
Фаски для резьбы метрической ГОСТ
Выход резьбы. Сбеги, недорезы, проточки и фаски
ГОСТ 10549-80
Группа Г13
ВЫХОД РЕЗЬБЫ
Сбеги, недорезы, проточки и фаски
Screrw thread runout. Washout threads, total thread runouts, undercuts and chamfers
Дата введения 1982-01-01
1. РАЗРАБОТАН И ВНЕСЕН Государственным комитетом СССР по стандартам
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 09.07.80 N 3501
3. ВЗАМЕН ГОСТ 10549-63
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка
________________
* На территории Российской Федерации документ не действует. Действует ГОСТ 6211-81, здесь и далее по тексту. — Примечание изготовителя базы данных.
5. Ограничение срока действия снято по Протоколу N 3-93 Межгосударственного Совета по стандартизации, метрологии и сертификации (ИУС 5-6-93)
6. ИЗДАНИЕ с Изменением N 1, утвержденным в декабре 1986 г. (ИУС 3-87)
1. Настоящий стандарт устанавливает размеры сбега резьбы при выходе инструмента или при наличии на инструменте заборной части, размеры недореза при выполнении резьбы в упор, форму и размеры проточек для выхода резьбообразующего инструмента, размеры фасок — для резьбы метрической, трубной цилиндрической, трубной конической, конической дюймовой с углом профиля 60° и трапецеидальной.
(Измененная редакция, Изм. N 1).
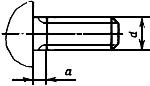
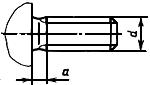
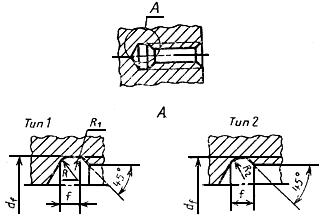
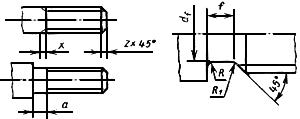
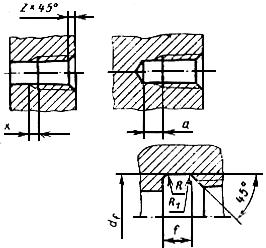
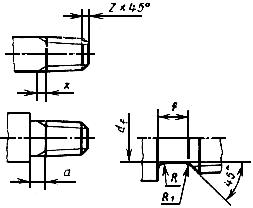
2. Размеры сбегов и недорезов для наружной метрической резьбы должны соответствовать указанным на черт.1 и 4 (при выполнении резьбы нарезанием), на черт.2, 3 и 5 (при выполнении резьбы накатыванием) и в табл.1.

Допускается применять угол 60°
Черт.1





Размеры в миллиметрах
Недорез , не более
при угле
заборной части инструмента
при сопряжении с внутренней резьбой с проточкой типа 2
для всех других слу-
чаев
Примечания:
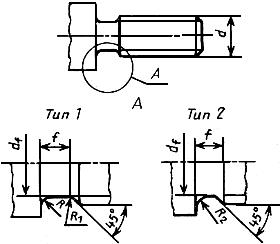
1. Проточки типа 2 снижают концентрацию напряжений под головкой, но уменьшают площадь опорной поверхности.
2. Размеры проточек для заданного шага резьбы допускается устанавливать по ближайшему табличному шагу резьбы.
3. Для деталей из высокопрочных материалов с 1400 МПа и в случаях, если проточка, кроме технологических, несет и конструктивные функции, допускается применять, проточки, не установленные настоящим стандартом.
4. Допускается применять размеры сбегов, недорезов и проточек по ГОСТ 27148.
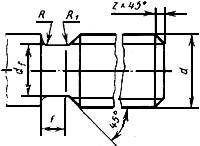
Форма и размеры проточек для наружной метрической резьбы должны соответствовать указанным на черт.6 и в табл.1. Размеры фасок наружной метрической резьбы указаны на черт.1 и в табл.1.
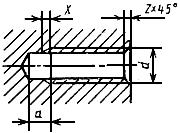
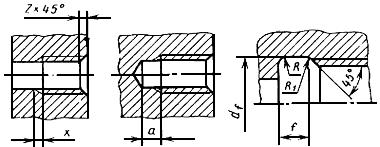
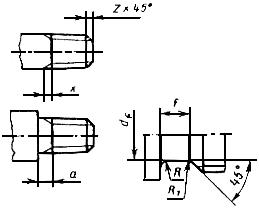
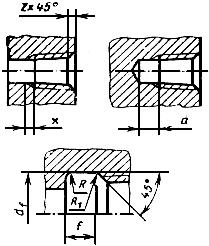
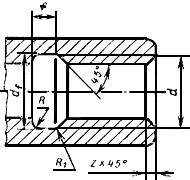
3. Размеры сбегов и недорезов для внутренней метрической резьбы должны соответствовать указанным на черт.7 и в табл.2.

Допускается применять угол 60°
Черт.7
Форма и размеры проточек для внутренней метрической резьбы должны соответствовать указанным на черт.8 и в табл.2. Размеры фасок внутренней метрической резьбы указаны на черт.7 и в табл.2.

