
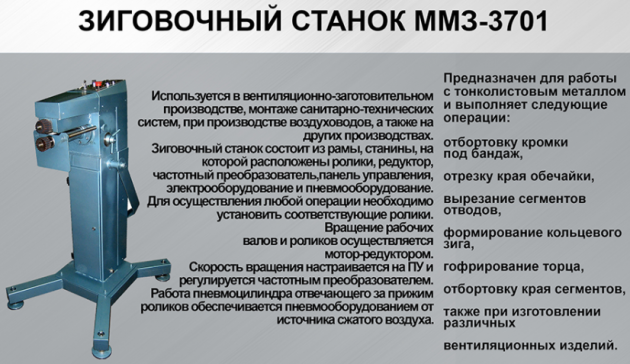
Ручная зиговочная машина что это?
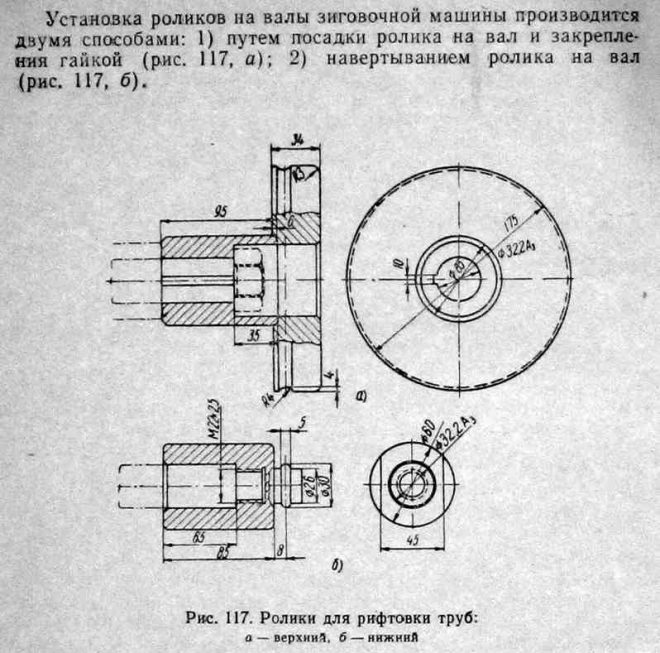
Зиговочный станок и принцип его работы – для мастеров и любителей
Зиговка не является каким-либо сложным технологическим процессом и довольно часто необходима при обработке листового металла. Мы рассмотрим, какой зиговочный станок лучше выбрать – ручной, с электроприводом или же гидравлический. А можно ли сделать его самостоятельно? Эту таинственную завесу мы также приоткроем.
1 Что такое зиговочный станок?
Прежде чем обсуждать оборудование, следует четко разобраться с тем, что же такое зиговка, и зачем она делается. Все предельно просто. Довольно часто мы сталкиваемся с такой ситуацией, когда деталям необходимо придать дополнительную прочность, и тогда на их поверхности делают специальные углубления или, как их еще принято называть, зиги полукруглой формы. Их размер полностью зависит от толщины металла, и найти эти значения можно без труда, воспользовавшись соответствующими справочниками.

Выполняют же эту операцию на специализированных машинах, которыми, собственно говоря, и являются зиговочные станки. Однако зачастую они имеют куда больший спектр действий. Ими можно выполнять целый ряд круговых операций с листовыми материалами, например, рифление, резку или отбортовку. Данное оборудование может быть двух типов: ручным и с электроприводом. Безусловно, последние являются более мощными и могут работать с материалами большей толщины. Но рассмотрим все по порядку.

Итак, конструкция практически всех зигмашин, независимо от того, какой привод на них установлен, практически одинаковая. Их главными элементами являются два вала, которые могут иметь горизонтальное, вертикальное либо наклонное расположение. На них, в свою очередь, и надевают формирующие ролики. Далее заготовку помещают между этими роликами и путем сведения валов зажимают ее. Валы с роликами вращаются в противоположные стороны, и в результате пластической деформации на поверхности заготовки образуются необходимые углубления.
2 Виды зигмашин – выбираем привод
Теперь более подробно рассмотрим приводы таких станков. Они, как говорилось выше, бывают ручными. В этом случае все понятно, уже исходя из названия. Абсолютно все операции осуществляются исключительно вручную. Так, валы прижимаются посредством специальной рукоятки, которая расположена в верхней части машины, да и прокручиваются они опять-таки путем вращения рукояти. Чтобы работать на таком оборудовании самостоятельно, необходимы определенные навыки, так как придется одновременно и фиксировать деталь в нужном положении, и крутить ручку. Максимальная толщина обрабатываемого металла на данных машинах не превышает 1,5 мм.

Следующий вид имеет электрический привод. Конечно, он более дорогостоящий, однако и работать с ним намного приятнее. Ведь валы вращаются благодаря мотору-редуктору, а не вручную, при этом с помощью частотного преобразователя можно даже регулировать скорость. Кроме того, такие машины имеют еще и педаль, нажатием на которую и осуществляется управление, так что руки остаются абсолютно свободными. Да и скорость обработки существенно быстрее. Так что значительно повышается выход продукции, и это делает такое оборудование востребованным на производстве, где объем работ достаточно велик. Плюс толщина обрабатываемого металла на таких станках может достигать 5 мм.

Привод может быть еще и гидравлическим, но такое оборудование является стационарным и применяется для работы с металлом достаточно большой толщины. Заготовки же в этом случае прижимаются посредством гидравлического привода.
3 Область применения зиговочного оборудования
Несмотря на то, что о данной операции мало кто слышал (не берем в рассчет жестянщиков и иных промышленников), зиговка очень часто встречается, просто мы не обращаем на это внимание. Так, например, без нее не обойтись при производстве кровли, так осуществляется формирование ее кромок, здесь в основном нашли свое применение ручные механизмы. Кроме того, они являются незаменимыми помощниками и в строительной области, с их помощью изготавливаются детали водосточных, а также воздуховодных систем, производят изоляцию теплотрасс, а все благодаря небольшим размерам таких механизмов и автономии, ведь им для работы не нужно электричество.

