Как запаять латунный радиатор в домашних условиях?
ГАЗ 21 Автомобиль «Волга» › Бортжурнал › Как запаять радиатор

Таки пересилил лень и решил отписаться о пайке радиатора!
Пока в БЖ была тишина, к моему удивлению, количество подписчиков перевалило за сотню! Это очень радует, значит стоит продолжать писать!
Писать я перестал на моменте пайки радиатора. К сожалению, за это время почти ничего не изменилось. Работа, потом сессия, периодические ремонты второй машины и т.д. не давали заниматься Волгой.
Теперь к делу: экспериментальная некромантия радиаторов принесла свои плоды — я неплохо научился паять радиаторы, плюс уяснил, что не все, что паяется, стоит паять.
Напомню, что после промывки радиатора, лимонной кислотой он начал изрядно течь, в связи с чем, я и решил попытаться его самостоятельно запаять.
Думаю, что будет интереснее и полезнее, если это будет не просто история, а некий мануал, по пайке. Благо опыта накопилось немало, да и в интернетах, я особо не встречал описания того, как это делается.
Инструмент и материалы:


Первая и необходимая вещь, это паяльник, даже два — один — «а-ля топорик», для хорошего прогрева больших площадей, второй — тонкий, для запайки в труднодоступных местах. Газовая паяльная лампа, тоже незаменимая вещь. Щипцы, для выковыривания «сеточки» радиатора. Ну и щетки на дрель для зачистки.
Сначала я пробовал использовать для пайки спирто-канифольный флюс, он у меня остался с тех пор, как я, в отрочестве, паял педальку для гитары. Тогда он мне очень понравился, но тут он совершенно не годится. Кроме того, что паяется им плохо, так он ещё оставляет в припое прослойки, через которые может просачиваться охлаждающая жидкость. Поэтому я решил использовать паяльную кислоту — она подходит отлично.
И конечно, припой. Его я извел более 300 грамм. С завода радиатор запаян припоем марки ПОС 40. Сначала, я тоже пробовал паять им, но это очень муторно, и радиатор быстро остывает до температуры, которой недостаточно для этой марки, поэтому я перешел на ПОС 61.
Процесс:
Сначала надо определить где течет. В худшем случае, мы просто увидим огромную дыру. Следующая степень, легкая течь, при заполнении радиатора водой. Ну и наконец когда крупных дыр не осталось, радиатор проверяется давлением. Делал это я так:




На этом этап подготовки закончен. Методом опускания радиатора в ванну с водой и нагнетания давления в нём велосипедным насосом мы можем определить любые течи.
Вот такой способ проверки радиатора давлением в домашних условиях породил мой воспаленный инженерный ум.
Дальше пайка, тут всё просто: зачищаем область вокруг дырки щеткой на дрель( ещё я использовал в труднодоступных местах миниатюрные щеточки для бормашины, фото щеточек гуглите).

Нагреваем область вокруг паяемого места газовой горелкой(Не могу сказать, до какой температуры, но быстро с опытом приходит понимание и дальше греешь интуитивно. Если недогрел, то не припаяется, если перегрел, то поджарится паяльная кислота).
Нагретое место быстро смазываем паяльной кислотой, если температура верная, то она закипит и выпарится. Дальше паяльником, желательно топориком, наплавляем кусок припоя и пока он жидкий, паяльником царапаем поверхность радиатора под каплей припоя и аккуратно его размазываем. Таким образом, мы сдираем оксидную плёнку и к чистому месту у нас сразу пристает припой.

Вот и весь процесс.
Но были и особенности. Например, большие дырки, я заделывал заплатками, вырезанными из медного радиатора от видеокарты. Фото нет, но тут ничего сложного. Сначала надо залудить саму заплатку. Я делал это на дощечке паяльником-топориком, Технология примерно такая же, как при лужении самого топорика. Потом покрываем, толстым слоем припоя дырку по контуру. Предварительно нагрев лампой часть радиатора, накладываем плоскостью паяльника, заплатку, стараясь ровно и аккуратно прижать. С первого раза не всегда получается.


Таким образом я запаял оба бачка и несколько трубок, дыр было много. Причем в некоторых местах, вроде не течет, но видно легкое вздутие краски, шлифанешь щеткой — кусок металла проваливается внутрь и появляется дыра.
Также запаял намертво сливной краник — гайка с резьбой внутри была стальная, прогнила и развалилась пополам.

