
Как правильно выбрать сварочный полуавтомат?
Как выбрать сварочный полуавтомат
Сварка MIG-MAG, она же сварка с помощью полуавтомата, самая распространенная среди профессионалов и по популярности постепенно приближается к ручной дуговой MMA — сварке электродом. Если задумались освоить этот метод, первое с чего нужно начать, выбрать сварочный полуавтомат.
Этот тип сварочной техники представлен:
- Простыми в освоении аппаратами для бытовых нужд,
- Технологичными приборами с синергетическим режимом настройки для строительных задач,
- Трехфазными машинами, участвующими в производственных процессах.

Для начала выясним:
- В чем превосходство сварки в полуавтоматическом режиме.
- Ключевые показатели сварочного полуавтомата.
- Что значит сочетание «синергетическое управление».
- Необходимый набор комплектующих для работы с MIG-MAG сваркой.
Преимущество полуавтоматической сварки
- Главное — высокая производительность. Протяженный безостановочный сварной шов становится возможен благодаря постоянно подающейся проволоке. Не требуется останавливать процесс, чтобы заменить электрод.
- При MIG-MAG сварке доступны соединения разных видов металлов и различных толщин заготовок: например соединение листовых сталей происходит быстро и качественно, стык требует минимум обработки в последствии, и буквально, готов к окраске.
- Следующее преимущество — простота процесса. Базовые навыки легко и быстро освоит начинающий специалист.
- При полуавтоматической сварке можно работать в любом пространственном положении и удобно контролировать формирование сварочного шва.

Ограничения в работе с методом сварки MIG-MAG
Минимальный набор MIG-MAG сварщика не отличается мобильностью: баллон с газом, редукторы, шланг, сама горелка и проволока на катушке весят в разы больше электродов.
Для специалиста сварочного дела преимущества MIG-MAG сварки оказываются важнее.
Характеристики аппарата MIG-MAG (полуавтомата)
Выбор следует делать после четкого понимания предстоящего перечня задач, где будет применяться сварочный полуавтомат: после этого появится понимание требуемой мощности, силы тока и комплектности прибора.
Сила тока
Главный параметр среди полуавтоматов, поскольку от него зависит толщина обрабатываемого металла. При типе сварке MIG-MAG значение имеют минимальные и максимальные показатели.
Максимальная сила тока полуавтоматического аппарата в прямой зависимости с толщиной металла, которую способен прожечь. Большая сила тока означает, что доступна большая толщина проплавляемого материала.
Если не соблюдать данную зависимость, есть вероятность не проварить заготовку: швы останутся на поверхности, соединение будет с браком.
Когда требуется соединить заготовки с минимальными толщинами, стоит обратить внимание на минимальные значения сварочных токов. Например, сварить бак из листовой стали и не прожечь насквозь стенки будет возможно, если ток аппарата составит 10-20 ампер.

Таблица толщин металлов и сварочных токов. Усредненные рекомендованные данные по силе тока.
Напряжение холостого хода
Режим ожидания полуавтомата — это когда агрегат включен, но еще не разожглась дуга. При этом сварочник поддерживает некий уровень тока в диапазоне 40-90 В, находясь в готовности возбудить дугу, если замкнуться контакты между проволокой и деталью.
Высокое значение тока на холостом ходу означает более легкий розжиг.
- 30-40 Вольт — показатель холостого хода, который подойдет для мелких гаражных работ, домашних мастерских.
- На станциях техобслуживания и в ремонтных цехах нужны аппараты с показателем до 50 — 70 Вольт.
- 80-90 Вольт должны иметь сварочные машины для производств.
Оборудование следует подбирать учитывая предстоящие работы. Хотя полуавтоматическому сварочному аппарату доступны различные толщины сварочной проволоки, чтобы произвести ее замену, потребуется перенастроить и весь механизм подачи: кабельные каналы, ролики и канавки.
Больший диаметр сварочной проволоки позволит формировать крепкое соединение на заготовках из более толстого металла.

Процент нагрузки
Продолжительность включения сварочного полуавтомата, не менее важная характеристика чем сварочный ток.
По общепринятому стандарту за основу расчета берется цикл 10 минут и температура окружающей среды 40 градусов Цельсия. Производитель выявляет и указывает время постоянной работы в этом цикле на максимальном токе до полного отключения от перегрева. В конечном итоге, важно в каком интервале способен работать аппарат. Данные указывают в процентах.
Например, увидев значения характеристики ПН в 40% нужно понимать, что сварочный полуавтомат на максимальном токе способен работать 4 минуты из 10 минутного цикла, 6 минут ему потребуется на остывание.
Высокие значения полезной нагрузки, как правило, заинтересуют профессионалов сварщиков, использующих оборудование в технологических процессах.
В среднем, мастеру не требуется работать без остановки более пяти минут: необходимы перерывы в которых подготавливаются и подгоняются заготовки.
Синергетические настройки
Полуавтоматические сварочные аппараты по способу управления делятся:
- Синергетические — когда аппарат сам регулирует напряжение для эффективной работы и мастеру нужно лишь задать пару параметров. Удобная опция для начинающих сварщиков либо мастеров для которых сварочные работы не постоянное занятие.
- С ручными настройками. Для продвинутых сварщиков, способных самостоятельно четко выставить настройки под любую задачу.
Сварочная проволока
В MIG-MAG сварке используется проволока со сплошным сечением, чтобы варить с использованием газа, а также флюсовая проволока, с порошковым покрытием для работы которой не требуется среда защитного газа.
При выборе аппарата будьте внимательны: не всем моделям доступна работа с различными видами проволоки.
Дополнительные опции
Помимо основных возможностей сварочный агрегат MIG-MAG может быть оснащен:
- Возможностью варить штучными электродами, аналогично сварочному инвертору MMA.
- Универсальные машины имеют разъемы для горелок TIG как аргонно-дуговые аппараты.
- Режим импульсной сварки для соединения цветных металлов, алюминиевых сплавов, высоколегированных сталей. Востребованы в первую очередь в кузовных работах.
Вышеперечисленные дополнения существенно расширят перечень доступных задач, однако, усложняют конструкцию и неизбежно приведут к удорожанию.

