
Как правильно затачивать ленточные пилы?
Заточка и разводка ленточных пил
Для того чтобы обработка разнообразных материалов производилась правильно, необходимо ухаживать и следить за состоянием ленточнопильных приспособлений. С этой целью используются станки для заточки и разводки ленточных пил. Своевременный уход обеспечит длительную эксплуатацию инструментов.
Конструкция ленточной пилы
Ленточные пилы – это особая беспрерывная конструкция, которая характеризуется наличием режущих элементов с одной стороны. Это режущий элемент, с помощью которого производятся работы по дереву. Наиболее часто ленточные пилы применяются в разнообразных ленточнопильных полотнах. С их помощью осуществляется резка разнообразных деталей. С помощью этих полотен обеспечивается достаточно высокое качество реза. Обеспечивается все это только в том случае, если пила имеет хороший развод. Также инструмент необходимо своевременно обслуживать.

Ленточные пилы производятся из сверхпрочного металла, что обеспечивает не только высокое качество реза, но и длительность эксплуатации пилы. Зубья имеют универсальный угол, что позволяет максимально качественно проводить распиловку материала.
Формы режущей части и угол заточки полотен
Геометрия режущих элементов ленточных пил может быть разнообразной, что напрямую зависит от материала, который предназначается для распиловки. Станки по дереву наиболее часто оснащаются специальными пилы, с помощью которых можно проводить:
- столярные работы;
- распиливать бревна и брусья;
- использовать на делительных пилах.
Угол заточки при этом определяется строго производителем инструмента. Передний угол заточки будет максимально маленьким при использовании твердой древесины. Ленточные пилы по металлу оснащаются пилы с различной формой полотна, что напрямую зависит от используемого для распиловки металла. Если необходимо провести резку тонкостенных металлов и при этом иметь тонкую стружку, передний угол реза при распиловке которого будет равняться нулю, тогда используется стандартная резка. Угол заточки может быть разнообразным. Он напрямую зависит от строения приспособления.

Зуб, который имеет положительный передний угол, имеют те пилы, которые широко используются для распиловки металла с толстыми стенками. Шаг полотна, с помощью которого осуществляется распиловка тонкого металла, достаточно небольшой. Для того чтобы разрезать толстостенный металл, необходимо использовать приспособления, которые имеют большое количество полотен. В некоторых случаях оборудование имеет переменный шаг, что позволяет устранить эффект резонанса. Изменение расстояния между зубьями напрямую зависит от определенной группы.
Развод режущих элементов ленточной пилы
Развод – это отгиб полотен ленточных пил в разные стороны. Это позволяет значительно снизить трение полотна и предотвратить его зажатие. Для обеспечения свободного передвижения полотна о стенки распиливаемого материала его ширина должна быть больше, чем толщина этого материала.

Типы разводок ленточных пил
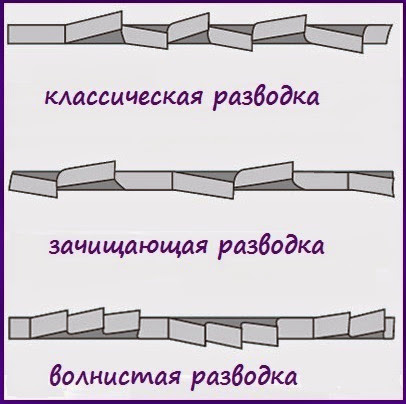
Развод может иметь несколько разновидностей. У разных производителей он может иметь различные названия. Наиболее часто может быть:
- Стандартным, который характеризуется противоположным отгибанием режущих элементов в разнообразные стороны. Наиболее часто она используется для ленточных пил, которыми осуществляется распиловка твердого материала.
- Волнистым, который относится к категории сложных конструкций. Развод в данном случае имеет переменное значение. При этом образовывается своеобразная волна.
Развод заключается в отгибе не всего полотна, а только определенной части его вершины. Параметры определяются строго производителями инструмента. Их диапазон составляет от 0,3 до 0,7 миллиметров.
Защищающим. Развод заключается в загибании двух зубьев. При этом третий остается на месте. Предназначается для ленточных пил по обработке особо твердого материала. По форме каждый третий зуб напоминает трапецию. Местом расположения является центр полотна. С его помощью осуществляется максимально правильное направление пильной ленты.
Станки по дереву характеризуются универсальной конструкцией пильного инструмента. Развод для обработки мягких пород должен характеризоваться большими размерами, чем в оборудовании для обработки твердых пород. Но развод не должна быть таковым, чтобы по центру располагался клин без выреза. Развод должен характеризоваться одинаковым расположением всех режущих элементов. Разводить зубья необходимо таким образом, чтобы отклонение было не более 0,1 миллиметра. Если пилы будут располагаться неравномерно, то это приведет к тому, что ленточнопильное оборудование в процессе работы будет отходить в сторону.
Рекомендации по заточке
Во время работы полотна очень часто наблюдается его разрыв. Это объясняется тем, что плохо осуществляется его заточка. Это объясняется концентрацией напряжения в профиле полотна, если заточка проведена на некачественном уровне. Необходимость в проведении процедуры определяется по состоянию ленточных пил. Если шероховатость поверхности пропила увеличивается, то это приводит затуплению инструмента.
Заточка инструмента осуществляется с помощью алмазных, электрокорундовых, эльборовых дисков. Их выбор напрямую зависит от особенностей обрабатываемого материала. Заточка полотна, материалом производства которого выступает инструментальная сталь, осуществляется корундовыми кругами. Процедура для биметаллических инструментов осуществляется правильно в том случае, если используется алмазный или эльборовый круг. Как провести эту процедуру расскажет инструкция. Самое главное, чтобы в процессе не изменился угол.
Для заточки могут использоваться круги различных диаметров. Выбор одного из них определяется параметрами приспособления. С этой целью наиболее часто используются профильные, плоские, тарельчатые, чашечные круги. Правильно выполняется заточка в том случае, если окружная скорость составляет от 20 до 25 метров за секунду.