И дальше оказалось самое сложное. Бачки перестали течь. Но оказалось, большое количество дыр в тех местах, где трубки входят в радиатор. С ними я боролся долго и отважно, но меньше их не становилось. Они обнаруживались все новые и новые.
Причем, если паяльником как-то и можно ухитриться подлезть между трубок, то зачистить там от пыли и краски, чтобы можно было паять практически невозможно. Испробовал огромное количество бормашинных насадок. Выход один — ампутировать трубку. Необходимая жертва, несмертельная в разумных количествах.
Выглядело это так:


Заделав течи таким образом и, лишившись, двух трубок, я понял, что этому нет конца.
Радиатор продолжал, предательски, течь в тех местах, куда, без хирургии не доберешься.
Есть, конечно, вариант, с отпайкой крышки бачка, и пайкой этих мест изнутри, но боюсь, что этого радиатор не выдержит и это будет напрасный труд.
Эксперимент закончен
Советы тем, кто вдруг захочет повторить сиё действо:
Паять радиатор можно и даже нужно, но только в том случае, когда есть к чему паять. А не когда от него осталась дырчатая фольга. Если у вас пара-тройка дырочек или вообще механические повреждения, то смело занимайтесь, Если состояние как у моего, то это уже для особых ценителей и знающих толк. Я так больше делать не буду))
Как правильно запаять радиатор автомобиля
Потеря герметичности радиатора является частой неисправностью автомобиля. Во многих случаях ее можно устранить, не заменяя радиатор на новый. Для этого выполняют локальный ремонт поврежденного элемента устройства. Как запаять радиатор, чтобы он восстановил свою работоспособность на длительное время? Рассмотрим основные приемы.
Основные причины потери герметичности радиатора, признаки, особенности ремонта
Потеря герметичности радиатора системы охлаждения может быть связана со следующими причинами:
- Естественный износ. Примерный срок эксплуатации радиатора составляет около 10-12 лет. В процессе износа устройства его внутренняя рабочая поверхность покрывается слоем накипи, отложений, образовавшийся в результате химических и термодинамических процессов. Стенки пластин и трубок радиатора утончаются. Так как в устройстве жидкость находится под давлением, возможны микротрещины, в результате которых жидкость начинает уходить из системы.
 Учитывая, что размеры микротрещин небольшие, сильная течь в таком случае не наблюдается. Мокрые следы утечки могут пропадать после охлаждения двигателя и антифриза. Желательно сразу обнаружить последствия и место ухода жидкости. Чем быстрее в этой ситуации будет произведен ремонт, тем меньшее повреждение придется ремонтировать. Можно с успехом ремонтировать холодной сваркой.
Учитывая, что размеры микротрещин небольшие, сильная течь в таком случае не наблюдается. Мокрые следы утечки могут пропадать после охлаждения двигателя и антифриза. Желательно сразу обнаружить последствия и место ухода жидкости. Чем быстрее в этой ситуации будет произведен ремонт, тем меньшее повреждение придется ремонтировать. Можно с успехом ремонтировать холодной сваркой.
- Заправка системы охлаждения водой. Замерзание в холодное время года. При незначительной утечке антифриза многие водители доливают в систему воду в ограниченном количестве. За теплый сезон эксплуатации автомобиля количество таких доливок может быть большим. В результате этого изменяется концентрация и характеристики антифриза. Зимой даже при незначительных отрицательных температурах он может замерзнуть. При этом происходит расширение объема. Радиатор может «разорвать».
Образовавшаяся при этом трещина обычно имеет большие размеры. Она может произойти в месте соединения пластмассовых и металлических элементов радиатора. В большинстве случаев такое повреждение устранить затруднительно.
- Заправка системы охлаждения некачественным антифризом. Избыточное давление. В большинстве современных двигателей охлаждающая жидкость находится под давлением. При этом температура кипения антифриза увеличивается более 100 градусов Цельсия. Это позволяет увеличить КПД двигателя. Если в систему залить некачественный антифриз, он может вскипеть при более низкой температуре. При этом возможно повреждение радиатора. Оно может быть небольшим. В таких случаях лучше применять ремонт методом пайки, так как он обеспечивает лучшие характеристики на предмет устойчивости к повышенному давлению. Пайку нетрудно выполнить в домашних условиях.
- Механическое повреждение. Такая неисправность может быть следствием:
- попадания в область радиатора посторонних предметов;
- ДТП;
