Как согнуть швеллер в домашних условиях?
Способы выпрямления швеллер

- Особенности изгиба швеллера
- Способы гибки швеллера
- Гибка швеллера в домашних условиях
- Газопламенная правка металла
Швеллер и двутавр относятся к стандартным профилям и используются в ряде сфер, где к жесткости конструкций из них предъявляются повышенные требования. Прочным заготовкам с П- или Н-образным сечением сложнее придать криволинейность. Чтобы согнуть швеллер или двутавровую балку, понадобится особое оборудование. Далее — о конкретных способах придания профилям нестандартной формы.
Особенности изгиба швеллера
Швеллер симметричен лишь по условной горизонтали. Этим осложняется его изгиб, выполняемый в трех направлениях:
- по полкам;
- по стенке (полками наружу или внутрь).
Если гнуть металлический швеллер по полкам при помощи специального оборудования, риск деформации последних исключается. Во втором случае возможен их перекос из-за повышенного давления рабочего элемента оборудования.
Различают три типа изгиба П-образного швеллера:
- плавный (заготовка превращается в криволинейное изделие с одним или несколькими радиусами);
- местный (на выходе получается деталь с парой прямых концов, соединенных под одним заданным углом).
В домашних условиях согнуть плавно швеллер практически невозможно — для этого требуются профилегибочные станки, весьма громоздкие и дорогие. Местным способом гибки пользуются многие любители, которым для определенных целей понадобился гнутый профиль. Тем более, для этого достаточно пары инструментов, которые у настоящего умельца всегда под рукой.
Способы гибки швеллера
Достоинство плавного метода — сохранения целостности заготовки. На швеллере не будет сварочных швов, что сохранит его прочностные характеристики и коррозионную стойкость. Гибка швеллера осуществляется медленно, постепенно, пока изделие не обретет требуемую форму.
Есть следующие способы плавного сгибания профиля:
- Ручной. Понадобится бензорез или ацетиленовая горелка и шаблон из листа металла, на котором рисуют радиус предполагаемого изгиба. К листу привариваются ограничители. Один конец фиксируется тисками. Участок профиля нагревают и загибают вплотную к ограничителям. Последние также допускается приварить с выпуклой стороны, чтобы деформируемая заготовка лучше держала форму.
- Станочный. Агрегаты, задача которых — гнуть габаритный швеллер, называются профилегибами. Они подходят и для других видов профилей. Операция по приданию заготовке выпуклости/вогнутости именуется вальцеванием. Металл проходит через большие ролики, закрепленные на определенном расстоянии, и деформируется. Достоинства метода — возможность обойтись без нагрева заготовки, быстрота работы, универсальность (существуют станки для самых крупных швеллеров), точность загиба. Недостатки — внушительные размеры оборудования и высокая стоимость. Профилегибы используют лишь на предприятиях, выпускающих металлопрокат или подобную продукцию.

Гибка швеллера в домашних условиях
Строительных дел мастера наверняка задавались вопросом, как согнуть данный профиль. В гаражных условиях возможен лишь местный загиб, поскольку для громоздкого станка вряд ли найдется место. Для работы понадобятся сварочный аппарат, а также болгарка с обоими видами дисков.
Последовательность работы такова:
- на полках швеллера наносятся разметочные линии в соответствии с требуемым углом наклона (изгиба) профиля;
- с обеих сторон болгаркой вырезается треугольный кусок металла; важно, чтобы резка выполнялась точно, симметрично, иначе заготовку не получится согнуть;
- профиль загибается под выбранным углом в месте выреза;
- для возвращения прочности стык заваривается;
- сварной шов обрабатывается шлифовальным диском.
Этот метод — единственно верный, который позволит гнуть металлический швеллер без использования дорогого оборудования.
Газопламенная правка металла
Правка — это технологическая операция, в процессе которой местными пластическими деформациями видоизменяется начальная форма листа, заготовки или изделия. Так, поставляемая металлургической промышленностью горячекатаная листовая сталь может иметь волнистость (кривизну листов в продольном направлении) и коробоватость до 12 мм на 1 м. Допускаются искажения формы и поставляемого профильного проката. Изготовление сварных конструкций неизбежно приводит к их деформациям, короблениям.
Для вырезки точных заготовок механическим способом, кислородной или плазменной резкой необходимо иметь листы, из которых они вырезаются, максимально правильной плоской формы. Поэтому перед резкой наиболее деформированные листы необходимо править. Для листов ограниченной толщины это осуществляется правкой в многовалковых вальцах или прессах «в холодную» или при нагреве выправляемого металла. В этом случае правка изгибом осуществляется безударно (в валках, струбцинами), либо ударно (бойками, молотами, кувалдами). Однако механизированные методы правки ограничиваются в применении толщиной плоских элементов до 100 мм.
Применительно к конструкциям сложной формы эти методы вообще неприменимы и для них используется правка местным нагревом, в частности газопламенная, получившая значительное развитие в последние годы.
Физическая сущность газопламенной правки заключается в изменении линейных размеров и формы в результате возникновения локализованных пластических деформаций, вызываемых местным нагревом металла, свободные деформации которого ограничены окружающими, достаточно жесткими областями холодного металла. Так, например, если в центральной части листа (см. рис. 128, а) имеется местная бухтина с центром в зоне А, то для выравнивания листа надо либо растянуть все периферийные зоны (что вручную может быть выполнено только для тонкого металла слесарной рихтовкой — созданием пластических деформаций металла у кромок ударами молотка), либо стянуть, сократить линейные размеры металла в районе бухтины. Это достигается местным нагревом бухтины, например пламенем, так, чтобы окружающий холодный металл вызвал бы в нагретом напряжения сжатия выше предела текучести. Тогда после охлаждения появятся деформации сокращения размеров, и бухтина сократится или совсем исчезнет, выровнявшись с остальной поверхностью листа. Естественно, что со стороны действия пламени зона нагрева будет больше (рис. 128, б), а следовательно, большими будут и конечные сокращения. Поэтому нагрев необходимо вести со стороны выпуклости бухтины.

