
Как закалить рессору в домашних условиях?
Изготовление ножа из рессоры своими руками, советы новичкам
Из автомобильных рессор получаются очень качественные ножи, отличающиеся прочностью, износостойкостью. По этой причине они обрели широкое распространение среди профессиональных мастеров. Правильно изготовленный нож из рессоры выдерживает тяжелые нагрузки и может использоваться по прямому предназначению. Изучение всех тонкостей создания этого клинка поможет избежать ошибок и изготовить действительно качественный нож.
- Особенности
- Этапы изготовления
- Материалы и инструменты
- Клинок
- Рукоятка
- Закалка
- Заточка
- Видео
Особенности
Чтобы уяснить, как из рессоры сделать нож, обязательно нужно изучить особенности материала. Сталь имеет повышенную износостойкость, хорошие показатели пластичности, вязкости, стойкости к ударным нагрузкам. Перечисленные характеристики необходимы таким ножам, как охотничьи, туристические, армейские, кухонные и мачете.
Популярность изделий из рессоры также связана с доступностью материала – его можно найти практически в любом гараже. Для обработки понадобится минимум инструментов. Чаще всего клинки изготавливаются из стали 65Г, реже встречаются варианты из 50ХГСА и 50ХГА – разница между тремя вариантами будет незаметна и никак не отразится на свойствах изделия.


Этапы изготовления
Поскольку материал имеет не самый подходящий вид для заготовки, необходимо поработать над ним кузнечным молотом или болгаркой, чтобы придать необходимую толщину в 3-6 мм (зависит от вида изделия). Первый этап в изготовлении ножа из рессорной стали – снятие внутреннего напряжения металла. Для этого его нужно раскалить до температуры 420-460 градусов Цельсия и, не вынимая из кузнечного горна, дать остыть. При отсутствии термометра заготовка делается на глаз, то есть до полного равномерного покраснения.
Следует придерживаться принципа: лучше не перегревать сталь, а опытным путем, проверяя свойства материала после каждого отпуска, увеличивать время, пока не будет достигнуто состояние, при котором сталь приобретет желаемую пластичность.
После процедуры отпуска можно начинать слесарные работы. Если нет специального профессионального инструмента, используется ручной – с ним на придание нужной формы заготовке будет потрачено больше времени. Добившись правильных параметров клинка с помощью наковальни и шлифовальных инструментов, необходимо провести закалку – тогда рессорная сталь для ножей вернет прежние свойства.
Материалы и инструменты
Для изготовления клинка подойдет практически любая автомобильная рессора, однако желательно использовать запасную часть от грузового транспорта. Рукоятка ножа выполняется из материала, выбранного мастером. Это могут быть древесина, пластмасса, оргстекло и так далее. Слесарные работы по изготовлению ножа из рессорной стали лучше всего проводить с использованием оборудования, помогающего ускорить процесс производства:
- угловая шлифовальная машинка (болгарка);
- дрель или сверлильный станок;
- напильники и наждачная бумага разной зернистости;
- кузнечный горн, наковальня, молот;
- масло для закалки и печь для отпуска стали;
- точильный станок для ножей.
Для изготовления ножей из рессорной стали необязательно пользоваться профессиональным инструментом – всегда можно найти альтернативу и создать качественное изделие в кустарных условиях. За неимением перечисленных выше приспособлений можно использовать подручные средства: ножовку по металлу, напильник, обычную печь или костер для закалки и отпуска.