- разрушения лопастей вентилятора;
- некачественного ремонта.
В зависимости от места и размеров повреждения для ремонта можно применять методы холодной сварки, пайки.
Выполнение пайки радиатора в домашних условиях
Пайка радиаторов системы охлаждения является классическим методом ремонта. Она применялась еще в начале прошлого века. В то время радиаторы изготавливались из меди или ее сплавов (обычно латунь). Технология пайки в то время была отработана. Медный чайник могли отремонтировать в любом городе. Процесс пайки выполняется при температуре плавления используемого припоя. Для выполнения пайки требуются следующие материалы и инструменты:
- мощный паяльник на 220 Вольт (лучше использовать молоткового типа мощностью 250 или 200 Ватт, при отсутствии – минимум на 100 Ватт);
- наждачная бумага средней зернистости;
- активный флюс;
- припой оловянно-свинцовый ПОС-60 или ПОС -40;
- растворитель для очистки поверхности.
Предварительно ремонтируемую поверхность радиатора очищают от посторонних загрязнений. Далее в случае необходимости для обеспечения доступа к месту пайки аккуратно удаляют охлаждающие ребра. Затем производят чистовую зачистку при помощи наждачной бумаги.
Паяльник (если он новый) предварительно залуживают. Для этого на его разогретое до рабочей температуры жало наносят активный флюс, далее на жало паяльника расплавляют припой. В случае отсутствия активного флюса можно использовать таблетку аспирина. При этом желательно не вдыхать «термоядерные» испарения от таблетки.
Далее активный флюс наносят на зачищенное место. После этого на жало паяльника наносят большую каплю припоя и производят процесс пайки. Он требует наличия небольшого опыта. Возможно, потребуется время, чтобы выполнить качественную пайку.
Особенности пайки алюминиевых радиаторов
В современных автомобилях применяют, в основном, алюминиевые радиаторы. Материал алюминий плохо паяется. Он практически мгновенно после зачистки покрывается слоем оксида, который препятствует пайке. На радиорынках можно найти специальный активный флюс для алюминия. Он значительно облегчает процесс пайки.
Можно при пайке использовать мелкую металлическую стружку. Она наносится на место ремонта в смеси с флюсом. В процессе нанесения припоя стружка царапает поверхность алюминия. Под слоем флюса металл не успевает окислиться, пайка проходит успешно. Следует учитывать, что алюминий мягкий материал, поэтому нельзя прикладывать чрезмерное усилие, чтобы не повредить радиатор.
Сварка, как метод ремонта радиатора
В домашних условиях применять сварку для ремонта радиаторов затруднительно. Для этого требуются особые навыки и специальное сварочное оборудование. В противном случае тонкий металл стенок будет прогорать, и вместо ремонта радиатор может полностью придти в негодность.
Холодная сварка
Под холодной сваркой понимают соединение материалов при помощи специального клея. Обычно это двухкомпонентный клей на основе мастик, эпоксидных составов, металлических порошков для укрепления структуры соединения, присадок.
Технологический процесс ремонта радиаторов практически для всех типов холодной сварки приблизительно одинаков. Предварительно место ремонта очищается при помощи растворителя и наждачной бумаги. Затем компоненты клея тщательно смешиваются (мастика разминается). После этого состав наносится на место ремонта, оставляется в теплое место.
Чтобы увеличить надежность холодной сварки обычно выполняют объемный ремонт. Для этого ограничивают вытекание клея из соседних зон и с обратной поверхности радиатора. Создается своеобразная «чаша», куда заливается клей. Это позволяет увеличить надежность соединения. При тепловом расширении блокируется утечка антифриза.
Особенностями эксплуатации автомобиля после выполнения холодной сварки является необходимость в течение месяца периодического контроля места ремонта. Радиатор в процессе эксплуатации подвергается большим механическим, термическим, химическим нагрузкам. Место склеивания может разрушиться, треснуть, там могут произойти нежелательные химические реакции.
Радиатор в первую очередь отвечает за охлаждение двигателя. Его исправность – непременное условие работоспособности двигателя.
Понравилась статья? Поделитесь в соц. сетях:
Как запаять латунный радиатор в домашних условиях?
Важной частью автомобиля является радиатор. Его придумали, чтобы избежать перегрева мотора машины. Через время, приходится чинить любую деталь авто, не есть исключением радиатор. В процессе использования появляются разрывы, которые можно подремонтировать.

