Литье бронзы в домашних условиях
Литье из бронзы – понятно о технологии процесса
Художественное литье из бронзы представляет собой настоящее искусство, которое зародилось задолго до наступления нашей эры. Не кануло оно в небытие и в наши дни.
1 Красота и роскошь изделий из бронзы
Считается, что первая технология литья из бронзы простейших украшений и разнообразных предметов появилась около 12 тысяч лет тому назад. Уже в те далекие годы наши предки умели создавать бронзовые изделия, многие из которых были по-настоящему великолепными. С каждым веком методики литья из бронзы улучшались.
На сегодняшний день технологии такого процесса разработаны до совершенства. Причем роскошные изделия из бронзы в наши дни можно получить и на заводах, и в домашних условиях.

Бронзовые литые конструкции современности вызывают у человека с художественным вкусом ассоциации с аристократическими интерьерами средних веков, барочным шиком, искусством античных времен. Бронза, а также еще один сплав меди – латунь, являются идеальными материалами для создания интерьерных и монументальных шедевров, которые могут украсить любой дом.
Отметим, что максимальную популярность бронзовое и латунное литье обрело в эпоху классицизма и европейского барокко. Именно мастера тех столетий научились создавать изысканные и роскошные композиции, используя латунь и бронзу. Мы и сейчас можем любоваться ими, осматривая вживую или на видео Санкт-Петербургский Екатерининский дворец, залы и сады французского Версаля, другие шедевры прошедших веков.

Сейчас латунь и бронза активно используются для изготовления:
- элементов интерьера;
- ворот и заборов;
- скульптур и сувениров;
- барельефов и бра;
- решеток и лестничных ограждений.
Многие из этих и другие изделия легко производятся в домашних условиях, некоторые можно изготавливать исключительно в заводских.
2 Первые этапы технологии художественного литья
Сначала создается эскиз бронзовой конструкции при помощи подготовленных художников и дизайнеров. На его основании разрабатывается рабочий чертеж, по которому изготавливают отливочную модель, которая требуется для формирования в литейной форме отпечатка (контуров) будущего изделия.
Модели для художественного литья выполняются из слоновой кости или дерева (сосна, ольха, бук, липа), реже из пластика или гипса. На их поверхность обязательно наносят шпаклевку, грунтовку и несколько слоев специального лака, чтобы она была ровной и максимально гладкой.

Конструктивно же модели бывают следующих типов:
- Разъемные – сборные конструкции из отдельных элементов, которые можно разъединить после извлечения из формы по плоскости либо по сложной поверхности.
- Неразъемные – монолитные изделия, чаще всего используются в домашних условиях (при ручном литье).
- Специальные – скелетные либо формовочные шаблоны. Их применяют, когда из бронзы изготавливаются сложные конструкции.
После получения нужной модели приступают к производству литейной формы. Это долгий и трудоемкий процесс, выполняемый при помощи особых формовочных композиций (глина плюс кварцевый песок), приспособлений и специального инвентаря.

Литейные формы подразделяются на много- и одноразовые. Их наполняют расплавленной бронзой (смотрите видео), которая при остывании образует отливку, идентичную форме созданной модели.
Формовочная композиция при уплотнении удерживается двумя опоками – полуформами, составляющими одну литейную форму. В эти опоки обычно заливают подобранные комбинации различных неорганических и органических веществ. В домашних условиях рекомендуется применять небольшие опоки (по геометрическим параметрам и весу). А вот на крупных предприятиях, занимающихся художественным литьем, как правило, используют более «масштабные» полусферы.
3 Заливка, выбивка и обрубка литейных форм
После того, как будет осуществлена формовка, приступают к подготовке расплава, который требуется для заливки формы. Его получают в дуговой, тигельной либо пламенной печи (видео).
В чистом виде металлы при художественном литье практически никогда не применяются. В большинстве случаев используются сплавы меди с оловом, свинцом, магнием, алюминием, цинком (пропорции элементов подбираются индивидуально), а также литейный серый чугун.

Как только металл полностью расплавляется в печи, форму можно сразу же заполнять. Данная процедура длится буквально пару минут, но для операции отливки и результатов литья она имеет важнейшее значение. Если процесс выполняется с нарушением технологии, в заливке могут образоваться шлаковые раковины, спаи, пригары, серьезные недоливы. Заполнение форм в небольших мастерских и в бытовых условиях производится при помощи специальных «ложек» – ручных металлических ковшей.
После охлаждения отливки до заданной температуры (она может варьироваться) следует процедура выбивки. Выполняют ее молотком и клещами, просто-напросто разрушая форму (если применяется одноразовая форма). На литейных заводах чаще применяются многоразовые формы, разбивать которые не нужно.

За выбивкой производится процедура обрубки. Она также важна, так как на поверхности отливки появляются выпоры, всевозможные литники, заливы и прибыли. Все эти дефекты необходимо удалить, чтобы обеспечить высокое качество готового бронзового изделия.
4 Финальные этапы художественного литья
К поверхности отливок при их обработке нередко пригорают остатки формовочной композиции. Их удаляют посредством грубых щеток из металла. Если же нужно очистить очень тонкое и изысканное изделие, обычно используют проволочные механические щетки.