Также зиговочными станками возможно соединять цилиндрические заготовки, выполненные из тонколистового материала. Деталь по-прежнему зажимают между роликами и прокатывают, каждый тип роликов делает определенный замок. При этом подобный способ соединения имеет свои неоспоримые преимущества, если сравнивать с той же сваркой. Прежде всего, это отсутствие зоны термического влияния, что исключает вероятность возникновения напряжений и их следствий – коробления металла. К тому же, потратиться придется только лишь на саму установку и ролики для зиговочного станка, никаких расходных материалов не потребуется.

Современное оборудование оснащается еще дополнительными инструментами, что в значительной степени расширяет сферу деятельности. Теперь станки наделены функциями гибочных и профилирующих машин. Благодаря же автоматике, которая стала встречаться в некоторых моделях общего применения, в разы увеличивается производительность – компьютер запоминает действия оператора и потом воспроизводит их самостоятельно, без участия человека.
4 Можно ли сделать зиговочную машину своими силами?
В общем и целом, видно, что такое оборудование весьма востребовано и популярно в определенных сферах деятельности. Безусловно, посетив специализированные магазины, можно без труда заказать себе подобный станок, но это будет актуально, только если вы собираетесь стать профессиональным жестянщиком и зарабатывать этим на жизнь. Ну, а для домашнего использования вполне подойдет и установка, собранная самостоятельно.
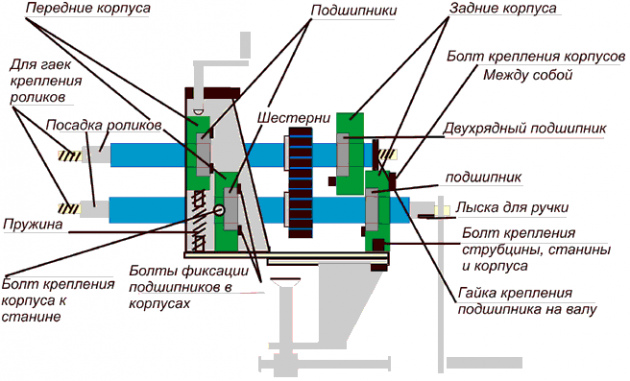
Но чтобы сделать зиговочный станок своими руками, необходимо знать его конструкцию. Составными частями таких машин элементарного типа являются: корпус, кронштейн, цилиндрический хвостовик, стопорный болт, винт с откидной ручкой, два вала, пружинное устройство, кожух, зубчатая передача и ролики. От вида последних и будут зависеть выполняемые операции.

Хвостовик расположен в нижней части корпуса и входит в чашечку кронштейна. Сам же корпус легко поворачивается относительного этого кронштейна и фиксируется посредством стопорного болта. Машинку крепят с помощью специального винта. Поворачивая рукоятку зажима, оператор приводит в действие пружинное устройство и осуществляет передвижение верхнего вала относительно нижнего, приближая либо же удаляя его. Для того чтобы вращались ролики, необходимо крутить рукоятку, которая через зубчатую передачу перенаправляет вращательное движение валкам и, соответственно, роликам. Сверху зубчатого механизма надевается кожух.

Перед началом зиговки на деталь устанавливают упор, его регулировка, а также фиксация осуществляются специальными винтами. Затем поднимается валок, и вставляется край обрабатываемого элемента между роликами. Часто одного прохода недостаточно, пройтись по одной и той же траектории придется несколько раз, при заходе на каждый следующий круг следует подтягивать винт и прижимать верхний вал. После того, как вы достигли желаемого результата, верхний вал поднимается, и обработанную деталь снимают.
Ручная зиговочная машина, классификация роликов и самодельные чертежи
Зиговочная машина используется при жестяных работах для соединения цилиндрических деталей, отбортовки кромок и прокатки ребер. Это обязательная стадия обработки изделий из листового металла, поэтому к характеристикам зиговки необходимо подойти внимательно. Исполнительный инструмент зиг машины — прокатные ролики различных профилей. Каждый вид роликов предназначен для выполнения определенной работы. В производстве машина работает в связке с фальцегибом, гильотиной, фальцеосадочным оборудованием и вальцами.
Назначение зиговочных станков

Зиговочная машина предназначена для соединения деталей из металла толщиной от 12 до 4 мм. На первом этапе прокатывается замок, после чего элементы соединяются между собой. Иногда замок необходимо дополнительно осадить вручную.
Зиговочная машина применяется при:
- производстве цилиндрических жестяных изделий: вентиляционных и водоливных труб, коробов, отливов;
- теплоизоляции трубопроводов;
- обработке обечаек;
- кровельных работах.
Основные виды операций: отбортовка, зиг, гофрирование.
Главное преимущество зиговки перед сваркой — это отсутствие воздействия высоких температур на металл, вызывающих появление внутреннего напряжения и деформации. А также более экономичный способ производства, не требующий приобретения расходных материалов, использования электроэнергии или топлива.
Конструкция зиговочных станков
Зиговочные станки представляют собой пару пластин, выполненных методом гидроабразивной резки с высокой точностью. Между пластинками установлены два вала. Подвижным является верхний вал, он перемещается с помощью прижима винтового типа. Заготовка прижимается равномерно по всей плоскости, поэтому получается ровная, аккуратная зига.
Глубина зигования может регулироваться в зависимости от модели вручную или автоматически. Воздействие на металл производится роликами, которые надеваются на валы. Подобрав подходящую форму роликов, добиваются необходимой формы зига.
Виды зиг машин