Принцип заточки ленточных полотен
При наличии на приспособлении зазубрин на краю заготовки будут наблюдаться выкрашивания. Именно поэтому необходимо, чтобы заточка проводилась правильно. Во время этого процесса необходимо работать не только с передней, но и с задней частью полотна. Заточка приспособлений может осуществляться разными кругами. При этом необходимо учитывать угол расположения полотна. Если вы хотите провести процедуру правильно, то вам нужно научиться ей у специалиста.

Для того чтобы ленточнопильное оборудование работало качественно, необходимо не только правильно подбирать его, но и своевременно его затачивать. С этой целью наиболее часто используются специальные круги. Данная процедура является максимально простой, что позволяет ее с легкостью произвести мастеру без соответствующего опыта.
Заточка ленточной пилы
- 1
- 2
- 3
- 4
- 5
Пожалуй, как и любой часто используемый инструмент, ленточная пила имеет свою область применения, где ей почти нет равных. В этой статье мы в этом убедимся, рассмотрев различные параметры инструмента. А, главное, узнаем особенности заточки ленточной пилы.

Итак, начну с общего описания ленточной пилы.
Ленточная пила имеет вид полотна, имеющего зубчатую кромку, соединенного в непрерывную ленту. Проще говоря, этот инструмент ни что иное, как замкнутая лента с зубьями .

А чтобы убедиться в том, что ленточная пила весьма значимый режущий инструмент, предлагаю рассмотреть его основные достоинства.
Достоинства ленточной пилы
В первую очередь, самый значимый плюс – ширина пропила инструмента. И действительно, сложно не заметить, что она значительно меньше, нежели чем у дисковых инструментов. И если для пиления бюджетной древесины этот момент сущий пустяк, то для резания ценных пород древесины и элитного материала лучше использовать, по понятной причине, ленточные пилы.

Да и потом, помимо этого ленточной пилой возможна нарезка любых заготовок. К тому же, инструмент обладает приличной скоростью работы и высоким качеством поверхности среза.
Но, безусловно, для ощущения всех этих достоинств необходимо ответственно подойти к заточке и разводке ленточной пилы.
Материал для изготовления ленточных пил
Ленточная пила для древесины изготавливается из инструментальной стали твердостью 45 HRC, а для металла в основу берут стали В2Ф, 9ХФ ,C75, Uddeholm UHB 15 и др, для углеродистых сталей в основе режущего инструмента инструментальная сталь, при этом, проводится закалка зубьев для которой используются токи высокой частоты.
Хотелось бы отметить, что для нарезки металла можно использовать и биметаллическую пилу, которая после закалки обладает твердостью 65-69 HRC.

Разобравшись немного с материалами, из которых изготавливают ленточные пилы, плавно перейдем к зубьям режущего инструмента и их заточке.
Зубья и углы заточки
У ленточный пил различная геометрия зубьев ввиду различного типа и свойств обрабатываемого материала.
Если рассматривать древесину, то зубья подразделяют на:
- — столярные;
- — делительные;
- — для распиловки бревен.
Что касается углов заточки, то тут уж фирма производитель определяет этот параметр. В основном, принято, что чем тверже материал, соответственно, тем меньше передний угол.
Для ленточных пил по металлу, зубья обычно имеют форму — стандартную, либо с положительным передним углом. Этот момент немного разъясню: стандартная форма зубьев применяется для того, чтобы пилить тонкостенный материал, а форма с положительным передним углом, как уже несложно догадаться, для резки толстостенного материала.
Предлагаю взглянуть на небольшую картинку, которая может пояснить, какие профили у зуба могут б ыть и где они, эти самые профили, применимы.

Помимо этого, важен шаг зубьев. Так, допустим, для тонкостенного материала следует использовать инструмент с малым числом зубьев, а для толстостенных наоборот, с большим числом зубьев на дюйм.
Теперь взглянем еще на картинку, на которой мы наглядно увидим, чем отличаются пилы с переменным шагом зубьев от пил с постоянным шагом зубьев.

Частенько, пилы делают именно с переменным шагом, дабы устранить эффект резонанса.
Далее, предлагаю узнать, какие виды разводок ленточных пил бывают.
Разводка ленточной пилы
Задача разводки состоит в отгибе зубьев в стороны, чтобы предотвратить сжатие полотна инструмента и уменьшить трение.
Существуют несколько видов разводки:
- — с помощью классической разводки мы получаем зубья, которые отгибаются вправо и влево поочередно;
- — с помощью зачищающей разводки первоначальную позицию сохраняет каждый 3й зуб;
- — с помощью волнистой разводки каждому зубу присвоена своя величина отгиба (тем самым и образуется волна).
Важно знать, что при разводе осуществляют отгиб части зуба (треть, либо две трети от вершины), но никак не всего зуба.
Далее, наконец-то поговорим о заточке ленточной пилы.
Заточка ленточной пилы
Для предотвращения разрыва инструмента во время работы, необходимо соблюдать правила заточки.
Твердость зубьев определяет круг, который будет использоваться для заточки. Так, инструментальную сталь обрабатывают корундовым кругом, биметаллическую пилу алмазным или бронзовым образцом. Параметры инструмента определяют форму заточного круга.