Для улучшения качества полученных предметов из бронзы, кроме того, применяют чеканку. На отливке почти нереально получить изображение безупречного качества – рисунок нередко трудно назвать четким и идеальным.
Справиться с этой проблемой как раз позволяет доводочная операция чеканки. Она может занимать немало времени – чем более ажурное и тонкое изделие отливалось, тем дольше она будет выполняться. Также готовые изделия при необходимости покрывают патиной, серебром, позолотой, никелем.

Если отливалось составная бронзовая конструкция, ее элементы соединяют. Причем сборка изделия производится таким образом, чтобы гнезда на одних составляющих частях совпадали с замками на других (мастер обязательно маркирует их).
5 Центробежное литье и его технология
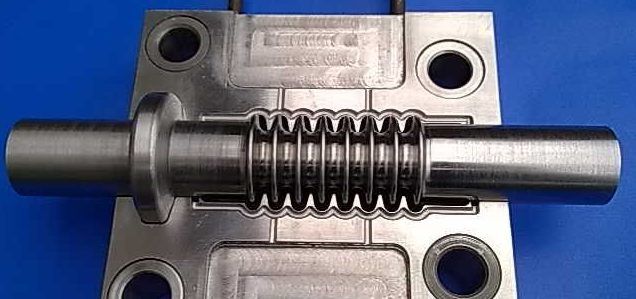
Несколько слов скажем и о том, что собой представляет центробежное литье, с помощью которого получают разные по назначению бронзовые детали с высоким уровнем износостойкости (червячные колеса, шестеренки, обечайки, втулки, фланцы, кольца, вкладыши и так далее).
Под таким процессом понимают производство отливок в формах из металла под действием центробежных сил. Они отбрасывают заливаемый металлический расплав к стенкам формы, в результате чего и получается требуемая отливка (после затвердевания горячей композиции).

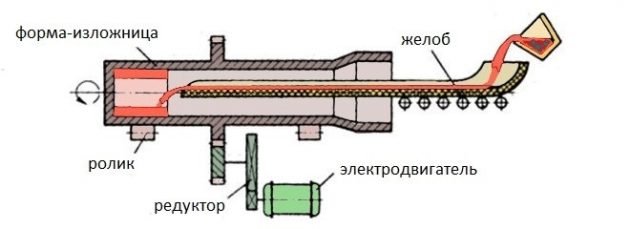
Центробежное литье осуществляется на специальном машинном оборудовании – вертикальном либо горизонтальном, в зависимости от того, как располагается ось вращения литейной формы. Особых конструктивных различий между такими агрегатами нет. Они состоят из тигеля для плавления бронзы, желоба, по которому подается расплав, корпуса, изложницы, электродвигателя, шкивов и валов, а также клиноременной передачи.
Центробежное литье имеет множество достоинств, которые не могут обеспечить другие литейные технологии.
Самостоятельное литье бронзы
Литье бронзы в художественном стиле является настоящим произведением искусства. Это направление работы с металлом зародилось еще до нашей эры, но при этом оно не забыто и сейчас.
Постепенно технология художественного литья из бронзы совершенствовалась. Создавать причудливые изделия из бронзы специалисты могут как в домашних условиях, так и на заводском производстве.
Литые из бронзы конструкции ассоциируются с аристократическим убранством Средних веков.
Пик популярности бронзовое литье получило в эпоху европейского барокко и классицизма. Мастера того времени создавали роскошные и изысканные композиции из бронзы, которыми люди любуются и по сей день.
Сейчас бронзу используют в различных целях, в большинстве случаев для изготовления скульптур и сувениров, лестничных ограждение и решеток, элементов интерьера, люстр и бра, заборов и ворот.
Общая характеристика металла
Бронза – это сплав меди в сочетании с оловом, реже в качестве дополнительного элемента используется кремний, свинец или алюминий. В зависимости от процентного соотношения металлов бронза приобретает различный цвет.

Базовые показатели этого материала обусловили его широкое применение в различных направлениях. Бронза отличается следующими свойствами:
- высокая прочность;
- износостойкость;
- низкий уровень коррозии;
- простота обработки;
- паростойкость;
- высокая тепло и электропроводность;
- устойчивость к различным повреждающим факторам. К ним относится и влияние окружающей среды.
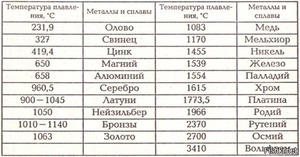
По сравнению с другими аналогичными сплавами бронза отличается особой прочностью и стойкостью. Температура ее плавления 1000–1100 градусов.
Специалисты по работе с металлом используют два варианта бронзы: с содержанием олова и без него. Ко второй группе относятся такие типы бронзы:
- свинцовый – обладает высоким уровнем стойкости и устойчивости;
- бериллиевый – этот сплав характеризуется наибольшей стойкостью и прочностью, превосходя показатели стали;
- кремниецинковый – обладает наиболее высокой текучестью в расплавленном состоянии;
- алюминиевый – наиболее стоек перед различными раздражителями, особенно химическими.
Несмотря на хорошие показатели, оловянный тип бронзы получил самое широкое распространение. Особенностью бронзового литья является небольшой процент усадки, поэтому его часто используют для изготовления деталей, требующих точного соблюдения размера.
Поэтому такие изделия после отливки нуждаются в минимальной обработке, так как они имеют гладкую поверхность и четкие контуры. Это качество металла проявилось и в художественном литье, а также в отрасли машиностроения для изготовления различных деталей.
Технология изготовления художественных изделий из бронзы
Художественное литье из бронзы является популярным способом изготовления различных предметов интерьера:
- статуэток;
- сувенирных часов;
- гербов;
- письменных наборов.