Так как абсолютная величина деформации зависит как от температуры нагрева, так и от зоны нагрева , эти величины должны подбираться (примерно расчетом, предварительными экспериментами и накопленным опытом) для осуществления различных случаев правки. При этом, естественно, при пламенном нагреве важной характеристикой является и интенсивность нагрева. В некоторых случаях, когда жесткость ненагреваемой части листа (конструкции) мала (например, велика зона нагрева по отношению ко всему листу) и не может вызвать необходимых пластических деформаций сжатия нагретой зоны в процессе ее нагрева, применяют искусственное увеличение жесткости исправляемого элемента: например, в случае рис. 128, а — прихватку по контуру (вдоль отдельных кромок) жестких угольников, тавров или швеллеров. После окончания правки эти временные жесткости удаляются (срезаются или срубаются прихватки, снимаются струбцины).
Местным нагревом можно выправить и элементы иной формы. Так, например, для выправления угольника (рис. 128, в) его необходимо нагреть в зоне А пятном нагрева схематично, в виде треугольника, трапеции (заштриховано на рис. 128, в). При достаточной жесткости нагреваемой системы большие пластические деформации сжатия (сокращения линейных размеров) широко нагретой кромки (на рис. 128, в нижней) приведут к ее большему укорочению и соответственно выправлению изгиба. Поэтому необходимо правильно выбирать не только температуру и величину зоны нагрева, но и ее форму, а иногда, при правке нескольких мест, и последовательность нагрева и охлаждения различных участков листа, конструкции.
Нагрев для правки может осуществляться не только пятнами, но и при линейном или волнообразном перемещении источника нагрева по исправляемому изделию, вызывающему соответствующие вытянутые прямолинейные или извилистые зоны нагрева (рис. 128, г). При перемещении зоны нагрева линейные сокращения поперек и вдоль такой зоны неодинаковы. Поперечные сокращения, как правило, больше, чем продольные. Так, если относительно тонкий лист стали (размерами 1 м X 1 м) нагреть полосой шириной примерно 80 мм на всю толщину, то поперечное сокращение составит около 0,7-0,75 мм, а продольное только -0,15 мм. Величина продольных и поперечных деформаций зависит и от соотношения габаритных размеров листа L/B (рис. 128, г). Чем больше отношение L/B, т. е., чем уже нагреваемый лист, тем относительно большей является продольная деформация. Поэтому для правки плоских длинных элементов целесообразнее больше использовать поперечные деформации, а для изделий типа валов, брусьев — продольные.
Расположение полосы нагрева не по оси симметрии приводит не только к сокращению размеров, но и к общему изгибу выправляемого элемента, величина которого также зависит от жесткости обрабатываемого изделия (детали).
При правке толстых листов и толстостенных элементов в ряде случаев необходимо учитывать возможность изменения размеров не только в основной плоскости, но и появление деформаций из плоскости, вызываемых неравномерностью прогрева их по толщине, в соответствии с рис. 128, б.
Газопламенная правка может применяться не только для сталей, но и для листов и изделий из цветных металлов.
При газопламенной правке может применяться как ацетилено-кислородное пламя, так и пламя различных заменителей ацетилена. Однако при этом в ряде случаев приходится учитывать возможную степень уменьшения интенсивности нагрева, приводящую к увеличению пятна (зоны) нагрева, а следовательно, к изменению соотношений зоны нагрева и жесткости окружающего холодного металла.
Всякий дополнительный ввод тепла в изделие и наличие дополнительных местных пластических деформаций приводит к увеличению зон высоких внутренних напряжений, в частности растяжений, достигающих предела текучести, т. е. к общему увеличению напряженности конструкции. В определенных условиях и особенно при малом запасе пластичности металла конструкций это может привести к появлению в них трещин еще в процессе изготовления или при эксплуатационных условиях, вызывающих иногда небольшую, но дополнительную деформацию. Для исключения таких разрушений или снижения эксплуатационных характеристик конструкции, имеющих большую общую напряженность (от сварки, дополнительной правки), их необходимо подвергать общей термической обработке для снятия внутренних напряжений.
В связи с изложенным, технологический процесс изготовления сварных конструкций надо строить так, чтобы они получались максимально приближенными к необходимой форме и размерам, для ограничения последующей их правки.
Как я гну арматуру у себя дома без каких-то покупных станков: делюсь приспособлениями
Я живу в своем доме. У меня есть достаточно большой участок, который я стараюсь всеми силами облагородить. Купил его практически без ничего и постепенно делаю вложения, ремонт и т. д.
Посадил небольшой сад, сделал уютную беседку. Хотел бы поделиться некоторым своим опытом, который я получил при строительстве гаража и бани, а точнее сказать — фундамента для них.
Речь пойдет про арматуру, как ее согнуть, если нет специального станка. Вы наверно спросите, почему я его не купил.
Ответ прост, он слишком дорогой для того, чтобы использовать для двух небольших фундаментов. Я, естественно, выкрутился из ситуации и сейчас расскажу вам как.
История от подписчика блога Дмитрия Олеговича.