Обычно, применяют формы:
- — профильные;
- — чашечные;
- — плоские;
- — тарельчатые.
Перед тем, как перейти непосредственно к работам по заточке, необходимо дать пиле повисеть 10-12 часов в вывернутом состоянии.
Выделяют два основных способа заточки ленточной пилы.
1 способ
Именуется как полнопрофильная заточка. Производиться на автоматическом станке, что сразу же обозначает, что заточка будет качественной. Принцип заточки основан на прохождении всей межзубовой впадины с соответствующими поверхностями соседних зубьев в одно движение эльборовым кругом, который подбирают по форме непосредственно. Из этого следует, что угловатые формы у основания зубьев мы не получим. Это просто исключено.
Часто применяются круги, абразив которого могут составить — электрокорунд, эльбор или алмазное напыление.

Пожалуй, единственный существенный минус этого способа это то, что для разнопрофильных пил нужны различные круги.
2 способ
Характеризуется заточкой граней зубьев. Может осуществляться используя станок, тогда идет опять подборка круга. Ручная же обработка производится гравером или на обычном станке с соблюдением техники безопасности, либо используя надфиль (его суть – произвести несколько движений по передней или задней поверхности зубьев)
Чтобы заточить ленточную пилу своими руками, необходимо:
- — исключить сильный нажим круга;
- — обеспечить равномерный съем металла по профилю зуба;
- — обеспечить сохранность высоты, а также, профиля зуба;
- — контролировать отсутствие заусенцев;
- — использовать охлаждающую жидкость.
При наличии зазубрин на поверхности зуба, пила будет быстро затупляться. Поэтому важно иметь гладкую поверхность зубьев. Также необходимо, чтобы радиус у основания зуба сохранялся. Это нужно для предотвращения возникновения трещин и разрыва полотна.
Пилу следует точить, как только появляется заметное усилие для перемещения ее в древесине. Большинство деревообработчиков с удовольствием тодточат инструмент, но могут и обратиться к профессионалу, если требуется развод зубьев. Делать развод следует через 4-5 заточек или если пила «уходит» от намечеиноzо направления из-за неправильною развода. Зубья, закаленные электрическим способом, ручной заточке не подлежат, а затупленные сменные полотна для тонкой работы просто выбрасываются.
Напильники для заточки пил
Режущая кромка каждого зуба обрабатывается трехгранным напильником. Грань напильника должна быть приблизительно вдвое выше зуба.
Направляющее устройство для заточки пил
Это приспособление гарантирует однообразие угла и глубины заточки шипорезных и других ручных пил.
Оправка для развода зубьев
Оправка для развода отклонит кончик зуба на строго определенный угол. Сближение рукояток толкает плунжер, который прижимает зуб к упору с наклоном. Упор имеет градуировку, показывающую размер зуба, которому соответствует тот или иной угол развода. Пилу с мелкими зубьями рекомендуется разводить у специалиста.
Зажим для заточки пилы
При заточке пила должна быть надежно закреплена, иначе она будет шумно вибрировать и выбивать напильник из углубления между зубьев. Сделайте импровизированный зажим из двух обрезанных по длине полотна брусков, с формой, «обходящей» ручку. Зажмите пилу между брусками в тиски верстака. При необходимости с одного конца воспользуйтесь струбциной.
Обработка вершин зубьев
Основательная обработка вершин зубьев напильником абсолютно необходима для их выравнивания по высоте, если пила была повреждена или неумело заточена.
Такая операция в облегченной форме перед заточкой образует маленькое блестящее пятнышко на кончике каждого зуба, которое будет неоценимым подспорьем для равномерного затачивания. Сделайте приспособление, поместив личной напильник в чуть сходящийся паз в бруске из твердой древесины, и зафиксируйте его клином. Перемещайте этот брусок-зажим по боковой стороне полотна так, чтобы напильник двигался по вершинам зубьев. Два-три легких хода должно быть достаточно для подготовки к заточке зубьев пилы в хорошем состоянии. Если ваша пила потребует серьезной обработки, для того чтобы все зубья получили блестящее пятнышко, обратитесь к специалисту, который придаст им нужную форму перед разводом и заточкой.
Развод зубьев пилы
Если пила начинает выгибаться или застревать в пропиле, сделайте новый развод зубьев. Подготовьте оправку к работе: ослабьте запорный винт и поверните упор, совместив указанный на нем размер зуба (соотетствующий вашей пиле) с меткой на приспособлении. Затяните запорный винт, сделайте развод каждого зуба, который должен быть отклонен от вас. Переверните пилу и повторите операцию с другими зубьями. Проверьте, не пропустили ли вы какой-то зуб, держа пилу на уровне глаз зубьями от себя.
Заточка напильником
Установите пилу в тиски между двумя брусками так, чтобы ее край с зубьями немного выступал сверху, а ручка была справа от вас.
Придерживая кончик напильника свободной рукой, начинайте с конца полотна, упирая напильник в первый отклоненный от вас зуб, напротив ведущей кромки соседнего зуба, наклоненного к вам.
Для продольной пилы установите напильник в углу бление между зубьями под прямым углом к полотну и строго горизонтально. Сделайте 2-3 хода напильни ком (оказывая давление на него только при первом ходе), пока не исчезнет половина блестящего пятнышка на вершине зуба. Продвигаясь по направлению к ручке, заточите каждый второй зуб. Переверните пилу и повторите свои действия от конца к ручке, запиливая оставшиеся углубления до момента исчезновения блестящих пятнышек и появления острых кончиков.
Затачивайте поперечную пилу таким же образом, но развернув при этом напильник его кончиком в сторону ручки примерно на 65° по отношению к полотну.
Параллельные линии под 65° на зажимных брусках помогут сохранять нужное направление напильника.