Процесс литья бронзы трудоемкий и многоэтапный, но изделия из него отличаются хорошим внешним видом и качеством и поэтому пользуются популярностью.
Перед тем как изготовить то или иное изделие необходимо создать эскиз будущей конструкции. Эта работа выполняется художником и дизайнером. Разработанный ими рабочий чертеж является основанием для изготовления отливной модели, по которой будет формироваться опечатка будущего изделия.
Модели, используемые для художественного литья из бронзы и латуни, изготавливаются из таких материалов, как дерево или слоновая кость. Пластик или гипс для этих целей используется реже. Поверхность деревянной или слоновой модели обязана быть обработана шпаклевкой и грунтовкой.
После наносится специальный лак в несколько слоев. Такие манипуляции необходимы для того чтобы добиться максимально ровной и гладкой поверхности.
По типу конструкции выделяются следующие типы моделей:
- неразъемные – это монолитные изделия, которые применяются для ручного литья при домашних условиях;
- разъемные – это сборная конструкция, состоящая из отдельных разъединяющихся элементов;
- специальные – это шаблоны, которые применяются для литья сложных конструкций.
После изготовления подходящей модели начинается производство литейной формы. Это довольно трудоемкий и долгий процесс, для выполнения которого необходимы формовочные композиции, специальный инвентарь и приспособления.
Сами литейные формы являются как одноразовыми, так и многоразовыми. Они наполняются расплавленным металлом, который после остывания принимает форму, идентичную будущей модели изделия.
Технология литья бронзы состоит из таких этапов:
- изготовления формы;
- расплавление металла;
- заливка;
- выбивка;
- очистка и окончательная обработка отливок.
Изготовление восковой модели для литья из бронзы в домашних условиях
Особенности работы с бронзой в домашних условиях
Сегодня множество красивых изделий изготавливается на основе сплава бронзы. Если есть желание и возможность заниматься этим в домашних условиях, необходимо прежде всего учесть особые характеристики этого материала.
Нужно обзавестись следующими вспомогательными устройствами:
- форма для заготовки;
- щипцы;
- горн;
- тигель;
- древесный уголь;
- печь, которая обеспечит нужную температуру плавления.

Для достижения желаемого результата нужно соблюдать строгую последовательность в выполнении процесса литья бронзы.
Сначала необходимо поместить тигель на печь и заложить в него куски металла. Установив регулятор нагрева, достигается температура плавления, бронза меняет форму. Затем с помощью крючка тигель вынимается из печи, и сплав заливают в специально подготовленную форму.
Так как температура плавления бронзы относительно невысокая специальную печь специалисты рекомендуют заменить паяльной лампой или автогеном.
Одной из наиболее трудоемких процессов в этой работе является формовка – изготовление специальной формы для литья. Для этих целей используются специальные формовочные смеси из глины или кварцевого песка. Важность этого этапа определяется тем, что от него будет зависеть идеальная форма будущего отливаемого изделия.
Рекомендации
Литье бронзы в домашних условиях требует специально оснащенного помещения, где будут храниться не только все инструменты, но и средства личной защиты. Рекомендуется обязательно обзавестись рабочим огнетушителем.
Кроме этого, в целях безопасности в мастерской не должны храниться материалы и вещества, которые легко воспламеняются. Для литья бронзы технология важна еще и потому что это занятие довольно травмоопасное.
Если требуется выполнить отливку тонких металлических изделий, то предпочтение необходимо отдать сплаву из латуни, поскольку она легче плавится.
После полного расплавления металла в печи нужно сразу же заполнить форму. Эта процедура занимает несколько минут. Если на этом этапе будет нарушена технология, то в отливке могут образоваться дефекты в виде недолива, шлаковых раковин.
Если литье осуществляется в домашних условиях, то заполнение формы производится специальным металлическим ковшом. Управление ковшом производится вручную.
После того как отливка охладилась до необходимой температуры необходимо ее выбить. Это манипуляция выполняется с помощью клещей и молотка. Если использовалась одноразовая форма, то нужно просто разломать ее.
На промышленном производстве часто используются многоразовые формы. В этом случае выбивка проводится через разъединение элементов формы. После выбивки проводится обрубка, эта процедура заключается в устранении дефектов с поверхности отливка.
Заключительная обработка
После извлечения из литейной формы изделия, как правило, имеет непрезентабельный вид. Оно имеет различные поверхностные дефекты. Чтобы придать изделию из бронзы нормальное состояние и его нужно очистить шлифовальной машинкой или металлической щеткой.