Недорез , не более
при сопряжении с наружной резьбой с проточкой типа 2
для всех других слу-
чаев
_____________
* Ширина проточек дана для диаметров 6 мм и более.
Примечания:
1. Проточки типа 2 снижают концентрацию напряжений под головкой.
2. Размеры проточек для заданного шага резьбы допускается устанавливать по ближайшему табличному шагу резьбы.
3. Для деталей из высокопрочных материалов с 1400 МПа и в случаях, если проточка, кроме технологических, несет и конструктивные функции, допускается применять проточки, не установленные настоящим стандартом.
4. Допускается применять размеры сбегов, недорезов и проточек по ГОСТ 27148.
2, 3. (Измененная редакция, Изм. N 1).
4. Размеры сбегов, недорезов, проточек и фасок для трубной цилиндрической резьбы должны соответствовать указанным на черт.9, 10 и в табл.3, 4.
Для наружной резьбы

Для внутренней резьбы

Размеры в миллиметрах
Обозначение размера резьбы
Число шагов на длине 25,4 мм
Сбег ,
не более, при угле заборной части инструмента
Недорез , не более
________________
* Текст документа соответствует оригиналу. — Примечание изготовителя базы данных.
Размеры в миллиметрах
Обозначе- ние размера резьбы
Число шагов на длине 25,4 мм
Недорез , не более
Примечание. Ширина узких проточек может быть уменьшена до 1,5 шага.
5. Размеры сбегов, недорезов, проточек и фасок для трубной конической резьбы по ГОСТ 6211 должны соответствовать указанным на черт.11 и в табл.5.
Для наружной резьбы
Для внутренней резьбы


Размеры в миллиметрах
Обозна-
чение размера резьбы
Число шагов на длине 25,4 мм
Сбег , при угле заборной части инструмента 20°, не более
Недорез
, не более
Недорез , не более
________________
* Текст документа соответствует оригиналу. — Примечание изготовителя базы данных.
Примечание. Ширина узких проточек для внутренней резьбы может быть уменьшена до 1,5 шага.
6. Размеры сбегов, недорезов, проточек и фасок для конической дюймовой резьбы с углом профиля 60° по ГОСТ 6111 должны соответствовать указанным на черт.12 и в табл.6.
Для наружной резьбы
Для внутренней резьбы


Размеры в миллиметрах
Обозначение размера резьбы
Число шагов на длине 25,4 мм
Сбег , при угле заборной части инструмента 20°, не более
Недорез ,
не более
Недорез ,
не более
7. Размеры проточек и фасок для наружной и внутренней трапецеидальной одноходовой резьбы должны соответствовать указанным на черт.13 и в табл.7.
Для наружной резьбы
Для внутренней резьбы


Примечание. Для многозаходной трапецеидальной резьбы ширину проточки принимают равной ширине проточки однозаходной резьбы, шаг которой равен ходу многозаходной резьбы. Размеры остальных элементов принимать по табл.7.
(Измененная редакция, Изм. N 1).
8. (Исключен, Изм. N 1).
9. Допускается применять вместо проточек, указанных на черт.9-13 и в табл.3-7, при 2 мм симметричные проточки (без фаски) с радиусом закругления с обеих сторон, равным .
10. Для наружной трубной цилиндрической резьбы при выполнении резьбы на проход, а также при выполнении резьбы в упор, в случае применения нормального недореза и нормальной ширины проточки, рекомендуется применять резьбообразующий инструмент с углом заборной части 20°, в случае применения уменьшенного недореза и узкой проточки — с углом заборной части 30°.
Для внутренней трубной цилиндрической резьбы при выполнении резьбы в упор, в случае применения нормального недореза и нормальной ширины проточки, рекомендуется применять резьбообразующий инструмент с длиной заборной части не более трех шагов, в случае применения уменьшенного недореза и узкой проточки — с длиной заборной части не более двух шагов.
11. (Исключен, Изм. N 1).
12. Предельные отклонения размеров проточек и назначаются исходя из конструктивных требований к изготовляемым деталям.
(Введен дополнительно, Изм. N 1).
ГОСТ Р 52488-2005
Средства для стирки. Общие технические условия
ГОСТ Р 51697-2000
Товары бытовой химии в аэрозольной упаковке. Общие технические условия
ГОСТ Р 51696-2000
Товары бытовой химии. Общие технические требования
ГОСТ Р 51023-97
Товары бытовой химии. Методы определения фосфорсодержащих соединений
ГОСТ Р 51022-97
Товары бытовой химии. Методы определения анионного поверхностно-активного вещества
ГОСТ Р 51021-97
Товары бытовой химии. Метод определения смываемости с посуды
ГОСТ Р 51020-97
Товары бытовой химии. Метод определения нерастворимого в воде остатка (абразива)
Метрическая резьба: таблица размеров и характеристики по ГОСТу

Метрическая резьба наиболее широко используется сегодня. Она доступна как в грубой (крупной), так и в тонкой (мелкой) резьбе в широком диапазоне материалов и размеров. Есть, конечно, положительные и отрицательные стороны тонкой метрической нити и грубой метрической нити.
Что такое метрическая резьба
Тонкие метрические резьбы более восприимчивы к истиранию. Они нуждаются в длинных зацеплениях и менее подходят для высокоскоростной сборки. Тонкие нити могут легче проникать в твердые материалы, требуют меньшего крутящего момента и имеют небольшую тенденцию к ослаблению. Они также прочнее, чем грубая нить, и допускают более тонкие регулировки из-за их меньшего шага. Грубые резьбы имеют больший шаг и проще в использовании, чем мелкорезьбовые крепежные детали, и они предназначены для большинства применений.
Метрические резьбы состоят из симметричной V-образной резьбы. В плоскости оси резьбы фланцы V имеют угол 60° друг к другу. Глубина резьбы составляет 0,614 × шаг.
Угол резьбы — это угол, образованный пересечением двух сторон резьбового паза. Глубина — это расстояние между гребнем и корнем нити, измеренное перпендикулярно оси. Угол опережения — это угол спирали нити, основанный на расстоянии опережения. Одиночная начальная нить имеет расстояние вывода, равное ее шагу, и в свою очередь имеет относительно небольшой угол вывода. Многозаходные резьбы имеют большее расстояние вывода и, следовательно, больший угол вывода.