Вес аппарата
У полуавтоматов может быть огромная разница в весе: небольшие компактные машины для мастерской и гаража весят 12-15 кг, в то время как промышленные образцы с полным комплектом вспомогательных механизмов будут тяжелее 100 кг.
Сварочный пост
Баллон с газом, шланги, блок охлаждения, выносной механизм подачи проволоки крепятся на специальной тележке, которую удобно перемещать в пространстве цеха или мастерской.

Механизм подающий проволоку
Эта часть полуавтомата может быть встроена в корпус, если это компактный вариант для гаража. При выборе лучше выяснить заранее какие диаметры катушек с проволокой можно устанавливать в корпус.
Выносной механизм подачи позволит выполнять задачи на удалении от основного агрегата. Выносной механизм чаще выбирают для работы на производствах.
Выбор
На примере выберем сварочный полуавтомат для конкретных целей.
Допустим, что сварочного опыта мало, и понимаем, что работать будем периодически.
В гараже или мастерской напряжение сети составляет 230 вольт.
Планируется сваривать заготовки от 1 до 4 мм.
В этом случае нужен полуавтомат со значением силы тока 30-200 Ампер — наиболее подходящий показатель для подобных задач.
Показателя холостого хода в 40-70 Вольт будет достаточно.
Полезной нагрузки в 40% хватит, чтобы формировать надежные соединения.
Выбор синергетики в управлении упростит освоение этого типа сварочной техники.

Дополнительное сварочное оборудование
Перед тем как приступить непосредственно к работе необходимо доукомплектовать рабочее место:
- Газовым баллоном, шлангами и редукторами
- Средствами защиты рук и глаз: Сварочной маской и крагами сварщика.
- Вспомогательным оборудованием: всевозможными сварочными струбцинами и сварочными магнитами.
КАК ВЫБРАТЬ СВАРОЧНЫЙ ПОЛУАВТОМАТ?


Если и Вы решили попробовать варить полуавтоматом, обязательно встанет вопрос: какой же сварочный инверторный аппарат MIG/MAG выбрать?
Существует великое множество сварочных полуавтоматов MIG/MAG – от простых в управлении и надежных аппаратов, которые могут решать оперативные задачи в быту или на строительной площадке (к примеру, сварочный полуавтомат IRMIG 160) до высокотехнологичных аппаратов с синергетическим управлением (к примеру, INMIG 200 SYN LCD) и мощных трехфазных полуавтоматов для промышленного производства (к примеру, INMIG 500 DW SYN).

Рис.1 – Сварочный полуавтомат IRMIG 160

Рис.2 – INMIG 200 SYN LCD

Рис.3 – Сварочный полуавтомат INMIG 500 T DW SYN
Какой сварочный полуавтомат для дома и дачи выбрать?
Преимущества метода сварки MIG-MAG:
1. Это самый производительный вид сварки. За счет принципа подачи проволоки, можно варить беспрерывные протяженные швы, не останавливаясь и не тратя время на смену электрода.
2. Сваркой MIG/MAG можно работать с очень большим списком металлов, в том числе с тонколистовым.
3. В результате MIG/MAG сварки получается качественный, чистый, прочный шов с минимальной последующей обработкой стыка под покраску.
4. Сварка полуавтоматом MIG/MAG — это самый простой и несложный процесс и любой начинающий сварщик сможет освоить основные навыки за очень короткое время.
5. MIG-MAG сварка дает возможность работы в любом положении, позволяет визуально прослеживать процесс сварки и формировать шов.
У MIG/MAG сварки есть и свои ограничения:
1. Невысокая мобильность – нужен газовый баллон и катушка с проволокой (а это гораздо тяжелее электрода).
2. Необходим стартовый комплект – для этой сварки понадобятся горелка, катушка с проволокой, газовые баллоны, редукторы и шланги.

Рис.4 – Преимущества сварки полуавтоматом

Рис.5 – Недостатки сварки полуавтоматом
Но преимущества данного вида сварки неоспоримы.
Перед тем как начать выбирать, нужно определиться для каких видов работ будет использоваться полуавтомат. Именно от этого будут зависеть характеристики (мощность, сила тока) и комплектация.
Начнем с самого основного параметра – силы тока
Сила тока
Основным параметром для любого сварочного аппарата является сила тока. Этот параметр определяет, с какой толщиной металла Вы сможете работать.
Для полуавтоматов важны как максимальное, так и минимальное значение этого показателя.
Показатель максимального значения важен для определения толщины металла, которую аппарат может проплавить. Чем больше показатель, тем с большей толщиной сварочный аппарат может работать. Если максимального значения будет недостаточно, полноценного провара заготовки не получится, шов будет как бы на поверхности.
На ремонт ворот, дверей, баков, емкостей из металла 1,0 -1,5 мм потребуется полуавтомат на 160 -180 А.
Для работы по кузову автомобиля, где толщина стали не больше 0,8 мм достаточно модели с показателем 110-120 А. Фланцы и мощные трубы сваривают оборудованием от 200 А.
Для сварки металла большей толщины требуется уже 300-400 А.
Иногда стоит задача снизить сварочный ток до минимального значения, чтобы сварить тонкое изделие. Если нижнее значение аппарата не может опуститься до определенного минимального значения тока для данного материала и толщины, то при работе будут прожоги на металле.
Самый низкий предел (10-20 А) нужен для работы с кузовом. Чтобы не прожечь металл того же бака и листового железа, показатель должен быть не больше 30-40 А.
Для начала, Вы можете ориентироваться на таблицу ниже. В процессе работы, здесь даны усредненные рекомендации по силе тока для работы по низкоуглеродистой стали.

Рис. 6 — Рекомендации по силе тока для работы по низкоуглеродистой стали
Напряжение холостого хода
Еще один показатель, который поможет определиться с оптимальным выбором сварочного полуавтомата MIG/MAG.
В момент, когда Ваш аппарат включен, но дуга не горит, он работает на холостом ходу – своеобразном режиме ожидания, когда аппарат поддерживает определенный уровень напряжения – 40-90 В, чтобы при замыкании контакта между проволокой и заготовкой возбудилась дуга. Чем значение холостого хода выше, тем легче она зажигается.
Для гаража и домашней мастерской достаточно, чтобы модель имела показатель холостого хода в 30-40 В.
Для СТО или мастерской желательно иметь показатели в 50-70 В. На производство берут полуавтоматы с холостым ходом 80-90 В.