Краткое содержимое статьи:
Чем можно запаять радиатор
В интернете можно найти много фото, как запаять радиатор. Но перед тем, как рассматривать картинки, нужно почитать рекомендации специалистов, иначе ни чего не поймете.

Чтоб все правильно сделать, обратите внимание на процедуру запаивания поврежденной поверхности. Способ ремонта зависит от материала из которого сделан радиатор.

В большинстве случаев радиаторы паяют с помощью холодной сварки. Инструкция, как запаять радиатор, заключается в следующем:
- Для удобства и качественной работе демонтируйте радиатор;
- Найдите то место, где может протекать жидкость;
- Для точного вычисления неисправности, заслоните дыры радиатора;
- Погрузите его в воду, над разрывами увидите мелкие пузырьки от воды;
- Испорченную площадь, надо подготовить к ремонту – хорошо ошкурить и обезжирить;
- Берем дозу холодной сварки, разминаем и кладем на трещину.






За счет активатора, холодную сварку, можно превратить в жидкость, которая предназначена для тех мест, куда трудно проникнуть. Дать всему высохнуть, зачистить и покрасить.

Ремонт алюминиевого радиатора
Запаять алюминиевую деталь – трудоемкий процесс. Как же запаять алюминиевый радиатор? Перед ремонтом, нужно подготовить много инструментов, которые продаются в специализированных магазинах.

За счет оксидной пленки алюминия, сплав плохо крепится на трещине, поэтому придерживайтесь такого процесса:
- найдите поврежденную поверхность;
- растопите и смешайте канифоль с железными опилками;
- на повреждение нанесите полученную смесь и растушуйте накаленной паяльной лампой;
- когда флюс окутает поверхность, прибавляйте часть полученной смеси. Таким образом разрушится оксидная пленка;
- если разрыв большой, то пускаем в ход соединение висмута и олова;
- чтоб шов был более надежным, используем плавень – это состав из хлористого калия и лития, криолита, обычной соли, сернокислого натрию.






Полученная смесь греется накаленным паяльником. По окончанию работы проверяем ее результат. В радиатор вливаем воду с марганцовкой, ждем пару часов. Если сочиться нигде не будет, то все сделано правильно. Работаем в перчатках и в хорошо проветриваемом помещении.

Ремонт медного радиатора
Одним и тем же способом паяют радиатор из меди и латуни, это делаю с помощью олова. Для пайки медного радиатора, лучше использовать молотковый паяльник, который работает без электричества. Для нагрева используют паяльный светильник.

Прежде всего, надо зашкурить образовавшиеся трещины, потом обделать цинком хлора. Для его приготовления нужны: цинк и соляная кислота; цинк кладем в кислоту, ждем пока смесь соединится.
Далее нагретой паяльной лампой переносим олово на поврежденный участок. Качество работы проверяем водой, после красим.

Чиним радиатор в домашних условиях
Радиатор относится к одним из самых уязвимых деталей автомобиля. При его неисправности не обязательно обращаться к специалистам, его можно подремонтировать самостоятельно. Чтоб запаять радиатор своими руками, надо иметь помещение и нужные инструменты.

Для ремонта радиатора достаточно пройти следующие пункты:
- снимите радиатор с автомобиля и слейте жидкость;
- найдите нужные инструменты;
- запаяйте повреждение;
- проверьте результат работы;
- поставьте радиатор на место.






Чтоб добротно устранить проблему, обязательно, демонтируйте ее. При этом будет возможность, обследовать все поломки радиатора и качественно запаять разрывы. Трещины находим с помощью полиэтилена, посудины и воды. Дыры закрываем пленкой, после опускаем в воду. Над трещинами из воды появятся мелкие пузырьки.

Дефектные места моем и зачищаем. Зашкурить можно с помощью бумаги наждачной, надфиля мелкого (полукруглого, тонкого, плоского), железной щетки. К этому этапу надо отнестись серьезно, поскольку от него будет зависеть остальная работа.

Следующим шагом будет обезжиривание, потом запаивание, оно зависит от выбора необходимых инструментов.

Для запаивания радиатора понадобятся инструменты:
- электропаяльник;
- горелка работающая на газу;
- смесь из свинца и олова;
- флюс;
- растворенная спиртом канифоль.





Выбор инструментов для запаивания зависит от материала радиатора, например, медный радиатор паяют припоем с низким градусом расплавления и т.д.

Другие способы ремонта радиатора
Помимо сварки поврежденных участков, можно применять другие способы ремонта:
- Порошок горчичный;
- Куриное яйцо;
- Герметик;
- Аргонно-дуговая сварка.






Фото рекомендации как запаять радиатор




















Как паять латунь: как выбрать флюс, припой и подходящий инструмент
Сплав меди с цинком, известный с давних времен, широко применяется и в наше время. Латунь обладает высокой прочностью, стойка к коррозии, пластична. Благодаря таким свойствам из нее изготавливают детали механизмов, элементы конструкций, вынужденных постоянно контактировать с агрессивными средами. Несмотря на надежность материала, в латунных изделиях иногда появляются разнообразные дефекты, требующие ремонта, — изломы, отверстия, трещины. Одним из способов восстановления элементов является пайка. Процесс этот не отличается большой сложностью, однако имеет свои особенности, поэтому крайне важно знать, как паять латунь. Знакомство с технологией пайки позволит успешно проводить такие работы даже в домашних условиях.
В чем особенности технологии?