Особенности метрической резьбы
Винтовые резьбы выполняют три основные функции в механических системах:
- обеспечивают зажимное усилие;
- ограничивают или контролируют движение;
- передают мощность.
Геометрически винтовая резьба представляет собой спиральную наклонную плоскость. Спираль — это кривая, определяемая перемещением точки с равномерной угловой и линейной скоростью вокруг оси. Расстояние, на которое точка перемещается линейно (параллельно оси) за один оборот, называется шагом.
Термин «внутренняя резьба» относится к резьбе, вырезанной в боковой стенке существующего отверстия. Наружная резьба свернута в наружную цилиндрическую поверхность крепежа или шпильки. Размер, наиболее часто ассоциируемый с резьбой винта, — это номинальный диаметр. Например, болт и гайка могут быть описаны как имеющие диаметр М12 х 1.75. Первое значение — это и есть диаметр, а второе — резьбовой шаг. Но ни наружная резьба болта, ни внутренняя резьба гайки не имеют точно 500 мм в диаметре. На самом деле диаметр болта немного меньше, а диаметр гайки немного больше. Но проще указать компоненты по единому обозначению размера, так как болт и гайка являются сопрягаемыми компонентами.
Технические характеристики метрической резьбы всегда начинаются с обозначения серии резьбы (например, M или MJ), за которым следуют номинальный диаметр крепежного элемента и шаг резьбы в миллиметрах, разделенные символом «x». Существует несколько серий метрических резьб, используемых для специальных применений. Стандарт — это серия М. Серия MJ является одной из наиболее распространенных специальных прикладных нитей.
Метрическая крепежная резьба серии М — это общий профиль резьбы. Серия MJ обозначает внешнюю резьбу, имеющую увеличенный радиус корня, тем самым обладающую более высокой усталостной прочностью (за счет снижения концентрации напряжений), но требующую усеченной высоты гребня внутренней резьбы MJ для предотвращения помех на внешнем корне резьбы MJ. Внешние резьбы M совместимы как с внутренними резьбами M, так и с внутренними резьбами MJ.
Если не указано иное, винтовые резьбы считаются правосторонними. Это означает, что направление вращения спирали нити по часовой стрелке заставит ее двигаться вдоль своей оси. Левосторонние нити продвигаются вперед при вращении против часовой стрелки.
Левосторонние резьбы часто используются в ситуациях, когда вращательные нагрузки могут привести к ослаблению правосторонних резьб во время эксплуатации. Распространенный пример — велосипед. Педали велосипеда крепятся к кривошипу с помощью винтовых резьб. Одна сторона велосипеда использует правую резьбу, а другая — левую. Это предотвращает движения педалей и кривошипа от отвинчивания педали и ее падения во время использования. Левая резьба должна быть указана в спецификации изделия. Это достигается путем добавления «LH» в конец описания технических характеристик.

Основные ГОСТы
Все метизы и крепежные детали, имеющие винтовую резьбу по метрической системе измерения, изготавливаются в соответствии с государственными и международными стандартами и нормативными документами. Поэтому они могут различаться по классу, размерам и некоторым другим параметрам, но в обязательном порядке должны соответствовать разрешенным требованиям и допустимым значениям. В ином случае продукция не может быть сертифицирована и использована в производственной сфере. К тому же официальные продажи таких изделий запрещены.
Крепежные изделия с винтовой метрической резьбой регламентируются несколькими нормативными документами:
- ГОСТ 8724, где прописаны допустимые значения диаметра и шага;
- ГОСТ 24705 2004 содержит информацию об основных размерах метрической резьбы;
- ГОСТ 9150 включает необходимые сведения о профиле метрической резьбы;
- ГОСТ 16093 прописывает допуски и обозначения для изделий.
Метрические резьбы регламентируются также международным стандартом ISO 261-98. Российский ГОСТ 8724-2002 полностью повторяет его текст на русском языке. Правда, в нем есть дополнения, характерные для потребностей российской экономики.
ГОСТ 10549-80
Выход резьбы. Сбеги, недорезы, проточки и фаски
Сбеги, недорезы, проточки и фаски
Screrw thread runout. Washout threads, total thread runouts, undercuts and chamfers
Дата введения 1982-01-01
1. РАЗРАБОТАН И ВНЕСЕН Государственным комитетом СССР по стандартам
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 09.07.80 N 3501
3. ВЗАМЕН ГОСТ 10549-63
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка
5. Ограничение срока действия снято по Протоколу N 3-93 Межгосударственного Совета по стандартизации, метрологии и сертификации (ИУС 5-6-93)
6. ИЗДАНИЕ с Изменением N 1, утвержденным в декабре 1986 г. (ИУС 3-87)
1. Настоящий стандарт устанавливает размеры сбега резьбы при выходе инструмента или при наличии на инструменте заборной части, размеры недореза при выполнении резьбы в упор, форму и размеры проточек для выхода резьбообразующего инструмента, размеры фасок — для резьбы метрической, трубной цилиндрической, трубной конической, конической дюймовой с углом профиля 60° и трапецеидальной.
(Измененная редакция, Изм. N 1).
2. Размеры сбегов и недорезов для наружной метрической резьбы должны соответствовать указанным на черт.1 и 4 (при выполнении резьбы нарезанием), на черт.2, 3 и 5 (при выполнении резьбы накатыванием) и в табл.1.