Тот самый дорогостоящий станок.
- Для чего вообще нужно гнуть арматуру
- С помощью швеллера
- Две трубы и тиски
- Самодельный станок
Для чего вообще нужно гнуть арматуру
Я вкратце объясню, в чем дело. Мне примерно так же рассказывал мой знакомый, перед тем, как я приступил к работе. Он сказал, что любая бетонная деталь сама по себе достаточно хрупкая.
Поэтому. Для её жесткости и крепости используют арматуру. Её кладут ещё в незастывший бетон.

Изогнутая арматура в фундаменте для гаража.
Лучше, конечно, класть слоями. Сначала немного бетона, затем арматура, затем снова бетон. Также арматура добавляет нужной пластичности при возможном изгибании, а точнее, предотвращает его.
Естественно, просто покидать арматуру абы как не подойдет. Нужно создать своеобразную сеть, чтобы она распространялась по всем участкам изделия.
В таких случаях и может понадобиться изгибание арматуры. Стоит также понимать, что арматура бывает разной, она обладает разным диаметром.
Чем он толще, тем сложнее её согнуть. Я сгибал арматуру 8 мм. Возможно, вы осилите и толще, если вам это позволит физическая подготовка.
Важно! Перед тем как закупить нужное количество арматуры, попробуйте сначала проверить свои силы, сможете ли вы согнуть её в домашних условиях без станка.
С помощью швеллера
Так как я уже говорил, что делал и баню, и гараж, то успел испробовать три способа изгиба арматуры. И как оно часто бывает, последний способ был лучше всего, когда работа уже подходила к концу.
Начну рассказывать все по порядку. Первый способ мне самому пришел на ум.

Гну арматуру на швеллере.
Я использовал обычный кусок швеллера. На его боковых стенках нужно друг напротив друга сделать по одной ямочке. То есть, разъем, в который хорошо вместится сама арматура, и при давлении на неё она не выскочит. Делал я их с помощью болгарки.
Все что вам нужно, это вставить в обе эти ямки прут. Взять один его конец, который хотите изогнуть.
И та стенка, которая ближе к концу, за который вы взялись, должна находиться на том уровне арматуры, где, по-вашему, должен быть изгиб. Все, что вам остается, только сильно надавить в нужном направлении.
Важно! Данный способ менее всего удобен, как показала практика.
Две трубы и тиски
Этот способ я случайно увидел в интернете как раз перед тем, как делать гараж. Баня, где я использовал швеллер, к тому времени уже была готова. Новый вариант оказался действительно более удобным. Да и всякие ямки болгаркой делать не надо.
Вам понадобится две трубы, чуть шире диаметром, чем сама арматура. То есть чтобы она туда помещалась, но и лишнего места практически не оставалось. Так работать будет легче всего.
Одну часть трубы нужно как-то закрепить на одном месте. Я для этого использовал тиски, просто зажав конструкцию в них.
Всунул арматуру в трубу. Край трубы будет также тем местом, где должен быть изгиб, поэтому всовывайте арматуру, учитывая это. На торчащий конец, который будет изгибаться, надевается вторая труба.
Этого можно не делать, если у вас хватает сил сгибать собственными руками. Но с трубой намного легче. Да и изгибаться прут будет только в нужном месте, и нигде больше.
Важно! Если использовать слишком широкие трубы, то арматура будет в них ездить и изгиб может получиться не в том месте, где планировалось.
Самодельный станок
В итоге, на половине сделанного дела мой друг увидел, как я мучаюсь с этими трубами, и помог мне сделать самодельный станок для изгиба арматуры. Он сварщик, это стоит учитывать, так как при изготовлении станка потребовались его навыки.

Пользуюсь самодельным станком.
Для этого снова берется швеллер, и на его плоскую часть приваривается один уголок и следом за ним небольшой металлический штырь.
Следом нужно прикрепить еще один уголок, к которому на дальнем конце должна быть приварена ручка. Второй уголок должен быть подвижным. Мы просверлили дырку в нем и швеллере и посадили его на болт.
Затем арматура продевается в оба уголка, и с помощью подвижного уголка мы изгибаем её. Место изгиба будет рядом с приварным штырем. Именно упираясь в него, получается изгиб.
Как оказалось, это лучший способ из мною испробованных. Возможно, вы знаете и более продуктивные варианты, поэтому прошу вас, любезно ими поделиться. Возможно, мне и другим читателям это еще пригодиться в будущем.
Руководство по сгибанию металлического уголка
Способы гибки уголка
Применяют несколько основных способов получения из металлического уголка конструкций заданной формы и профиля, а именно различают:

- холодное сгибание,
- горячее сгибание,
- придание формы с помощью разрезания, сгибания и сварки готового изделия.
Холодное сгибание металлического уголка, в свою очередь, разделяется на:
- свободную гибку — это когда уголок сгибают без применения специального оборудования;
- сгибание с помощью вальцовочного механизма на специализированном профилегибочном станке.
Применение холодной гибки металлического уголка, в отличие от других способов, имеет определенные преимущества, а именно:
- это наименее затратный метод придания металлу заданной формы, при этом не требуется использования дополнительного оборудования для разогрева, резки, сварки и последующей обработки металла;
- получаемый в итоге каркас имеет большую прочность, так как при этом исключаются возможные дефекты, характерные при применении разогрева, резки и сварки;
- готовые конструкции гарантированно служат больший срок из-за того, что при обработке сохраняется целостность структуры металлического профиля;
- снижается вероятность возникновения очагов коррозии металла со временем.
Как можно согнуть уголок?
У вальцовки уголков существует своя простая, но классификация. По использованию термической обработки или отсутствию необходимости в ней сгибание может быть горячим или холодным. Кроме того, выделяют технологию, при которой согнутые заготовки дополнительно привариваются друг к другу или к основе. Хотя именно гибка помогает намного сократить количество сварных соединений и увеличить прочность изделия.
По усилию, которое прилагается в процессе, вальцовку можно разделить на свободную и автоматическую. Свободная производится, по сути, голыми руками, без привлечения оборудования. Автоматическая подразумевает станочный способ преображения заготовки.
Наиболее экономически выгодной считается вальцовка уголка по радиусу, выполненная на станке холодным способом. С одной стороны, минимизирован ручной труд, с другой — исключаются потеря времени и финансовые расходы, связанные с нагревом заготовки. У этой методики есть и другие преимущества:
- коррозионная стойкость металла (у некоторых видов стали после термической обработки это свойство исчезает или ухудшается);
- более длительный срок эксплуатации, так как материал сохраняет механическую прочность и другие характеристики;
- как следствие минимальных расходов на производство — низкие расходы для заказчика.
И, наконец, по направлению гиба различают вальцовку уголка полкой внутрь и вальцовку уголка полкой наружу. Первый вариант сложнее, так как при образовании кольца происходит сжатие полок (в специальной литературе их также называют перьями) и на вертикальной полке может возникнуть волнообразный эффект. Уголкам, согнутым полками наружу, такой дефект не страшен, так как их перья в этом случае не сжимаются, а растягиваются. Оба способа используются для вальцовки уголка в кольцо, а также для создания различных дуг.
Сгибание уголка по радиусу
Гибка металлического уголка по радиусу достаточно сложная технологическая операция, так как любое сгибание — это одновременное сжимание внутреннего и растягивание внешнего слоя металла, а, в случае с профилем в виде уголка, такие процессы никак не могут протекать равномерно, что будет сопровождаться попыткой продольного смещения одного из этих слоев.
Непосредственно для металлического уголка применяют два основных способа сгибания в плоскости профиля — это когда одна из полок лежит в вертикальной плоскости, а другая в горизонтальной и ее сгибание будет:

- вовнутрь радиуса кривизны деформации, при этом она будет сильно сжиматься ,
- наружу радиуса кривизны деформации, соответственно, она будет растягиваться .
Холодное сгибание металлического уголка методом вальцовки на специальном профилегибочном оборудовании позволяет согнуть как стальной уголок, так и профиль из алюминия, получая при этом изделия практически любого радиуса с идеальной формой.
Как согнуть уголок по радиусу своими руками можно посмотреть на этом видео.
Стоит иметь в виду, что как для горячего, так и холодного способа сгибания существуют предельные величины радиусов, которые напрямую зависят от размера полок уголка и его толщины. Так, можно упрощенно рассчитать радиус, на который допустимо загибать уголок, согласно следующим значениям:
- допустимый радиус для равнополочного уголка должен составлять минимальные 45 размеров ширины полки;
- для неравнобокового профиля допустимый радиус не может быть меньше 45 размеров ширины полки для большей полки и 50 — для меньшей.
Но лучше и проще руководствоваться значениями, которые приведены в таблицах.
Таблицы минимально допустимых радиусов сгибания стальных уголков в зависимости от типа, размеров и отношения величин полок


Вальцовка металла
Вальцовка позволяет получить цилиндрические и конические изделия с большими радиусами изгиба и равномерной деформацией вдоль заданного направления. Для вальцовки профильного или листового проката используются различные виды гибочных машин.
Вальцовка листового металла является наиболее простым способом изготовления деталей цилиндрической формы, комплектующих к емкостному оборудованию, обечаек. Обечайка – это деталь цилиндрической или конической формы (типа барабана, трубы или кольца), которая используется для производства элементов сварных конструкций, а также для производства емкостей, сосудов, котлов, баков и различных резервуаров.




Как согнуть уголок в кольцо своими руками
Для этого лучше всего воспользоваться горячим способом обработки металла. А вот добиться заданного радиуса можно только с помощью заранее приготовленного шаблона. Предварительно нагреваем металл и начинаем равномерно огибать шаблон, при этом горизонтальную полку необходимо править во время всего процесса сгибания с помощью кувалды или молота, в противном случае полки не сохранят изначальный угол в 90 градусов между собой.