Рис.7 — Процесс зажигания сварочной дуги
Диаметр сварочной проволоки
Аппарат MIG/MAG сварки может работать с проволокой различных диаметров – не достаточно поменять только катушку с проволокой и ролики в подающем механизме. Также требуется замена кабель-канала и контактного наконечника. Поэтому устройство надо выбирать с учетом будущих работ.
Чем толще металл, тем больший диаметр проволоки потребуется для проплавки и создания хорошего соединения.

Рис. 8 — Катушка со сварочной проволокой

Рис.9 – Подбор диаметра проволоки в зависимости от толщины металла
Продолжительность включения
Это один из основных параметров. По международному стандарту EN 60974-1 продолжительность включения показывает, сколько времени от 10-ти минутного цикла, при температуре окружающего воздуха 40 C°, аппарат работает с максимальным сварочным током. Дело в том, что при продолжительной работе под высоким напряжением, а также в зависимости от температуры окружающей среды, аппарат MIG/MAG сварки может перегреваться и выключаться через разный промежуток времени. Обычно, данный параметр указывают в процентах.
Так, если в паспорте на аппарат указано, что длительность его включения составляет 40%, то это означает, что из 10-ти минут на максимальном токе он должен работать не более 4-х минут, а на остальные 6 минут будет пауза. Некоторые производители лукавят, заявляя значение АВ при 20 градусах, что увеличивает его в 2 раза и вводит покупателей в заблуждение.
Этот параметр будет особенно актуален при выборе аппарата на промышленное предприятие, при эксплуатации в постоянном режиме и на нем будет работать профессионал. Сварщик же в мастерской и гараже не варит дольше 3-4 минут, т.к. периодически нужно прерываться, чтобы подготовить участок к сварке, подогнать детали и т.д.
Синергетическое управление
Аппараты бывают как с ручным, так и с синергетическим управлением. В аппаратах с синергетическим управлением пользователю достаточно выбрать определенные известные параметры в зависимости от модели и аппарат автоматически настроит напряжение таким образом, чтобы обеспечить сварщику максимально эффективную и комфортную работу.
Продвинутый сварщик может вручную настроить параметры под свои условия работы и даже по звуку работающей горелки может определить дисбаланс настроек аппарата.
Если Вы только начинаете или работаете с аппаратом не ежедневно, то помощь в виде синергетического управления значительно упростит первые шаги и поможет в дальнейшей работе.

Рис.10 — Синергетическое управление на полуавтомате
Универсальность использования
Полуавтомат работает как с проволокой сплошного сечения, работающей в среде защитного газа (сварка MAG), так и с порошковой (флюсовой) проволокой, работающей без газа (сварка MIG). Но встречаются модели, которые работают только с одним из видов.
Кроме того, есть полуавтоматы, оснащенные разъемом для работы со штучными электродами (сварка MMA).

Рис. 11 – Сварочный полуавтомат IRMIG 180 SYN оснащен разъемом для работы со штучными электродами
Существуют также универсальные аппараты, позволяющие работать с горелкой TIG-сварки.

Рис.12 — INMIG 200 SYN LCD позволяет работать с горелкой TIG-сварки
Такие модели стоят дороже и их выбор обусловлен необходимостью работы со всеми видами сварки – они актуальны в гараже, автосервисе, где есть задача варить как малые толщины, так и большие – лонжероны, крепления и т.п.
Импульсная сварка
Полуавтоматы MIG/MAG могут иметь режим импульса. Это режим позволяет варить цветные металлы ( нержавеющая сталь. алюминиевые сплавы). Такие модели приобретают, в первую очередь, крупные станции техобслуживания.
Вес аппарата
Вес полуавтомата может колебаться от 10-12 до 100 кг и выше – все зависит от модели, ее функционала и дополнительного оборудования.
Аппараты от 12 до 20 кг подойдут для гаража или мобильного использования т.к. их без проблем может перенести один человек, но нужен будет более длинный шланг для газового баллона. Ну, или более компактный баллон. Для нечастого использования это оптимально.
Промышленные модели могут комплектоваться блоком охлаждения для горелки и выносным механизмом. Они устанавливаются на специальных тележках, к которым крепится и баллон с газом. Такой сварочный пост можно перемещать по всей территории того же автосервиса или цеха.

Рис.13 — INMIG 500T DW SYN с блоком охлаждения и тележкой
Механизм подачи проволоки
Если Вы выбираете сварочный полуавтомат для домашней мастерской или гаража, тогда лучше брать компактный аппарат, где механизм подачи проволоки встроен в корпус аппарата.
Аппарат с выносным механизмом необходим на производстве, где требуется мобильность. Мобильность проявляется в следующем: выносной механизм подачи проволоки подключается к основному источнику сварочного тока с помощью кабеля. В комплекте идет стандартный кабель – 5 метров. Как опция, можно купить кабель длиной 30 м. Такой механизм позволяет работать на расстоянии от основного источника тока. За счет этого и достигается мобильность. Такой механизм позволяет работать на расстоянии от основного источника тока.

Рис.14 – Механизм подачи проволоки
Так какой же сварочный полуавтомат лучше купить?
Давайте попробуем на примере подобрать сварочный полуавтомат под задачу вместе.
Итак, Вы ищите аппарат для периодической работы в мастерской или гараже. В сети напряжение 220 В. Сварочного опыта нет, либо имеется небольшой опыт работы с инвертором. Нагрузка аппарата – не ежедневная. Варить планируете металлы от 1 мм до 3-4 мм.
Вам нужен аппарат от 30 до 200 А – самый востребованный диапазон сварочного тока для таких целей. Значение напряжения холостого хода должно быть не ниже 40-70 В. Продолжительность включения для Вас не очень важна и вряд ли Вы будете варить швы метровой протяженности, поэтому смело выбирайте 40%.
Такой аппарат позволит работать, если только учитесь, обратите внимание на синергетику – она не только облегчит жизнь, но и подружит Вас с этой работой, сделает ее комфортной и простой.
Перечислим все необходимое для начала работ сварочным полуавтоматом MIG/MAG:
1. Cам аппарат — источник сварочного тока тока;
2. Cварочная горелка;
3. Кабель с зажимом заземления;
4. Газовый шланг;
5. Баллон с газом и редуктором;
6. Сварочная маска
У аппарата FUBAG IRMIG 200 SYN в комплекте уже идут и горелка, и шланг, и кабель заземления, а также кабель с электрододержателем, т.к. данная модель может варить и электродом, есть разъемы для его подключения.