Из всего сказанного выше, сложно не заметить, что кажущаяся простота заточки пилы как раз только «кажущаяся». Необходимо строго соблюдать правила разводки, заточки инструмента, правила его использования, в конце концов. И тогда ленточная пила будет служить вам долго, верно и практично.
Заточка ленточных пил

Прежде всего, приступая к заточке ленточных пил Вы должны знать. То что от правильности выполнения данного процесса, зависит то, насколько качественным будет ваш пиломатериал — доски, брус, рейки и т.д. В результате, заточка ленточных пил, процесс ответственный, но не очень сложный. Соблюдая рекомендации приведенные ниже, вы быстро научитесь этому нехитрому, но очень полезному в лесопилении процессу.
Подготовка
В первую очередь надо осмотреть ленту на наличие видимых трещин, обломанных зубьев. Для этого берёте ленту в руки зубьями от себя и перемещая руки, слегка заламывая ленту начинаете просмотр. При обнаружении дефектов ленту необходимо отправить на ремонт, либо просто выбросить.
Во вторую очередь ленту необходимо очистить от грязи и налипшей на неё древесной смолы. И только после всех этих процедур лента готова к заточке.
Заточка
Прежде всего, аккуратно берёте ленту во избежании травм. Потому что, зубья имеют остроту способную повредить Вам руки. И вставляете на станок для заточки. Ленту необходимо установить на все держатели на станке и специальным зажимом зафиксировать.
В паз между зубьями опускаем штангу толкателя, с помощью этой штанги регулируется подача ленты. В этот момент сверху на ленту опускается точильный камень, он фиксируется штоком, регулирующим глубину заточки.
Перед началом запуска заточного станка выставляете угол заточки. Обычно для летнего леса этот угол 55-60 градусов, а для зимнего 70-80. Угол выставляется путём поворота станины на которой закреплён камень, согласно делениям, на корпусе станка.
Обратите внимание, камень для заточки имеет фаску под углом 45 градусов. Во время подготовки к процессу заточки Вы должны поправить камень если фаска не соответствует вышеуказанному углу. Отметим что правка производится инструментом алмаз или простым крупным камнем.