Этот метод получения неразъемных соединений не настолько популярен, как сварка. Причина — более низкий показатель прочности пайки. Швы образуются благодаря расплавлению присадочного материала, называемого припоем. Самое главное отличие пайки — температура плавления, которая должна быть ниже, чем у соединяемых элементов. Они не меняют агрегатного состояния, что дает возможность надежного скрепления разнородных материалов.
Низкотемпературное воздействие на спаиваемую поверхность сделало пайку незаменимой, а в некоторых случаях единственно возможной: например, когда требуется получить неразъемное соединение разнородных металлов. Целостность обрабатываемых деталей — главное преимущество такой технологической операции, так как она позволяет работать с самыми мельчайшими элементами, не опасаясь за их деформацию или изменение структуры.
Пайка особенно актуальна в электронике, где приходится работать с миниатюрными, очень хрупкими микросхемами, и электрике, когда возникает необходимость в соединении либо наращивании проводников.
Классификация латунных сплавов

Латунь бывает двойной либо многокомпонентной. В первом случае в состав входит только медь и цинк, повышающий твердость сплава. В роли других компонентов, улучшающих его физические, химические характеристики, выступают алюминий, железо, кремний, марганец, никель, олово, свинец и другие элементы. По этой причине необходимо заранее точно узнать состав латуни, это поможет определить способ, а также специфику пайки.
Латунь классифицируется по химическому составу:
- Двухкомпонентная (двойная, простая). Она состоит только из меди и цинка. Процентное соотношение этих компонентов может быть различным. Эти составы маркируются буквой «Л» и числом, всегда указывающим количество меди. Например, Л90 содержит от 88 до 91% меди, на долю цинка приходится 8,8-12%. Примеси есть, но их количество минимально — около 0,2%.
- Многокомпонентная (специальная). Эта латунь имеет большое количество ингредиентов, повышающих коррозионную стойкость сплава, его прочность, твердость. Его маркируют по-другому: к букве «Л» добавляют еще одну, означающую легирующий элемент, появляется еще одна цифра — процентное содержание легирующего металла. Например, ЛА77-2 — латунь алюминиевая, она содержит 77% меди, около 2% алюминия, а остальное — цинк. Все подобные сплавы называют в «честь» легирующего элемента: железистая, кремнистая, никелевая, марганцовистая, свинцовистая и т. д.
Латунь идет на изготовление различных изделий. По степени обработки эти сплавы делят на:
- деформируемые, из них производят болты, гайки, детали автомобилей, латунные ленты, листы, проволоку, патрубки, трубы;
- литейные (арматура, втулки, детали приборов, подшипники, штуцера гидросистемы автомобилей).
По процентному содержания цинка латуни разделяют на:
- Красную (томпак), имеющую в составе 5-10% этого компонента. Такие сплавы идеальны для ювелирных украшений, статуэток и подобных художественных изделий.
- Желтую, здесь процент цинка составляет 21-36%.
Причина популярности латуни — ее долговечность, надежность, устойчивость к перепадам температур, к механическим воздействиям. Поэтому детали, изготовленные из этого сплава, широко используют в системах водоснабжения, обустройстве канализации, в машино- и приборостроении. Латунные изделия имеют длительный срок службы, однако это справедливо лишь в том случае, если не нарушаются их правила эксплуатации.
Эффективность и препятствия
Есть несколько технологий, позволяющих без труда сваривать детали или изделия из латуни, однако они не отличаются простотой, обещают ощутимые затраты, требуют от мастера определенных навыков работы. Пайка — альтернатива, которая проще технологически, а значит, этот вариант подходит и для домашнего мастера, так как нет необходимости в высокой квалификации исполнителя.

