Вершины и впадины профиля дюймовой резьбы, аналогично метрической, плоско срезаны. Шаг дюймовой резьбы определяется числом ниток (витков) на один дюйм 1′, но у нее угол при вершине равен 55° (резьба Витворта — британский стандарт BSW (Ww) и BSF), угол при вершине равен 60° (американский стандарт UNC и UNF).
Hаpужный диаметp pезьбы измеpяется в дюймах 1′ = 25,4 мм — штpих ( ‘ ) условное обозначение дюйма. Дюймовая резьба характерезуется числом ниток на один дюйм. По американским стандартам дюймовую резьбу выполняют с крупным (UNC) и мелким (UNF) шагом. NPSM — американский стандарт на резьбу дюймовую трубную цилиндрическую. NPT — американский стандарт на резьбу дюймовую коническую.
ASME/ANSI B1.1 – 2003 Unified Inch Screw Threads, UN & UNR Thread Form ASME/ANSI B1.10M – 2004 Unified Miniature Screw Threads ASME/ANSI B1.15 – 1995 Unified Inch Screw Threads, UNJ Thread Form
АМЕРИКАНСКАЯ ДЮЙМОВАЯ РЕЗЬБА
Основные параметры дюймовой резьбы:
d (D) – наружный диаметр резьбы соответственно болта и гайки; dp (Dp) – средний диаметр резьбы соответственно болта и гайки; di (Di) – внутренний диаметр резьбы соответственно болта и гайки; n – число ниток на дюйм.
Американская резьба с крупным шагом – UNS
Размеры резьбы, дюймы (мм)
Размеры резьбы, дюймы (мм)
1 3/8 (34,925)
7/16 (11,1125)
9/16 (14,2875)
Американская резьба с мелким шагом – UNF
Размеры резьбы, дюймы (мм)
Размеры резьбы, дюймы (мм)
7/16 (11,1125)
9/16 (14,2875)
1 3/8 (34,925)
Американская резьба с особо мелким шагом – UNEF
Размеры резьбы, дюймы (мм)
Размеры резьбы, дюймы (мм)
1 1/16 (26,987)
1 3/16 (30,162)
7/16 (11,1125)
1 5/16 (33,337)
9/16 (14,2875)
1 3/8 (34,925)
1 7/16 (36,512)
11/16 (17,462)
1 9/16 (39,687)
13/16 (20,637)
1 11/16 (42,86)
15/16 (23,812)
Размеры резьб – это наружный диаметр резьбы, выраженный в дробных долях дюйма. Одной из основных характеристик дюймовой винтовой резьбы является количество витков на дюйм длины резьбы (n). Количество витков и шаг резьбы Р связаны соотношением:
Американские стандарты предусматривают две формы резьбы:
— резьба с плоской впадиной, которая обозначается буквами UN; — резьба с радиусной впадиной, которая обозначается буквами UNR.
Стандартом определены три класса точности резьб. Эти классы обозначаются, как 1А, 2А, 3А, 1В, 2В, 3В. Классы точности 1А, 2А, 3А относятся к наружным резьбам; классы точности 1В, 2В, 3В относятся к внутренним резьбам. Класс точности 1А, 1В является самым грубым и применяется в случаях, когда требуется быстрая и легкая сборка, даже с частично загрязненной и помятой резьбой. Класс точности 2А, 2В является наиболее распространенными и применяется для резьб общего назначения. Класс точности 3А, 3В предъявляет наиболее жесткие требования к резьбам и применяется в случаях, когда требуется обеспечить минимальный зазор в резьбовом соединении.