Помимо очистки, потребуется и чеканка, хотя бронза имеет неплохую текучесть и при заполнении формы с легкостью проходит во все углубления. Тем не менее для того чтобы добиться на изделии четкого рисунка не обойтись без чеканки. Этот этап работы часто занимает долгое время, особенно если изделие имеет ажурные элементы.
Чеканка является наиболее творческим этапом литейной процедуры, и от ее качества будет зависеть окончательный внешний вид изделия. Готовые изделия часто покрывают серебром или позолотой, хромом или никелем. Часто дополнительным слоем покрываются статуэтки.
Изделия, отличающиеся сложностью конструкции, могут отливаться отдельными частями, а не целиком. После, элементы изделия соединяются специальными замками. Рекомендуется маркировать каждую часть, чтобы не спутать замки при сборке.
Видео: Литье бронзы в стальную форму
Технология литья бронзы в домашних условиях
При изготовлении декоративных изделий из металла часто используется бронза. Из этого материала получаются привлекательные изделия, которые длительное время сохраняют приличный внешний вид. Литье бронзы считается одни из самых популярных литейных процессов и применяется сотни лет для изготовления различных изделий из этого металла. Чтобы понимать насколько этот материал подходит для литья и как с ним правильно работать, требуется обладать общей информацией о самом металле и способах его обработки.
 Литье бронзы
Литье бронзы
Общая характеристика металла
Бронза представляет собой сплав, в состав которого может входит олово, медь и другие компоненты. К сторонним примесям относится цинк, алюминий, бериллий, свинец, никель или кремний. Если говорить о составе, бронзу можно разделить на две группы:
- Оловянные сплавы. Материал может состоять из двух и нескольких компонентов. Олово относится ко второму по процентному содержанию компоненту сплава.
- Безоловянные сплавы. В состав могут входить алюминий, свинец, кремний, свинец или бериллий. Эти компоненты изменяют характеристики сплава.
К характеристикам бронзового сплава относятся:
- Плотность. Этот показатель зависит от содержания олова в составе. Среднее число 9,1 кг/куб. см.
- Температура при которой плавится металл. Изменяется в зависимости от компонентов состава. Диапазон 880–1060 градусов по Цельсию.
- Теплоемкость — 0,385 кДж / (кг*К).
- Электропроводность — 0,176 мкОм*м.
При желании изменить какую-либо из характеристик сплава в его состав добавляется определённое количество сторонних примесей.
История технологии
Историки и археологи утверждают, что литье из бронзы начало развиваться более 10 тысяч лет назад. В начале истории появления этого сплава он использовался для производства орудий труда и примитивных украшений. Раньше сплав использовали только в производственных целях. На данный момент бронза используется для изготовления декоративных изделий, заборов, подвижных ограждений, люстр, бра, скульптурных композиций.
Моментом самого главного пика изготовления изделий из бронзы является период европейского барокко. В этот период люди украшали свои дома и поместья декоративными элементами из этого сплава.
Основные этапы
Литье бронзы подразумевает под собой технологический процесс, который требует использование специального оборудования и соблюдения определённых этапов производства:
- В первую очередь подготавливается чертеж будущей заготовки.
- Создаётся примыкание к модели литниковой системы. Для этого производится спаивание или приклеивание.
- Изготавливается литьевая форма из огнеупорных смесей.
- Форма освобождается от модельного состава. Для этого её нагревают паром или опускают в ёмкость с горячей водой.
- Используя центробежную машину, расплавленная бронза заливается в форму.
- Будущей заготовке дают самостоятельно остыть.
Для дальнейшей обработки детали из бронзы форма разбивается. Заготовка промывается с помощью химических составов.
Технологии литья бронзовых изделий
Литье из бронзы можно разделить на несколько видов в зависимости от технологического процесса и использования литейных машин. Для плавки сплава используются индукционные печи. Сам металл покрывается флюсом.
 Изделие из бронзы
Изделие из бронзы
Литье под давлением
В процессе вакуумного всасывания расплавленный металл начинает втягиваться в форму кристаллизатора. Далее начинается охлаждение заготовки, которое происходит от краёв к центру. В качестве кристаллизатора использует емкость с тонкими стенками. Она охлаждается водой. После охлаждения заготовка сама отходит от формы.
Центробежное литье
Центробежное литье бронзы применяется для изготовления деталей цилиндрической и конусовидной формы. К ним относятся уплотнительные кольца, втулки для промышленного оборудование и другие детали. С помощью центробежной технологии изготавливаются червячные колёса и шестерни. Технологический процесс подразумевает под собой вращение формы, благодаря чему расплавленный металл уплотняется.
Художественное литье
Технология художественного литья из бронзы используются в случаях создания декоративных элементов. К ним относятся различные скульптуры, светильники, решётки, ограды, сувенирная продукция. Этапы художественного литья из бронзы:
- Изначально изготавливается чертеж будущей заготовки.
- Далее мастер создаёт форму, в которую будет переливаться расплавленный металл.
- Расплавляется исходное сырье — шихта.
- Форма для литья заполняется расплавленным металлом.
- Процесс охлаждения.
- Извлечение заготовки из формы.
Последним этапом считается очистка и дальнейшая обработка детали. Если конструкция составная, изначально создаются и обрабатываются отдельные детали. После этого они соединяются в одну конструкцию. Швы зачищаются и обрабатываются защитными составами. При правильном выполнении технологического процесса создания декоративных элементов из бронзы, можно избежать ошибок и снижения качества готовой продукции.
Литье в домашних условиях
Опытные мастера металлургии практикуют литье из бронзы в домашних условиях. Для проведения этого процесса требуется приобрести:
- горн;
- щипцы;
- древесный или каменный уголь;
- тигель в котором будет плавиться металл.