Клинок
Его размер и форма зависят от того, какой вид ножа планируется получить (армейский, кухонный, охотничий, туристический и так далее). Перед началом кузнечных и слесарных работ сталь необходимо обязательно отпустить – после этого металл будет легко обрабатывать. Если человек не пользуется кузнечным молотом и наковальней, можно выпиливать заготовку болгаркой или ножовкой. Рессорную сталь для ножа во время работы обязательно нужно остужать, чтобы не перегреть ее. В месте заготовки, куда будут присоединяться элементы рукояти, нужно просверлить отверстия, затем вставить в них крепежные штифты.
 Делаем заготовку
Делаем заготовку  Создаем примерную форму
Создаем примерную форму  Выводим форму клинка более тщательно
Выводим форму клинка более тщательно 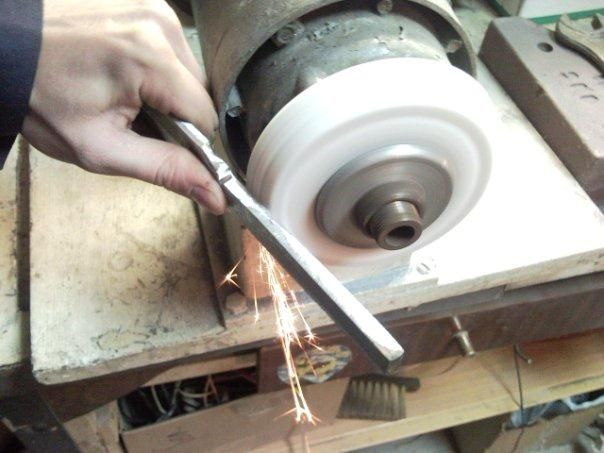 Снимаем лишнее с хвостовика
Снимаем лишнее с хвостовика 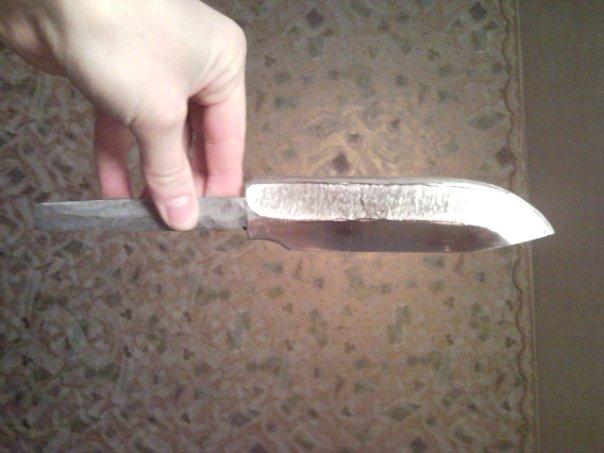 Пример клинка после обработки
Пример клинка после обработки  Полируем покрытие стали
Полируем покрытие стали
Рукоятка
Дизайн ручки ножа – это отдельная и сугубо индивидуальная тема для мастеров. Каждый при ее изготовлении опирается на свой эстетический вкус и вкладывает в работу весь профессионализм. Для новичков рекомендуется использовать классический вариант изготовления рукоятки. Она может быть сделана из двух деревянных или пластиковых плашек с несквозными отверстиями на внутренней стороне под штифты. Форма плашек подгоняется под размер руки владельца. Процесс осуществляется в собранном виде (изделия временно крепятся к клинку).
После того как нож прошел этапы закалки и отпуска, а плашки рукоятки доведены до нужной формы, их необходимо посадить на клей. Благодаря штифтам, установленным в клинок, они будут надежно держаться. Склеиваемые детали нужно зажать струбциной или тисками для лучшего сцепления.
 Делаем квадратные вставки из кожи
Делаем квадратные вставки из кожи  Разрезаем деревянный брусок на две части
Разрезаем деревянный брусок на две части  Крепим кожаные вставки на середину рукоятки и делаем заготовки
Крепим кожаные вставки на середину рукоятки и делаем заготовки  Прорезаем отверстия в них
Прорезаем отверстия в них  Крепим
Крепим  Проводим обработку рукоятки
Проводим обработку рукоятки  Классический вариант рукояти
Классический вариант рукояти
Закалка
Закалка стали – важнейший этап в производстве. Без него невозможно получить полноценное изделие, так как до начала слесарных работ проводится снятие внутреннего напряжения у металла, и он теряет свои характеристики. Кованые ножи из рессоры своими руками закаливать несложно. Можно использовать даже обычный костер, растопленный из каменного угля, но желательно делать это с помощью кузнечного горна. Изделие нужно разогреть до 840-880 градусов Цельсия или, если нет термометра, до температуры, при которой к нему не будет притягиваться магнит.
Есть два варианта закалки: с нагревом только режущей кромки или всего клинка. Использовать последний метод нет практической необходимости. Рессорная сталь довольно упругая и прочная, а в месте рукоятки ножа она не подвергается повышенному воздействию тяжелых нагрузок. К тому же в домашних условиях может быть проблематично раскалить всю площадь заготовки до высокой температуры, поэтому целесообразно использовать первый вариант. Окунув разогретый металл в отработанное машинное или растительное масло, его нужно вынуть, дать остыть.
После закалки стали необходимо провести низкий отпуск – раскалить до 160-200 градусов Цельсия. Для этих целей подойдет костер, печь и даже обычный духовой шкаф. После всех действий металлу нужно дать медленно остыть.

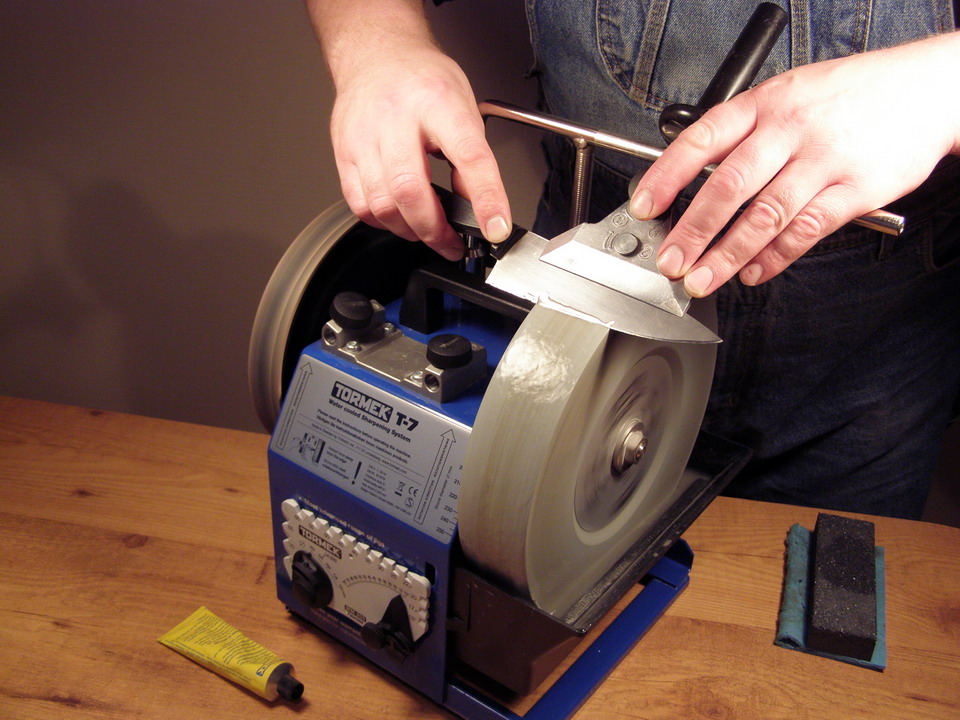
Заточка
Процедуру желательно выполнять на специальном приспособлении, которое позволяет регулировать и фиксировать угол расположения заготовки относительно точильного камня. Для этих целей подойдет напильник и обычный абразивный круг. При первой заточке выполняется формирование сечения лезвия – это обязательно нужно осуществить до процедуры закалки. Мастер может выбрать один из самых распространенных видов сечения: плоско-выгнутый, плоско-вогнутый, клиновидный. После первичной заточки, закалки и отпуска стали можно проводить шлифовальные работы и крепить рукоятку ножа, а затем доводить лезвие до необходимой остроты. Если всё делать правильно, рессорная сталь для ножей очень долго будет оставаться острой. Финальным этапом будет полировка всей поверхности клинка для придания зеркального блеска.
Видео
Автомобильная рессора – отличная заготовка для ножа