Обзоры полуавтоматов от профессионалов Вы можете посмотреть ниже:
— Ручная дуговая сварка Аппаратом FUBAG INMIG 200 SYN LCD (канал Гори Дуга)
Выбираем сварочный полуавтомат
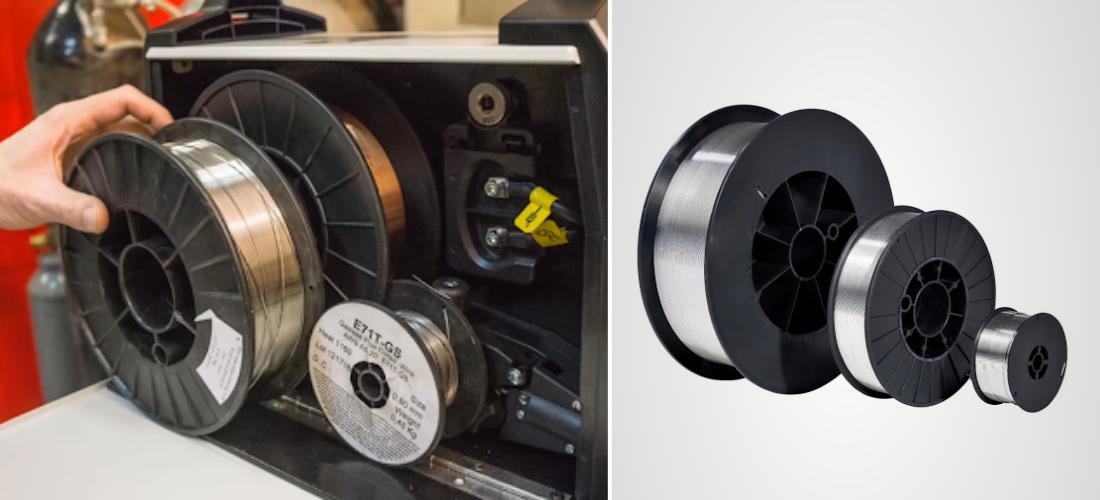
Поставив перед собой задачу, какой сварочный полуавтомат выбрать, каждый должен понимать, что собой представляет это оборудование. Это не аппарат ручной дуговой сварки, хотя и выполняет те же функции. Это агрегат с полуавтоматической подачей сварной проволоки в зону сварки. Поэтому состоит он из двух частей: собственно сварочного выпрямителя (он же источник электроэнергии) и кассеты, на которую намотана проволока.

Полуавтомат выполнен в двух вариация:
- Со встроенной кассетой.
- С кассетой, которая является отдельной частью.
 Встроенная касета и отдельное подающее устройство
Встроенная касета и отдельное подающее устройство
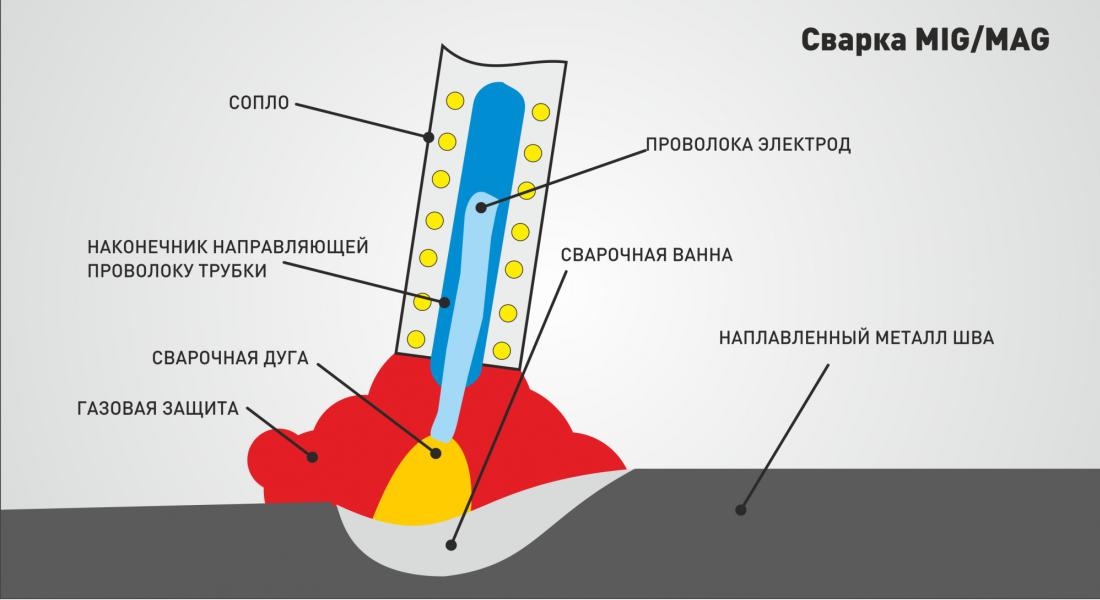
Что отличает данный вид сварки? Дуга располагается между свариваемыми деталями и проволокой, которая непрерывно подается в зону сварки. Металл проволоки и детали расплавляется под действием высокой температуры, образовывая общее пространство расплавленного металла. Оно называется ванна. По мере движения электрода металл в ванне затвердевает. Так образуется шов. Чтобы не происходило окисление шва, в зону сварки подается инертный газ. Отсюда и качество шва, и непрерывность проводимой работы.
Критерии выбора
На выбор сварочного полуавтомата влияют несколько критериев.
- Какие требования к нему предъявляет потребитель. Аппарат будет использован для бытовых нужд или для мелкого бизнеса, к примеру, для кузовных работ. Или это сварочный аппарат будет использован в промышленных условиях.
- Какие требования будут предъявляться качеству шва. Для ремонта автомобиля (для кузова) необходимо качество внешнего шва, есть конструкции общего назначения (декоративные решетки, калитки и прочее), есть ответственные конструкции, к которым можно отнести сварку водопровода, газовой трубы или сборку гаражной металлической постройки.
- Многое в выборе будет зависеть от толщины свариваемого шва.
- Следующий критерий – виды свариваемых металлов. Здесь вариантов много: низкоуглеродистая сталь, алюминий, нержавейка и так далее. Полуавтомат для сварки алюминия требует присутствия баллона с инертным газом, чаще аргона.
- Длина шва.
- Характеристики сети питания.
Для начинающих сварщиков лучше всего обратить внимание на конкретные характеристики. И не стоит начинать свою деятельность со сложных приборов. Для них оптимальным вариантов будет бытовой полуавтоматический аппарат.
Бытовой сварочный полуавтомат
 Бытовой полуавтомат
Бытовой полуавтомат
К этой категории относятся приборы, которые работают от сети переменного тока напряжением 220 вольт. Рассчитаны они на непродолжительную работу, использовать их можно несколько часов в день. И если даже степень работы увеличивает продолжительность использования, то рекомендуется делать перерывы, чтобы полуавтомат остыл.
Токовая нагрузка бытового аппарата – 16 ампер, при этом величина сварочного тока не превышает 200 ампер. В этом приборе могут быть использованы разные проволоки: стальная диаметром 0,8 мм, алюминиевая – 1 мм, порошковая – 0,9 мм. Кассета подачи проволоки оснащена двумя роликами. Это хороший сварочный полуавтомат для дома, его можно установить в гараже, в небольших мастерских, где сваркой пользуются время от времени.
Профессиональный

