4,064 | 7,142 | 7,895 | 6,389 |
| 1/8″ | 27 | 0,941 | 7,0 | 4,572 | 9,519 | 10,272 | 8,766 |
| 1/4″ | 18 | 1,411 | 9,5 | 5,080 | 12,443 | 13,572 | 11,314 |
| 3/8″ | 18 | 1,411 | 10,5 | 6,096 | 15,926 | 17,055 | 14,797 |
| 1/2″ | 14 | 1,814 | 13,5 | 8,128 | 19,722 | 21,223 | 18,321 |
| 3/4″ | 14 | 1,814 | 14,0 | 8,611 | 25,117 | 26,568 | 23,666 |
| 1″ | 11 1/2 | 2,209 | 17,5 | 10,160 | 31,461 | 33,228 | 29,694 |
| 1 1/4″ | 11 1/2 | 2,209 | 18,0 | 10,688 | 40,218 | 41,985 | 38,451 |
| 1 1/2″ | 11 1/2 | 2,209 | 18,0 | 10,688 | 46,287 | 48,054 | 44,520 |
| Обозначение размера резьбы | внутренний диаметр резьбы у торца трубы d т | рабочая высота витка t 2 | Труба | Муфта | |||||
| l 5 | l 4 , не менее | с | D | l 5 | l 0 , включая сбег | d | |||
| для справок | |||||||||
| 1/16″ | 6,135 | 0,753 | 8 | 10,5 | 1,0 | 8,05 | 13 | 10 | 6,3 |
| 1/8″ | 8,480 | 0,753 | 8,5 | 11,0 | 1,0 | 10,42 | 14 | 11 | 8,7 |
| 1/4″ | 10,977 | 1,129 | 12 | 15,5 | 1,5 | 13,85 | 20 | 15 | 11,2 |
| 3/8″ | 14,416 | 1,129 | 13 | 16,5 | 1,5 | 17,33 | 21 | 16 | 14,7 |
| 1/2″ | 17,813 | 1,451 | 16,5 | 21,0 | 1,5 | 21,56 | 26,5 | 21 | 18,25 |
| 3/4″ | 23,128 | 1,451 | 17 | 21,5 | 1,5 | 26,91 | 26,5 | 21 | 23,5 |
| 1″ | 29,059 | 1,767 | 21,5 | 26,5 | 2,0 | 33,69 | 33,5 | 26 | 29,6 |
| 1 1/4″ | 37,784 | 1,767 | 22 | 27,0 | 2,0 | 42,44 | 34,5 | 27 | 28,5 |
| 1 1/2″ | 43,853 | 1,767 | 22,5 | 27,5 | 2,0 | 48,54 | 34,5 | 27 | 44,5 |
Примечания:
1. При свинчивании без натяга трубы и муфты с номинальными размерами резьбы основная плоскость резьбы трубы совпадает с торцом муфты.
2. Размер d t справочный.
3. Вместо резьбы 1/16″» допускается применять резьбу М6 х 1 коническую ГОСТ 19853-74.
4. Число шагов с полным профилем в резьбовом сопряжении не должно быть менее двух.
5. Допускается уменьшать размер l 2 (расстояние от основной плоскости до торца трубы), при этом должна быть соблюдена разность размеров l 1 — l 2 .
Пример обозначения конической дюймовой резьбы 3/8″ :
К 3/8″ ГОСТ 6111-52 .