Нагревать металл необходимо до половины значения температуры его плавления, так, к примеру, алюминиевый уголок придется нагреть как минимум до 250⁰ С, а стальной профиль — до 600⁰ С. Для этого вам понадобится горелка на природном газе или бензиновая паяльная лампа, а лучше всего воспользоваться сварочным ацетиленовым резаком, если уголок большого размера.
С помощью болгарки и сварочного аппарата тоже можно согнуть стальной уголок в кольцо, но для этого необходимо произвести достаточно точные расчеты, разметить и расчертить удаляемые сектора, согнуть и заварить швы. К сожалению, как бы вы ни старались, в этом случае получиться круг в виде округлого многогранника.
ПОСМОТРЕТЬ Гибочные станки на AliExpress →
Описание услуги вальцевания металла.
Сварочное производствоПри помощи вальцевания можно создать трубу или цилиндрическую конструкцию из листа, арку из профильной трубы и кольцо из уголка. Данная услуга позволяет свести к минимуму количество сварных швов при производстве бочек, котлов, бункеров, желобов, резервуаров, зернохранилищ и других конструкций. Посредством вальцовки профильных труб можно создавать оптимальные по прочности и эстетичные арочные конструкции. Технология подразумевает деформацию металла, как в холодном, так и в горячем состоянии. При помощи вальцовочного оборудования осуществляется объемная штамповка заготовки при помощи вращающихся в разные стороны вальцов. Во время вращения они захватывают заготовку, она проходит между вальцами и в результате деформации приобретает форму заданной конфигурации. Механизм оборудования состоит из верхних и нижних валец, которые обладают рядом особых настраиваемых характеристик: радиус, толщина материала и др. Верхний ряд закреплен подшипниками, а нижний является динамичным и регулируется электромотором. Радиус изгиба контролируется методом изменения положения верхнего вальца. Для работы используется материал 1-10 мм, диаметр обечайки от 110 мм.
Услуги по гибке уголков включают в себя такие стадии:
- сгибание уголка полкой наружу или вовнутрь;
- гибку уголка в кольцо или по заданному радиусу.
Деформации может подвергаться различный металлопрокат: круглые и профильные трубы, швеллера, уголки, квадратные и прямоугольные трубы, короба и др. Обработка уголка методом вальцовки может применяться с целью изменения формы профиля поперечного сечения и изменения начальных параметров готового изделия: наружного и внутреннего диаметра, толщины стенки, формы конечной части. Процедура происходит в несколько этапов:
- рассчитывается длина и радиус заготовки;
- настраивается оборудование;
- изделию придается нужная форма.
Радиусная гибка имеет ряд преимуществ в сравнении со сварочными конструкциями:
- повышается прочность конструкции в связи с исключением дефектов, характерных для сварных швов, например, непроваров;
- увеличивается срок службы изделий за счет сохранения целостности металла и низкой вероятности образования коррозии;
- снижается стоимость металлообработки благодаря снижению временных затрат на выполнение технологических операций и отсутствию потребности в зачистке сварочного шва.
Важнейшее достоинство технологии вальцевания уголков – это получение сверхпрочной продукции без единого соединительного шва. Применение в строительных конструкциях вальцованных элементов позволяет экономить материалы, а конфигурация изгиба и геометрическая форма сечения позволяют создавать прочные и красивые сооружения. Кроме того, гнутые профили ощутимо снижают нагрузку на фундамент. Вальцевание холодным методом значительно сокращает энергозатраты и позволяет сохранить свойства металла: исключается появление горячих и холодных трещин, пор, непроваров. Также сокращаются временные затраты, а процесс строительства проходит намного быстрее.
Под 90 градусов
Практически все постройки имеют прямоугольную форму, поэтому самое частое действие с уголками — это необходимость их загнуть под 90 градусов.

Согнуть уголки под 90 градусов для будущего каркаса достаточно просто. Сначала надо сделать в месте будущего сгиба развертку. Для этого на одной из полок отмечаем два угла в разные стороны от нормали по 45 градусов каждый и вырезаем их болгаркой. Аккуратно и медленно гнем уголок и свариваем место реза электросваркой, при этом рекомендуется предварительно нагреть место сгиба, чтобы вторая полка во время сгибания не треснула и не сломалась.
Допустимые расчетные размеры для того, чтобы правильно разметить и согнуть металлические уголки под 90 градусов, приведены в таблице:

Преимущества станочной вальцовки уголка
Вальцовка автоматическим способом имеет множество преимуществ перед ручной. Прежде всего отметим скорость: время работы над одной заготовкой сокращается в разы. В процессе происходит равномерное воздействие на материал, дефекты на его внешней и внутренней поверхностях исключаются. После процедуры механические свойства металла — плотность и прочность — не только не ухудшаются, а могут укрепиться.
Если говорить о вальцовке уголка по радиусу, гибка вручную заготовок большого объема попросту невозможна, а оборудование справляется с этой задачей без затруднений. Таким образом, только автоматика позволяет качественно и предельно точно изменить конфигурацию детали по заданным параметрам.
Сферы использования вальцованного уголка
Вальцовка уголков как услуга востребована в строительстве, в изготовлении козырьков, теплиц и оранжерей, в создании арочных конструкций. Гнутый уголок используется в монтаже колодцев и производстве различных емкостей — например, бочек и котлов. Для нужд промышленности он задействован в выпуске комплектующих для турбин, компрессоров и транспортеров. Так как все эти изделия выпускаются серийно, их производителям требуется гнутый прокат в больших объемах.
Технология гибки листового металла своими руками
В процессе строительства дома или дачи зачастую появляется необходимость в оборудовании водостоков, канализации, каркасов из металла.
При изготовлении подобных изделий необходимо придать плоской заготовке необходимую пространственную форму. Советы опытных мастеров, как загнуть лист металла в домашних условиях, позволят изготавливать конструкции хорошего качества, которые прослужат долгое время.
Технология гибки – основные сведения
Сгибание металла выполняют без сварочных швов, что позволяет избежать коррозии в дальнейшем и получить изделие повышенной прочности. Деформация не требует значительных усилий и выполняется, как правило, в холодном состоянии.