Его отличают вот такие характеристики:
- Номинальный ток сети – более 16 ампер, подключается только к 380 В.
- Токовая нагрузка: 200-400 ампер.
- Длительный режим работы.
- Диаметр используемой проволоки от 0,8 до 1,6 мм.
- В подающем устройстве могут быть однороликовые кассеты или двухроликовые. В этом механизме устанавливается электродвигатель мощностью 50 Вт.
- Высокое качество комплектующих, которые гарантируют 5-7 лет жесткой работы.
Что такое полупрофессиональный полуавтомат? Такого чисто технического понятия не существуют. Сварщики под этим термином понимают агрегат профессиональный с небольшой мощностью.
Промышленный

Это мощное сварочное оборудование, с помощью которого можно варить детали толщиною до 5 см. Интенсивное использование, практически безграничное время работы. У таких полуавтоматов механизм подачи является отдельной частью.
Характеристики выбора
Один их основных показателей выбора полуавтомата – это номинальный ток сварки. Как правило, он соответствует продолжительности нагрузки. Чем дольше ток такой силы купленный аппарат может выдержать, тем дольше без остановок он может работать. Продолжительность нагрузки исчисляется в процентах, и оно равно сумме времени нагрузки и времени холостого хода, то есть, когда аппарат не работает, но и не отключен от сети.
Внимание! Оптимальный вариант данного показателя – 60%.
Сама же величина номинального тока говорит о том, что аппарат под ее действием не будет перегреваться. Конечно, с учетом продолжительности нагрузки (%). К примеру, если в мастерской будут свариваться детали и узлы толщиною до 3 мм, для чего потребуется проволока диаметром 0,8 мм (см. таблицу ниже), то для этого необходим будет ток силой 80-100 ампер. Для проведения этой работы рекомендуется приобрести полуавтомат сварочный с запасом по току не менее 50%. Оптимальный вариант – 160-200 ампер.
Если решено приобрести профессиональный агрегат, то вопрос, как выбрать полуавтомат, будет основываться и на характеристиках питающей сети. Это 220 или 380 вольт. Если в мастерскую подведена одна фаза, то соответственно придется приобретать однофазный вариант оборудования. Если три фазы, то можно покупать и однофазный аппарат, и трехфазный. Но лучше предпочтение отдать второму, потому что с его помощью получается лучшее качество сварного шва, да и питающая сеть будет без перекосов и перегрузок на одну фазу.
Что касается диаметра используемой проволоки, то на этот показатель влияет в основном толщина свариваемых металлических деталей.
| Диаметр проволоки, мм | Толщина деталей, мм |
| 0,6 | 0,5-1,5 |
| 0,8 | 0,8-2,5 |
| 1,0 | 1-4 |
| 1,2 | 1,5-8 |
| 1,6 | 2-20 |
Обратите внимание при покупке на питающий кабель. Если он небольшого сечения 2-2,5 мм² и имеет длину больше 15 м, то это гарантия, что при падении напряжения в сети (180-200 вольт) мощность аппарата сильно падает. А это влияет на силу сварочного тока, и соответственно на качество сварного шва.
Тонкости выбора
Есть определенные тонкости, который помогут выбрать лучший сварочный полуавтомат.
- Обратите внимание на евроразъем, который соединяет горелку. Это возможность заменить ее в случае необходимости.
- Если механизм подачи проволоки небольшой с маломощным двигателем, то это гарантированно, что он скоро выйдет из строя. Обратите внимание на сами ролики подачи, их размер не должен быть меньше вот этих параметров: 30х22х10 мм.
- Регулировка индуктивности должна быть плавной. От нее зависит качество сварочного шва, плюс в процессе работы отсутствует разбрызгивание искр, правильно проваривается металл. По сути, регулировка индуктивности – это регулировка жесткости электрической дуги.
- Индуктивность цифровая лучше, чем ручная. С ее помощью можно легко настроить сам режим сварочного процесса, при этом аппарат запомнит установленные параметры сварки.
- Автоматический выключатель, который спасет прибор от перегрузки и короткого замыкания.
Классика или инверторный
Что лучше, сварочный полуавтомат инверторного типа или классический? Здесь нельзя ответить однозначно.
Классический прибор устойчив к перепадам напряжения, по конструкции прост, легко можно отремонтировать. Правда, является обладателем большого веса и габаритов, по сравнению с инверторным. Второй гарантирует качественный шов даже при сварке тонколистовой стали, на которой не появятся прожоги. Легко настроить его режим работы, настройка очень гибкая.
Выбор моделей и марок
Определим рейтинг лучших сварочных полуавтоматов. То есть, определим, какой фирмы оборудование лучше. Хотя вопрос поставлен не корректно, просто обозначим те марки, которые сегодня популярны.
AURORA. Один из лидеров российского рынка, который ориентирован, как на Европу, так и на Россию. Два года гарантии и постгарантийного обслуживания. Сервисные центры есть практически во всех больших городах России.
FUBAG. Немецкая марка с высоким немецким качеством. В его пользу говорит тот факт, что МЧС России пользуется именно этими сварочными полуавтоматами. Сегодня немецкий концерн открыл несколько заводов в России, где производится жесткий контроль качества.