Зиговочные станки различаются по виду приводов:
- ручные;
- гидравлические;
- электромеханические;
- с управлением ЧПУ.
Ручная зиговочная машина позволяет работать с тонким листом, не более 1,2 мм. Рабочие валы, на которые надеваются ролики, сближают между собой с помощью специальной ручки. Вращаются валы также вручную. Зиговочная машина крепится с помощью струбцины к устойчивой горизонтальной поверхности. Ее преимущество в мобильности и компактных размерах. Недостаток в том, что оператор должен одновременно придерживать листы и прокручивать ручку. Что требует некоторых навыков управления.
Зиговочные станки с ручным управлением подойдут для мелких производств и работ на высоте.
Гидравлическое и электромеханическое оборудование гнет листы до 4 мм толщиной, его применяют на крупных производствах. Вращение валов происходит за счет двигателя, а частотный преобразователь позволяет изменять скорость работы. Управляется оборудование с пульта или педали, полностью освобождая руки оператора. Основной привод защищен от перегрузки специальным механизмом. Гидравлические станки выполняются только стационарными, прижимной ролик опускается посредством гидроцилиндра, без труда сгибая толстые металлические листы. Ролики вращаются электромотором, его комбинация с гидроцилиндром обеспечивает максимальную производительность при меньшем потреблении электроэнергии, нежели электромеханическими.
Зиговки с ЧПУ используются при изготовлении крупных партий однотипных, стандартных изделий. Компактные модели с ЧПУ оснащаются микропроцессором и конроллером с интеллектуальным управлением. Программный контроллер запоминает записанные оператором операции и повторяет силу прижима и скорость обработки множество раз. Многие модели работают в нескольких режимах: автоматическом, ручном и обучающем. Регулировка скоростей осуществляется плавно до 30 метров в минуту. Чтобы станком было проще управлять, он оснащается эксцентриком.
Технические характеристики зиг машин
Зиговочные станки характеризуются следующими основными параметрами.
| Характеристика | Значение |
| Вид привода | ручной, электромеханический, гидравлический |
| Поперечник роликов | может быть от 50 до мм |
| Вылет роликов | до 350 мм это важный показатель, при выполнении специальных работ подбирается максимальный вылет плеч |
| Количество дополнительных пар роликов | обычно от 4 до 6 пар |
| Толщина металла | от 0,5 до 4 мм |
| Габариты станка | даже гидравлические зиговки занимают мало места |
| Вес станка | от 17 до 300 кг |
Таблица 1. Некоторые характеристики зиговочных станков
Виды роликов для зиг машин

Производители могут менять маркировку выпускаемых роликов, приводим наиболее распространенные наименования.
- V — для оформления кромок изоляционных коробов и труб, накатывания проволоки с помощью ZB ZA;
- S — для производства зигов-стопоров и ребер жесткости;
- SK — для выполнения ребер прямоугольного сечения. Широкие ребра используются для фиксации каучуковых уплотнителей при изготовлении вентиляционных каналов круглого сечения;
- E, EV — гофрируют края труб, делая поперечник меньше для раструбных соединений. Используются для изготовления вентиляционных и водосточных труб и дымоотводов. Вальцы EV выполняют одновременно стопорное ребро и гофрирование;
- BC — загибают кромки на деталях плоской формы для отбортовки элементов воздуховодов прямоугольного сечения, используются при изготовлении заглушек круглой формы;
- KA — в набор входят четыре ролика (две пары) для соединения патрубков круглого сечения с дальнейшей точечной сваркой. Выполняют соединение с нахлестом от 8 до 12 мм, используются при изготовлении небольших серий воздуховодов и дымоотводов;
Чтобы зиговочный станок выполнял резы качественно, его необходимо оснастить параллельным прижимом вальцов. Полукруглый упор — это дополнение к роликам ВВ. Он используется для внешней отбортовки в вырезах круглой формы плоских деталей.
Самодельная зиг-машина
Надежный зиговочный станок можно сделать, пользуясь предложенными чертежами. Они уже не раз опробованы своими руками и получаются достойные устройства. Можно дополнить предложенный чертеж устройством подъема прижимного вала, подшипниками и креплениями роликов и колес на резьбу.
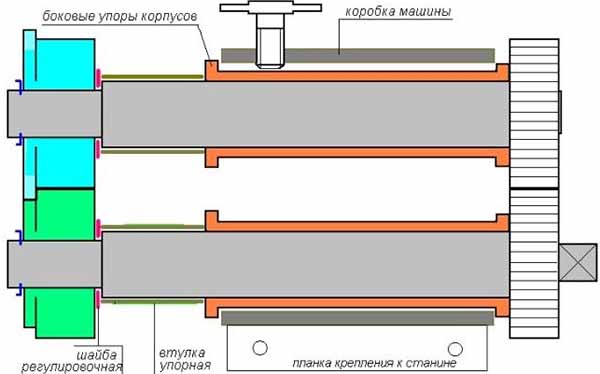
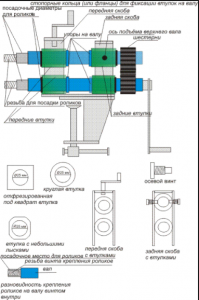
- Прижимной вал имеет ход 12 мм. Нижний валик фиксируется на основании неподвижно. Чтобы валы не сдвигались во время работы, предусмотрены боковые упоры. Упорные втулки предупреждают передвижение вальцов в корпусе. Заменяя шайбы, можно изменять зазор рабочих роликов. Диаметр зубчатых колес должен составлять приблизительно 6 см;
- вал выполняется из двух элементов. Верхний — прижимной выполняется без посадочного кружка для ручки;
- колеса с зубьями фиксируются любым удобным методом, в процессе эксплуатации демонтироваться они не будут;
- для фиксации роликов используем шплинт, под который отмечаем и высверливаем отверстия. Необходимо учесть толщину шайб и длину рабочих роликов;
- коробка изготавливается из металла толщиной до 5 мм. Высота коробки составляется из высоты валов, зазора между ними (около 1 см) и 1,5 см для подъема прижимного вала. Верхнюю крышку можно сделать съемной, так удобнее устанавливать валы;
- станина представляет собой две пластины, соединенные так, чтобы в разрезе получилась буква Т. Высота ее приблизительно 25 см, ширина определяется размерами корпуса. Соединять между собой станину можно любым способом. Удобно, если она сборная.
- ограничительный щиток вырезаем приблизительно 18 х 12 см из металла толщиной 3 мм. Посередине вырезаем отверстия под ролики. По краям привариваем штанги;
- рукоятку можно взять от старой мясорубки или сварить самостоятельно длиной около 30 см;
- ролики тоже придется делать самостоятельно. Если планируется интенсивно использовать зиговочный станок, желательно подобрать закаленную сталь. Главный поперечник ролика должен совпадать с расстоянием между центрами зубчатых шестеренок, когда они сцеплены для работы. Шплинты можно заменить простыми гвоздями или шпильками.
Станина может быть своими руками выполнена без чертежа в форме скобы из листа или трубы квадратного сечения. Ширина скобы определяет длину валов. Шестеренки ищем на свалке подержанных мотоциклов. Валы вытачиваем уже под готовый внутренний диаметр шестеренок. Под передний подшипник прижимного вала устанавливаем подвижную опору, чтобы проще было вынимать материал.
Но основное внимание при изготовлении станка своими руками нужно уделить вытачиванию и полировке роликов. Можно сразу сделать несколько пар различных профилей.
Своими руками можно сделать зиговочный станок на электрическом приводе. Вся механика остается такой же, но дополняется двигателем-редуктором. Высокая мощность не требуется, достаточно будет 200 В и оборотистости около 15 в минуту. Соотношение червячного редуктора должно быть в пределах 1:100. А чтобы освободить руки, станок оснащается педалью.
Видеоролик о электромеханическом зиговочном аппарате с дополнительными приспособлениями и замене роликов на нем:
Применение в производстве и домашних условиях зиговочных станков
С помощью зиговочного оборудования можно соединить цилиндрические элементы, отбортовать кромки и прокатать ребра жесткости деталей при жестяных работах. Подобный способ обработки заготовок из листового металла технологически несложен. Моделей зиг-машин на рынке представлено много, можно выбрать варианты с разными приводами и стоимостью. А если потратить немного времени, создать простой станок можно самостоятельно.
Область применения зиг-машин
Зиговочный аппарат соединяет металлические элементы толщиной от 0,5 до 4 мм. Вначале осуществляют прокатывание замка, затем проводят соединение деталей. Если требуется, замок осаживают вручную.