В качестве нагревательного элемента для плавки бронзового сплава часто используют газовую горелку. Связано это с тем, что бронзу можно расплавить при небольшой температуре. Так можно сэкономить на покупке индукционной печи.
Создание литейной формы
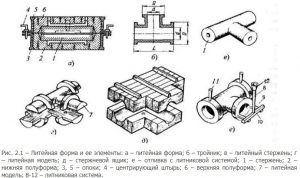
Литье бронзы в домашних условиях требует правильного изготовления форм для литья. Формовочная смесь должна состоять из смеси, песчаника, каменноугольной пыли, глины. Этапы изготовления формы:
- Формовочная смесь засыпается в деревянный ящик, который называется опока. Сверху её утрамбовывают слабыми ударами.
- Далее в формовочную смесь погружается модель будущей заготовки.
- Сверху располагается ещё один ящик (опока). В него засыпается формовочная смесь. Трамбуется.
- Далее мастер разделяет форму на нижнюю и верхнюю половины.
Как правильно залить расплавленную бронзу в литейную форму
Литье из бронзы в домашних условиях требует особой подготовки литейных форм. Из них требуется удалить воздух чтобы получились долговечные отливки без дефектов. Формы необходимо раскрутить в центрифуге с электроприводом. После этого можно заливать расплавленный металл.
Как получить более качественное литье
Качество литья можно повысить. Нужно использовать другой изменённую технологию. При этом используется воск. Из него изготавливают формы, в которые будут заливаться отливки. Можно использовать парафин. Чтобы сделать такую модель, требуется использовать готовую форму, которая нагревается в кипящей воде.
Температура плавления бронзы и особенности литья в домашних условиях
 Температурные показатели, при которых плавится бронза, находятся в зависимости от ее состава. Чтобы самостоятельно производить литье изделий из этого материала, нужно оборудовать свое рабочее место всеми необходимыми приспособлениями и строго придерживаться технологических правил.
Температурные показатели, при которых плавится бронза, находятся в зависимости от ее состава. Чтобы самостоятельно производить литье изделий из этого материала, нужно оборудовать свое рабочее место всеми необходимыми приспособлениями и строго придерживаться технологических правил.
- Разновидности сплавов
- Литье в домашних условиях
- Особенности заливки
- Изготовление отливочных форм
- Технология отливки
Разновидности сплавов
Бронза включает в свою основу медь и легирующие добавки (бериллий, свинец, алюминий, кремний и олово). Во всех ее сплавах присутствуют и такие компоненты как цинк, фосфор и пр. Помимо бронзы современная промышленная индустрия занимается изготовление и иных сплавов из меди — константан, копель, нейзильбер, мельхиор, латунь и т. д.
Количество и тип легирующих компонентов в составе бронзового сплава определяет его химические и физические характеристики, а также расцветку материала.
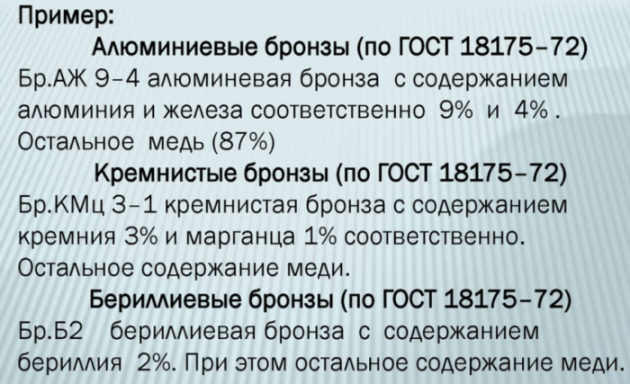
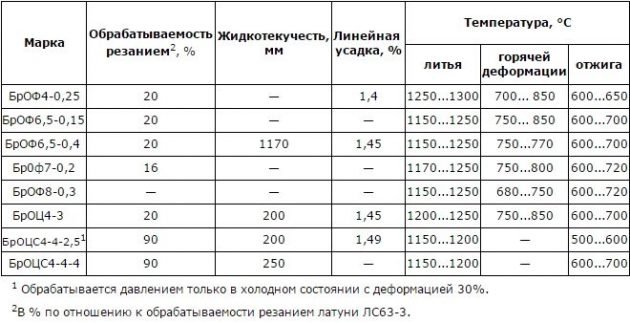
Марки сплавов бронзы, температура плавления которых лежит в пределах от 930 до 1140 градусов Цельсия, имеют свою маркировку. По химическому составу сплавы на основе бронзы классифицируются на:
- Безоловянные;
- Оловянные.
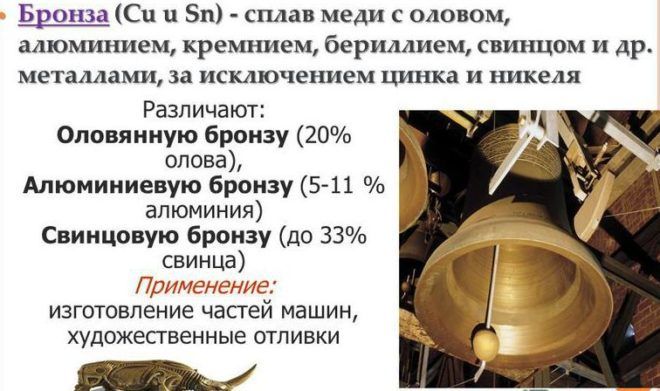
Сочетать олово с медью для получения бронзы люди научились очень давно. Олово делает материал крепче, а также уменьшает его температурные показатели плавления. Ярким примером данной разновидности сплава считается колокольная бронза. В ней содержится двадцать процентов олова и восемьдесят процентов меди. Однако изделия, сделанные на основе колокольной бронзы, характеризуются высокой хрупостью.
Бронзы безоловянного типа, как видно из названия, не имеют олова в составе. Такие сплавы сегодня выделены в отдельные категории бронз:
 Бериллиевые — наиболее крепкие, многими характеристиками превосходят сталь;
Бериллиевые — наиболее крепкие, многими характеристиками превосходят сталь;- Кремне-цинковые — обладают повышенной стойкостью к стиранию (преимуществом таких бронз данной группы считается и то, что будучи расплавленными они имеют высокую текучесть);
- На основе алюминия и меди — отличаются высокой антикоррозийной защитой и прекрасными антифрикционными качествами.
 Бериллиевые — наиболее крепкие, многими характеристиками превосходят сталь;
Бериллиевые — наиболее крепкие, многими характеристиками превосходят сталь;В настоящее время наибольшее распространение имеют бронзы, в состав которых добавлено олово. Для целей маркировки материала независимо от состава применяется обозначение «Бр», после которого указаны используемые добавки и их содержание в материале. Для примера можно произвести расшифровку бронзы «БР ОЦСНЗ-7−4−2-. В этом оловянном сплаве содержится олово, цинк, свинец и никель. Цифры обозначают их процентное содержание в бронзе. Состав любой марки бронзы может содержать и иные элементы, имеющие следующие обозначения:
- А — алюминиевые сплавы;
- Б — сплавы на основе бериллия;
- Ж — обыкновенное железо;
- К — кремниевый элемент;
- Мц — обычный марганец;
- Ф — фосфор.
Литье в домашних условиях
 Для самостоятельной отливки изделий из бронзы, находясь в домашних условиях, необходимо обеспечить подходящие условия. Самые важные момент — эффективная вентиляция в помещении и надежные средства пожарной безопасности. В том случае, если вам нужно сделать небольшие бронзовые изделия, то работу можно выполнить в небольшом помещении. Для габаритных же конструкций лучше воспользоваться гаражом или цехом. Стоит отметить, что напольное покрытие в рабочем помещении обязательно должно быть сделано из какого-нибудь негорючего материала.
Для самостоятельной отливки изделий из бронзы, находясь в домашних условиях, необходимо обеспечить подходящие условия. Самые важные момент — эффективная вентиляция в помещении и надежные средства пожарной безопасности. В том случае, если вам нужно сделать небольшие бронзовые изделия, то работу можно выполнить в небольшом помещении. Для габаритных же конструкций лучше воспользоваться гаражом или цехом. Стоит отметить, что напольное покрытие в рабочем помещении обязательно должно быть сделано из какого-нибудь негорючего материала.
Для того чтобы расплавить бронзу, невозможно обойтись без специальной муфельной печи. Будет отлично, если оборудование будет иметь встроенный регулятор температурных показателей нагрева. В том случае, если у вас нет возможности воспользоваться такой печью, то в домашних условиях можно применять обыкновенный горн.