— отверстия под нарезание резьбы
ГОСТ 3469-91 — Микроскопы. Резьба для объективов. Размеры
ГОСТ 4608-81 — Резьба метрическая. Посадки с натягом
ГОСТ 5359-77 — Резьба окулярная для оптических приборов. Профиль и размеры
ГОСТ 6042-83 — Резьба Эдисона круглая. Профили, размеры и предельные размеры
ГОСТ 6111-52 — Резьба коническая дюймовая с углом профиля 60 градусов
ГОСТ 6211-81 — Резьба трубная коническая
ГОСТ 6357-81 — Резьба трубная цилиндрическая
ГОСТ 8762-75 — Резьба круглая диаметром 40 мм для противогазов и калибры к ней. Основные размеры
ГОСТ 9000-81 — Резьба метрическая для диаметров менее 1 мм. Допуски
ГОСТ 9484-81 — Резьба трапецеидальная. Профили
ГОСТ 9562-81 — Резьба трапецеидальная однозаходная. Допуски
ГОСТ 9909-81 — Резьба коническая вентилей и баллонов для газов
ГОСТ 10177-82 — Резьба упорная. Профиль и основные размеры
ГОСТ 11708-82 — Резьба. Термины и определения
ГОСТ 11709-81 — Резьба метрическая для деталей из пластмасс
ГОСТ 13535-87 — Резьба упорная усиленная 45 градусов
ГОСТ 13536-68 — Резьба круглая для санитарно-технической арматуры. Профиль, основные размеры, допуски
ГОСТ 16093-2004 — Резьба метрическая. Допуски. Посадки с зазором
ГОСТ 16967-81 — Резьба метрическая для приборостроения. Диаметры и шаги
ГОСТ 24737-81 — Резьба трапецеидальная однозаходная. Основные размеры
ГОСТ 24739-81 — Резьба трапецеидальная многозаходная
ГОСТ 25096-82 — Резьба упорная. Допуски
ГОСТ 25229-82 — Резьба метрическая коническая
ГОСТ 28487-90 — Резьба коническая замковая для элементов бурильных колонн. Профиль. Размеры. Допуски
Резьба коническая дюймовая с углом профиля 60 градусов, ГОСТ 6111-52
Механические системы. ГОСТ 6111-52 — Резьба коническая дюймовая с углом профиля 60 градусов. ОКС: Механические системы и устройства общего назначения, Винтовые резьбы. ГОСТы. Резьба коническая дюймовая с углом профиля 60 градусов. class=text>
ГОСТ 6111-52
Резьба коническая дюймовая с углом профиля 60 градусов
ГОСТ 6111-52
Группа Г13
РЕЗЬБА КОНИЧЕСКАЯ ДЮЙМОВАЯ С УГЛОМ ПРОФИЛЯ 60°
Дата введения 1952-10-01
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроения
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Управлением по стандартизации при Совете Министров СССР от 10.01.52
3. ВЗАМЕН ОСТ 20010-38
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
5. Ограничение срока действия снято по Постановлению Госстандарта от 18.12.84 N 4538 (ИУС 3-85)
6. ИЗДАНИЕ с Изменениями N 1, 2, утвержденными в декабре 1969 г., декабре 1984 г. (ИУС 1-70, 3-85)
Настоящий стандарт распространяется на резьбовые соединения топливных, масляных, водяных и воздушных трубопроводов машин и станков.
Примечания:
1. В трубопроводах из стальных водо-газопроводных труб по ГОСТ 3262 соединения с конической резьбой должны выполняться по ГОСТ 6211.
2. (Исключен, Изм. N 2).
I. РАЗМЕРЫ
1. Профиль и размеры конической дюймовой резьбы с углом профиля 60° должны соответствовать черт.1 и табл.1.
Черт.1 — Коническая дюймовая резьба
Шаг резьбы измеряют параллельно оси резьбы.
Биссектриса угла профиля перпендикулярна к оси резьбы.
K ГОСТ 6111-52
Таблица 1
Размеры в миллиметрах
Обозначение, размера резьбы, дюймы
Диаметр резьбы в основной плоскости
Внутренний диаметр резьбы у торца трубы
Рабочая высота витка
от торца трубы до основной плоскости
1. При свинчивании без натяга трубы и муфты с номинальными размерами резьбы основная плоскость резьбы трубы совпадает с торцом муфты.
2. Размер справочный.
3. Вместо резьбы допускается применять коническую резьбу М6х1 по ГОСТ 19853.
4. Число витков с полным профилем в резьбовом сопряжении не должно быть менее двух.
5. Допускается уменьшать размер (расстояние от основной плоскости до торца трубы), при этом должно быть соблюдено требование п.4 в отношении размеров .
II. ДОПУСКИ
2. Резьбу трубы (наружную) проверяют по среднему диаметру резьбовым калибром-кольцом по ГОСТ 6485. Осевое смещение основной плоскости трубы (черт.2) относительно номинального расположения не должно превышать (шаг резьбы).
Черт.2 — Резьба трубы (наружная)
3. Резьбу муфты (внутреннюю) проверяют по среднему диаметру резьбовым калибром-пробкой по ГОСТ 6485. Осевое смещение основной плоскости муфты (черт.3) относительно номинального расположения не должно превышать (шаг резьбы).
Черт.3 — Резьба муфты (внутренняя)
(Измененная редакция, Изм. N 1, 2).
4. Разность размеров должна быть не менее разности указанных в табл.1 номинальных размеров и .
5. Отклонение расстояний вершин и впадин резьбы трубки и муфты от линии среднего диаметра резьбы ( и по черт.4) не должны превышать приведенных в табл.2.
Обозначение размера резьбы
Черт.4 — Отклонение расстояний вершин и впадин резьбы трубки и муфты от линии среднего диаметра резьбы
(Измененная редакция, Изм. N 2).
6. Отклонения половины угла профиля, угла уклона () и отклонение по шагу резьбы (отклонения расстояний между любыми витками) не должны превышать приведенных в табл.3.