Обозначение резьбы. Сначала записывается номинальный размер, затем число витков на дюйм резьбы, символы группы резьбы и символ класса точности. Буквы LH в конце записи обозначают левую резьбу. Номинальный размер – это наружный диаметр, определяемый как дробный размер или номер резьбы, или их десятичный эквивалент. Например: 1/4 – 20UNS – 2A или 0,250 – 20UNC – 2A
БРИТАНСКИЙ СТАНДАРТ ДЮЙМОВЫХ РЕЗЬБ ( BSW (Ww) и BSF )
Обозн. резьбы
BSP размер in
шаг резьбы
наибольший диаметр
наименьший диаметр
A/F мм
длина мм
трубы
диаметр отверстия под резьбу (для сверла) мм
in (TPI)
мм
мм
in
мм
in
DN мм
OD мм
OD in
толщина мм
BSP.PL (Rp)
BSP.F (G)
-1
1 /16
28
0,907
7,723
0,304
6,561
0,2583
4±0,9
6,60
6,80
-2
1 /8
28
0,907
9,728
0,383
8,565
0,3372
15
4±0,9
6
10,2
0,40
2
8,60
8,80
-4
1 /4
19
1,337
13,157
0,518
11,445
0,4506
19
6±1,3
8
13,5
0,53
2,3
11,50
11,80
-6
3 /8
19
1,337
16,662
0,656
14,950
0,5886
22/23
6,4±1,3
10
17,2
0,68
2,3
15,00
15,25
-8
1 /2
14
1,814
20,955
0,825
18,633
0,7336
27
8,2±1,8
15
21,3
0,84
2,6
18,75
19,00
-10
5 /8
14
1,814
22,911
0,902
20,589
0,8106
16
2,6
—
21,00
-12
3 /4
14
1,814
26,441
1,041
24,120
0,9496
32
9,5±1,8
20
26,9
1,06
2,6
24,25
24,50
-16
1
11
2,309
33,249
1,309
30,292
1,1926
43
10,4±2,3
25
33,7
1,33
3,2
30,40
30,75
-20
1 1 /4
11
2,309
41,910
1,650
38,953
1,5336
53
12,7±2,3
32
42,4
1,67
3,2
39,00
39,50
-24
1 1 /2
11
2,309
47,803
1,882
44,846
1,7656
57
12,7±2,3
40
48,3
1,90
3,2
45,00
45,00
-32
2
11
2,309
59,614
2,347
56,657
2,2306
70
15,9±2,3
50
60,3
2,37
3,6
56,75
57,00
-40
2 1 /2
11
2,309
75,184
2,960
72,227
2,8436
17,5±3,5
65
76,1
3,00
3,6
-48
3
11
2,309
87,884
3,460
84,927
3,3436
20,6±3,5
80
88,9
3,50
4
-64
4
11
2,309
113,030
4,450
110,073
4,3336
25,5±3,5
100
114,3
4,50
4,5
-80
5
11
2,309
138,430
5,450
135,472
5,3335
28,6±3,5
125
139,7
5,50
5
-96
6
11
2,309
163,830
6,450
160,872
6,3335
28,6±3,5
150
165,1
6,50
5
ГОСТ 3469-91 — Микроскопы. Резьба для объективов. Размеры ГОСТ 4608-81 — Резьба метрическая. Посадки с натягом ГОСТ 5359-77 — Резьба окулярная для оптических приборов. Профиль и размеры ГОСТ 6042-83 — Резьба Эдисона круглая. Профили, размеры и предельные размеры ГОСТ 6111-52 — Резьба коническая дюймовая с углом профиля 60 градусов ГОСТ 6211-81 — Резьба трубная коническая ГОСТ 6357-81 — Резьба трубная цилиндрическая ГОСТ 8762-75 — Резьба круглая диаметром 40 мм для противогазов и калибры к ней. Основные размеры ГОСТ 9000-81 — Резьба метрическая для диаметров менее 1 мм. Допуски ГОСТ 9484-81 — Резьба трапецеидальная. Профили ГОСТ 9562-81 — Резьба трапецеидальная однозаходная. Допуски ГОСТ 9909-81 — Резьба коническая вентилей и баллонов для газов ГОСТ 10177-82 — Резьба упорная. Профиль и основные размеры ГОСТ 11708-82 — Резьба. Термины и определения ГОСТ 11709-81 — Резьба метрическая для деталей из пластмасс ГОСТ 13535-87 — Резьба упорная усиленная 45 градусов ГОСТ 13536-68 — Резьба круглая для санитарно-технической арматуры. Профиль, основные размеры, допуски ГОСТ 16093-2004 — Резьба метрическая. Допуски. Посадки с зазором ГОСТ 16967-81 — Резьба метрическая для приборостроения. Диаметры и шаги ГОСТ 24737-81 — Резьба трапецеидальная однозаходная. Основные размеры ГОСТ 24739-81 — Резьба трапецеидальная многозаходная ГОСТ 25096-82 — Резьба упорная. Допуски ГОСТ 25229-82 — Резьба метрическая коническая ГОСТ 28487-90 — Резьба коническая замковая для элементов бурильных колонн. Профиль. Размеры. Допуски
Дюймовая резьба
Дюймовая резьба – это резьба, все параметры которой выражены в дюймах, шаг резьбы в долях дюйма (дюйм = 2,54 см). Для трубной дюймовой резьбы размер в дюймах характеризует условно просвет в трубе, а наружный диаметр самой трубы немного больше.