Если у вас есть доступ к старым автомобильным рессорам, вы счастливчик, поскольку это источник качественной высокоуглеродистой стали, из которой можно делать отличные ножи. Такой нож вы можете закалить, он будет крепким и будет слабо тупиться, если им резать даже довольно твердые вещества.
Все работы с таким металлом проводят исключительно при его отпуске, так что сталь становится мягкой и легко обрабатывается даже ручными инструментами. Конечно, было бы неплохо иметь для таких целей ленточный отрезной станок и ленточный шлифовальный станок. Но это все скорее пригодится при массовом производстве ноже, а для одиночного, в принципе и не понадобится.
Материалы и инструменты, которые использовал автор:
— ленточная пила (не обязательно);
— автомобильная рессора;
— набор напильников (по дереву и металлу);
— наждачная бумага разной зернистости;
— сверлильный станок (подойдет и ручная дрель);
— печь (или хорошие угли + фен);
— древесина для отделки ручки;
— болгарка ;
— болты (используются в качестве штифтов).
Процесс изготовления ножика:
Шаг первый. Разрабатываем дизайн ножа
Первым делом рисуем шаблон ножа на бумаге. При этом сразу рисуйте нож в масштабе, исходите из размеров заготовки. Если с рисованием у вас проблемы, вы запросто можете скачать шаблон готового ножа из интернета. Конечно, нож в таком случае не будет уникален, но для вас не составит труда сделать его таковым, изменив детали.
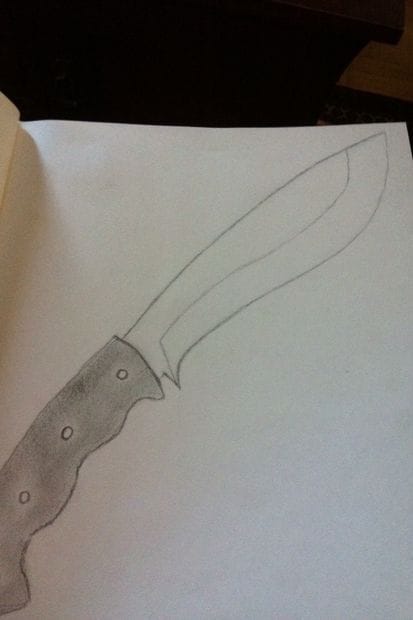
Когда рисунок будет готов, просто вырежьте его. Хорошо бы, если б шаблон был вырезан из плотного картона. Это позволит вам подержать профиль в руке и прикинуть, будет ли ножик удобен.
Шаг второй. Температурная обработка металла
Перед работой с таким металлом его нудно обязательно отпустить. Во-первых, так металл будет куда легче обрабатываться. А во-вторых, только в этом случае вы сможете его выпрямить. Сталь вам нужно нагреть до красного цвета, а это не так просто. Тут вам понадобится хорошая куча углей, которую понадобится раздуть воздухом. Для подачи воздуха можно использовать обычный бытовой фен, пылесос и другие подобные приспособления.
Еще можно сделать простенькую печь из газовой горелки.


Когда металл раскалится, кладем его на рельсу или наковальню и потихоньку распрямляем ударами молоточка. Впрочем, вы сможете без проблем его выровнять даже после полного остывания.
Шаг третий. Вырезаем профиль из стали
Берем заготовку и прикладываем к ней профиль, изготовленный из бумаги. Обводим профиль острым предметом или маркером. Вот и все, теперь нам останется только вырезать профиль. Прозе всего это сделать при помощи ленточной пилы по металлу. Худшим случаем будет болгарка, ну а при безвыходной ситуации используем ножовку по металлу. Избегайте тех случаев, когда металл от перегрева меняет цвет, так как при этом он становится мягким и даже закалка может его не спасти.


Затем вам останется сформировать скосы, чем плавне они будут, тем лучше будет резать нож. Скосы должны быть обязательно ровными и симметричными. Для этого берем маркер и рисуем на клинке линию границы скосов. Также вам нужно начертить центральную линию вдоль лезвия, чтобы разделить его на две части. Ну а теперь приступаем к шлифовке, работать удобно при помощи ленточной шлифовальной машины. Если ее нет, работу можно провести обычной болгаркой. В крайнем случае, воспользуйтесь напильниками, это не сложно. Доводим скосы до идеала при помощи наждачной бумаги.
Шаг пятый. Сверлим отверстия под штифты
На этом шаге автор сверлит отверстия под штифты. Этот шаг можно выполнить когда угодно, главное, не забыть это сделать до закалки, так как потом это будет крайне проблематично. Для надежного крепления накладок отверстий должно быть как минимум два штуки, большее количество сверлят скорее в эстетических целях.

Следующим этапом будет закалка, так что постарайтесь закончить все основные работы с металлом. Но делать тонкую шлифовку не нужно, так как после закалки нож будет грязным.
Шаг шестой. Закалка ножа
Теперь можно приступать к закалке клинка. Для этого нам снова понадобится мощный источник тепла. Разжигаем угли и греем металл до ярко-красного желтоватого свечения. После этого охлаждаем сталь в масле, автор использует растительное, так как переживает, что автомобильная «отработка» содержит много загрязнений и разрушает металл. Но довольно много самодельщиков вполне успешно используют и старое моторное масло.