Сразу заметим, что правка простым камнем сложнее и требует некоторых навыков. Так же не соответствует правилам техники безопасности.
Запуск заточного станка
Вы подготовили станок и пилу для начала заточки, теперь приступим к самому процессу заточки ленточной пилы.
Первым делом включаете подачу на самой низкой скорости. Для этого предусмотрены тумблеры для включения двигателя и регулятор скорости подачи. Он уменьшает либо увеличивает обороты двигателя.
При помощи винта на штанге подачи отводим зуб пилы вперед либо назад. И следим что бы камень ровной стороной (без фаски) начал касаться прямой стороны зуба.
Затем включаем второй тумблер, который приводит в движение двигатель с камнем. Понемногу без резких движений начинаете опускать камень. С помощью винтового штока который его фиксирует, до тех пор, пока камень не будет полностью проходить карман от одного зуба к другому.
Ни в коем случае нельзя допускать посинения ленты поэтому старайтесь сильно не опускать камень.Так же задвигать шток подачи назад либо вперёд иначе камень у Вас просто «съест» зуб. Заточка ленточных пил, должна проходить плавно согласно заводскому профилю зуба.
 Манипулируя винтами подачи и штока опускания камня надо добиться полного отсутствия заусенцев на кончике зубьев. Законченной работой станка можно считать после прохождения ленточной пилы не менее двух кругов.
Манипулируя винтами подачи и штока опускания камня надо добиться полного отсутствия заусенцев на кончике зубьев. Законченной работой станка можно считать после прохождения ленточной пилы не менее двух кругов.
Заточка ленточных пил в зимний период
Зимняя заточка практически не отличается от летней с единственной разницей. Угол наклона зубьев более прямой доходит до 90 градусов, в зависимости от промерзания древесины. Чем сильнее промерзает древесина, тем больше угол заточки. Но имейте в виду что летом с таким углом усиливается нагрузка на пилу и возможен быстрый выход её из строя.
Заточка ленточных пил по дереву видео.
Как провести заточку ленточной пилы?
Ленточные пилы относятся к инструментам замкнутого типа, применяются в промышленности для обработки различных материалов. Позволяют резать с высокой скоростью и минимальным количеством отходов. Однако из-за повышенных нагрузок затупляется режущая часть и требуется выполнение заточки ленточных пил с соблюдением требований технологии.
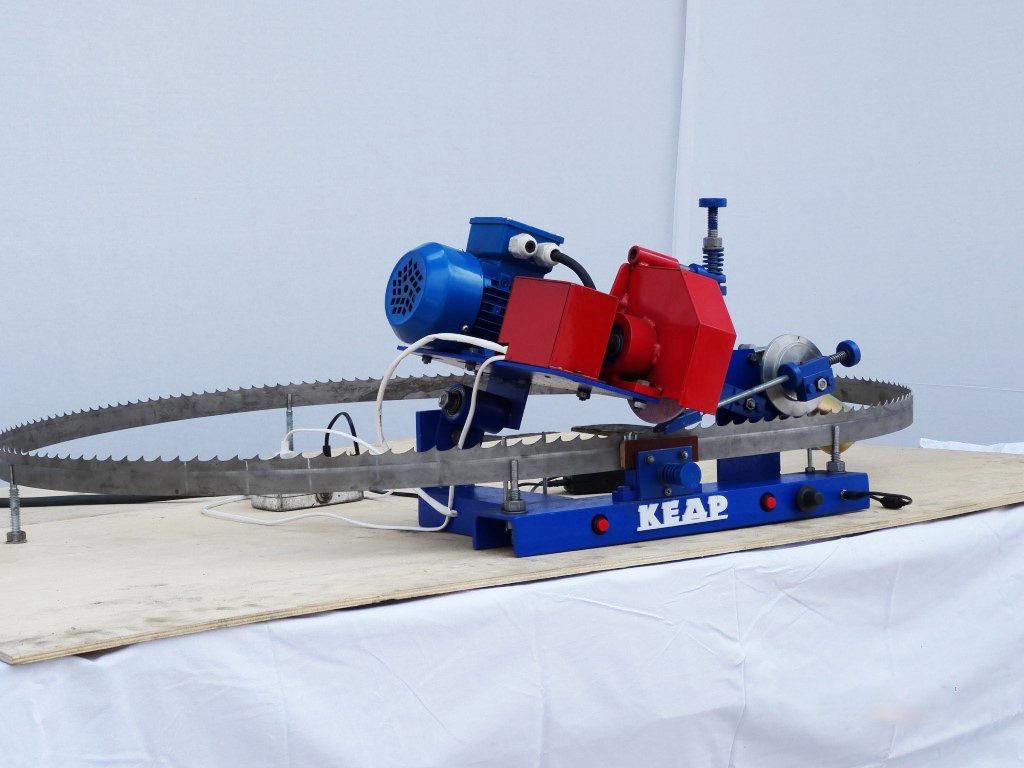
 Ленточная пила для заточки
Ленточная пила для заточки
Типы пил
Ленточные пилы по назначению бывают:
- Универсальные — применяются для резки материалов, производительность нарезки зависит от плотности и свойств заготовки;
- Специализированные — предназначены для распила определённого класса материалов, обладают повышенной износостойкостью, позволяют распиливать заготовки с максимальной производительностью.
По материалу выделяют следующие виды:
- биметаллические – кромка и полотно выполнены из различных по свойствам материалов, которые обеспечивают наилучшие условия обработки и высокую скорость резания;
- твердосплавные – отличаются повышенной износостойкостью, применяются для резки прочных, хрупких твёрдых материалов;
- из углеродистой стали – универсальные пилы общего назначения, имеют ограничения по скорости резки, производительность обработки средняя.
Характерные особенности
Заточка ленточной пилы имеет ряд следующих особенностей:
- запрещено использовать абразивные диски и ручные точильные инструменты с неравномерным износом рабочей поверхности;
- при точении важно все движения выполнять равномерно, без рывков, неравномерного перемещения инструмента, так как велика вероятность нарушения геометрии зубцов;
- на используемых станках обязательно наличие жидкостного охлаждения, позволяющего предотвратить перегрев оборудования и ленты;
- после завершения работ на поверхности не должно быть заусенцев и сколов, так как они могут негативно влиять на качество резки;
- при заточке инструмента для зимнего использования важно угол наклона зубцов увеличивать до 90 0 , однако такую ленту применять для деревообработки летом недопустимо по причине повышенных нагрузок на режущую кромку;
- при затачивании на станках требуется убедиться в правильном расположении диска относительно профиля ленты;
- скорость точильного диска подбирается такой, чтобы металл не был разогрет докрасна, так как в таком случае он потеряет свои прочностные свойства;