Допускается применять угол 60°


Размеры в миллиметрах
при угле
заборной части инструмента
при сопряжении с внутренней резьбой с проточкой типа 2
для всех других слу-
чаев
1. Проточки типа 2 снижают концентрацию напряжений под головкой, но уменьшают площадь опорной поверхности.
2. Размеры проточек для заданного шага резьбы допускается устанавливать по ближайшему табличному шагу резьбы.
3. Для деталей из высокопрочных материалов с 1400 МПа и в случаях, если проточка, кроме технологических, несет и конструктивные функции, допускается применять, проточки, не установленные настоящим стандартом.
Форма и размеры проточек для наружной метрической резьбы должны соответствовать указанным на черт.6 и в табл.1. Размеры фасок наружной метрической резьбы указаны на черт.1 и в табл.1.
3. Размеры сбегов и недорезов для внутренней метрической резьбы должны соответствовать указанным на черт.7 и в табл.2.
Допускается применять угол 60°
Форма и размеры проточек для внутренней метрической резьбы должны соответствовать указанным на черт.8 и в табл.2. Размеры фасок внутренней метрической резьбы указаны на черт.7 и в табл.2.
при сопряжении с наружной резьбой с проточкой типа 2
для всех других слу-
чаев
_____________
* Ширина проточек дана для диаметров 6 мм и более.
1. Проточки типа 2 снижают концентрацию напряжений под головкой.
2. Размеры проточек для заданного шага резьбы допускается устанавливать по ближайшему табличному шагу резьбы.
3. Для деталей из высокопрочных материалов с 1400 МПа и в случаях, если проточка, кроме технологических, несет и конструктивные функции, допускается применять проточки, не установленные настоящим стандартом.
4. Допускается применять размеры сбегов, недорезов и проточек по ГОСТ 27148.
2, 3. (Измененная редакция, Изм. N 1).
4. Размеры сбегов, недорезов, проточек и фасок для трубной цилиндрической резьбы должны соответствовать указанным на черт.9, 10 и в табл.3, 4.
Для наружной резьбы
Для внутренней резьбы
Размеры в миллиметрах
Обозначение размера резьбы
Число шагов на длине 25,4 мм
Сбег ,
не более, при угле заборной части инструмента
________________
* Текст документа соответствует оригиналу. — Примечание изготовителя базы данных.
Размеры в миллиметрах
Обозначе- ние размера резьбы
Число шагов на длине 25,4 мм
Примечание. Ширина узких проточек может быть уменьшена до 1,5 шага.
Для наружной резьбы
Для внутренней резьбы
Размеры в миллиметрах
Обозна-
чение размера резьбы
Число шагов на длине 25,4 мм
Сбег , при угле заборной части инструмента 20°, не более
________________
* Текст документа соответствует оригиналу. — Примечание изготовителя базы данных.
Примечание. Ширина узких проточек для внутренней резьбы может быть уменьшена до 1,5 шага.
Для наружной резьбы
Для внутренней резьбы
Размеры в миллиметрах
Обозначение размера резьбы
Число шагов на длине 25,4 мм
Сбег , при угле заборной части инструмента 20°, не более
7. Размеры проточек и фасок для наружной и внутренней трапецеидальной одноходовой резьбы должны соответствовать указанным на черт.13 и в табл.7.
Для наружной резьбы
Для внутренней резьбы
Примечание. Для многозаходной трапецеидальной резьбы ширину проточки принимают равной ширине проточки однозаходной резьбы, шаг которой равен ходу многозаходной резьбы. Размеры остальных элементов принимать по табл.7.
(Измененная редакция, Изм. N 1).
8. (Исключен, Изм. N 1).
9. Допускается применять вместо проточек, указанных на черт.9-13 и в табл.3-7, при 2 мм симметричные проточки (без фаски) с радиусом закругления с обеих сторон, равным .
10. Для наружной трубной цилиндрической резьбы при выполнении резьбы на проход, а также при выполнении резьбы в упор, в случае применения нормального недореза и нормальной ширины проточки, рекомендуется применять резьбообразующий инструмент с углом заборной части 20°, в случае применения уменьшенного недореза и узкой проточки — с углом заборной части 30°.
Для внутренней трубной цилиндрической резьбы при выполнении резьбы в упор, в случае применения нормального недореза и нормальной ширины проточки, рекомендуется применять резьбообразующий инструмент с длиной заборной части не более трех шагов, в случае применения уменьшенного недореза и узкой проточки — с длиной заборной части не более двух шагов.
11. (Исключен, Изм. N 1).
12. Предельные отклонения размеров проточек и назначаются исходя из конструктивных требований к изготовляемым деталям.
ГОСТ 6357-81 Резьба трубная цилиндрическая
Настоящий стандарт распространяется на трубную цилиндрическую резьбу, применяемую в цилиндрических резьбовых соединениях, а также в соединениях внутренней цилиндрической резьбы с наружной конической резьбой по ГОСТ 6211-81 и устанавливает профиль, основные размеры и допуски резьбы.
Стандарт полностью соответствует СТ СЭВ 1157-78.
1. ПРОФИЛЬ
1.1. Номинальный профиль резьбы и размеры его элементов должны соответствовать указанным на черт.1 и в табл.1.
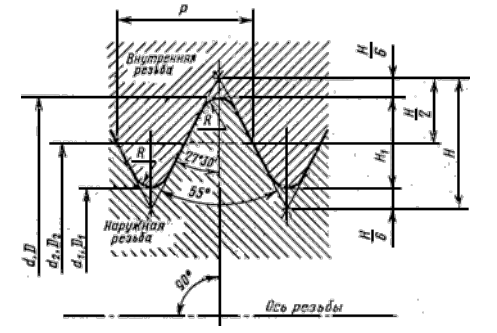
d — наружный диаметр наружной резьбы (трубы);
d1 — внутренний диаметр наружной резьбы;
d2 — средний диаметр наружной резьбы;
D — наружный диаметр внутренней резьбы (муфты);
D1 — внутренний диаметр внутренней резьбы;
D2 — средний диаметр внутренней резьбы;
H — высота исходного треугольника;
H1 — рабочая высота профиля;
R — радиус закругления вершины и впадины резьбы
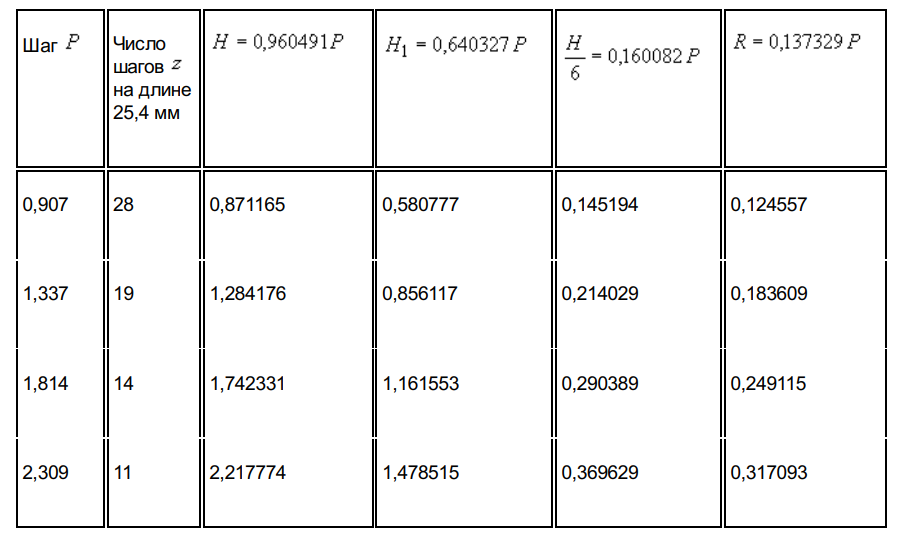
Примечание. Числовые значения шагов определены из соотношения P = 25,4/z с округлением до 3-го знака после запятой и приняты в качестве исходных при расчете основных элементов профиля.
2. ОСНОВНЫЕ РАЗМЕРЫ
2.1. Обозначение размера резьбы, шаги и номинальные значения наружного, среднего и внутреннего диаметров резьбы должны соответствовать указанным на черт.1 и в табл.2.
При выборе размеров первый ряд следует предпочитать второму.
1.2. Вершины наружной резьбы, а также внутренней резьбы допускается выполнять с плоским срезом в тех случаях, когда исключена возможность ее соединения с наружной конической резьбой по ГОСТ 6211-81.