Если содержание цинка в сплаве не слишком высоко, то на пути к цели не возникает непреодолимых препятствий: справиться с поставленной задачей позволяет простая пайка с использованием обычной канифоли. Когда процентное содержание данного металла в латуни превышает цифру 15, необходимы специальные флюсы.
Причина — сильное испарение во время пайки меди и цинка, оно приводит к образованию на материале крепкой оксидной пленки, а ее удалить довольно сложно. Поэтому без специальных припоев и нейтрализующих флюсов идеального результата добиться не получится.
Выбор оптимальных материалов
Прежде чем искать оптимальный вариант для пайки латуни, необходимо установить ее марку. Только в этом случае можно гарантировать приемлемый результат операции.
Выбор подходящего припоя
Это материал, обычно сплав, которым спаивают элементы. Главная его особенность — температура плавления, обязанная быть ниже, чем у соединяемых металлов. Типичные примеры сплава — олово со свинцом, чистое олово. Однако качество, механическая прочность такого сцепления и внешний вид очень далеки от идеала. Причины низкого качества — поры, появляющиеся в результате испарения цинка. Чтобы обеспечить надежный контакт, температура плавления материала обязана быть значительно ниже латунной, а припой должен обладать отличной адгезией с этим сплавом.
- Для пайки латуни, содержащей большое количество меди, лучше брать составы, относящиеся к медно-цинковым припоям, так как в результате присадки цинка снижается температура плавления данных сплавов. Например, припои ПМЦ54 и ПМЦ-48 плавятся при температуре 880°, ПМЦ-36 — при 800-825°.
- Для таких же сплавов можно пользоваться серебряными припоями — марки от ПСр12 до ПСр72. Если в латуни большее содержание цинка, то рекомендованы аналогичные припои, однако не ниже ПСр40.
- Относительно недороги медно-фосфорные припои — МФ-1, МФ-2, МФ-3. Они пластичны, но обладают хорошей электропроводностью. Если механические и вибрационные нагрузки будут велики, то лучше приобрести припои с серебром.
- Если необходимо гарантировать особую прочность, то выбирают твердые медные сплавы: например, универсальный L-CuP6.

Последняя марка припоя имеет диапазон температур — 710-880. Она предназначена для работы с бронзой, красной бронзой, латунью, а также медью, при монтаже труб, радиаторов, системы отопления. При использовании серебряных или фосфорных припоев надо учитывать, что латунь интенсивно растворяется, поэтому время обработки (нагрева и пайки) необходимо сократить.
Флюсы: самодельные или готовые
Флюсы очищают поверхность металлов от жира, а также предотвращают образование оксидной пленки. Их тоже подбирают в зависимости от состава сплавов. Для соединений меди достаточно одной лишь канифоли, однако для латуни уже необходимо более агрессивное средство. Самый простой вариант флюса для пайки латуни — смесь буры с борной кислотой (1:1). Ее заливают водой (5 мм на 1 г), кипятят, помешивая, потом остужают. Однако лучшими характеристиками обладают «профессионалы» — покупные составы.
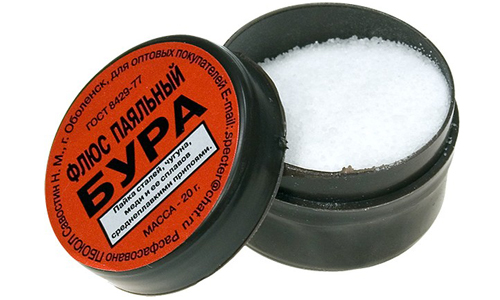
- Флюс Бура. Он известен очень давно, однако с тех пор не растерял своих поклонников. Причина популярности — его качественная работа.
- Не менее эффективны другие марки: ПВ-209 (от 700 до 900°), ПВ-209Х (от 650 до 850°).
Популярные импортные марки — немецкие порошки FELDER Cu-Rosil, Chemet FLISIL-NS-Pulver, флюс-паста Chemet FLISIL-NS-Paste. На рынке существует множество флюсов, предназначенных и для пайки латуни — как импортных, так и отечественных, поэтому с выбором проблем не возникнет.
Два метода пайки латуни
Как уже было замечено, самая большая сложность в работе с латунью — образование при нагреве сплава оксидной пленки, с которой канифоль (даже в компании со спиртом) справиться не в состоянии.
Использование паяльника

Для пайки этого сплава необходим мощный аппарат — как минимум 500 Вт, максимум — 1000 Вт. Связано это требование с высокой температурой плавления — как сплава, так и припоев. Однако исключения есть: это латунные сплавы, имеющие более низкую температуру плавления (большой процент меди). Лучший вариант — паяльная станция, дающая возможность регулировать нагрев жала паяльника. Оптимальный параметр — 350°. Это оборудование позволит избежать перегрева зоны паяния.
Если в сплаве преобладает медь, то в этом случае можно использовать инструмент скромной мощности — 100 Вт. В роли флюса используют ортофосфорную либо паяльную кислоту: перед пайкой поверхности латунных изделий тщательно обрабатывают. В качестве припоя используют ПОС-60 (олово-свинец).
Пайка с помощью горелки
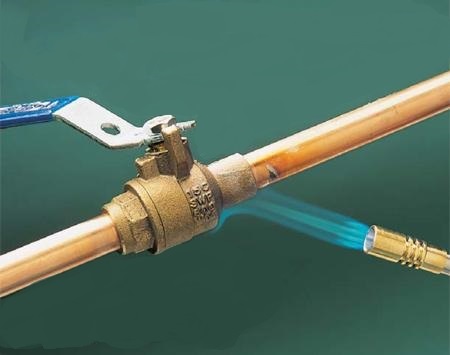
Эту же задачу можно решить, используя не слишком большую горелку. Но в этом случае есть главное требование к рабочей поверхности: латунную деталь нужно поместить на жаропрочный материал. Например, на небольшую асбестовую пластину, в железное ведро с мелкой галькой. Соединяемые детали совмещают между собой, поверхности протирают флюсом с основой-бурой. Сверху посыпают небольшим количеством стружки из серебряного припоя, затем в зону пайки вводят пламя газовой горелки.
Разогрев ведут поэтапно. Сначала участок нагревают слегка: так, чтобы припой мог схватиться с поверхностями сплавов. Второй этап — разогревание зоны до появления красноты, во время него припой равномерно растекается по поверхности, заполняя зазоры. В этот момент достигается температура 700-750°.