- если ленточная пила эксплуатировалась без обслуживаний или превышен рекомендуемый срок службы, то при точении понадобиться снимать за один проход больший слой металла;
- для контроля качества заточки инструмента рекомендуется в качестве эталона использовать новую ленту;
- заводскую форму зубцов менять запрещается, так как пила станет непригодной для эксплуатации;
- необходимость выполнения заточки определяется степенью износа зубьев на 35% от первоначальных размеров.
 Неравномерный абразивный диск
Неравномерный абразивный диск
Зубья и углы заточки
Профили полотен зависят от их назначения и свойств распиливаемых материалов. Основные отличительные параметры: угол заточки, форма зубцов, расстояние разводки. Профили маркируются следующим образом:
- WM – универсальный, для материалов различной твёрдости;
- AV – для продольного разрезания вдоль волокон древесины, используется для твёрдых сортов;
- NV – применяется для фигурной или декоративной нарезки;
- NU – для мягких материалов, имеет широкий шаг;
- PV – аналог NU, но со сплющенными зубцами;
- KV – для мягких материалов, устанавливается на широкие пилы;
- PU – для твёрдых материалов, используется для установки на широкие пилы.
Углы заточки ленточных пил подбираются так:
- 35 0 для столярных пил;
- от 18 0 до 22 0 для делительных;
- до 15 0 для распиливания бруса.
Методы затачивания
Заточка ленточной пилы по дереву может выполняться одним из следующих способов:
- полнопрофильно;
- только граней.
Полнопрофильное точение имеет следующие преимущества:
- операции проводятся с высокой точностью, так как выполняются на автоматизированных станках;
- наждак специальной формы проходит всю поверхность пространства между зубьями одновременно с плоскостями соседних режущих кромок за одно движение;
- формируются вершины правильной формы без угловатостей.
Заточка граней может быть реализована следующими способами:
- Выбирается станок с плоским абразивным кругом или особой формы, в зависимости от профиля режущих кромок.
- В домашних условиях обработку рекомендуется проводить гравером или обычным наждаком подходящих размеров. Для работы потребуется надеть очки и перчатки.
- При отсутствии инструментов из пунктов 1 и 2 допускается применение надфилей.
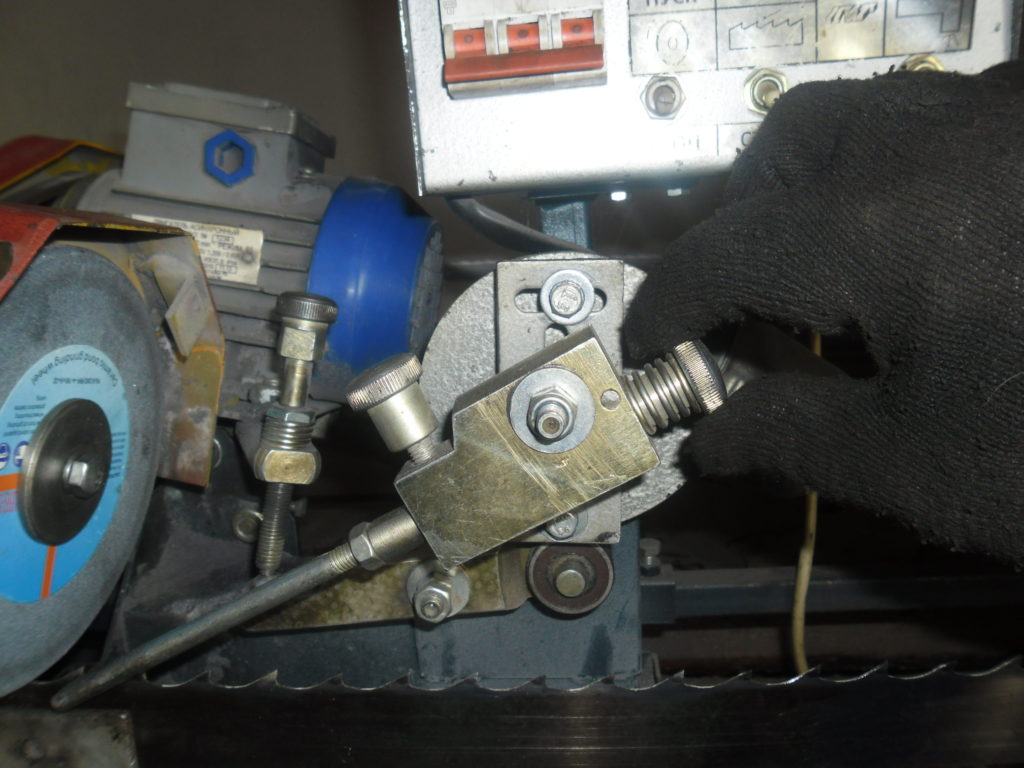
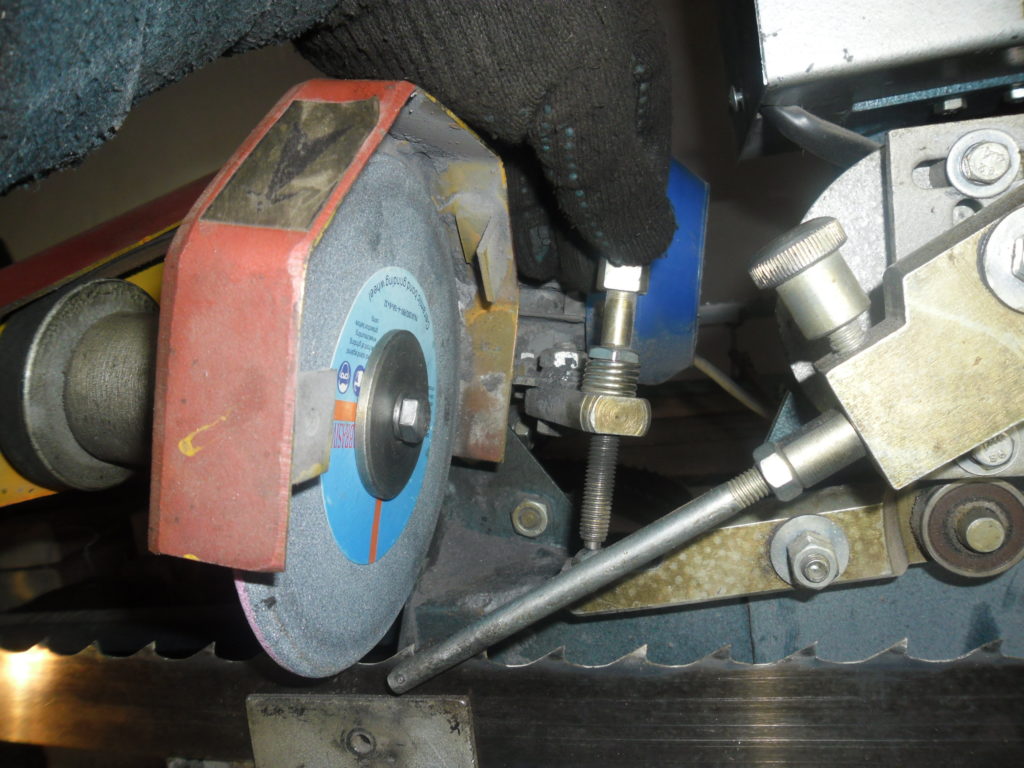
 Заточка ленточной пилы на станке
Заточка ленточной пилы на станке
Заточка пилы
При эксплуатации пилы происходит снижение качества реза по причине затупления резцов, уменьшение ширины их разводки. Поэтому, чтобы повысить режущие свойства, необходимо заточить режущие кромки ленточной пилы. Инструкция по выполнению работ:
- Разводка.
- Точение.
В домашних условиях разводку зубцов можно выполнить следующими способами:
- классическим: последовательное отгибание в соответствующую конструкции сторону;
- зачищающим: отгибание в обе стороны двух рядом расположенных зубцов, а третьего – оставить без изменений в начальной позиции;
- волнистым: каждый зуб разводится на разную величину в виде волны.
Перед выполнением заточки следует тщательно изучить технологию и основные требования. Связано это с большой вероятностью порчи инструмента либо разрыва ленточной пилы.
Заточка выполняется в следующей последовательности:
- Подбираются точильные круги с учётом твёрдости материала. Для обработки инструментальной стали нужно применять диски из корунда. Заточить биметаллические инструменты можно алмазными дисками.
- Наждак для ленты. Выпускается со следующими формами: тарельчатая, плоская, чашечная, профильная.
- Ленту следует очистить от загрязнений, масляных пятен, стружки. Затем вывернуть зубьями в обратную сторону и в таком виде повесить внутри помещения на 12 часов.
- Выполнить заточку подготовленными инструментами.
Основные правила точения пил:
- затачивание зубцов выполняется с одной или двух сторон полотна;
- с зубцов нужно снимать одинаковые слои металла, чтобы линия реза формировалась ровной, кромки были гладкими;
- при точении кругами недопустимо сильное прижатие затачиваемых кромок к абразивной поверхности, чтобы предотвратить отжиг металла и потерю механических свойств;
- для охлаждения инструмента во время работы требуется водяное охлаждение;
- важно сохранять геометрию полотна и зубцов;
- при обнаружении заусенцев требуется их удаление.
Правильно разводить зубцы нужно не полностью всей плоскостью, а отгибать только 1/3 или 2/3 от вершины. По рекомендациям производителей величина отгиба — от 0,3 до 0,7 мм.
Особенности заточки ленточных пил