Используют зиговочный станок для обработки изделий из листового металла. Они позволяют:
- изготавливать трубы, отливы и другие промышленные элементы в форме цилиндра;
- обрабатывать обечайки;
- проводить теплоизоляцию трубопроводов;
- создавать гофрированные изделия.
Применяют зиг-машины при кровельных работах по металлу.
Основной плюс зиговки в том, что металл не нагревают, а значит, меньше риск деформации изделия. Кроме того, экономится электроэнергия и расходные материалы.
Типы зиговочных станков
Основное различие зиг-станков – в типе привода. Он может быть:
- ручным;
- электрическим;
- гидравлическим.
Существуют и современные зиговки с ЧПУ. Такой тип управления позволяет полностью автоматизировать процесс, намного ускорить его и повысить производительность.
Станок с ручным приводом способен обработать листы металла не толще 1,2 мм. Закрепление детали и вращение валов производят особыми ручками. Прикрепляется зиговочная машина к рабочему столу с использованием струбцины. Основные плюсы ручного оборудования в том, что оно мобильно и компактно.
Минусом можно считать повышенные требования к умениям оператора. Необходимо обладать определенными навыками, чтобы в одно время и двигать ручку, и держать деталь в нужном положении. Ручные зиговочные станки подходят для небольших производственных цехов либо высотного монтажа.

Зиговочный станок с электрическим или гидравлическим приводом может согнуть листы металла толщиной до 4 мм. Такие машины используют в больших производственных цехах. Зиговочный электрический станок работает за счет двигателя, скорость меняется с помощью преобразователя частоты. Его удобство в том, что руки работника свободны, а управление ведется педальным способом либо с пульта. Это повышает производительность, что очень важно для производств с большим объемом выпускаемых изделий.

Зиговочная машина гидравлического типа может быть только стационарной. Прижимной вал опускают с помощью гидравлического цилиндра, а ролики двигает электромотор. Такой зиговочный механизм удобен для работы с толстыми листами металла. Эти станки высокопроизводительны и потребляют мало электричества, поэтому в какой-то мере могут конкурировать и с машинами, оснащенными ЧПУ.