Дюймовая резьба применяется в резьбовых соединениях и винтовых передачах. Дюймовая резьба бывает следующих видов:
Дюймовая цилиндрическая – UTS (Unified Thread Standard). Такая резьба широко распространена в США и Канаде. Угол при вершине у такой резьбы составляет 60 градусов. В зависимости от шага подразделяется на: UNC (Unified Coarse); UNF (Unified Fine); UNEF (Unified Extra Fine); 8UN; UNS (Unified Special). Наибольшее распространение получила резьба UNC. Такая резьба соответствует стандарту ANSI 1.
Дюймовая резьба британского стандарта – BSW . Резьба с мелким шагом называется BSF (British Standard Fine). Угол при вершине у такой резьбы 55 градусов.
Дюймовая коническая NPT или цилиндрическая NPS. Соответствует стандарту ANSI/ASME 20.1. Такая резьба применяется для трубных соединений. Имеет угол при вершине 60 градусов. В России такой резьбе соответствует ГОСТ 6111-52.
Наиболее часто в России в последнее время можно встретить крепёж с дюймовой резьбой UNC (унифицированная крупная резьба). Такой крепёж часто встречается на ввозимой в нашу страну технике (газонокосилки, триммеры, генераторы, культиваторы, автомобили американской сборки и т.д.) из США, Китая и некоторых других стран. При работе с дюймовым крепежом необходимо помнить, что размеры ключей для дюймового крепежа отличаются от ключей для метрического крепежа.
Основные размеры дюймового крепежа UNC приведены в таблице дюймовых резьб
Типоразмер
Наружный диаметр, дюймов
Наружный диаметр, мм
Диаметр сверления, мм mm
Число витков на дюйм
Шаг, мм
N 1 – 64 UNC
0,073
1,854
1,50
64
0,397
N 2 – 56 UNC
0,086
2,184
1,80
56
0,453
N 3 – 48 UNC
0,099
2,515
2,10
48
0,529
N 4 – 40 UNC
0,112
2,845
2,35
40
0,635
N 5 – 40 UNC
0,125
3,175
2,65
40
0,635
N 6 – 32 UNC
0,138
3,505
2,85
32
0,794
N 8 – 32 UNC
0,164
4,166
3,50
32
0,794
N 10 – 24 UNC
0,190
4,826
4,00
24
1,058
N 12 – 24 UNC
0,216
5,486
4,65
24
1,058
1/4″ – 20 UNC
0,250
6,350
5,35
20
1,270
5/16″ – 18 UNC
0,313
7,938
6,80
18
1,411
3/8″ – 16 UNC
0,375
9,525
8,25
16
1,587
7/16″ – 14 UNC
0,438
11,112
9,65
14
1,814
1/2″ – 13 UNC
0,500
12,700
11,15
13
1,954
9/16″ – 12 UNC
0,563
14,288
12,60
12
2,117
5/8″ – 11 UNC
0,625
15,875
14,05
11
2,309
3/4″ – 10 UNC
0,750
19,050
17,00
10
2,540
7/8″ – 9 UNC
0,875
22,225
20,00
9
2,822
1″ – 8 UNC
1,000
25,400
22,25
8
3,175
1 1/8″ – 7 UNC
1,125
28,575
25,65
7
3,628
1 1/4″ – 7 UNC
1,250
31,750
28,85
7
3,628
1 3/8″ – 6 UNC
1,375
34,925
31,55
6
4,233
1 1/2″ – 6 UNC