Помимо печи, которая может расплавить металлический сплав, для отливки бронзовых изделий понадобятся:
- Тигель — чугунная или стальная емкость с носиком (для разливки материала в формы и плавления);
- Специальные щипцы, которыми тигель будет извлекаться из муфельной печи;
- Крючок;
- Форма для отливки;
- Уголь из древесины, который будет выполнять функции топлива (при использовании горна для плавления).
Итак, процедура отливки производится по следующей схеме:
- Металлический сплав, который нужно расплавить, измельчить и уложить в тигель.
- Тигель помещается в печь и нагревается до необходимых температурных показателей.
- После расплавления металлического сплава в тигеле его еще в течение четырех-пяти минут прогревают в печи. Это нужно для той цели, чтобы материал стал максимально текучим и заполнил всю отливочную форму.
- Тигель, в котором находится расплавленный металлический сплав, извлекается из печки с помощью щипцов и крючка.
- Металл в жидком состоянии посредством специального отверстия отливается в форму. При исполнении этой процедуры необходимо контролировать, чтобы струя не была прерывистой и слишком тонкой.
 Металлический сплав, который нужно расплавить, измельчить и уложить в тигель.
Металлический сплав, который нужно расплавить, измельчить и уложить в тигель.Отливочную форму нужно заранее правильно подготовить, как следует прокалив ее внутри печи. Для этого печь нужно довести до температуры в 600 градусов и лишь после этого следует помещать в нее форму. Далее температурные показатели необходимо увеличить до 900 градусов и подержать в печи форму в течение двух-четырех часов. Чем больше размеры формы, тем дольше ее нужно держать в нагретой печи.
Особенности заливки
 В том случае, если расплавленный металлический сплав отливается в крупную форму, то его массы хватит для вытеснения накопившегося воздуха. Если же для отливки применяются маленькие формочки, то следует прибегнуть к специальным технологическим методам.
В том случае, если расплавленный металлический сплав отливается в крупную форму, то его массы хватит для вытеснения накопившегося воздуха. Если же для отливки применяются маленькие формочки, то следует прибегнуть к специальным технологическим методам.
Формы в этом случае помещаются в центрифуги, которые функционируют от электрического или же ручного привода. В процессе вращения формируется центробежная энергия, обеспечивающая равномерное распределение металлического сплава по внутренней поверхности формы. Однако эта технология эффективна лишь в той ситуации, если металлический сплав еще жидкий, а не застывший.
После завершения отливки и остывания материала изделие извлекают с помощью обыкновенных приспособлений (щипцы и крюк). Необходимо запомнить, что поверхность недавно извлеченных конструкций не может похвастаться высоким уровнем качества, потому их нужно подвергнуть специальной механической обработке.
Изготовление отливочных форм
На уровень качества получаемых изделий влияет и правильность формы для литья, которая позволяет наделить изделие необходимыми геометрическими параметрами и конфигурацией. Для создания форм зачастую применяют специальный инструмент — опоку. Опока, размеры которой должны быть приблизительно в полтора раза больше габаритов готовой конструкции, включает в свой состав нижний ящик и верхнюю рамку.
Части приспособления могут быть соединены друг с другом с помощью боковых фиксаторов.
Состав стандартной смеси для формовки включает:
- Глину;
- Мелкофракционный песок;
- Каменную пыль.
При смешивании этих составляющих получается однородная смесь. Чтобы сделать форму, вам также не обойтись без модели из древесины или иного достаточно мягкого материала.
Изготовление самой формовочной конструкции исполняют следующим образом.
- Внутрь нижнего ящика опоки помещается смесь для формовки, которую нужно немного утрамбовать.
- В приготовленный состав укладывают модель, которую нужно заблаговременно покрыть порошковым графитом или тальком.
- К нижней части опоки прикрепляется верхняя рама, после чего она засыпается формовочным раствором. Перед тем как производить засыпку, нужно сделать отверстие для будущего литника. Для этого можно воспользоваться специальной конической пробкой.
- После того как формовочная смесь будет утрамбована, форму необходимо разделить надвое. Для этого можно воспользоваться любым острым приспособлением.
- Финальная стадия предполагает устранение дефектов и выравнивание неровностей.
 Внутрь нижнего ящика опоки помещается смесь для формовки, которую нужно немного утрамбовать.
Внутрь нижнего ящика опоки помещается смесь для формовки, которую нужно немного утрамбовать.Сделанную форму нужно просушить, лишь после этого ее можно использовать.
Технология отливки
Для того чтобы сделать сложную конструкцию или высококачественную деталь, можно воспользоваться и иным способом, который предполагает использование модели, сделанной из легкоплавких материалов. В такой ситуации для изготовления отливочной формы можно воспользоваться парафином или воском. Эта модель просто выплавляется и помещается в кипяток.
Для обеспечения точности геометрических характеристик и форм модели можно применять готовое изделие. С помощью него получают форму из гипса, которая будет использована для отливки точной копии.
Необходимая температура и процесс плавления бронзы
Изделия из бронзы имеют широкое распространение среди мастеров-любителей, занимающихся изготовлением различных предметов искусства, оружия и аксессуаров к нему, украшений и т. д.
Отсутствие производственной базы не является препятствием к выполнению работ, основная проблема — недостаток информации о свойствах, температуре плавления бронзы и режимах обработки сплавов меди. Большинство любителей не знает, что литье бронзовых изделий производится и в домашних условиях, главное — соблюдать технологию и обеспечить необходимые условия для протекания процесса.
Основные характеристики бронзовых сплавов
Бронза — это собирательное название сплавов меди с различными легирующими добавками. Таких добавок может быть использовано очень много:

- Олово.
- Алюминий.
- Свинец.
- Бериллий.
- Кремний.
Все виды бронзы имеют в составе небольшое количество цинка, свинца или фосфора. При этом сплавы меди с цинком (как полноценным компонентом) к бронзам не относятся и классифицируются как латунь. Отдельной группой являются сплавы меди и никеля (константан, мельхиор, копель, нейзильбер).
Бронзы подразделяются на:

- оловянные. Представляют собой сплавы меди и олова в том или ином соотношении;
- безоловянные. Вместо олова присутствуют другие материалы (бериллий, алюминий и т. д.).
Оловянные виды являются наиболее распространенными. Широко известная колокольная бронза (80% меди и 20% олова). Недостатком оловянной бронзы является хрупкость.
Безоловянные составы имеют массу специфических качеств, успешно используемых для выполнения различных задач.
Распространенными видами безоловянной бронзы являются:
- Бериллиевая бронза. Имеет высокую прочность, превосходящую высококачественную сталь.
- Кремниецинковая. Устойчива к трению, обладает высокой текучестью в расплавленном состоянии, чему способствует добавление кремния.
- Свинцовая. Демонстрирует высокую стойкость к коррозии.
- Алюминиевая. Обладает устойчивостью к коррозии, имеет высокие фрикционные способности.
Общепринятая маркировка сплавов
Необходимо понимать, что в составе любого сплава содержится несколько добавок, придающих данной марке бронзы определенные специфические качества. Например, в составе сплава марки БрО3Ц12С5 содержатся олово, цинк и свинец.
Узнать о составе данного сплава можно из его маркировки. Буквы, присутствующие в ней, кроме первых Бр (бронза) обозначают:
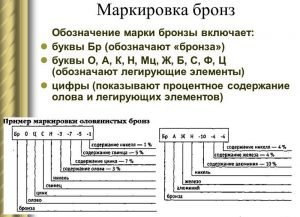
- алюминий – А;
- железо – Ж;
- марганец – Мц;
- олово – О;
- сурьма – Су;
- цинк – Ц;
- никель – Н;
- фосфор – Ф;
- кремний – К;
- свинец – С;
- бериллий – Б.
Подготовка к литью бронзы в домашних условиях
Для плавления бронзы в домашних условиях необходимо иметь соответствующее оборудование и приспособления. Процесс происходит при высоких температурах, с выделением дыма и прочих продуктов горения, поэтому лучше всего работать в гараже или мастерской, выполнять все действия в квартире не рекомендуется.