Горелку выключают. После остывания зоны пайки ее промывают, удаляя остатки флюса — наплывы, стекловидные капли: сначала изделие на несколько минут погружают в горячий раствор серной кислоты (3%), затем помещают под проточную воду.
Эти методы отличаются от традиционного соединения других элементов с помощью олова, так как паять латунь не настолько просто. Лучший результат гарантирует использование газовой горелки. Если выполнять все этапы операции корректно, то можно получить качественные и надежные изделия.
Этому животрепещущему вопросу посвящено следующее видео:
Пайка латунных радиаторов
- Авторизуйтесь для ответа в теме
#1 Миротворец

- Город: г. Иркутск. Александр, можно на ты
Всем привет! В этой теме будем заниматься ремонтом и пайкой латунных авторадиаторов.


- Наверх
- Вставить ник
#2 Sakhalin_Cat

- Город: Южно-Сахалинск
Для галочки. Уже публикованное.
Прикрепленные изображения



- Наверх
- Вставить ник
#3 psi
Выложите формы топориков и паяльников, видео можно (только свое)
Западная Якутия звонить в любое время 89142527650 хэш тэг #ykt_master
- Наверх
- Вставить ник
#4 Миротворец
- Город: г. Иркутск. Александр, можно на ты
Выложите формы топориков и паяльников, видео можно (только свое)
- Наверх
- Вставить ник
#5 Миротворец
- Город: г. Иркутск. Александр, можно на ты
Выложите формы топориков и паяльников,
Мой любимый паяльник, между любыми трубками проходит.

и запасики на зиму

- Наверх
- Вставить ник
#6 Sakhalin_Cat
- Город: Южно-Сахалинск
почем пос приобретаешь? С завода?
- Наверх
- Вставить ник
#7 Миротворец
- Город: г. Иркутск. Александр, можно на ты
Смотря какой? Получается больше чем в два раза дешевле, чем в рознице.
- Наверх
- Вставить ник
#8 Sakhalin_Cat
- Город: Южно-Сахалинск
ну так давай контакты А то осталось килограмм 50-70 всего. скоро покупать надо будет.
- Наверх
- Вставить ник
#9 Миротворец
- Город: г. Иркутск. Александр, можно на ты
- Наверх
- Вставить ник
#10 psi
во во сегодня искал у нас в городе. один пруток Ф8 и длиной 40см 800руб.
за ссылку огромное спасибо=) очень дешево, прям сильно=)
Западная Якутия звонить в любое время 89142527650 хэш тэг #ykt_master
- Наверх
- Вставить ник
#11 Миротворец
- Город: г. Иркутск. Александр, можно на ты
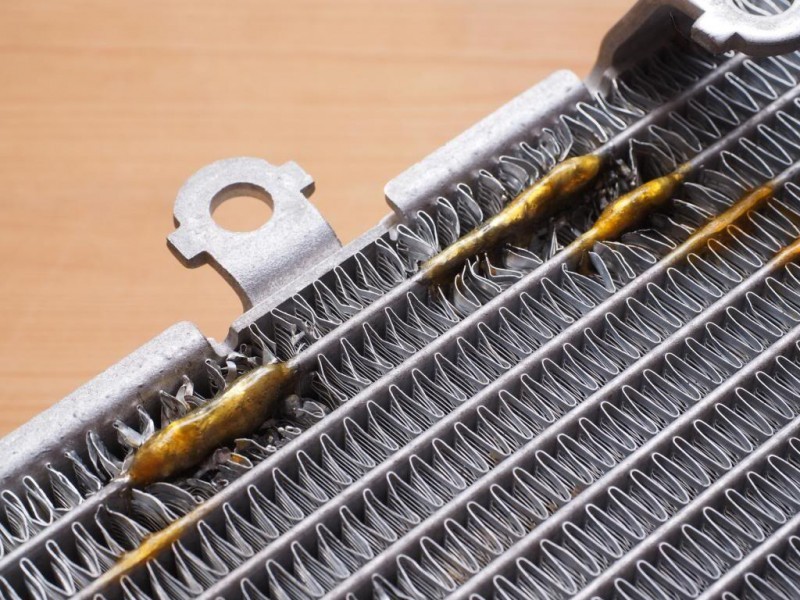
Пайка патрубка УАЗовского радиатора.