WESTER. Отличный вариант, когда дело доходит до вопроса, какой сварочный полуавтомат лучше купить? Высокое качество, долгосрочный срок эксплуатации. Отзывы потребителей говорят о том, что оборудование этой марки практически не ломается.
Интерскол. Этот российский производитель не делает упора в производстве на сварочное оборудование. Но его модели – это оптимальное соотношение цены и качества. Отсюда и спрос. Так что к вопросу, какой полуавтомат приобрести, можно подходить с этой финансовой стороны.
Ресанта. Еще один россиянин, который может похвастаться достаточно широкой модельной линейкой сварочных полуавтоматов. В любом специализированном магазине эту марку можно встретить. Особенно хотелось бы отметить модель САИПА-135.
Как видите, на российском рынке можно встретить и отечественные марки, и зарубежные. Какой купить сварочный полуавтомат, каждый решает сам. Но предложенные нами параметры выбора являются основополагающими. Отталкиваясь от них, можно приобрести хороший сварочный аппарат под свои нужды. Правильно выбирать то же надо уметь. Обязательно посмотрите видео – как выбрать сварочный полуавтомат.
Как выбрать полуавтомат для сварки
Сварочный полуавтомат для гаража или дачи, а также для дополнительного заработка можно приобрести за разумную цену, главное — сразу определиться с ассортиментом и необходимыми возможностями этого агрегата.
Преимущества полуавтоматической сварки
Универсальные полуавтоматы позволяют выполнить сварочный шов хорошего качества в разных положениях без сильного загрязнения рабочей зоны брызгами металла. Сварка полуавтоматом обеспечивает высокую производительность, стабильный процесс, чистое соединение деталей и заготовок, минимальное разбрызгивание металла и возможность выполнения разных вариаций швов.
Большинство приборов работают от стандартной электрической сети в 220 В, просты в управлении и настройке. Выбирая оборудование для специализированных работ, стоит узнать режимы выполнения необходимой операции.
Обозначение и виды сварочных режимов:
- ММА — это ручная электродуговая сварка электродами при помощи переменного или постоянного тока. Используется для черных металлов, низкоуглеродистой стали.
- MIG/MAG — сварка металла в газовой среде. Выполняется при помощи сварочных полуавтоматических устройств. Характерное отличие — нет брызг металла (окалины, флюса) в местах выполнения работ, выполнение сварки тонких листов металла.
- TIG — аргонодуговая сварка, в процессе которой используется неплавящийся вольфрамовый электрод, присадочная проволока (не для всех работ), происходит подача инертного газа (аргон, гелий). Обеспечивает исключительное качество сварных соединений, что дает работать с цветными и даже драгоценными металлами.
Недостатками полуавтоматического сварочного оборудования можно считать громоздкие габариты (по сравнению с инверторами), а также необходимость использования дополнительного оснащения. Важно продумать место для безопасного хранения баллонов с газом, а также приспособления для намотки проволоки, защитив его от негативных внешних воздействий.
Принцип работы полуавтомата и дополнительные функции
Функционал сварочного полуавтомата обеспечивает выполнение непрерывного шва в разных положениях. Такой бытовой агрегат можно использовать для дачи, авторемонта, изготовления металлоконструкций для продажи. Конструкция кассеты (съемной или встроенной) позволяет не отвлекаться на замену электрода, а качество швов будет на порядок выше.
- В процессе работы происходит подача электрической дуги в зону сварки, расплавление металла и проволоки (электрода) под воздействием высокой температуры. Она создается при понижении исходного напряжения до 30-90 В, одновременно увеличивая силу тока до 120-500 ампер. Общее пространство расплавленного металла образует собой прочное шовное соединение.
- В момент сварки вместе с проволокой подается защитный газ, предотвращающий окисление металла. Качество швов, выполненных в газовой среде (MIG/MAG сварка) заметно лучше.
- Принцип работы трансформаторов подразумевает выработку переменного или постоянного тока. Лучший вариант — агрегаты с питанием дуги постоянным током. Помимо ровного шва это обеспечит возможность работы с разными типами металлов.
- При работе с черными металлами (без газа) используется проволока со специальным покрытием — флюсом. Для цветных металлов или нержавеющей стали к оборудованию дополнительно подключается газовый баллон.
- Оборудование, предназначенное для бытового использования, имеет питание в 220 В. Профессиональные и полупрофессиональные модели не будут работать при низком напряжении, требуют специализированного оснащения и подключения к сети в 360 В.
- Полная потребляемая мощность обозначается в кВА, что соответствует общему энергопотреблению. Показатель используют при расчете допустимой нагрузки сети.