1,500
38,100
34,70
6
4,233
1 3/4″ – 5 UNC
1,750
44,450
40,40
5
5,080
2″ – 4 1/2 UNC
2,000
50,800
46,30
4,5
5,644
2 1/4″ – 4 1/2 UNC
2,250
57,150
52,65
4,5
5,644
2 1/2″ – 4 UNC
2,500
63,500
58,50
4
6,350
2 3/4″ – 4 UNC
2,750
69,850
64,75
4
6,350
3″ – 4 UNC
3,000
76,200
71,10
4
6,350
3 1/4″ – 4 UNC
3,250
82,550
77,45
4
6,350
3 1/2″ – 4 UNC
3,500
88,900
83,80
4
6,350
3 3/4″ – 4 UNC
3,750
95,250
90,15
4
6,350
4″ – 4 UNC
4,000
101,600
96,50
4
6,350
Моменты затяжки
Моменты затяжки крепежных изделий с дюймовой резьбой стандарта UNC для болтов и гаек SAE класса прочности 5 и выше приведены в следующей таблице.
Размер резьбы, дюймы
Момент затяжки стандартных болтов и гаек
Н*м*
Фунт силы-фут**
1/4
12± 3
9±2
5/16
25 ± 6
18± 4,5
3/8
47± 9
35 ± 7
7/16
70± 15
50± 11
1/2
105± 20
75±15
9/16
160 ± 30
120± 20
5/8
215± 40
160 ± 30
3/4
370 ± 50
275 ± 37
7/8
620± 80
460 ± 60
1
900 ± 100
660 ± 75
11/8
1300 ± 150
950 ± 100
1 1/4
1800 ±200
1325 ±150
1 3/8
2400 ± 300
1800 ± 225
1 1/2
3100 ± 350
2300 ± 250
*1 Ньютон-метр (Н*м) равен примерно 0,1 кГм. ** Фунт силы-фут – британский и американский эквивалент Н*м.
Маркировка дюймовых крепежных изделий
Дюймовый крепеж имеет более сложную систему маркировки, не позволяющую визуально, без использования специальных таблиц определить механические свойства крепежной детали. Наиболее часто встречающаяся маркировка на головке дюймовых болтов и соответствие их классам прочности приведена в таблице ниже.
Дюймовая резьба: основные отличия от метрической, параметры и маркировка
СОДЕРЖАНИЕ
Параметры дюймовой резьбы
Отличия дюймовой резьбы от метрической
Таблица размеров дюймовых и метрических резьб
Разновидности дюймовой резьбы
Технология нарезания дюймовой резьбы
Классы точности и правила маркировки дюймовой резьбы
Где купить инструмент для нарезания дюймовой резьбы?
Дюймовая резьба — вид резьбы, основные параметры которой выражены в дюймах. Резьбу этого типа чаще всего используют при производстве соединений труб. Ее наносят на сами трубы, а также на металлические и пластиковые фитинги, которые требуются для монтажа магистралей различного назначения. Основные характеристики дюймовой резьбы прописаны в ГОСТах.
Сантехнические изделия с нанесенной на них трубной дюймовой резьбой
Параметры дюймовой резьбы
Требования к эталонным параметрам цилиндрической дюймовой резьбы прописаны в ГОСТ 6111-52. Здесь же указаны такие базовые характеристики резьбовых соединений, как шаг и диаметр.