Конструктивные особенности зиг-машин
Один зиговочный аппарат конструктивно не слишком отличается от другого. Их основные элементы – валы – расположены горизонтально, вертикально либо под наклоном. На валы насаживают формирующие ролики, а между ними закрепляют обрабатываемую деталь. Благодаря противоположному движению главных элементов, на металле появляются равномерные углубления. С их помощью и производится необходимое соединение.
Выбирая зиговочный станок, нужно обращать внимание на следующие технические характеристики:
- тип привода;
- поперечник и вылет роликов;
- число прилагаемых пар этих деталей;
- допустимую толщину металла;
- размер станка.
Самые маленькие ролики в поперечнике – 50 мм, их количество варьируется от четырех до шести пар.
Важный показатель – вылет роликов. Лучше приобретать станок с максимальным вылетом – до 350 мм. Это расширит возможности зиговочного оборудования.
Допустимая толщина листа металла – от 0,5 мм до 4 мм. Зиговочная машина много места не займет (за исключением станков с ЧПУ). Весить такой аппарат может от 17 до 300 кг.
До начала работы обрабатываемую деталь фиксируют между валами и проворачивают ручку. На ручных аппаратах из-за их невысокой мощности может понадобиться пропустить заготовку через ролики несколько раз.
Маркировка выпускаемых роликов
От выбора рабочих роликов зависит глубина и форма зиговочного шва. Как используют насадки в зависимости от назначения:
| Маркировка | Что можно делать с помощью подобных роликов | Область применения |
| V | Оформлять кромки деталей, накатывать проволоку | Для изготовления изоляционных коробов и труб |
| E, EV | Гофрировать края труб для уменьшения поперечника | Для создания раструбных сопряжений в вентиляции и водостоках |
| S | Создавать стопорные и жесткие ребра | Для производства различных деталей из листового металла |
| SK | Выполнять широкие прямоугольные ребра | Для фиксации резиновых уплотнителей в круглых трубах вентиляции |
| BS, F | Делать двойную фальцовку вертикальных замков с выбранной высотой отбортовки | Для соединения заготовок из листового металла, кровельных работ |
| BC | Отгибать кромки плоских элементов | Для отбортовки прямоугольных деталей воздуховодов и создания округлых заглушек |
| BB | Отбортовать кромки врезок | Для создания врезок различной формы и вертикального замка на разных деталях |
| KB | Осадить вертикальный замок | Для изготовления элементов магистралей по сливу воды и отводу воздуха |
| BD | Отбортовать края деталей | Для создания длинных трубопроводов круглого сечения |
| ZB, ZA | Закатать проволоку по краю трубы | Для увеличения жесткости труб из тонкого металла |
| KA | Соединить круглые патрубки с последующей точечной сваркой | Для производства воздуховодов и дымоотводов малыми партиями |
| AV | Герметично соединить врезки винтовым методом | Для изготовления вентиляционных заготовок |
| DIN 71550 | Выполнить полукруглые ребра | Для создания поперечников, на которые крепится гибкий шланг |
| M | Резать трубы по поперечнику | Для производства любых трубопроводов |
Для выполнения некоторых операций требуются дополнительные детали. Например, отрезка может проводиться, только если дооснастить ролики параллельным прижимом вальцов. Для вырезки колец нужен специальный держатель. Чтобы отбортовать внешние срезы круглых отверстий понадобится полукруглый упор.
Изготовление станка в домашних условиях
Покупать профессиональный зиговочный станок стоит, если работать с листовым металлом приходится часто. Для редких домашних работ экономичнее будет собрать станок в домашних условиях самостоятельно. Для этого нужно найти подходящие чертежи в интернете или книгах, а также необходимые детали. Для простейшего аппарата потребуются:
- корпус аппарата;
- ограничительный щиток;
- колеса для зубчатой передачи;
- кронштейн;
- рабочие валы;
- формирующие ролики;
- цилиндр-хвостовик.
План сбора оборудования
Корпус изготавливают со съемной крышкой и защитным кожухом из металла толщиной до 5 мм. Его высота зависит от размера валов, плюс нужно учесть расстояние между ними. Чтобы свободно поднимать прижимной вал, понадобится не менее 2,5 см.
Для закрепления устройства понадобится станина высотой около 25 см и шириной по размеру корпуса. Ее делают из двух пластин металла, сопряженных в T-образной форме. Крепление аппарата производится специальным стопорным винтом, цилиндрический хвостовик должен войти в чашку кронштейна, вокруг которого поворачивается корпус машины.
Зубчатые колеса обычно берут от старых мотоциклов. А валы вытачивают под их внутренний диаметр. В нижнем рабочем валу нужно просверлить отверстие для ручки. Саму ручку можно сварить или использовать деталь от обычной мясорубки. Под передний подшипник прижимного вала подставляют подвижную опору для более простой выемки материала.
Роликовые детали придется вытачивать самостоятельно. Тем, кто часто применяет зиговочное оборудование, стоит подобрать для этих элементов закаленную сталь. Стоит сразу выточить несколько пар разного профиля. После вытачивания их нужно будет хорошо отполировать. Главный поперечник каждой детали обязан соответствовать расстоянию между центрами колес с зубцами при рабочей сцепке.
Отверстия под роликовые элементы высверливают в центре ограничительного щитка из металла. В среднем его длина составит 18 см, ширина – 12 см, толщина – 3 мм. Ролики фиксируют шплинтами, под которым сверлятся отверстия. При этом учитывается длина самих роликов и толщина шайб. Шплинты реально заменить шпильками либо даже обычными гвоздями.
Электрический зиговочный станок
В домашних условиях можно создать и электрический зиговочный станок. Механическая часть аналогична ручному изделию, но вращение роликов будет осуществляться с помощью электрического привода. Станок оснащают редукционным двигателем с мощностью в 200 B и 15 оборотов в минуту. Соотношение червячного редуктора – до 1:100. Приводить оборудование в движение можно с помощью педали, например, от старой швейной машины.
Зиг-станок позволит соединять металлические элементы в тех случаях, когда сварка невозможна или неэкономична. Производить зиговку в домашних условиях довольно просто и для этого не требуется специальных знаний либо дополнительных расходных материалов.
Видео по теме: Зиг машина своими руками
Зиговочные машины
Зиговка листового металла: технология и оборудование
Зиговкой (или зигованием) называют работы по изготовлению поверхностного рельефа на металле при помощи непрерывно вращающегося инструмента – пары роликов. Профиль получаемых зигов соответствует профилю роликов, а для обработки могут быть использованы как плоские, так и объёмные заготовки (характерный пример — цилиндры).