2.2. Числовые значения диаметров d2 и d1 вычисляют по следующим формулам
d2 = D2 = d — 0,640327 P (1)
d1 = D1 = d — 1,280654 P (2)
Числовые значения диаметра d установлены эмпирически
3. ДОПУСКИ
3.1. Схемы полей допусков наружной и внутренней резьбы приведены на черт.2.
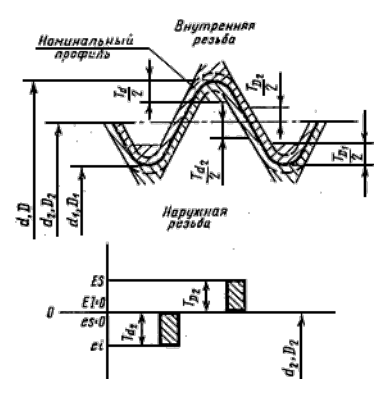
es — верхнее отклонение диаметров наружной резьбы;
ES — верхнее отклонение диаметров внутренней резьбы;
ei — нижнее отклонение диаметров наружной резьбы;
EI — нижнее отклонение диаметров внутренней резьбы;
Td, Td2 TD1, TD2 — допуски диаметров d, d2, D1, D2
Отклонения отсчитывают от номинального профиля резьбы в направлении перпендикулярном оси резьбы.
3.2. Допуски среднего диаметра резьбы устанавливают двух классов точности — A и B.
Допуски среднего диаметра резьбы являются суммарными.
Допуски диаметров d1 и D не устанавливаются.
3.3. Числовые значения допусков диаметров наружной и внутренней резьбы должны соответствовать приведенным в табл.3.
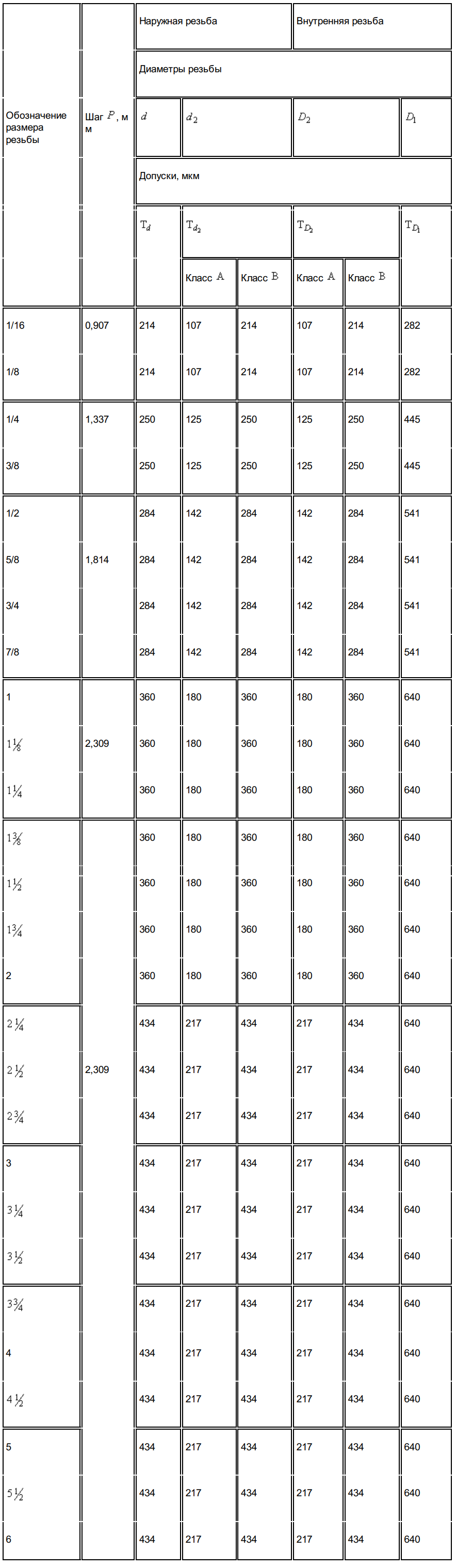
Примечание. Числовые значения допусков установлены эмпирически.
3.4. Длины свинчивания подразделяют на две группы: нормальные N и длинные L.
Длины свинчивания, относящиеся к группам N и L , приведены в табл.4.