- Применение ленточных полотен
- Типология полотен
- Обслуживание пил
- Особенности разведения ленточных полотен
- Как грамотно заточить полотно?
- Метод 1: полнопрофильное затачивание
- Метод 2: затачивание кромок зубьев
- Затачивание полотен в зимнее время
- Возможные погрешности при заточке
Грамотно заточенная ленточная пила по металлу и древесине является залогом продуктивности работы и продолжительности срока службы инструментальной оснастки. Как правило, подобные услуги предоставляют специальные организации, но если знать последовательность действий и особенности процесса, наточить ставшую тупой пилу можно собственными силами.

Применение ленточных полотен
Ключевым комплектующим компонентом каждого ленточного станка является ленточная пила (полотно). Ленточнопильные станки обширно используются при работе с древесиной, металлом, резиной, пластиком и различными гибкими материалами.
Имеется три разновидности данных изделий.
- Ручные ленточные устройства – эти машины можно назвать бытовыми, они чаще всего эксплуатируются в домашних условиях.
- Настольные модификации – эти агрегаты чаще приобретают для небольших промышленных мощностей, компаний, занимающихся деревообработкой, мастерских.
- Стационарные агрегаты – такие установки имеют отношение к разряду профессиональных, их эксплуатируют на больших производствах, фабриках, заводах, крупных мастерских и так далее.

Формы режущей части и угол заточки полотен
Геометрия режущих элементов ленточных пил может быть разнообразной, что напрямую зависит от материала, который предназначается для распиловки. Станки по дереву наиболее часто оснащаются специальными пилы, с помощью которых можно проводить:
- столярные работы;
- распиливать бревна и брусья;
- использовать на делительных пилах.
Угол заточки при этом определяется строго производителем инструмента. Передний угол заточки будет максимально маленьким при использовании твердой древесины. Ленточные пилы по металлу оснащаются пилы с различной формой полотна, что напрямую зависит от используемого для распиловки металла. Если необходимо провести резку тонкостенных металлов и при этом иметь тонкую стружку, передний угол реза при распиловке которого будет равняться нулю, тогда используется стандартная резка. Угол заточки может быть разнообразным. Он напрямую зависит от строения приспособления.

Зуб, который имеет положительный передний угол, имеют те пилы, которые широко используются для распиловки металла с толстыми стенками. Шаг полотна, с помощью которого осуществляется распиловка тонкого металла, достаточно небольшой. Для того чтобы разрезать толстостенный металл, необходимо использовать приспособления, которые имеют большое количество полотен. В некоторых случаях оборудование имеет переменный шаг, что позволяет устранить эффект резонанса. Изменение расстояния между зубьями напрямую зависит от определенной группы.
Подготовка приспособления к работе
В ходе постоянного использования инструмента неизбежно понижение качества режущей кромки. Она затупляется, а ширина разведения зубьев уменьшается. Исходя из этого, заточка пилы по дереву и ее разводка являются необходимыми составляющими технического обслуживания ленточнопильного станка.
Следует учесть, что разводку зубьев следует осуществлять до их заточки, а не наоборот.
Разводка инструмента

Применение разводного станка.
Разводка представляет собой процесс отгибания зубчиков по сторонам. Данная операция нужна для того, чтобы полотно пилы не зажимало в заготовке, а также для уменьшения трения при работе.
Есть 3 основные типа разведения.
- При классическом методе зубчики отгибаются влево-вправо в строгой очередности.
- При зачищающем способе каждый третий из зубьев остается в исходной позиции. Он оптимален для приспособлений, предназначенных для резки особенно твердых сортов древесины.
- При волнистой разводке каждому зубу придается своя отдельная величина отгиба. В этом случае профиль полотна приобретает вид волны. Данный метод наиболее сложен.
Обратите внимание!
Осуществляя разводку, следует отгибать не весь зубчик, а только его треть либо две трети от вершины.
Компании-производители советуют осуществлять операцию так, чтобы диапазон отгибания укладывался в 0.3-0.7 миллиметра.
Производится работа с помощью специализированного разводящего инструмента.
Заточка пилы

Эльборовые круги, имеющие разную форму.
Перед тем, как заточить пильный диск по дереву либо ленточный инструмент, учтите, что более 80% инцидентов с порчей приспособлений (в том числе их разрыв) происходят вследствие несоблюдения норм работы.
- Нужда в операции определяется зрительно. При этом следует обратить внимание на состояние зубчиков и качество стенок разреза (например, увеличенную их шероховатость).
- Круги для точки ленточного инструмента избираются, исходя из степени твердости зубчиков. Для работы с приспособлениями из инструментальной стали необходимы корундовые диски. Пилы биметаллические точат на боразоновых либо алмазных кругах.
- Форму наждака для ленточных приспособлений надо выбирать, отталкиваясь от их параметров. Известны круги чашечные, профильные, тарельчатые, плоские.
- Перед осуществлением операции необходимо пилу вывернуть и дать ей повисеть в таком положении около 10-12 часов.