Преимущества процесса и рациональные способы его применения
Формовка поверхностного рельефа на заготовке не носит ударного характера и может выполняться на прессовом оборудовании, но прессам необходим неспециализированный инструмент – штампы, а особенность схемы работы гибочных механических установок предполагает стадию холостого хода, когда ползун машины перемещается в своё крайнее верхнее положение. Поэтому зиговка на ротационных машинах имеет явные технологические превосходства:
- Простота конструкции зигмашин, а, следовательно, их небольшая цена и низкая ремонтная сложность.
- Компактность оборудования (ряд фирм успешно конструирует и производит мобильные зиговочные станки с ручным приводом).
- Процесс зиговки ротационным инструментом отличается весьма низкими энергозатратами при работе, поэтому оборудование потребляет мало электроэнергии.
- На зигмашине обработка металла может выполняться непрерывно, а потому оборудование пригодно для пластического деформирования длинных листов и полос, притом – даже в автоматическом режиме.
- Технологические нагрузки на инструмент для зиговки невелики. Поэтому его стойкость позволяет длительную эксплуатацию до своего восстановления. Один и тот же комплект можно в результате перешлифовки на новый размер использовать повторно.
Особенно эффективны зиговочные станки в мелкосерийном производстве, когда на одной и той же установке путём простой замены инструмента можно изготовить разные детали. В частности, на зигмашинах типа ИВ2714 успешно выполняют работы по фальцовке трубчатых соединений, производят местное профилирование, наносят периодический рельеф и даже отрезают отдельные фрагменты ленты/полосы после деформирования. Зиговка повсеместно используется также при работах с элементами вентиляционных систем.

Классификация и конструктивные решения зиговочных станков
Такое оборудование (часто называемое также зигмашинами) различают по следующим признакам:
- По типу привода. Выпускаются зигмашины с электроприводом, и с ручным приводом.
- По количеству пар роликов для зигмашин – с двумя (ИВ2714, ИВ2716) и четырьмя.
- По способу управления – педалью или с применением кнопочной станции.
- По мощности и толщине обрабатываемого металла. На ручных станках (например, на станке зиговочном ручном модели Stalex RM08) нельзя выполнять зигование заготовок толще 1…1,2 мм, в то время, как на приводном оборудовании выполняется обработка стали и большей толщины – до 4 мм.
- По наличию или отсутствию узла реверсирования привода на зигмашине (в первом случае можно выполнять калибрующую зиговку рельефа, которая часто требуется при обработке продукции, сделанной из высокоуглеродистых сталей). Подобные возможности оговариваются в паспорте.
Наиболее популярными моделями зигмашин с электроприводом являются двухроликовые машины серии ИВА 27_ _ с горизонтальным расположением шпинделей. Зиговочные станки электромеханические производятся в соответствии с техническими условиями ТУ 2-041-94, и включают в себя следующие узлы:
- приводной электродвигатель;
- двухступенчатый редуктор типа рм;
- опорного вала;
- промежуточной зубчатой передачи;
- пневмоцилиндра (или гидроцилиндра), управляющего перемещением верхнего рабочего ролика;
- рычажного привода нажимного вала;
- пары роликов;
- механизма упора (для зиговки штучных заготовок);
- узла подачи.
- системы управления (педаль, кнопка).

Зиговочная машина электромеханическая действует так. При включении двигателя крутящий момент через понижающий редуктор и промежуточную передачу передаётся на нижний опорный ролик, на который до упора подаётся заготовка, предварительно прошедшая через узел правки. При включении рычажной системы с пневмоприжимом оснастки последняя подаётся до контакта с поверхностью заготовки, после чего упор откидывается, и датчик движения включает силовую подачу полосы в отрегулированный зазор. Производится формообразование рельефа, соответствующего профилю инструмента. При необходимости работ по калибровке полученного профиля вращение двигателя реверсируют, либо выполняют повторную зиговку, несколько уменьшая значение рабочего зазора. Для извлечения готового изделия из рабочего пространства зигмашины достаточно вернуть инструмент в своё верхнее положение посредством включения цилиндра на обратный ход.
Зиговочная машина ИВ2716 может работать в составе поточной линии профилирования, работают в автоматическом режиме, причём в качестве исходной заготовки используется лента или длинная полоса металла. Для облегчения съёма готовой детали станок дополнительно оснащается либо рулонным наматывателем, либо качающимися рычагами сброса, управление которыми производится от кулачков, устанавливаемых на свободном конце опорного вала.
| Модель | Максималь-ная толщина обрабатывае-мого металла, мм | Вылет станины, мм | Максима-льная скорость зиговки, м/с | Минималь-ная скорость зиговки, м/с | Суммарная мощность привода, кВт | Дополнитель-ные возможности |
| ИВ 2714 | 2,5 | 400 | 0,283 | 0,045 | 4,35 | Рольганг, устройство для круговой резки |
| ИВ 2716 | 4,0 | 500 | 0,283 | 0,055 | 5,3 |
Неприводные зиговочные станки
Зиговочная машина ручная эффективна и востребована потому, что энергоёмкость зиговки весьма мала, поскольку усилие процесса прикладывается по дуге контакта с обрабатываемым металлом, а не по все поверхности заготовки одновременно. Мобильные устройства для зиговки обычно оснащают прецизионными подшипниками качения, которые существенно снижают фрикционные потери в приводе, а также удобная для эксплуатации станина со свободным доступом к оснастке с любой стороны.
Зиговочный станок ручной работает следующим образом. Вначале при помощи регулировочного винта выставляют на требуемое значение ограничительную рамку (в ручных станках она выполняет роль упора). Затем рычагом поднимают нажимной инструмент на высоту, достаточную для того, чтобы заготовка вошла в зазор. Вращая основную рабочую рукоятку, прокатывают изделие, одновременно поджимая винтом инструмент по расстояния, равного нужной глубине зига/профиля. При необходимости операцию повторяют, до достижения заданных чертежом размеров. Потом верхний вал приподнимают, и снимают полученное изделие. Оборудование для зиговки с ручным приводом, в отличие от зиговочных машин с электроприводом, не требует своей установки на специальный фундамент.