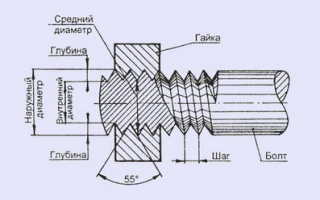
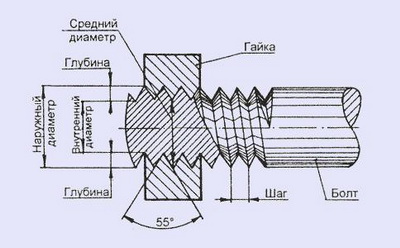
Наружный диаметр — расстояние между верхними точками резьбовых гребней на противоположных сторонах трубы. Чтобы узнать его, можно использовать линейку или штангенциркуль.
Внутренний диаметр — расстояние от одной самой нижней точки впадины между резьбовыми гребнями до другой, находящейся на противоположной стороне трубы.
Основные параметры дюймовой резьбы
Зная наружный и внутренний диаметры дюймовой резьбы, можно рассчитать высоту ее профиля. Для этого достаточно определить разницу между диаметрами.
Шаг дюймовой резьбы обозначает расстояние, которое разделяет два соседних гребня (или две соседние впадины). Резьбовой шаг как правило не превышает 3 мм, поэтому для его измерения используют высокоточные линейки.
Измерение шага дюймовой резьбы
Отличия дюймовой резьбы от метрической
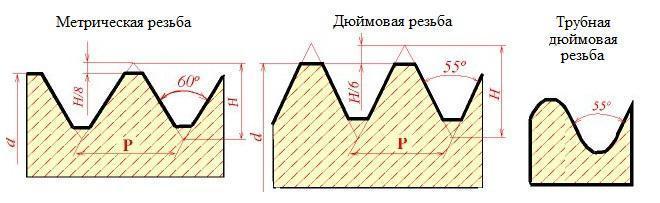
Метрическая и дюймовая резьбы различаются количеством витков на резьбовом шаге и разным углом наклона при вершине. У дюймовой резьбы он более острый и равняется 55 градусам. Остальные различия происходят из этого.
Из-за более острого угла наклона меняется профиль резьбовых гребней. У дюймовых соединений гребни более длинные, но менее широкие. У метрического профиля гребни по форме более сбалансированные (шире и не такие длинные).
Из-за разницы профилей соединить детали с метрической и дюймовой резьбой не представляется возможным. Крепеж будет очень хрупким и негерметичным, что может привести к протечке жидкостей при транспортировке.
Различия в профиле дюймовой, метрической и трубной резьбы
Таблица размеров дюймовых и метрических резьб
Узнать, как соотносятся размеры метрических резьб с размерами дюймовых резьб можно, пользуясь данными таблицы, приведенной ниже.
Сходные размеры метрических и различных разновидностей дюймовых резьб в диапазоне примерно Ø8-64 мм
Разновидности дюймовой резьбы
Дюймовая резьба может быть цилиндрической или конической. При цилиндрическом соединении размеры внешнего и внутреннего диаметра сохраняются по всей длине запчасти. Резьбовой шаг имеет фиксированный размер, а количество витков взаимосвязано с шагом. Запчасти с таким соединением более прочные и надежные.
При конусном соединении резьба имеет переменный диаметр. Наибольшее применение получили резьбы с сужающимся диаметром, при котором диаметр у основания больше диаметра у хвоста запчасти. На детали с конусным соединением нередко наносят двойную маркировку, указывая не только начальный, но и конечный диаметр. Резьба коническая дюймовая прочнее и медленнее истирается, однако наносить ее сложнее, а ошибки в процедуре могут серьезно ухудшить качество соединения.
Технология нарезания дюймовой резьбы
Нарезание трубной дюймовой резьбы может производиться ручным и механическим способами. Опишем оба варианта.
Способ 1. Нарезание резьбы вручную
Вручную дюймовую резьбу нарезают метчиком (внутренняя резьба) или плашкой (наружная). Операции проводятся в такой последовательности.
Трубу зажимают в тисках, а инструмент фиксируют: если это метчик, то в воротке, если плашка, то в плашкодержателе.