Ручное обслуживание инструмента.
Схема заточки пилы по дереву должна учитывать нижеследующие положения.
- Снятие металла по профилю зубцов должно быть равномерным.
- Излишний нажим заточного приспособления должен быть пресечен. Он может вести к отжигу.
- Профиль полотна и высота зубцов должны оставаться неизменными.
- Должно быть обеспечено жидкостное охлаждение при осуществлении операции.
- Заусенцев на зубчиках возникать не должно.
Обратит внимание!
Теоретическая инструкция заточки ленточных пил по дереву оповещает, что осуществлять ее следует или по передней стороне зубцов, или как по задней, так и по передней.
В реальной жизни же большинство специалистов и самодеятельных мастеров производят операцию лишь по задней стороне, т.к. это более удобно.
Методы затачивания

На фото автоматическая полнопрофильная заточка.
Готовить инструмент к работе можно при помощи специальных заточных приспособлений (например, станков с разными по материалу и форме кругами) либо вручную. Перед тем, как правильно заточить пилу по дереву, следует изучить основные методы проведения этой операции.
Первый способ – это полнопрофильное затачивание.
- Он самый качественный, операция осуществляется на станке-автомате.
- Эльборовый наждак, выбранный точно по форме, проходит всю поверхность межзубцовой впадины заодно с сопутствующими плоскостями соседних зубцов одним движением.
- Создание угловатостей у вершин зубьев исключается полностью.
- Относительный минус подобного затачивания – это нужда иметь в своем распоряжении соответствующее число кругов для полотен, имеющих разные профили.

Инструмент, наточенный по граням.
Метод второй – это затачивание граней зубцов.
Делать это можно и вручную, и используя профессиональный станок.
- Выбрав станок, необходимо определиться с применяемым кругом. Как правило, он плоский. К специализированным заточным устройствам следует прибегать лишь тогда, когда предстоит много такой работы.
- В бытовых условиях заточку лучше всего осуществлять своими руками – на обычном механическом наждаке либо с помощью гравера. Осуществляя операцию, не забывайте о личной защите и используйте перчатки, маску или специальные очки.

Работа при помощи гравера.
- Когда гравера, станка, наждака у вас и ваших соседей нет, можно пилу ленточную наточить и традиционным народным методом – с помощью надфиля.
Типология полотен
Основой разделения пил данного вида является материал изготовления и элементы, подвергающиеся обработке. В соответствии с такими аспектами можно обособить следующие типы полотен.
- Пилы для дерева. Ключевым материалом для их изготовления являются углеродистые и легированные марки стали, их твердость достигает 40–45 HRC. Все зубья в обязательном порядке подвергаются закаливанию высокочастотными токами. Необходимо подметить, что такой материал полотен можно применять для разрезания тонких цветных металлов либо углеродистых сталей.

- Полотна по металлу. Изготавливают подобные инструменты из быстрорежущей либо пружинной (в структуру добавляют кобальт и вольфрам) стали. Эти пилы уже несут в себе прочность до 69 HRC. Чтоб получить высокую твердость и широкие возможности, на зубы могут наваривать стеллит либо иные типы прочных сплавов.

Рекомендации по заточке
Во время работы полотна очень часто наблюдается его разрыв. Это объясняется тем, что плохо осуществляется его заточка. Это объясняется концентрацией напряжения в профиле полотна, если заточка проведена на некачественном уровне. Необходимость в проведении процедуры определяется по состоянию ленточных пил. Если шероховатость поверхности пропила увеличивается, то это приводит затуплению инструмента.
Заточка инструмента осуществляется с помощью алмазных, электрокорундовых, эльборовых дисков. Их выбор напрямую зависит от особенностей обрабатываемого материала. Заточка полотна, материалом производства которого выступает инструментальная сталь, осуществляется корундовыми кругами. Процедура для биметаллических инструментов осуществляется правильно в том случае, если используется алмазный или эльборовый круг. Как провести эту процедуру расскажет инструкция. Самое главное, чтобы в процессе не изменился угол.
Для заточки могут использоваться круги различных диаметров. Выбор одного из них определяется параметрами приспособления. С этой целью наиболее часто используются профильные, плоские, тарельчатые, чашечные круги. Правильно выполняется заточка в том случае, если окружная скорость составляет от 20 до 25 метров за секунду.

Принцип заточки ленточных полотен
При наличии на приспособлении зазубрин на краю заготовки будут наблюдаться выкрашивания. Именно поэтому необходимо, чтобы заточка проводилась правильно. Во время этого процесса необходимо работать не только с передней, но и с задней частью полотна. Заточка приспособлений может осуществляться разными кругами. При этом необходимо учитывать угол расположения полотна. Если вы хотите провести процедуру правильно, то вам нужно научиться ей у специалиста.

Для того чтобы ленточнопильное оборудование работало качественно, необходимо не только правильно подбирать его, но и своевременно его затачивать. С этой целью наиболее часто используются специальные круги. Данная процедура является максимально простой, что позволяет ее с легкостью произвести мастеру без соответствующего опыта.

