
Развертка по металлу что это?
Технология развертывания отверстий, типы разверток
Развертка по металлу: область применения, принцип действия и конструкция. Основные виды: ручные и машинные. Цельные, сборные и регулируемые. Что такое развертывание отверстий. Преимущества твердосплавных разверток.

Развертка по металлу применяется для чистовой обработки цилиндрических отверстий небольших диаметров. Точность и показатель шероховатости развертывания выше, чем при применении другого лезвийного инструмента, поэтому развертки используются при финишной обработке после сверления, рассверливания, зенкерования или расточки. Типичная развертка — это многолезвийный инструмент с фиксированными или регулируемыми режущими поверхностями и цилиндрическим или коническим хвостовиком. Развертывание выполняется с малым припуском и на небольших скоростях, поэтому его выполнение не требует наличия у оборудования регулируемого усилия резания. У этой операции, как правило, отсутствует проблема стружкоотвода, т. к. при этом из-за наличия большого количества лезвий срезается очень тонкая стружка. У цельнометаллических изделий геометрические параметры обеспечиваются высокой точностью заточки рабочих поверхностей, а у сборных регулируемых разверток — прецизионными механическими устройствами выставления сменных пластин. Развертывание может выполняться на станках токарной и сверлильно-фрезерной групп. Главным требованием к этому виду обработки является высокая точность соосности инструмента и развертываемого отверстия.

Сущность и принцип обработки развертыванием
По своим рабочим движениям развертывание отверстий подобно операциям с использованием сверл и зенкеров. Даже внешне многие виды разверток (кроме регулируемых) похожи на сверла или зенкеры, хотя имеют канавки меньшей глубины и более пологий угол режущей кромки. Их главное функциональное отличие — это высокие точность и качество обработки с квалитетом до 6 и шероховатостью Ra от 0.5 до 2 мкм. Такие показатели обеспечиваются небольшими припусками (от 0.05 до 0.5 мм) и малой глубиной резания, а также жесткостью конструкции. Развертывание цилиндрических поверхностей производится с небольшими скоростями резания: цельнометаллическим инструментом — 5÷15 м/мин., регулируемым с твердосплавными пластинами — до 40 м/мин. Как правило, развертки имеют прямые режущие кромки, но для развертывания отверстий в вязких материалах применяют специальный вид со спиральными зубьями. На фото ниже две режущие части: справа — со спиральными зубьями, слева — с прямыми.

Основные элементы конструкции

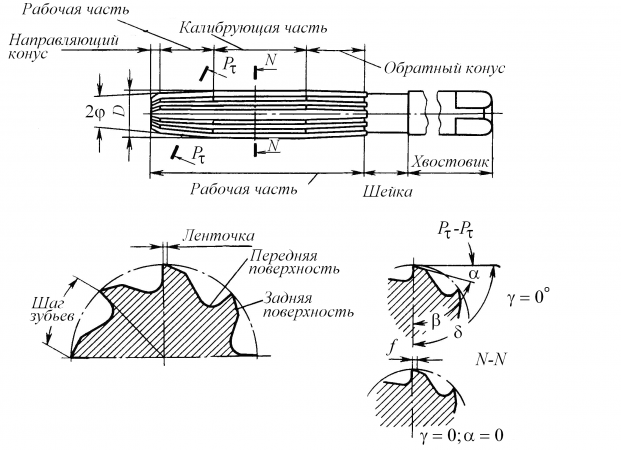
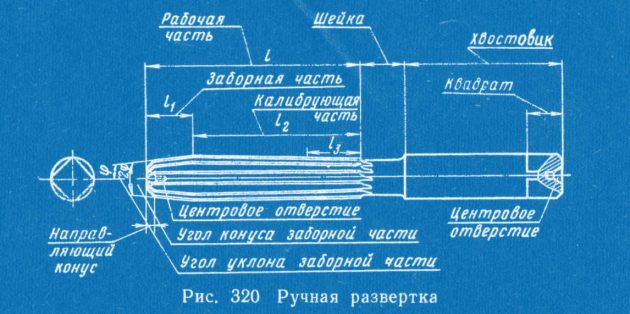
На рабочей части находятся режущие лезвия, которые могут быть прямыми или спиральными. Между собой они разделены канавками. Их количество всегда четное и может варьироваться от 6 до 16. Рабочая часть включает в себя следующие элементы: заборную (режущую) часть с конусным уклоном и калибрующую с обратным конусом. Сразу за ней находится шейка, которая необходима для выхода шлифовального инструмента после окончания затачивания развертки (у регулируемых ее нет). Хвостовик у ручного варианта оканчивается квадратной головкой для насадки воротка, а у машинного выполнен в форме конуса или цилиндра. Рабочая часть у машинных разверток в несколько раз короче, чем у ручных, поэтому при резании к ним необходимо прилагать гораздо большее регулируемое усилие.