Исключение составляют твердые материалы, вроде дюрали или углеродистых сталей. Технология гибки листового металла разрабатывается соответственно поставленным задачам в таких вариантах, как:
- радиусная,
- многоугловая,
- одноугловая,
- п-образная.
Отдельный случай – сгибание с растяжением. Данную технологию применяют при изготовлении деталей с большими радиусами гибки, небольшого диаметра. При изготовлении деталей своими руками, процесс сочетают с такими операциями, как резка или пробивка.
Для обработки в домашних условиях хорошо подходят мягкие виды металлов и сплавов, такие как латунь, медь, алюминий. Изготовление изделий методом сгибания выполняется на вальцовочных или роликовых станках, либо вручную.
Последняя процедура довольно трудоемкая. Гибку производят при помощи плоскогубцев и резинового молотка. Если лист небольшой толщины, используют киянку.
Как выполнить гибку под прямым углом
Для сгибания скобы из металлического листа потребуется набор инструментов и приспособлений, состоящий из:
- тисков,
- молотка,
- электропилы,
- бруска,
- оправы.
Длина полоски изготавливается по схеме, с тем расчётом, что на каждый загиб должен приходиться запас по 0,5 мм, плюс еще миллиметр на сгибы с обеих сторон. Заготовку помещают в тиски с угольниками. Зажимая её по линии сгиба, обрабатывают молотком.

После этого будущую скобу разворачивают в тисках, зажимают оправой и бруском, формируют другую сторону. Заготовку вытаскивают, отмеряют необходимую длину сторон, выполняя загибы по низу.
Треугольником сверяют правильность угла, подправляя молотком неточности. При выполнении обеих операций, заготовку поджимают бруском и оправой. Готовую скобу подпиливают до нужного размера.
Как изготовить листогибочный станок самому
Для придания металлу нужной конфигурации, жестянщики используют листогиб. Но как поступить мастеру, у которого специального оборудования под рукой нет?
На деле вопрос, как гнуть листовой металл в домашних условиях, решается просто. Достаточно использовать собственную смекалку и элементарные приспособления, чтобы изготовить простенький станок.

Чтобы изготовить сгибатель для металлического профиля, потребуются:
- двутавровая балка 80 мм,
- крепеж (болты),
- петли,
- уголок 80 мм,
- струбцины,
- пара рукояток.
Понадобится также аппарат для сварки и устойчивый стол, на котором закрепляют готовый станок.
Основу устройства составляет двутавровая балка, к которой двумя болтами прикручивают уголок, удерживающий заготовку в процессе сгибания. Под него методом сварки крепятся три дверные петли. Вторую их часть приваривают непосредственно к уголку.
Чтобы станок легко поворачивался во время сгибания листового металла, к нему с двух сторон приделывают ручки. Струбцинами готовый станок крепят к столу. Перед укладкой заготовки уголок откручивают или приподнимают. Лист прижимают, выравнивают по краю и загибают, поворачивая станок за рукояти. Самодельное устройство годится только для обработки заготовок незначительной толщины.
Сгибание металлического листа при помощи молотка
Для того чтобы выполнить гибку листа толщиной до 1,2 мм под прямым углом, используют простейшие инструменты – плоскогубцы (струбцины) и резиновый молоток.
Обработку производят на ровном деревянном бруске. Линию сгиба прочерчивают при помощи карандаша и линейки. Затем лист зажимают плоскогубцами так, чтобы их концы пришлись точно на линию разметки.
Край постепенно отгибают вверх, продвигаясь вдоль сгиба. После того, как угол приблизится к 90 градусам, лист помещают на брусок и при помощи молотка окончательно выравнивают.

Таким образом изготавливают узкие детали, например кромки из жести.
Совет: резиновый или деревянный молоток используют, чтобы на металле не образовались вмятины. Если сгибание выполняется обычным инструментом, в качестве прокладки нужно взять текстолитовую пластину.
Сгибание листа толщиной до 2 мм удобно проводить на рабочем столе. Металл располагают так, чтобы линия разметки приходилась на кромку. Под обрабатываемый материал подкладывают стальной уголок.
Лист зажимают в тисках при помощи двух деревянных брусков. Сгибание производят при помощи молотка, простукивая металл от одного конца к другому. Край листа при этом направляют вниз так, чтобы в итоге он полностью лег на закрепленный по краю стола уголок. Этим способом изготавливают изделия любой ширины, в том числе ящики или мангалы.
Изготовление трубы без применения станка
Домашние умельцы изобрели массу способов сгибания металлического листа в трубу без применения станка.

Предлагаем рассмотреть простейший вариант с использованием походящей по размерам болванки. Изготавливают её из старой трубы подходящего диаметра.
Лист металла раскладывают на полу, отрезают от него кусок нужной длины. Чтобы определить нужный размер, требуемый диаметр трубы умножают на 3,14 и прибавляют 30 мм на шов.
К болванке с двух сторон приваривают перпендикулярно одна к другой по паре трубок. В их отверстия должен свободно вставляться лом.

Рекомендация мастера: способом сгибания металлического листа при помощи болванки удобно изготавливать трубы не более метра в длину.
Чтобы воспользоваться приспособлением, потребуются усилия трех человек. Болванку укладывают на край листа. Один человек встает сверху, двое других накручивают металл на болванку, проворачивая лом на 90 градусов.