После охлаждения на металле будет множество загрязнений, это в основном окалина и сгоревшее масло. Сначала моем ножик, а затем немного очищаем поверхность наждачной бумагой. Нам предстоит еще один шаг – это отпуск металла. Эта процедура сделает металл немного мягче, зато он будет пружинить и не разлетится на куски при падении. Отпуск производят обычно в бытовой духовке. Разогрейте ее до температуры 200-210 о С и положите нож на часик. Чем массивнее будет нож, тем больше он должен лежать в духовке для полного прогрева.
По завершении заданного времени не открывайте духовку, просто выключите ее и дайте остыть в закрытом состоянии вместе с ножом.

Отпуск металл крайне важен. Однажды автор просто закалил нож и не сделал отпуск. Нож был запущен в пенек, в результате чего он разлетелся (нож) на семь частей.
Шаг седьмой. Вырезаем ручку
Ручку автор делает по упрощенной схеме, он ее вырезает при помощи ленточной пилы. В итоге получается аккуратная, почти готовая заготовка. Но далеко не у каждого найдется такой инструмент.
Для ручки вам понадобятся две нетолстые досточки, прикладываем к ним хвостовую часть и обводим карандашом. Всего вам понадобится две таких заготовки.


Шаг девятый. Доработка ручки
Ручку нужно будет хорошенько отшлифовать, сделать гладкой. Подержите нож в руке и убедитесь, что ручка удобная. Далее автор пропитывает ручку маслом, хорошо подойдет льняное масло. Благодаря этому древесина не будет впитывать влагу и как следствие трескаться. Помимо этого, масло сделает ручку более красивой. В качестве защитного покрытия можно также применять пчелиный воск или его смесь с льняным маслом.
Шаг десятый. Устанавливаем ручку
В завершении автор крепит ручку к ножу. Обычно для таких целей принято использовать эпоксидный клей и штифты. Но автор решил выбрать другой вариант, он просто закрутил винты в ручку, тем самым стянув две половинки. Это подход не очень профессиональный, но простой. Впрочем, это можно назвать тоже каким-то стилем изготовления, каждому свое.
Нож из рессоры
Нож – это отличная вещь, которая может быть полезна не только в качестве прекрасного инструмента, но и в виде замечательного сувенира. Каждый мальчишка будет рад такому подарку. Если нож изготовлен вручную, то он сразу становится уникальной ценностью в глазах владельца.
Взрослые тоже не всегда используют ножи исключительно в бытовых целях – многие люди их коллекционируют. Критерии выбора у всех разные, но каждый знает, что качественная сталь – это обязательное условие для хорошего ножа. Но и красиво выполненная ручка может произвести не меньшее впечатление, чем прочное лезвие, способное долго держать заточку.

В чем же особенность ножа из рессоры?
Причина популярности такого изделия, как нож из рессоры, заключается в свойствах металла. Высокая износостойкость и прочность в сочетании с высокой пластичностью позволили многим поколениям мастеров пользоваться рессорами как главным источником сырья.

Характеристики рессорно-пружинной стали
Рессоры изготавливают из рессорно-пружинной стали 65Г, но могут быть применены другие марки: 50ХГСА, 50ХГА, 50ХФА. Это тоже рессорно-пружинные стали – определить какая из них взята в качестве материала для клинка можно только с помощью химического анализа. Либо по нюансам поведения металла при обработке, но с этим справятся только опытные мастера. Для начинающего изготовителя разница между перечисленными материалами будет практически незаметна.
Применение рессорной стали
65Г считается одной из самых дешевых пружинных сталей. При этом она обладает рядом уникальных свойств, делающих ее незаменимой для создания пружин. Рессорная сталь для ножа содержит хром, никель, марганец, кремний. Эти элементы придают свойства, за которые изготовителями выбирается именно этот материал:
- хорошая гибкость;
- высокая ударная вязкость;
- твёрдость;
- износостойкость;
Термообработка играет большую роль в улучшении качеств материала. Сталь становится прочнее, повышается ее твердость. К сожалению, она недостаточно устойчива к коррозии – имеет обыкновение ржаветь. Но достоинства перевешивают недостатки и ее часто используют как материал для клинка.
Такие ножи применяют в самых разных сферах. В первую очередь в качестве кухонных – крепкие, прочные, долговечные – что ещё нужно для ежедневной работы на кухне и, например, для разделки мяса? Те же соображения заставляли охотников, рыбаков и туристов стараться заполучить в свой арсенал эту качественную «самоделку». Поэтому многие мастера делали на продажу туристические и охотничьи ножи.
Благодаря хорошим характеристикам стали, эти ножи были популярны среди военных. Солдаты срочной службы, имевшие доступ к инструментам для металлообработки, в кустарных условиях изготавливали армейские ножи.Со временем, изготовители начали замахиваться на более серьёзные изделия: топоры, мечи, мачете, катаны. Из-за хорошей ударной вязкости рессорные стали прекрасно подходят для ковки. Ковкой можно изготовить клинок любой формы, даже самой причудливой.
Как сделать нож из рессоры
Изготовление ножа из рессоры может отнять много времени и сил, особенно, если человек делает это в первый раз. Но рессорно-пружинная сталь хорошо поддаётся обработке и «стерпит» ошибки новичка, поэтому именно из неё лучше всего создавать свой первый нож.
Обычно, материал находят на открытом воздухе: на улице, на автобазах, рядом с гаражами, на автомобильных свалках и других аналогичных местах. Поэтому рессора может быть покрыта грязью и ржавчиной и перед работой ее надо тщательно отчистить. Если необходимо выпрямить выгнутую рессору, то её нагревают до красна, а затем дают остыть в нормальных условиях – при комнатной температуре.
Как сделать нож из рессоры с помощью ковки
Все рессорно-пружинные стали, в том числе 65Г, объединяет одно качество: они прекрасно поддаются ковке. Ножи из рессорной стали, изготовленные ковкой, будут более надёжными и долговечными, потому что в процессе обработки происходит упрочнение металла за счёт пластической деформации и изменения макроструктуры.
Прежде чем проковать рессору, необходимо вырезать из неё профиль будущего клинка. Затем заготовку надёжно крепят, и нагревают до красна. Ковкой создаётся остриё и лезвие. Этим способом легко придать клинку требуемую форму, а также задать его ширину. Ковкой из рессоры хорошо удается изготавливать топоры и различные экзотические вещи, такие как мачете или меч.
Лезвию дают остыть до температуры окружающей среды после того как работа закончена.
Как выточить нож из рессоры своими руками
Необходимо, в первую очередь, определиться с внешним видом будущего изделия. Форма зависит от назначения ножа: кухонный, охотничий, сувенирный или какой-либо другой. В итоге клинок может быть любой – на это влияют только фантазия и возможности изготовителя. Если выбор сделан, то нужно взять готовый шаблон или выполнить его самостоятельно из картона или плотной бумаги.
Далее, чтобы изготовить нож из рессоры своими руками, надо быть готовым начать работу с металлом. Сначала шаблон необходимо приложить к металлической заготовке и обвести маркером, карандашом, чертилкой (ГОСТ 24473-80) или другим разметочным инструментом. По контуру, полученному посредством шаблона, требуется вырезать профиль изделия. Подойдут следующие инструменты:
- ленточная пила;
- угловая шлифмашинка, она же «болгарка» – важно не перегреть заготовку при отрезании;
- сверлильный станок или дрель – в этом случае вдоль контура сверлят отверстия, затем перегородки между ними ломают или выпиливают;
- можно использовать ручной инструмент;
Сам процесс обработки достаточно прост, хотя и требует определённой концентрации, чтобы вырезать заготовку в соответствии с разметкой. Когда обработка успешно завершена и заготовка стала соответствовать шаблону, то можно приступать к формированию клинка. Основная задача – сделать скосы. Лезвие снова размечают, определяя размеры скосов. При дальнейшей обработке следует строго придерживаться разметки.