Примечание. Числовые значения длин свинчивания установлены эмпирически.
3.5. Допуск резьбы, если нет особых оговорок, относится к наибольшей нормальной длине свинчивания N, указанной в табл.4, или ко всей длине резьбы, если она меньше наибольшей нормальной длины свинчивания.
3.6. Допуски среднего диаметра внутренней резьбы по настоящему стандарту, предназначенной для соединения с наружной конической резьбой по ГОСТ 6211-81 должны соответствовать классу точности A.
При этом конструкция деталей с внутренней цилиндрической резьбой должна обеспечивать ввинчивание наружной конической резьбы на глубину не менее указанной в ГОСТ 6211-81.
3.7. Числовые значения предельных отклонений диаметров наружной и внутренней резьбы должны соответствовать указанным в табл.5.
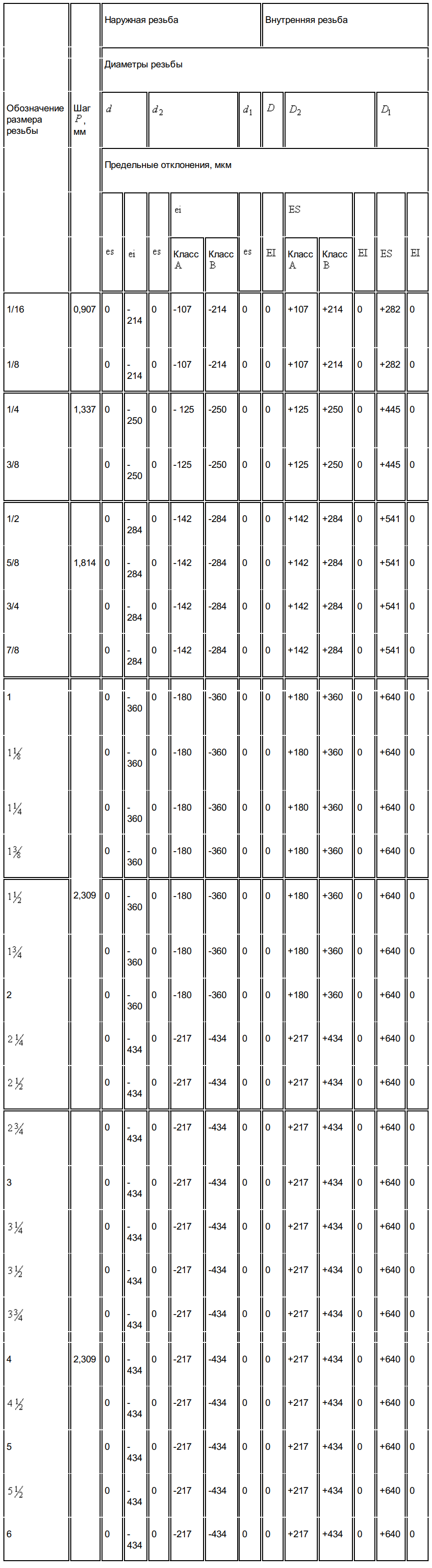
Примечание. Нижнее отклонение внутреннего диаметра d1 и верхнее отклонение наружного диаметра D не устанавливаются.
3.8. Предельные отклонения среза вершин и впадин наружной и внутренней резьбы приведены в справочном приложении.
4. ОБОЗНАЧЕНИЯ РЕЗЬБЫ
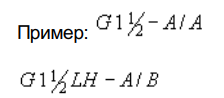
4.1. В условное обозначение трубной цилиндрической резьбы должны входить:
буква G, обозначение размера резьбы и класс точности среднего диаметра. Условное обозначение для левой резьбы дополняется буквами LH.
Примеры условного обозначения резьбы:
класса точности A:G1 1/2 — A
левой резьбы класса точности B:G1 1/2 LH — B
4.2. Длина свинчивания N в обозначении резьбы не указывается.
Длина свинчивания L указывается в миллиметрах.