Всю длину листа скручивают таким способом, оставшийся край подбивают молотком. Шов закрепляют при помощи сварки.
Нужно учесть, что радиус сгиба листового металла зависит от его толщины и способа изготовления. Горячекатаная сталь больше подходит для труб, из холодного проката изготавливают профильные изделия.
Как согнуть профильную трубу в домашних условиях без трубогиба: 12 способов + видео
Сегодня не редко на дачах устанавливают теплицы, сделанные из профильных труб. Они устойчивы, срок их службы больше и пропускают лучше свет, чем деревянные.
Чтобы смонтировать сооружение из профиля, требуется его загнуть под определённым углом. Кажется, что сделать это без спецоборудования не реально. В данном материале мы рассмотрим возможные способы, и объясним — как загнуть без трубогиба квадратную профильную трубу в домашних условиях.
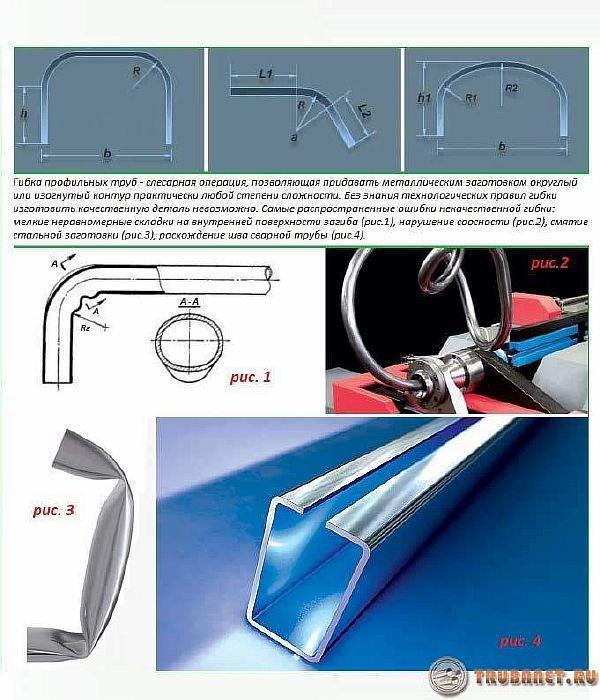
Какие сложности возникают в процессе гибки профильной трубы
Под гибкой профильной трубы подразумевается её загиб частично или полностью. Как известно, у профтруб степень прочности высокая, поэтому согнуть их можно лишь под давлением или при нагревании сгибаемого участка. В процессе, на деталь оказывают действие две силы:
- сжатия — внутри;
- расширения — снаружи.
Именно в противоположности направленности этих сил и заключается сложность работы при закруглении патрубка:
- В различных местах профтрубы может по-разному реагировать на изгиб, что приведёт к потере соосности, то есть, отдельные участки заготовки будут располагаться на разных поверхностях.
- Труба не всегда способна выдержать процесс растягивания и может сомнутся или лопнуть. Чаще такие моменты возникают при неправильном способе сгибания.
- У изделия могут появиться складки, которые напоминают гофру.
- Снижается степень прочности при перегреве, нарушается структура.
- Сминаются боковые стенки — это происходит при чрезмерном давлении, при прохождении заготовки через гибочную конструкцию.
Для избежания данных проблем, следует учитывать материал изготовления труб и их размер: толщину стен, диаметр, угол загиба.
Как влияет форма и технические характеристики профтрубы на выбор способа изгиба
Профильные трубы не бывают круглыми, они прямоугольные, овальные или квадратные. Для изготовления теплиц около дачного дома рекомендовано брать квадратные или прямоугольные модели, у них плоские стенки, на них проще крепить покрытие.

Модельный ряд профилей огромен. Они имеют различные геометрические параметры. К основным относятся — размер поперечного сечения и толщина стен. Важна пластичность, от этого показателя зависит возможный радиус изгиба. Стоит отметить, что у нагретой профильной трубы повышается пластичность, тем самым изогнуть её легче.
Есть два технологических способа:
- «холодный» — без воздействия температурой;
- «горячий» — участок предварительно нагревается.
Кроме того, трубопровод из низколигерованного и углеродистого материала имеет повышенную упругость, и он может «отпружинить» при згибе, поэтому для изготовления теплиц не используется. Не рекомендованы профильные трубы диаметр, у которых 2 мм, так как у них низкий показатель прочности в месте загиба.
Строгих нормативов для выбора методики гибки квадратных труб нет, есть лишь для овальных. По данным нормам применяется «горячая» технология к трубопроводу от 100 мм, но эти стандарты не распространяются на профильные изделия.
Профессионалы предлагают к трубопрокатному материалу с диаметром менее 10 мм применять «холодный» метод, а от 40 мм и выше гнуть под нагревом.
Рекомендовано провести пробную гибку в домашних условиях — один конец профтрубы надо зажать в тиски, а на второй одеть трубку большего диаметра. Данное «плечо» необходимо подтянуть, выгибая заготовку — гнётся легко, тогда можно не проводить подогрев. Каким из этих способов загнуть профтрубу в домашних условиях — решать вам.
Способы гибки по виду материала труб, для:
- металлопрокатных — сварной, с подрезкой болгаркой;
- стальных — с нагреванием;
- пластиковых или алюминиевых — любой вариант, так как материал мягкий.