Для работы лучше всего использовать электрическое точило. Также подойдут и ленточная шлифмашинка, и «болгарка», но, в случае последней, требуется хорошее владение инструментом. Можно выточить скосы вручную – напильником. На этом работы по металлу должны быть закончены, потому что далее клинок пройдёт термическую обработку, после которой сделать с заготовкой что-либо ещё будет очень сложно.
Закалка лезвия
Основной вид термической обработки – это закалка. Она нужна, чтобы лезвие было прочным, и могло оставаться острым долгое время после заточки. Существуют разные приёмы:
— закалка, с нагревом только режущей кромки;
— закалка режущей кромки нагревом изделия целиком;
— закалка с отпуском;
В первом случае только крайняя часть лезвия нагревается до немагнитного состояния, после чего его помещают в масло и выдерживают, пока масло не перестанет пузыриться. Второй способ сложнее: нагревается нож целиком, но погружать его в масло требуется только на треть – чтобы режущий край был покрыт жидкостью.
Закалка с отпуском – это метод, при котором остывание заготовки проводится в два этапа: сначала в при повышенной температуре, но ниже температуры закалки, затем при комнатной температуре.
Самый простой способ закалки – это полная закалка клинка, но при этом способе есть вероятность, что лезвие поведёт. Тогда надо провести рихтовку испорченной заготовки. Это можно сделать как предварительно разогрев лезвие, так и в холодном состоянии.
Изготовление рукоятки
Ручку можно изготовить практически из любого сырья, но особой популярностью пользуются дерево, пластик, кожа, кость. Красиво выглядят наборные ручки с чередующимися слоями, например, кожи и бересты.
Кость – это традиционный материал, для изготовления разнообразных безделушек и предметов быта. Обладая навыком резьбы по кости можно сделать уникальную, красивую ручку. Но проще всего взять две деревянные или пластиковые накладки, поместить их по обе стороны от хвостовика и закрепить между собой заклепками, а для большей прочности ещё и эпоксидным клеем. Иногда для крепления используют винты и гайки, но если важен внешний вид, то лучше их не применять.
Рукоять должна быть удобной, поэтому требуется уделить большое внимание ее обработке. Для этого используются сначала напильники, а затем наждачная бумага. Если накладки деревянные, то их обязательно надо пропитать маслом, чтобы обеспечить долговечность древесины. Пропитка подчеркивает структуру дерева и придает изделию привлекательный внешний облик. После закрепления рукоятки проводят ее окончательную шлифовку.
Заточка ножа
Работа над ножом из рессоры практически завершена, осталось только заточить его. Для этого используют:
- бруски;
- мусаты;
- точильные станки;
- механические точилки;
- электрические точилки;
Действительно хорошие результаты получают применяя брусок или электрическую точилку. Чтобы хорошо заточить нож с помощью бруска или точильного камня понадобится не мало времени. Если на обычный кухонный нож достаточно потратить около получаса, то выравнивание и заточка длинного кованого ножа может занять несколько дней.
Для лучшего контроля процесса заточки точильный камень помещают на устойчивую горизонтальную поверхность. Оптимальный его размер – примерно в полтора раза длиннее лезвия. Начинать заточку требуется грубым точильным камнем, с крупным зерном. Продолжать надо до тех пор, пока не появится заусенец. После этого берётся мелкозернистый камень, далее процесс продолжается с его помощью. Чтобы самодельный нож из рессоры стал острым, а заточка держалась долго, надо соблюдать следующие правила:
- движение осуществляется путём поступательных перемещений ножа вдоль бруска – режущей частью вперёд;
- конец бруска и конец лезвия должны «встретиться». Нужно синхронизировать смещение ножа поперёк бруска (от ручки к лезвию) и перемещение ножа вдоль бруска;
- плоскость клинка и поверхность бруска должны составлять угол от 20 до 25 градусов – это универсальный угол заточки. В зависимости от назначения ножа, угол может меняться, но важно, чтобы он удерживался постоянным всё время пока происходит затачивание ножа;
В конце необходимо провести шлифовку лезвия, чтобы надолго сохранить нож острым. Для этого берётся точильный камень с самым мелким зерном. Затем аккуратно, чтобы не испортить уже сделанное, снимается заусенец.