4.3. Посадка обозначается дробью, в числителе которой указывают обозначение класса точности внутренней резьбы, а в знаменателе — обозначение класса точности наружной резьбы.
4.4. Соединение внутренней трубной цилиндрической резьбы класса точности A по настоящему стандарту с наружной трубной конической резьбой по ГОСТ 6211-81 обозначается следующим образом:
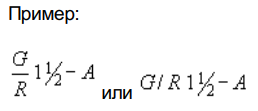
ПРИЛОЖЕНИЕ (справочное). ПРЕДЕЛЬНЫЕ ОТКЛОНЕНИЯ СРЕЗА ВЕРШИН И ВПАДИН РЕЗЬБЫ
1. Настоящее приложение содержит информацию о предельных отклонениях разреза H/6 размера вершин и впадин наружной и внутренней резьбы, которые являются исходными при проектировании резьбообразующего инструмента и не подлежат обязательному контролю, если это не установлено особо.
2. Предельные отклонения размера H/6 приведены на чертеже и в таблице.
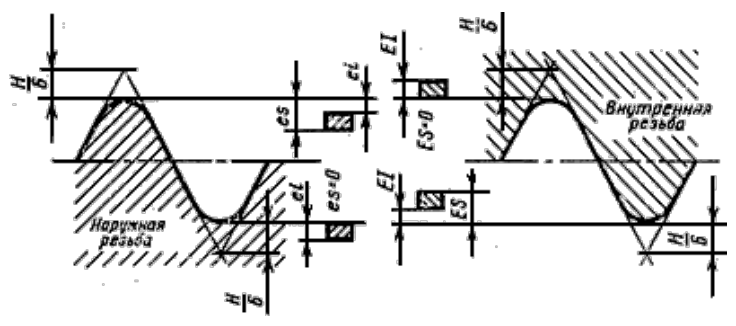
es — верхнее отклонение среза вершины и впадины наружной резьбы;
ES — верхнее отклонение среза вершины и впадины внутренней резьбы;
ei — нижнее отклонение среза вершины и впадины наружной резьбы;
EI — нижнее отклонение среза вершины и впадины внутренней резьбы
Выход резьбы. Сбеги, недорезы, проточки и фаски
ГОСТ 10549-80
Группа Г13
ВЫХОД РЕЗЬБЫ
Сбеги, недорезы, проточки и фаски
Screrw thread runout. Washout threads, total thread runouts, undercuts and chamfers
Дата введения 1982-01-01
1. РАЗРАБОТАН И ВНЕСЕН Государственным комитетом СССР по стандартам
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 09.07.80 N 3501
3. ВЗАМЕН ГОСТ 10549-63
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка
________________
* На территории Российской Федерации документ не действует. Действует ГОСТ 6211-81, здесь и далее по тексту. — Примечание изготовителя базы данных.
5. Ограничение срока действия снято по Протоколу N 3-93 Межгосударственного Совета по стандартизации, метрологии и сертификации (ИУС 5-6-93)
6. ИЗДАНИЕ с Изменением N 1, утвержденным в декабре 1986 г. (ИУС 3-87)
1. Настоящий стандарт устанавливает размеры сбега резьбы при выходе инструмента или при наличии на инструменте заборной части, размеры недореза при выполнении резьбы в упор, форму и размеры проточек для выхода резьбообразующего инструмента, размеры фасок — для резьбы метрической, трубной цилиндрической, трубной конической, конической дюймовой с углом профиля 60° и трапецеидальной.
(Измененная редакция, Изм. N 1).
2. Размеры сбегов и недорезов для наружной метрической резьбы должны соответствовать указанным на черт.1 и 4 (при выполнении резьбы нарезанием), на черт.2, 3 и 5 (при выполнении резьбы накатыванием) и в табл.1.
Допускается применять угол 60°
Черт.1
Размеры в миллиметрах
Недорез , не более
при угле
заборной части инструмента
при сопряжении с внутренней резьбой с проточкой типа 2
для всех других слу-
чаев
Примечания:
1. Проточки типа 2 снижают концентрацию напряжений под головкой, но уменьшают площадь опорной поверхности.
2. Размеры проточек для заданного шага резьбы допускается устанавливать по ближайшему табличному шагу резьбы.
3. Для деталей из высокопрочных материалов с 1400 МПа и в случаях, если проточка, кроме технологических, несет и конструктивные функции, допускается применять, проточки, не установленные настоящим стандартом.
4. Допускается применять размеры сбегов, недорезов и проточек по ГОСТ 27148.
Форма и размеры проточек для наружной метрической резьбы должны соответствовать указанным на черт.6 и в табл.1. Размеры фасок наружной метрической резьбы указаны на черт.1 и в табл.1.
3. Размеры сбегов и недорезов для внутренней метрической резьбы должны соответствовать указанным на черт.7 и в табл.2.
Допускается применять угол 60°
Черт.7
Форма и размеры проточек для внутренней метрической резьбы должны соответствовать указанным на черт.8 и в табл.2. Размеры фасок внутренней метрической резьбы указаны на черт.7 и в табл.2.
Недорез , не более
при сопряжении с наружной резьбой с проточкой типа 2
для всех других слу-
чаев
_____________
* Ширина проточек дана для диаметров 6 мм и более.
Примечания:
1. Проточки типа 2 снижают концентрацию напряжений под головкой.