- Наверх
- Вставить ник
#12 Nail02
Чем нужно паять латунные радиаторы ? Именно какой флюс и какой припой ?
Или ткните в ссылку. Хочу научиться паять. Пока заказал для алюминия кастолин 192фбк и флюс фа-40 А что нужно иметь для пайки латунных и медных радиаторов ? Какие материалы ?
- Наверх
- Вставить ник
#13 Sakhalin_Cat
- Город: Южно-Сахалинск
оловянный припой типа ПОС40 и хлористый цинк. Ну и серебряный типа кастолин 38225 не помешает.
Сообщение отредактировал Sakhalin_Cat: 13 Март 2015 18:41
- Наверх
- Вставить ник
#14 Миротворец
- Город: г. Иркутск. Александр, можно на ты
Ну и серебряный типа кастолин 38225 не помешает.
Для радиаторов достаточно П14 офлюсованного(но им пользоваться нужно уметь, иначе кипит), серебряный лучше приберечь для более ответственных деталей.
- Наверх
- Вставить ник
#15 Nail02
Понял, спасибо большое.
Сообщение отредактировал Nail02: 14 Март 2015 07:49
- Наверх
- Вставить ник
#16 Миротворец
- Город: г. Иркутск. Александр, можно на ты





- Наверх
- Вставить ник
#17 dentws
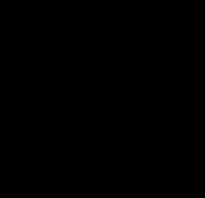
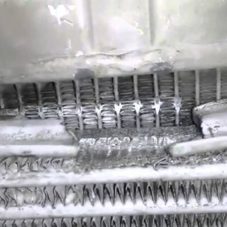
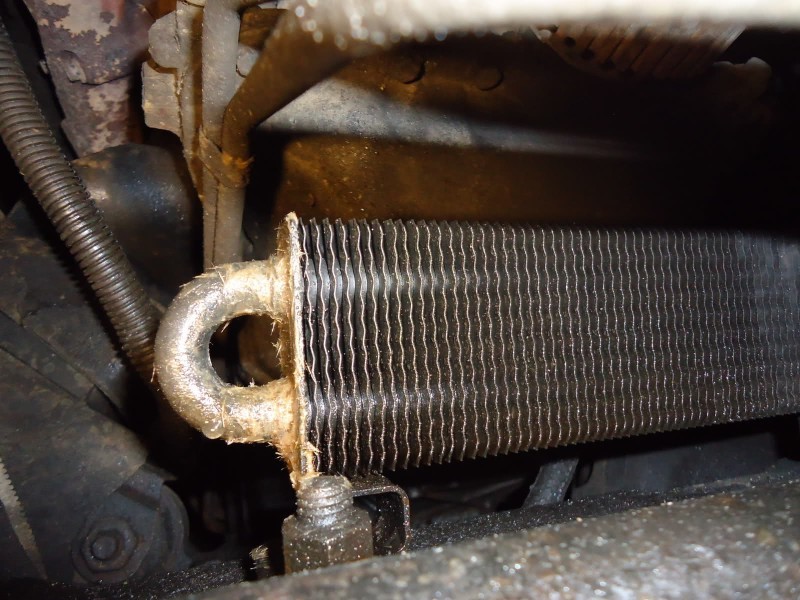
Принесли радиатор от мтз. В прошлом году глушил 3 соты. Все блестело. Ну был налет на бронзе но чтобы так. Спросил; что лили, сказали тосол. Не стал паять т.к. все рассыпается в прямом смысле слова и завтра прибегут опять. Можно было бы конечно и запаять но возиться нет времени надо огород сажать а его почти 1 га. Больше 800 рублей не хотят платить. Отковырял кусочек а он в руках в песок превращается. Да дырки холодной сваркой пытались лепить . Я знаю что тосол акумуляторной кислотой бодяжат повышая плотность и снижая стоимость, но чтобы так жестко . Сам нарвался, на газоне все бошки разьело . Да если че я радиаторы после пайки всегда мою. Так что моей кислоты там точно не было. Да и если бы капля была не до такого же армагедона.
Прикрепленные изображения







Быть или не быть, вот в чем вопрос. Достойно ль