Заточка — процесс требующий терпения и внимательности. Навык приходит только с опытом, поэтому все, кто не хочет ждать, могут воспользоваться электрической точилкой. Это сэкономит время, а также позволит сохранить ножи в превосходном состоянии.
Изготовление ножа — это процесс сложный, требующий внимания, концентрации, тщательности, навыков работы с металлом. Но труд не будет напрасным, ведь в итоге получится прекрасное изделие, созданное своими руками. Чем с большей любовью и старанием мастер подходил к делу, тем лучше будет изделие. Даже новичок, если окажется терпелив и настойчив, сможет овладеть навыками и тоже станет гордиться результатами своей работы.
Закалка рессоры
перемещено из Холодное оружие
Здравствуйте, подскажите пожалуйста можно-ли закалить 65Г в воде.
можно. но не нужно.
перемещено из Холодное оружие
В принципе можно, вроде у Прокопенкова на сайте была описана методика закалки с использованием мокрых газет 😊, а вообще-то в сети полно справочников термиста.
А на чем это рессоры стоят из 65Г,не могу найти таких.
А где Вы их ищите? 😊
Тогда странно, что так и не нашли. 😊 Практически весь, за некоторым исключением, старый отечественный автотранспорт.
Assassins
можно-ли закалить 65Г в воде.
Говорят ,что лучше на ножи рессоры со старых москвичей (типа 408)и
ГАЗ 51.Современные вроде хуже. Мне отковали из рессоры грузового «Вольво»-
отличный нож.
Все рессоры что пересмотрел сегодня углерока с разными присадками в том числе от японских и немецких авто. 😞
ктобы сомневался.
да и на рессоры давно не ставят 65Г..
А если уважаемый Assassins сделаете вы самостоятельно катану из углеродки то станет она щербатой после первой же рубки.
Семен Михалыч
Все рессоры пересмотрел сегодня
А зачем Вам именно 65Г? ИМХО — сталюка так себе, на ножик рабочий только. Из плюсов — ТО относительно легкая и куется неплохо. Но — ржавееть то как. Если выбор есть, то на мой сугубо субъективный взгляд, лучше чего нибудь посолидней подобрать.
Ну эт смотря что рубить и на какую твердость калить 😊
А на чем это рессоры стоят из 65Г,не могу найти таких.
А если уважаемый Assassins сделаете вы самостоятельно катану из углеродки то станет она щербатой после первой же рубки.
лучше чего нибудь посолидней подобрать
Семен Михалыч
Подскажите что посолидней
Нууу. Много чего имеется! Главное — определиться, ДЛЯ ЧЕГО ножик нужен. Если на рыбалку или на кухню — то нержавейку лучшо, зверя потрошить — то из инструменталок подойдет, а банки рубить консервные и дровишки в костре ковырять — то быстрорез берите. ИМХО, мои субъективные предпочтения — из нержавеек: 95Х18; из инструменталок: У7, У8, ШХ15(эт шарикоподшипниковая), Х12МФ; из быстрорезов — Р6М5, Р9. Список ДАЛЕКО не полный. Вот тут это уже обсуждалось: http://guns.allzip.org/topic/97/430525.html
Ну эт смотря что рубить и на какую твердость калить
это почему? и из чего тогда делать?
Дык, я и написал, вроде — самые, так сказать, мною предпочитаемые. Кстати, Х12ФМ — лично я бы вообще на первое место поставил. Если возможность есть — то ее и берите. Технологична, ржавеет вполне умеренно и полируется очень даже не плохо. У7 — тоже ничего, особенно если зонную закалку сделать и хлорняком протравить. ХВГ еще бы в этот список включил только — тоже сталь достойная внимания.
для начала брать сталь более вязкую и пластичную.
Рубить к примеру что то деревянное, замоченные циновки не у всех есть, обычно народ в лес идет катану попробывать, и даже если калить не сильно то лезвие на удивление крошится весьма охотно
либо угол заточки слишком мал, либо неправильное ТО,попробуйте отпуск посильнее
Если нужна 65Г возьми вагонную пружину.
Семен Михалыч
закалка была 45-48,сам удивился когда на лезвии появились сколы.
По моему, при такой твердости, либо отпуск отсутствовал, либо пережег имел место. Но я могу и ошибаться.
З.Ы. Это, конечно, если речь о 65Г идет.
Кстати, Х12ФМ — лично я бы вообще на первое место поставил.
Да в том то идело что закалка была 45-48,сам удивился когда на лезвии появились сколы.
А может зерно крупное.
З.Ы. Это, конечно, если речь о 65Г идет.
Нет У7,65Г думаю велаб себя более достойно.
Из У7, У8, куют вполне хорошие топоры, при правильной ТМО они не крошаться при рубке, а нагрузки там недетские.
Судя по описанию, ИМХО, проблема в ТМО.
Семен Михалыч
Читал что штампы из них делают
Так же штампы делают из Х6ВФ, Х6Ф4 и Х12. ТО включает закалку 950-1050С и низкий отпуск при 170-190С. Твердость после ТО — 62-64 ед. Нагрев под закалку ведут очень медленно и максимально равномерно. Охлаждение — в масле. Особенность стали заключается в высокой стойкости против отпуска.
Структура: мартенсит + карбиды + остаточный аустенит, который добавляет вязкости. Для штампов это не есть гуд, но для ножа — самое то.
Илья клинок не топор, там на конце очень большая скорость и вибрация, зерно не видел какое клинок то не сломался.
Семен Михалыч
Нет У7,65Г думаю велаб себя более достойно.
Я с У7 знаком очень хорошо — при соблюдении технологии не ведет она себя так предательски. Если это она была — то категорически поддерживаю версию неправильной ТО.
Илья клинок не топор, там на конце очень большая скорость и вибрация, зерно не видел какое клинок то не сломался.
Семен. Здесь не спорю, отличия конечно же есть, но я все таки склоняюсь к варианту крупного зерна. На У-шке, чуть перегрел, передержал и пожалуйста, а при такой твердости выкрашивание. Я при ковке и далее предварительной слесарке оставляю со стороны обуха торчащие тонкие металлические выступы — пробнички в количестве нескольких штук. Делаю отжиг, один сламываю — смотрю зерно, после закалки тоже. Кстати, Алексей (kU), об этом способе тоже писал.
стороны обуха торчащие тонкие металлические выступы
🙂 От и узнал пацан у дядек про то, как рессору в воде калить.
Давайте уж тогда напишу как я калю длинномеры, выкладываю из кирпича траншею п образной формы, большой печи уменя нет, высота сантиметров 35,ширина внутри полкирпича ,кладу на дно дюймовую трубу с насверленными сверху дырками с одной стороны отверстие глушу с другой подключаю наддув, насыпаю сверху древесный уголь, много,закаливаю ночью, что бы цвет лучше было видно, грею до ярко красного и в желоб с маслом моторным, отпуск в газовой духовке длиномер ясен перец в духовку не влазит, дверца остается приоткрытой
щель загораживаю куском алюминия, так час, потом засовываю другим концом, и еще час, температура гдето 250 градусов, потом достаю и пытаюсь выправить поведенное при закалке.
Еще отжечь неплохо перед закалкой, потому как в противном случае повести может так, что и не выправить.
Блин, спрашивют-же про закалку в воде, а если спрашивают то зачит в масле калить умеют.
Ну, хоть про закалку в моче, или в крови супостатов не интересуются.
Ну, хоть про закалку в моче, или в крови супостатов не интересуются.
Как в домашних условиях правильно закалить стальной нож, сделанный из пилы или рессоры
Закалка режущих рабочих инструментов проводится с целью придания материалу повышенной прочности и твердости. Процедура не отличается сложностью и представляет собой нагрев стального изделия до определенной температуры, а затем его постепенное охлаждение. В домашних условиях часто закаляют ножи, топоры и другой строительный инвентарь, поскольку в магазинах не всегда можно найти качественный инструмент.
Дорогостоящей техники для проведения закалки не потребуется. Температурный режим и длительность термообработки зависят от вида стали. Обсудим, какие материалы и оборудование необходимо подготовить для того, чтобы самому закалить нож из рессоры или клапана.