2. Размеры проточек для заданного шага резьбы допускается устанавливать по ближайшему табличному шагу резьбы.
3. Для деталей из высокопрочных материалов с 1400 МПа и в случаях, если проточка, кроме технологических, несет и конструктивные функции, допускается применять проточки, не установленные настоящим стандартом.
4. Допускается применять размеры сбегов, недорезов и проточек по ГОСТ 27148.
2, 3. (Измененная редакция, Изм. N 1).
4. Размеры сбегов, недорезов, проточек и фасок для трубной цилиндрической резьбы должны соответствовать указанным на черт.9, 10 и в табл.3, 4.
Для наружной резьбы
Для внутренней резьбы
Размеры в миллиметрах
Обозначение размера резьбы
Число шагов на длине 25,4 мм
Сбег ,
не более, при угле заборной части инструмента
Недорез , не более
________________
* Текст документа соответствует оригиналу. — Примечание изготовителя базы данных.
Размеры в миллиметрах
Обозначе- ние размера резьбы
Число шагов на длине 25,4 мм
Недорез , не более
Примечание. Ширина узких проточек может быть уменьшена до 1,5 шага.
5. Размеры сбегов, недорезов, проточек и фасок для трубной конической резьбы по ГОСТ 6211 должны соответствовать указанным на черт.11 и в табл.5.
Для наружной резьбы
Для внутренней резьбы
Размеры в миллиметрах
Обозна-
чение размера резьбы
Число шагов на длине 25,4 мм
Сбег , при угле заборной части инструмента 20°, не более
Недорез
, не более
Недорез , не более
________________
* Текст документа соответствует оригиналу. — Примечание изготовителя базы данных.
Примечание. Ширина узких проточек для внутренней резьбы может быть уменьшена до 1,5 шага.
6. Размеры сбегов, недорезов, проточек и фасок для конической дюймовой резьбы с углом профиля 60° по ГОСТ 6111 должны соответствовать указанным на черт.12 и в табл.6.
Для наружной резьбы
Для внутренней резьбы
Размеры в миллиметрах
Обозначение размера резьбы
Число шагов на длине 25,4 мм
Сбег , при угле заборной части инструмента 20°, не более
Недорез ,
не более
Недорез ,
не более
7. Размеры проточек и фасок для наружной и внутренней трапецеидальной одноходовой резьбы должны соответствовать указанным на черт.13 и в табл.7.
Для наружной резьбы
Для внутренней резьбы
Примечание. Для многозаходной трапецеидальной резьбы ширину проточки принимают равной ширине проточки однозаходной резьбы, шаг которой равен ходу многозаходной резьбы. Размеры остальных элементов принимать по табл.7.
(Измененная редакция, Изм. N 1).
8. (Исключен, Изм. N 1).
9. Допускается применять вместо проточек, указанных на черт.9-13 и в табл.3-7, при 2 мм симметричные проточки (без фаски) с радиусом закругления с обеих сторон, равным .
10. Для наружной трубной цилиндрической резьбы при выполнении резьбы на проход, а также при выполнении резьбы в упор, в случае применения нормального недореза и нормальной ширины проточки, рекомендуется применять резьбообразующий инструмент с углом заборной части 20°, в случае применения уменьшенного недореза и узкой проточки — с углом заборной части 30°.
Для внутренней трубной цилиндрической резьбы при выполнении резьбы в упор, в случае применения нормального недореза и нормальной ширины проточки, рекомендуется применять резьбообразующий инструмент с длиной заборной части не более трех шагов, в случае применения уменьшенного недореза и узкой проточки — с длиной заборной части не более двух шагов.
11. (Исключен, Изм. N 1).
12. Предельные отклонения размеров проточек и назначаются исходя из конструктивных требований к изготовляемым деталям.
(Введен дополнительно, Изм. N 1).
ГОСТ Р 52488-2005
Средства для стирки. Общие технические условия
ГОСТ Р 51697-2000
Товары бытовой химии в аэрозольной упаковке. Общие технические условия
ГОСТ Р 51696-2000
Товары бытовой химии. Общие технические требования
ГОСТ Р 51023-97
Товары бытовой химии. Методы определения фосфорсодержащих соединений
ГОСТ Р 51022-97
Товары бытовой химии. Методы определения анионного поверхностно-активного вещества
ГОСТ Р 51021-97
Товары бытовой химии. Метод определения смываемости с посуды
ГОСТ Р 51020-97
Товары бытовой химии. Метод определения нерастворимого в воде остатка (абразива)

Анимированный ветряной спиннер IRON STOP Стрекоза сепия 25 см

IRON STOP Твистер серебристо-янтарный