Ролики зиговочных станков
На профильном сегменте рынка популярны следующие производители ручных зигмашин:
- Tapco (США). Производитель позиционирует свою технику для возможности её эксплуатации в любых атмосферных условиях, для чего рабочая зона снабжается предохранительным щитком, а все корпусные детали изготовлены из нержавеющей стали. Поэтому переносной зиговочный станок от Тарсо отличается наибольшей ценой.
- Stalex (КНР). Станок зиговочный ручной модели Stalex RM08 чрезвычайно компактен, и может устанавливаться на обычный слесарный верстак. Комплектуется набором съёмных роликов, но может обрабатывать металл толщиной до 0,8 мм. К сожалению, китайское оборудование отличает невысокое качество инструментальной стали (обычно высокостойкие ролики для зигмашины следует сделать из сталей Х или ХВГ), а также отсутствие сети сервис-центров на территории нашей страны.
- Metallmaster (Польша). Зигмашины этого производителя занимают среднюю ценовую нишу. В отличие от предыдущего производителя, станок TZ-12 от Metallmaster снабжён устойчивой станиной, и отличается более широкими технологическими возможностями.
Зиговочная машина что это такое? – О металлообработке, инструментах и станках
Зиговочный станок требуется для бытовых задач не часто, но иметь представление о таком оборудовании стоит. Все подробно рассказано в статье и видео!
- По типу
- Особенности обработки
- Технология гальванического цинкования металла
- Основные характеристики зиговочных машин
- Сфера применения
- Разновидности
- Предназначение зиговочных станков
- Как работать с зиговочной машиной
- Эксплуатация
- folloart
По типу
от 419 BYN
от 71 668 KZT
от 13 282 KGS
от 82 905 AMD
от $170
от 144 €
от 2 210 BYN
от 377 454 KZT
от 69 955 KGS
от 436 635 AMD
от $899
от 761 €
от 8 585 BYN
от 1 465 631 KZT
от 271 632 KGS
от 1 695 429 AMD
от $3 491
от 2 958 €
от 57 423 BYN
от 9 803 236 KZT
от 1 816 879 KGS
от 11 340 295 AMD
от $23 353
от 19 787 €
от 30 439 BYN
от 5 196 601 KZT
от 963 110 KGS
от 6 011 381 AMD
от $12 379
от 10 489 €
от 244 BYN
от 41 696 KZT
от 7 727 KGS
от 48 234 AMD
от $99
от 84 €
Ролики BRI Svarcove
от 207 BYN
от 35 504 KZT
от 6 580 KGS
от 41 071 AMD
от $84
от 71 €
от 71 BYN
от 12 135 KZT
от 2 249 KGS
от 14 038 AMD
от $28
от 24 €
Особенности обработки
Для рифления поверхности тонколистового проката используются специальные зигмашины. Это устройство оснащенное парой валов, которые при вращении давят на металл, образуя канавки заданного размера и конфигурации. Заготовка может быть как плоской, так и объёмной, помимо рифления производится резка и отбортовка листовых заготовок.
Зигмашина может иметь ручной, электрический или гидравлический привод. Принцип действия для любого привода одинаков, но есть различия в толщине заготовки. Для ручного привода данный параметр находится в пределах от 0,3 до 1 мм, для электрических машин максимальная толщина может достигать 4 мм. Кроме того, оборудование различается по расположению валов, которое может быть горизонтальным, наклонным или вертикальным.
Технология гальванического цинкования металла
Одним из популярных видов цинкования является гальваническое цинкование. Согласно технологии, электрохимический процесс протекает в специальном барабане. В результате получают белое, голубое, радужное или матово белое покрытие толщиной 10–20 мкм. Из-за столь малой величины покрытие используется в основном с декоративной целью.
Достоинствами гальванизации металла можно считать равномерность покрытия, его хорошие декоративные свойства, точность размеров и высокая производительность метода. Среди недостатков выделяются слабые защитные свойства и, соответственно, низкая устойчивость к коррозии, а также высокая вероятность повышения водородной хрупкости металла, обусловленная анодированием.