Из какой стали должен быть нож, который можно закаливать?
Прежде, чем приступать к закаливанию ножа, необходимо узнать, из какой стали изготовлен инструмент. Сама по себе сталь представляет собой сплав углерода и железа. В зависимости от марки в состав могут быть добавлены другие примеси:к, молибден, кальций, хром и т.д. Чем меньше углерода в сплаве, тем более гибким и пластичным, но менее износостойким будет инструмент.
Высокоуглеродистая, или нержавеющая сталь – распространенный материал для изготовления клинков ножей. Из нее получается хороший режущий инструмент, прочный и крепкий. Особой популярностью у потребителей пользуется нержавеющая сталь марки 420 НС. Чем выше содержание углерода в стали, тем прочнее будет клинок, но вместе с тем и затачивать нож во время обработки придется дольше. Высокоуглеродистую сталь закаливают в специальной камере – для этой цели лучше всего подходит муфельная печь.
Сталь с низким содержанием углерода – более твердая и пластичная, чем нержавеющая, но менее износостойкая и чаще подвергается коррозии. Малоуглеродистые сплавы, в маркировке которых содержатся цифры 10, 20 и 25, закалке не подвергают.

Что потребуется для закалки ножа в домашних условиях?
Как правильно закалять ножи в домашних условиях? Процедура закалки не отличается особой сложностью и трудоемкостью. Необходимо следить за временем обработки сплава, соблюдать необходимую температуру нагрева и охлаждения.
Высокоуглеродистые сплавы можно закаливать дома только при наличии специального оборудования – муфельной печи. Для прокаливания клинков из конструкционной стали подойдет самый обычный костер или газовая горелка. Также для проведения работы потребуются угли для розжига костра и несколько больших емкостей. Чтобы удерживать над пламенем огня раскаленную сталь, используются кузнечные щипцы. Для защиты глаз следует заранее подготовить специальные очки. Чтобы закрыть лицо и тело от летящих из костра искр, понадобится защитный костюм из натуральных материалов – например, хлопка.
Самостоятельному закаливанию подлежат самодельные ножи и клинки, изготовленные из подручных средств. Для этого подойдут напильники, пилы, клапаны, подшипники, рессоры и прочее. Закаленный по всем правилам инструмент приобретает прочность и высокую износостойкость, при этом новые свойства могут сохраняться на протяжении десятилетий.
Как изготовить камеру для закаливания?
Лучше всего для проведения процедуры закаливания подходит камера, в которой изделие постепенно нагревается до нужной температуры, а затем плавно охлаждается. Чтобы изготовить такую печь, потребуется огнеупорный материал – обычно используют глину.
Для начала следует сделать заготовку печи из твердого картона. Размеры заготовки – 20*10*7,7 см. Картон заранее следует пропитать парафином. Когда картонная коробка готова, на нее следует нанести слой сырой глины, особое внимание уделяя стыкам – в них не должно быть щелей. Отдельно из глины лепится дверь камеры.