Плашку надевают на конец трубы, метчик вставляют в ее просвет.
Инструмент вворачивают в трубу или навинчивают на ее конец, вращая вороток или плашкодержатель.
При необходимости добиться более точного результата процедуру нарезания дюймовой резьбы повторяют несколько раз.
Способ 2. Нарезание резьбы на токарном станке
Механический способ подразумевает нарезание дюймовой резьбы на токарном станке. В ходе работы нужно придерживаться такого алгоритма.
Трубу зажимают в патроне станка, на суппорте которого установлен резьбонарезной резец.
На конце трубы резцом снимают фаску, после чего настраивают скорость резания.
После подведения резца к поверхности трубы на станке включают резьбовую подачу.
Нарезать дюймовую трубную резьбу на токарном станке можно только в том случае, если изделия обладают достаточным запасом жесткости и прочности. Механический способ гарантирует точный и качественный результат, но требует от мастера больших умений.
Классы точности и правила маркировки дюймовой резьбы
Дюймовая резьба по ГОСТу может соответствовать одному из классов точности: 1, 2 или 3. Соседнее место с цифрой, обозначающей класс точности, занимает буква А (соответствует наружной резьбе) или В (внутренней). Отметим, что 1-му классу точности соответствуют самые грубые резьбы, а 3-му самые точные, именно к ним предъявляются наиболее жесткие требования.
Понять, каким параметрам соответствует конкретный резьбовой элемент, необходимо разобраться с обозначениями, которые на него нанесены. В маркировке имеется следующая информация:
номинальный размер дюймовой резьбы;
число витков на дюйм длины;
группа;
класс точности.
Маркировка наносится на саму деталь или упаковку с деталями и представляет собой буквенно-числовой код следующего вида T1 T2 X Y1 Y2 — Z.
Этот код расшифровывается следующим образом.
Т1 — параметр говорит о категории резьбовой запчасти и может иметь несколько значений: М (метрическая резьба), МК (коническая), Tr (трапециевидная однозаходная), S (упорная однозаходная), G (трубная цилиндрическая).
Т2 — обозначает внешний диаметр запчасти, для дюймовых резьб указывается в дюймах.
Х — символ-разделитель, который не несет смысловой нагрузки, но обязателен к нанесению по ГОСТу.
Y1 — ширина резьбового шага, которая даже на дюймовых резьбах указывается в миллиметрах. В редких случаях параметр может указываться в дюймах, но тогда рядом с числом ставятся две насечки, которые говорят, что перед нами дюймы.
Y2 — направление резьбового винта. Есть резьба левая, параметр обозначают как LH. Если правое — его пропускают.
— тоже относится к символам-разделителям, который отделяет главную часть кода от параметра Z.
Z — параметр, который указывает на класс точности резьбы. Может принимать вид обозначений 4k, 6h, 6E, 8G, 8D и др.
Пример условного обозначения дюймовой резьбы
Расшифровка маркировки дюймовой резьбы
Обозначение дюймовой резьбы в технической документации разберем на примере маркировки G 2” LH-2-40.
G — показывает, что резьба трубная цилиндрическая.
Цифра 2 указывает на размер наружного диаметра в дюймах.
LH — эти буквы говорят о том, что резьба левая.
Цифра 2 информирует о классе точности.
Цифра 40 указывает на длину завинчивания.
Где купить инструмент для нарезания дюймовой резьбы?
Купить метчики и плашки для нарезания наружной и внутренней дюймовой резьбы вы можете в интернет-магазине «РИНКОМ». Доставка инструмента производится во все регионы России. В продаже есть продукция отечественных и зарубежных брендов. Кроме того, возможно изготовление резьбонарезного инструмента на заказ. Объем партии не ограничен.
Резьба UNC и резьба UNF. Диаметр под резьбу UNC, UNF.