Квадратный металлопрокат отличается показателем сечения и размером стенок. Эти факторы влияют на угол сгиба.
Инженерных нюансов в вопросе существует большое множество. Но для домашней работы их все знать не обязательно. Важно лишь обратить внимание на следующие аспекты.
- Тонкие изделия с сечением до 20 мм без трубогиба необходимо сгибать в зоне, которая в 2,5 раза длиннее, чем высота самой трубы.
- Толстый металлопрокат можно согнуть в зоне, которая в три раза длиннее, чем сечение. Если этот момент проигнорировать, то металл трескается снаружи или деформируется изнутри.
- Сгибание квадратный трубы опасно в одном отношении: возникновении перелома по месту выполнения операции, в результате которого деталь отправляется в окончательный брак.
- Ограничивающим условием являются следующее соотношение – минимальный радиус не должен быть меньше двух с половиной размеров по сечению сгиба. Например, для изделия толщиной 40 мм минимальный внутренний радиус составит 40 х 2,5 = 100 мм.
До того, как согнуть стальную профильную трубу следует помнить еще одно правило.

Изделие после воздействия стремиться вернуть первоначальную форму. По этой причине лучше выполнить изгиб немного больше, чем необходимо по схеме. Если согнуть заготовку немножко больше, то в конечном итоге закругление получиться таким, как требует схема.
Все эти условности перед тем, как начать работы, необходимо обязательно учитывать, иначе наедятся на качественный результат бесполезно.
Как согнуть профильную трубу без трубогиба
В основном, при сооружении навесов или тепличных конструкций на даче берутся профтрубы небольшого размера, при этом точность угла загиба не критична, поэтому для сгиба подойдут подручные средства.
Конечно, лучше проводить данную процедуру в отдельном помещении, где есть верстак и различный инструмент.
Также, нужно подготовить спецодежду, она защитит вас о пыли, стружки, искр и при работе с паяльной лампой.
Если делать загиб в домашних условиях, то нужно учитывать:
- Величину загиба.
- Материалы изготовления.
- Величину толщины стенок.
- Сечение.
Мероприятия по деформации профильных трубопрокатных изделий выполняют в допустимых нормах, выставляемых к сечению и толщине стенок.
При работе необходимо контролировать, чтобы поперечное сечение не сплющивалось и не возникало внутренних изломов.
Как загнуть с предварительным подогревом (с наполнителем – песок)
Для получения качественного и ровного загиба на профтрубе, при применении «горячего» способа, предварительно следует наполнить изделие песком. Так как работы будут связаны с горячим металлом, то необходимо производить их в перчатках из брезента.
Пошагово, гибка квадратного изделия выглядит так:
- С одного края в патрубок вставляется деревянный клинышек. Его длина должна превышать ширину основания в 10 раз. При чём, площадь основы равняется 2 площадям отверстия в заготовке, которое он будут закрывать.
- Мелкозернистый песок засыпается в трубу, он предварительно просеивается и просушивается (производится прокаливание при + 150 градусах). Чтобы заполнить профиль песком, используется воронка. Для плотного и равномерного размещения его внутри, он сыпется порциями. В процессе следует осуществлять постукивания по стенкам детали деревянной киянкой.

- Со второй стороны также вбивается клин.
- Заглушки должны соответствовать внутреннему размеру профиля. На одной проделываются 4 продольные паза — через них будет осуществляться выход газа, который образуется при нагреве песка.
- Место, которое планируется загнуть отмечается мелом.
- Профильная заготовка фиксируется с помощью тисков. Если изделие имеет сварной шов, он должен быть сбоку.
- Место, отмеченное мелом нагревается газовой горелкой до красна.
- Квадратный профиль гнём аккуратно, без резких движений, но с усилием. Делается это в один приём.
- Затем детали необходимо дать остыть, и результат сравнивается с шаблоном.
- Если изгиб сделан правильно, то вынимаются заглушки, и высыпается песок.
Если вы будите гнуть квадратную трубу со сварными швами, то их надо располагать снаружи изгиба, а не внутри, иначе шов разойдётся.
Этот метод подойдёт при изготовлении углового загиба лишь раз. При многочисленном нагревании металл потеряет прочность.
Возможно, изгибать трубное изделие наполненное песком не нагревая, но это более сложный процесс.
7 вариантов как загибать без нагрева (холодный способ)
Произвести загиб профильной трубы можно по «холодной» технологии, применяя различные приспособления, не осуществляя предварительного нагрева. Рассмотрим, как загнуть профильное изделие самостоятельно без нагрева.
- Гнем с наполнением — вода. Этот вариант менее затратный, не требует нагрева, он предназначен для трубопрокатов маленькой толщины из дюралюминия и латуни. Особенно удобно им пользоваться зимой, при минусовой температуре.
Процедура не сложная:
- один конец заготовки закупоривается с помощью заглушки;
- с другого края в деталь заливается вода, и также осуществляется его закупорка;
- профиль выносится на улицу, держится на морозе до застывания воды;
- труба сгибается, при замёрзшей в ней воде это просто;
- изделие заносится в тепло, размораживается жидкость, вода сливается.
Методика рекомендована для труб из цветных металлов, так как они не подвергаются коррозии.
2. С гибочной плитой — метод предназначен для изгиба квадратных труб из стали или алюминия. Плита — панель, для изготовления которой используется толстый металлический лист. Она приваривается к стойке, установленной на импровизированной возвышенности. Чтобы загнуть, требуется произвести ряд действий.