Производительность и мощность агрегата выбирается из расчета постоянной нагрузки. Для мелкого кузовного ремонта авто, бытовых нужд (приварить уголки, скрепить металлические элементы конструкции) и редкого использования можно подобрать недорогие компактные устройства.
Класс сварочного аппарата определяется следующим образом:
- Бытовые приборы (рабочий ток до 200 А).
- Полупрофессиональное оборудование (до 300 А).
- Промышленный сварочный аппарат (свыше 300 А).
Если планируется постоянная эксплуатация, а также если подрабатываете сварщиком на выезде, лучше прикупить полупрофессиональные модели, ресурс которых превышает срок службы бытового оборудования.
Как выбрать лучший полуавтомат
Характеристики сварочных аппаратов выбираются по следующим критериям:
- Продолжительность включения — определяет период непрерывной работы на максимальной мощности без риска перегрева оборудования. Определяется интервалом в 10 минут, значение ПВ 40% (после которого обычно устанавливается максимальный режим работы в амперах) обозначает период активной работы в 4 минут должен смениться 6 минутами отдыха.
- Номинальный сварочный ток. Для бытового использования пригодятся однофазные аппараты, работающие от обычной розетки. Промышленное оборудования обычно идет трехфазное и требует подключения к сети в 360 В.
- Диаметр проволоки — обычно варьируется от 0,6 до 2 мм, зависит от толщины свариваемых деталей.
- Механизм подачи проволоки. Классифицируется на толкающий (расположен в корпусе), тянущий (привод в ручке), а также комбинированный. Желательно выбирать устройства, снабженные дополнительной защитой кассеты.
- Горелка — необходима для подачи дуги на рабочую поверхность. Встречается инжекторная (для низкого или среднего давления подающего газа) и безинжекторная (при высоком давлении). При работе с разными газами устройство горелки также будет изменяться. Существуют узкоспециализированные горелки, а также универсального назначения, обеспечивающие выполнение разных видов сварочных работ.
- Возможности регулировки тока. Ручное управление практически себя изжило, лучше выбрать аппарат с возможностью плавной регулировки индуктивности и сохранением ранее использованных режимов.
- Защитные функции. Автоматический выключатель предупреждает перегрев механизма.
- Цифровая индикация. Проще и удобней в обращении по сравнению с ручными настройками.
Чтобы не переплачивать за название бренда и приобрести действительно хорошую технику, стоит обратить внимание на отечественные марки. Сварочные полуавтоматы украинского производства SSVA и Искра получили хорошие отзывы в категории цена/качество, можно выбрать надежный аппарат среди достаточного ассортимента моделей.

Какой купить полуавтомат — список лучших моделей
ТОП 5 самых популярных моделей в нашем магазине*:
- полуавтомат Тесла 302 — цена 7676 грн со скидкой, MIG/MAG/TIG/MMA, 300 А, диаметр электродов 1,6-4,0 мм, гарантия 36 мес.
- полуавтомат Эдон 280 — цена 4825 грн со скидкой, MIG/MAG//MMA, 280 А, диаметр электродов 1,6-4,0 мм, проволоки — 0,6-1 мм, по отзывам отлично подходит для гаража.
- полуавтомат Днипро-М 310 — стоимость 8000 грн, 150 А, электрод 1,6-4,0 мм, проволока 0,8-1,0 мм, быстросъемная горелка MIG, гарантия 1 год.
- полуавтомат Кайзер 305 — стоимость 4903 грн со скидкой, 285 Ампер, диаметр электродов 1,6-5,0 мм, проволоки 0,6-1 мм, Mig + MMA, 220 В.
- Сварочный полуавтомат Edon MIG 315 — цена 5893 грн со скидкой, отлично варит во всех режимах, простая регулировка, нет брызг и залипаний, максимальный сварочный ток 315 Ампер, диаметр электродов 1,6-5,0 мм, проволоки 0,6-1 мм, напряжение 220 В.
*Стоимость указана на момент публикации статьи. Актуальную стоимость уточняйте на сайте или по телефонам.
Что лучше: полуавтомат или инвертор?
Сварочные устройства инверторного типа имеют меньшие габариты, отличаются высокой производительностью. Цена на такие устройства будет выше, чем на полуавтоматы или аппарат ручной дуговой сварки. Принцип работы основан на использовании силовых транзисторов для образования электрической дуги. Они обеспечивают увеличение частоты тока при относительно небольших размерах агрегата.
Выполненные при помощи инвертора сварные соединения могут подвергнуться влиянию окружающей среды, в то время как полуавтоматические устройства обеспечивают дополнительную защиту металла от коррозии. Значение имеет и тип металла для работы. Алюминий можно варить только с использование аргона, что затруднительно для бытового применения. Толщина металлических деталей играет роль при выборе мощности оборудования. Современные агрегаты часто снабжены функциями дополнительной регулировки режимов, что позволяет избежать прогорания металла. Использование инверторов универсально, приборы хорошо себя показали для бытовых нужд.
Самостоятельное выполнение сварочных работ заметно упрощает повседневную жизнь, служит источником дополнительного заработка. Быстро сделать забор для дачи, сварить металлоконструкцию, отремонтировать авто можно при наличии хорошего сварочного оборудования. Полуавтоматические устройства отличаются доступной ценой и легкостью в управлении, позволяют варить разные виды металлов. Выбирая надежного помощника, обязательно стоит обратить внимание на бытовые и полупрофессиональные устройства полуавтоматической сварки.
12 лучших сварочных полуавтоматов
Рейтинг надежности и качества аппаратов для полуавтоматической сварки