На некоторых Российских предприятиях резьба UNC, UNF имеет широкое применение, для изготовления различных деталей. В первую очередь это может быть связано с зарубежными заказами, так как резьба UNC, UNF это международный стандарт и применяется в Европе, а в частности США. В России резьбу UNC UNF называют дюймовая резьба.
Профиль резьбы UNC, UNF такой же, как и в метрической резьбе 60°, но размеры резьбы считаются в дюймах.
UNC – крупная резьба
UNF – мелкая резьба
Ниже представлены таблицы с подробными размерами резьбы и диаметром под нарезаемую резьбу.
Смотри памятки — как резьбуКак правильно мерить диаметр и шаг резьбы фитинговизмеритьиОпределение типа и размерности соединения по резьбе и формеопознать.
Уплотнение соединения NPT происходит за счёт деформации профиля резьбы.
Штуцер NPTF имеет коническую резьбу с конусностью 1:16 (угол конуса 3°34’48″).
Штуцер NPTF совместим с внутренней резьбой NPTF, NPSF или Фитинг NPSM(Г) прямой накидная гайка гайкой NPSM.
Резьбы NPTF до сих пор используется в гидравлических системах, несмотря на то, что Национальная ассоциация по гидравлическим приводам США (NFPA) не рекомендует NPT для использования в гидравлике.
Соединения NPT часто используются в гидросистемах мобильного инструмента: Гидростанции стандартные и заказные гидростанции 700 бар, гибкие рукава РВД 2000 в комплекте с муфтами БРСН и БРСД РВДИ-2000, гидравлические соединения БРС HPA рабочее давление 700 атм БРСН БРСД HPA.
На Фитинги с коническими резьбами фитингах с резьбой NPTF для отличия от ГОСТ 6211-81 резьба коническая трубная BSPT размеры резьбы BSPT обычно ставится метка — риска на гранях шестигранника.
Номинальный размер
Наружный диаметр, mm
Отверстие под резьбу, mm
TPI, ниток на дюйм
Шаг витка, mm
Резьба NPTF 1/16″
7,870
6,00
27
0,940
Резьба NPTF 1/8″
10,217
8,25
27
0,940
Резьба NPTF 1/4″
13,577
10,70
18
1,411
Резьба NPTF 3/8″
17,016
14,10
18
1,411
Резьба NPTF 1/2″
21,211
17,40
14
1,814
Резьба NPTF 3/4″
26,566
22,60
14
1,814
Резьба NPTF 1″
33,195
28,50
11,5
2,209
Резьба NPTF 1.1/4″
41,952
37,00
11,5
2,209
Резьба NPTF 1.1/2″
48,021
43,50
11,5
2,209
Резьба NPTF 2″
60,060
55,00
11,5
2,209
Резьба NPTF 2.1/2″
72,642
65,50
8
3,175
Резьба NPTF 4″
113,913
107,00
8
3,175
Резьба конусная (NPT) с конусностью 1:16 (угол конуса 3°34’48″) или цилиндрическая (NPS) резьба .
Угол профиля при вершине 60°, теоретическая высота профиля Н=0,866025Р.







 Как правильно мерить диаметр и шаг резьбы фитингов измерить и
Как правильно мерить диаметр и шаг резьбы фитингов измерить и 
 Фитинг NPSM(Г) прямой накидная гайка гайкой NPSM.
Фитинг NPSM(Г) прямой накидная гайка гайкой NPSM. Гидростанции стандартные и заказные гидростанции 700 бар, гибкие рукава
Гидростанции стандартные и заказные гидростанции 700 бар, гибкие рукава  РВД 2000 в комплекте с муфтами БРСН и БРСД РВДИ-2000, гидравлические соединения
РВД 2000 в комплекте с муфтами БРСН и БРСД РВДИ-2000, гидравлические соединения  БРС HPA рабочее давление 700 атм БРСН БРСД HPA.
БРС HPA рабочее давление 700 атм БРСН БРСД HPA. Фитинги с коническими резьбами фитингах с резьбой NPTF для отличия от
Фитинги с коническими резьбами фитингах с резьбой NPTF для отличия от