Далее заготовку следует высушить, а затем нагреть в печи при температуре 90-100 С, чтобы удалить остатки влаги. После этого изделие обжигают при температуре 900 С, а затем медленно остужают, не открывая дверцу печи.
Для создания нагревателя будущей камеры используют проволоку из нихрома диаметром 0,75 мм. Потребуется около 18 м проволоки, которую нужно аккуратно намотать на корпус камеры. Затем обмотку следует промазать сырой глиной, чтобы предотвратить замыкание. После этого в корпусе камеры проделать 2 отверстия – для визуального контроля за процессом обжига и для установки измерительной термопары. Готовая печь для обжига получается легкой – ее вес не превышает 10 кг.
Технология закалки ножа в печи, правила выбора температуры

Чтобы правильно закалить клинок, необходимо знать состав сплава, из которого он сделан:
- сплав с низким содержанием углерода закаливают при температуре 750-950 С;
- для высокоуглеродистой стали оптимальный температурный диапазон – 680-850 С;
- легирующие сплавы стали с примесями подвергают разогреву до 850-1150 С.
Методика проведения закалки очень проста, с ней справится даже начинающий мастер. Чтобы закалить нож, сделанный из пилы, подшипника или рессоры, необходимо трижды прогреть клинок до заданной температуры в муфельной печи до ярко-красного цвета. В промежутках между нагревом изделие необходимо правильно охлаждать, при этом с каждым разом увеличивая время нахождения изделия в охлаждающей субстанции.

Существует 4 группы оттенков, которые приобретает железо во время закалки:
- красно-коричневый – температура закалки достигла 530-600 С;
- бордовый – сплав нагрелся до 650-700 С;
- ярко-красный – температура в муфельной печи в районе 750-950 С;
- оранжевый – пик каления при температуре 950-1000 С.
По цвету стали легко можно определить температуру каления – чем светлее материал, тем жарче в муфельной печи. Если калению подвергается изделие с гладкой поверхностью, при нагреве на нем образуется разноцветный слой в виде радуги, свидетельствующий о протекающем процессе окисления. Чем ярче цвета, тем выше температура нагрева.
Как закаливают нож с помощью графита?
Чтобы придать прочность самодельному ножу с толстым лезвием, используют процедуру закалки с помощью графита. По этой технологии закаливанию подвергается не весь инструмент, а лишь его режущая часть, что значительно упрощает работу. Другое название такой закалки – цементация. Главная ее цель – повысить твердость и износостойкость металла.

Графит можно получить из обычных пальчиковых батареек или простого карандаша. Для процедуры цементации потребуется измельчить графитовый стержень до состояния порошка. Затем необходимо подготовить лист металла – например, оцинкованный профиль, на котором будет размещен графитовый порошок. Для проведения закалки потребуется источник питания – в идеале, импульсный сварочный аппарат постоянного тока. При его отсутствии подойдет другой прибор, выдающий постоянный или переменный ток напряжением 30-60 вольт.
Технология закаливания выглядит следующим образом:
- на лист металла насыпать порошок графита;
- к основанию металлической подложки подключить «плюс» сварочного аппарата, к кромке ножа – «минус»;
- с помощью настроек выставить минимальную мощность и включить прибор;
- медленно, плавными движениями проводить кромкой ножа по графитовому слою, не допуская соприкосновения с металлической подложкой;
- следить за тем, чтобы графитовый слой не загорелся.
Вся процедура закалки занимает не более 5 минут. Как только кромка лезвия нагревается, нож необходимо сразу убирать.
Охлаждение клинка

Существует 2 способа охлаждения закаленной стали – в емкости с водой или маслом. Нержавеющие сплавы необходимо охлаждать с помощью минерального масла, низколегированные профили – в воде с добавлением поваренной соли. Неверный выбор способа охлаждения может свести на нет всю процедуру закаливания. Не рекомендуется использовать комбинированное охлаждение – последовательное опускание изделия в емкости с водой и маслом.
Как выбрать правильный метод охлаждения? Выбор зависит от цели и способа каления:
- раскаленные докрасна стальные изделия остужают в масле, при этом после каждой последующей термообработки режим охлаждения должен длиться дольше предыдущего, завершающий процесс проводится в воде;
- клинки с двусторонним лезвием охлаждают по другой схеме – сначала раскаленное изделие опускают в воду, а затем – в бочку или ведро с минеральным маслом;
- чтобы придать металлу максимальную упругость, после нагрева следует опустить изделие в кипяток на 2 часа, а затем – в холодную воду.
Как закалить отдельные части лезвия?
Чтобы избежать таких последствий, следует отдельные зоны лезвия ножа закалять в разных условиях. Режущую часть лезвия прокаливают однократно до появления ярко-оранжевого цвета, температура каления при этом доходит до 1000 С. Ту часть, которая после закалки не нужно затачивать, следует трижды прокалить до температуры 280 С. При отсутствии прибора для измерения температуры интенсивность нагрева в камере определяют по оттенку раскаленного сплава – он должен стать фиолетовым.
Как оценить качество закалки?

Чтобы проверить самодельный нож из дисковой пилы или другого инструмента на качество после закаливания, необходимо с помощью напильника сделать несколько движений по лезвию. Если закалка прошла успешно, напильник будет легко скользить. Если же изделие липнет к напильнику, а кромка лезвия сгибается, закалка выполнена не до конца – в этом случае процедуру термической обработки придется повторить.
Проверить качество закаленного изделия можно следующим образом:
- после заточки нож должен оставаться острым длительное время;
- лезвие не деформируется при соприкосновении с твердыми материалами;
- металл приобретает гибкость и пластичность, при этом оставаясь прочным.
Чтобы избежать термической деформации изделия, помещать нож в охлаждающую среду следует строго вертикально, спинкой вниз. В случае с закаливанием низкоуглеродистой стали помещать горячее изделие в чистую воду не рекомендуется, следует предварительно добавить небольшое количество поваренной соли.