- Лучшие сварочные полуавтоматы среднего класса
- Лучшие недорогие сварочные полуавтоматы
- Лучшие профессиональные сварочные полуавтоматы
Покупка сварочного полуавтомата – удачное решение для хозяев дач и домов, автомобилистов, которые часто производят ремонт металлических конструкций своими руками. Главное преимущество полуавтомата – простота использования и высокое качество шва – делает аппараты MIG/MAG все более популярными. Купить качественный аппарат не так просто, да и отзывы о них разнятся. Попробуем определить важнейшие критерии выбора самого лучшего сварочного полуавтомата.
Критерии выбора
- Максимальный ток в сочетании с коэффициентом постоянного включения (ПВ) определяют не только спектр применений сварочного аппарата, но и его «запас прочности». Что касается сварочного тока, то у многих новичков некоторое недоумение вызывает отсутствие такой регулировки на полуавтоматах – на них традиционно регулируется напряжение на горелке. Для обычно используемой проволоки диаметром 0,8-1,0 мм выставляется напряжение до 20В в зависимости от толщины деталей, ток при этом не превысит 120 А. ПВ определяет процентное соотношение времени работы и времени охлаждения сварочного аппарата: из двух инверторов с одинаковым максимальным током аппарат с ПВ 60% потребует перерыва в работе быстрее, чем аппарат с ПВ 80%. Так как этот коэффициент увеличивается при снижении сварочного тока, при одинаковом ПВ дольше проработает без остановок тот аппарат, чей максимальный ток больше. Применительно к полуавтоматам это означает, что приобретать аппарат с большим максимальным током стоит только из расчета на длительную беспрерывную работу: реально реализовать такой ток на обычной проволоке нельзя.
- Мощность аппарата идиапазон рабочих напряжений важно учитывать, если предполагается запитывать его от слабой электросети в гаражном массиве или в частном секторе. Чем меньше потребляемая аппаратом мощность, тем меньше будут и просадки напряжения во время работы. Соответственно, чем ниже порог рабочего диапазона напряжений, тем большую просадку аппарат выдержит без перебоев в работе.
- Возможность смены полярности потребуется при сварке флюсовой проволокой (называемой обычно «порошковой»). Если для сварки под углекислотой используется обратная полярность (на горелке «плюс»), то для флюсовой проволоки нужна полярность прямая (на горелке «минус»). Также на прямой полярности работают с некоторыми сортами обычной проволоки, легированными щелочными металлами.
- Дополнительные режимы работы, предусмотренные в конструкции многих полуавтоматов, значительно расширяют их функциональность, хотя и увеличивают цену. Обычно полуавтоматы дополняются режимом MMA (ручной дуговой сварки) – приобретая такой аппарат, вы сможете варить и тонколистовое железо, и массивные металлические конструкции, где проволока не обеспечит глубокий провар.
Перед покупкой также определите важнейшие условия использования аппарата, а именно:
- возможности домашней/дачной электросети;
- какие металлы предстоит сваривать;
- толщина свариваемого металла;
- требуемое качество сварки;
- габариты объектов для сварки, длина сварочных швов;
- интенсивность использования агрегата.
Топ 12 лучших сварочных полуавтоматов
По понятным причинам в рейтинге участвуют только полуавтоматы с питанием от однофазной сети 220В: техника с трехфазным питанием — это крупногабаритные аппараты для стационарных сварочных постов, рассматривать такие аппараты для приобретения в личное пользование не имеет смысла. Кроме того, из тех же соображений была задана и верхняя планка цены.
| Категория | Место | Наименование | Рейтинг | Цена |
|---|---|---|---|---|
| Лучшие сварочные полуавтоматы среднего класса | 1 | Сварог PRO MIG 200 SYNERGY (N229) | 10 / 10 | 72 500 |
| 2 | AuroraPRO Speedway 200 | 9.8 / 10 | 51 000 | |
| 3 | FoxWeld INVERMIG 200 COMPACT | 9.7 / 10 | 52 990 | |
| 4 | AuroraPRO Overman 200 | 9.6 / 10 | 37 500 | |
| 5 | Сварог MIG 200Y (J03) | 9.5 / 10 | 75 510 | |
| 6 | BLUEWELD Starmig 180 Dual Synergic | 9.3 / 10 | 56 940 | |
| Лучшие недорогие сварочные полуавтоматы | 1 | ЗУБР Мастер ПС-200 | 9.6 / 10 | 25 370 |
| 2 | Quattro Elementi DigiMIG 235 | 9.1 / 10 | 23 490 | |
| 3 | Ресанта САИПА-200 | 8.2 / 10 | 25 390 | |
| 4 | Ресанта САИПА-165 | 7.0 / 10 | 19 790 | |
| Лучшие профессиональные сварочные полуавтоматы | 1 | Telwin MASTERMIG 400 | 9.8 / 10 | 159 300 |
| 2 | Aurora SKYWAY 330 Synergic | 9.7 / 10 | 110 000 | |
| 3 | FoxWeld INVERMIG 350E | 9.6 / 10 | 159 990 |
Лучшие сварочные полуавтоматы среднего класса
Сварог PRO MIG 200 SYNERGY (N229)
Из рассмотренных нами сварочных полуавтоматов этот заслужил бесспорное лидерство в рейтинге. Он позволяет не только работать любым типом проволоки (смена полярности осуществляется в два движения руки переключением кабеля питания горелки на лицевой панели), но и работать со штучными электродами (режим MMA) и аргоновой горелкой (режим TIG DC) при токе до 200 А. При этом на токах до 160А его ПВ составляет 100% — следовательно, при работе в режиме полуавтомата или сварке электродами до 4 мм диаметром не потребуется делать принудительные паузы с целью охлаждения аппарата. Для аргоновой горелки предусмотрен режим розжига касанием (TIG Lift).
Другое достоинство PRO MIG 200 SYNERGY – это совершенная схема управления горением дуги, изменяющая характеристики аппарата в зависимости от режима работы аппарата: возможен выбор между ручной настройкой полуавтоматического режима работы (селектор режима на лицевой панели в положении MIG) и автоматическим («синергетическим») регулированием по заданной программе (4 режима для сварки в углекислоте и газовой смеси). Регулировки сварочного тока и напряжения, скорости подачи проволоки и настройки спада напряжения задаются многофункциональными регуляторами, дополненными цифровыми индикаторами.
Работа в режиме аргонодуговой сварки возможна как в двухтактном режиме, так и в четырехтактном: в режиме 2Т дуга разжигается при нажатии кнопки на горелке и гаснет при ее отпускании, в режиме 4Т дуга горит после краткого нажатия все время до следующего нажатия на кнопку. Регуляторы используются для задания сварочного тока и времени его падения.
Для обеспечения безопасности при сварке в условиях высокой влажности в режиме ММА автоматически активируется режим VRD (снижения напряжения холостого хода) во избежание поражения электрическим током. Кроме того, в режиме ММА доступна ручная регулировка тока форсажа дуги.
Производитель обеспечивает свой сварочный аппарат пятилетней гарантией, что является еще одним плюсом в копилку PRO MIG 200 SYNERGY. В итоге, даже несмотря на самую высокую цену, этот инвертор получает твердую «десятку».