Основной сферой применения данного метода является обработка крепежных деталей, стальной сетки и гвоздей с целью защиты от коррозии. Выбор технологии гальванизации объясняется низкой себестоимостью процесса, высокой производительностью агрегатов, выполняющих обработку, и достаточным уровнем защиты крепежа.
Технология электролитического цинкования основывается на электролизе.
Сутью данного химического процесса является погружение стальных деталей в ванну с электролитом и чистым цинком. Затем к стальным деталям и к цинку подводится ток при помощи электродов. Цинк находится в специальных сетчатых секциях в виде шаров, пластин или любой другой формы.
В процессе электролиза происходит растворение цинка (он является анодом). В результате ионы цинка оседают по всей поверхности стальной детали, создавая гальваническое покрытие. Его толщина может варьироваться от 4 до 20 мкм.
Растворение анода в процессе электролиза вызвано пропусканием электротока с катодной плотностью 1-5 А/дм.
Технология гальванического цинкования металла может выполняться тремя способами: щелочным, цианидным и кислотным.
Самой распространенной технологией является цинкование в слабокислых электролитах. При помощи данной технологии достигается хороший внешний вид цинкового покрытия и высокая степень укрываемости. Помимо этого, снижается водородная хрупкость металла. Это касается углеродистых и легированных сталей. Посредством метода гальванизации можно обрабатывать чугунные и стальные изделия сложной формы.
Технология предусматривает предварительную очистку поверхности от смазки, коррозии, окалины. Затем следует процесс нанесения цинкового покрытия. Для закрепления его осветляют (травят в слабом растворе азотной кислоты) и проводят пассивацию, в результате которой цинковое покрытие становится более стойким к негативному воздействию окружающей среды, также повышаются его декоративные качества (придается блеск и нужный цвет).
Основные характеристики зиговочных машин
Оборудование для зиговки металла обладает широким спектром характеристик:
- Тип привода – ручной, гидравлический и электрический.
- Диаметр роликов – от 50 мм.
- Вылет валков – до 350 мм, подбирается в зависимости от вида работ.
- Дополнительные пары роликов. В зависимости от конструкции может быть 4, 6 или 9 пар.
- Толщина обрабатываемой детали – от 0,3 до 4 мм.
- Вес оборудования – от 10 до 300 кг в зависимости от типа и мощности.
Практически все, даже наиболее мощные, зиговочные машины имеют сравнительно компактные размеры, что позволяет использовать их в небольших цехах и мастерских.
Сфера применения
Зиговка металла применяется при жестяных работах с деталями цилиндрической формы, чаще всего для создания замковых соединений, а также для обработок кромок листового железа.
- в производстве вентиляционных каналов и водоливных труб;
- для изготовления замков на стальных изделиях из тонкого листа;
- при производстве теплоизоляции трубопроводов;
- для обработки обечаек;
- при резке и развальцовке труб водостока при монтаже систем ливневых систем кровли;
- при производстве фасонных элементов вентиляции;
- гофрирование поверхностей цилиндрических тонколистовых деталей;
- при изготовлении комплектующих для вентиляции и во многих других случаях.
Широкое применение получили ручные зиговочные машины, позволяющие работать с тонкостенными трубами и обечайками с толщиной стенок до 1-1,25 мм. Для работы на ручном станке достаточно двух человек – оператора и рабочего вращающего привод. Это удобный и недорогой вариант для единичного и мелкосерийного производства, для работы в полевых условиях, например при ремонте теплотрасс. Ручная зигмашина весит порядка 10 кг, легко переносится и не требовательна в обслуживании.
Разновидности
Зиговочные станки разделяются зависимо от разных факторов. По типу приводов:
- Ручные. Простые конструкции, которые начинают работать после приложения физического усилия. Положение роликов изменяется вручную. Зиговка ручная не используется для работ с толстым металлом.
- Электрические. По мощности эти модели считаются средними. Валы вращаются благодаря электродвигателю. Электромеханические зиговочные машины дороже ручных, но на них можно обрабатывать листы большой толщины.
- Гидравлические. Мощное оборудование. Особенность гидравлических станков — надежный прижим роликов. Недостаток — крупные габариты, большая масса.
Отдельная классификация относится к размерам, массе оборудования. Существуют компактные, переносные модели, которые легко транспортировать. Для предприятий были разработаны крупногабаритные машины, которые подходят для серийного производства.
Предназначение зиговочных станков
Перед тем как создавать станок своими руками следует уделить внимание его предназначению, так как это определяет конструктивные особенности. Зиговальный станок используется для соединения деталей, которые изготавливаются при использовании металла толщиной 0,5 — 4 миллиметров. Процесс производства выглядит следующим образом:
- Первый этап представлен созданием замка.
- После создания замка воздействие, создаваемое станком, позволяет соединить детали.
Зиг машина самодельная может использоваться для решения нижеприведенных задач:
- Производство труб и иных изделий из листового металла.
- При проведении кровельных работ.
- Во время проведения работы по теплоизоляции труб.
Использовать свой станок можно для отбортовки, гофрирования и зига.
Достаточно часто можно встретить вопрос – чем подобный метод обработки отличается, к примеру, от сварки. Главное отличие заключается в том, что при сварке оказывается воздействие высокой температуры, вследствие чего возникают внутренние напряжения и деформации, и эксплуатационные свойства материала существенно изменяются. При этом соединение, полученное путем сварки, имеют прочность намного ниже, чем при зиговке.
Как работать с зиговочной машиной
Для резки, вальцовки, накатки нужного рельефа необходимо:
- Подобрать и установить ролики для выполнения требуемой операции.
- Разместить деталь или заготовку на нижнем ролике и прижать ее верхним.
- Установить упор на требуемую глубину.
- Зафиксировать заготовку прижимными винтами.
- Запустить вращение.

Работа на зиговочном станке
Накатка или резка осуществляется давлением пары роликов на обрабатываемую поверхность. Если рельеф требуемой глубины не получается с первого раза, требуется повторить операцию.
При выполнении работ на зиговочном станке требуется соблюдать безопасность и общие требования охраны труда.
Эксплуатация
Для самодельных, покупных моделей зиговочных машин существует ряд правил по эксплуатации:
- Проверять целостность роликов, зубчатых колес, расположение валов перед началом работ.
- Провернуть несколько раз ручку без заготовки, чтобы исключить дефекты.
- Держать руки как можно дальше от зоны обработки. Не использовать одежду с длинными рукавами.
- Не пытаться соединять детали большой толщины. Излишние усилия приведут к порче материала, поломке оборудования.
- Не перегружать электродвигатель.
- Смазывать подвижные элементы машинным маслом не реже чем два раза за месяц.
- Проверять точность выставления заготовки между роликами.
Зиговка металла — простой процесс, который может провести любой человек.
Зиговочные машины по металлу используются для проведения разных технологических процессов. С их помощью можно соединять металлические трубы, усиливать прочность отдельных деталей. Для дома можно изготовить самодельный ручной станок, изготовленный своими руками.