Для плавления бронзовых составов необходима высокая температура, в пределах 900–1200°, поэтому обойтись без муфельной печи или горна не получится. Понадобится оборудовать качественную вытяжную вентиляцию, напольное покрытие должно отвечать всем требованиям пожарной безопасности. Необходимо приготовить емкость для плавки (специалисты рекомендуют делать расплав в чугунной емкости с вытянутым носиком для точности литья, которая называется тигель).
Для вынимания раскаленного тигля из печи и захвата горячих отливок потребуются клещи (щипцы) и крюк. Обязательно надо позаботиться о защите от искр или брызг расплавленного металла и приготовить фартук и рукавицы из плотного и прочного материала (в идеале можно использовать костюм сварщика).
Потребуется изготовить литейную форму, для горна понадобится древесный уголь.
Особенности процесса литья
Процесс плавления бронзы происходит в следующей последовательности:
- Бронзовый лом измельчается и укладывается в тигель.
- Тигель помещается в муфельную печь, которую рекомендуется нагреть заранее.
- Расплавленный металл необходимо перегреть, для чего его выдерживают в печи на 5 минут дольше, чем надо. Это делает расплав более текучим.
- Используя крючок и щипцы, тигель извлекают из печи, незамедлительно разливают в приготовленную форму.
Форму следует подготовить, хорошенько прокалив ее в печи. Если этого не сделать, металл при начале отливки сразу же остынет и станет твердым, не заполнив всю форму целиком.
Подготовка формы производится в следующем порядке:
- Печь нагревается до 600°.
- Форма помещается в печь и прогревается до имеющейся температуры.
- Нагрев печи увеличивают до 900° и выдерживают форму в таких условиях около 3–4 часов.
Следует учитывать, что температура плавления бронзы данной марки должна быть ниже, чем величина нагрева печи. Расплав надо разогреть до более высокой температуры для получения максимальной текучести (бронза отличается высокой вязкостью в жидком состоянии), а также для получения некоторого запаса температуры для качественного изготовления отливки.
Как сделать литейную форму
Изготовление формы выполняется при помощи формовочной смеси и опоки. Смесь состоит из песка (75%), глины (20%) и каменноугольной пыли (5%). Компоненты тщательно перемешиваются до состояния однородной массы.
Опока представляет собой два неглубоких ящика, установленных друг на друга. Один, нижний, имеет дно и наполняется формовочной смесью по самый верх. Второй ящик дна не имеет, а оборудуется двумя поперечинами.
Процесс изготовления формы:
- модель, предварительно покрытая тонким слоем талька или графитового порошка, вдавливается до половины в формовочную смесь нижнего ящика;
- затем устанавливается верхний ящик и наполняется смесью, утрамбованной так, чтобы модель была полностью и плотно облеплена ей;
- для заливки делается одно или несколько отверстий — литников;
- форма разрезается по линии стыка ящиков и разделяется пополам;
- модель извлекается, а ящики соединяются снова, пустоты от модели соединяются и образуют полость, имеющую необходимую форму.
В завершении процесса форму надо немного подсушить и можно использовать по назначению.
Заливка бронзы в литейную форму

Заливка расплава сама по себе не представляет сложности — металл наливают тонкой равномерной струйкой до заполнения формы целиком.
Сложности могут возникнуть при отсутствии воздушных каналов, в которые может выходить воздух. Если выходы закупорены, воздушные пробки не позволят расплаву полностью занять всю форму, и отливка будет испорчена. Проблему можно решить с помощью центрифуги, которая распределяет металл внутри формы и помогает ему преодолеть сопротивление воздушных пробок.
Как изготовить качественное литье
Чтобы получить качественное бронзовое литье, понадобится последующая механическая обработка отливки. Надо последовательно выполнить операции отделения литников, удаления облоя, механической шлифовки и полировки изделия. Получить сразу готовую отливку высокого качества в домашних условиях невозможно, поэтому надо подготовиться к выполнению доводочных процедур.