Принцип действия разверток
При подаче внутрь отверстия развертка начинает работать входным конусом режущей части (у регулируемых — передними кромками сменных пластин), удаляя по мере продвижения основную часть припуска. А доведение отверстия до заданного диаметра и чистоты поверхности осуществляет следующая за ней калибрующая часть. На ее заднем конце находится обратный конус — небольшой участок лезвий, скошенный в сторону хвостовика с отклонением по высоте на несколько десятых миллиметра. Он необходим для того, чтобы при выходе из отверстия задняя часть лезвий не повредила обработанную поверхность. С этими же целями у регулируемого инструмента задняя часть сменных пластин выполнена с небольшим скосом назад. Развертка коническая работает при более тяжелых условиях резания, поэтому у нее для ломки и отвода стружки по всей длине лезвия делаются поперечные пазы.
Основные виды разверток по металлу
- по конструктивным особенностям (цельнометаллические, сборные, регулируемые и прочие);
- по типу обработки (цилиндрические и конические);
- по методу создания усилия (приводные и ручные);
- по классу обработки (черновые и чистовые);
- по форме режущей поверхности (цилиндрические и конические).
Кроме того, существуют специальные типы разверток (как цельных, так и регулируемых), которые предназначены только для определенных технологических операций (ступенчатые, котельные и прочие). В последнее время ведущие мировые производители выпускают системы сборного модульного инструмента для машинной обработки, в котором различные державки могут соединяться в разных вариантах как с цельными, так и с регулируемыми режущими частями. Готовая сборка может классифицироваться по способу ее использования.

Ручные приспособления
Ручные регулируемые развертки в основном применяют при выполнении ремонтных работ в местах установки оборудования. Существует два основных способа регулировки: изменение диаметра корпуса путем разжима и перемещение режущих кромок. Развертка разжимная имеет прорези вдоль лезвий и конусное отверстие внутри корпуса, в котором находится шарик. Регулируемое увеличение диаметра происходит при перемещении шарика под воздействием настроечного винта в осевом направлении. При использовании регулируемых сменных пластин настройка точного размера производится с помощью механизма, позволяющего приподнимать их кромки над поверхностью корпуса.

Машинные развертки
Особенности машинного развертывания
Развертывание не в состоянии исправить ошибок и погрешностей позиционирования отверстия, т. к. выполняется с минимальными припусками. Кроме того, при машинной развертке отверстий одной из основных проблем является сохранение в процессе работы концентричности оси инструмента и обрабатываемого отверстия, а также компенсация биений шпинделя оборудования. Для устранения этих негативных факторов служат шарнирные (качающиеся) оправки. Конструктивно этот вид приспособлений состоит из двух частей: корпуса оправки, фиксируемой в шпинделе станка стандартным способом, и регулируемой державки, упирающей в шарик, зажатый между ней и днищем корпуса оправки. При обработке такая конструкция автоматически компенсирует осевые отклонения и биения шпинделя станка. По сравнению с ручным машинное развертывание производится на более высоких скоростях, поэтому требует применения СОЖ, которая подается в зону резания по канавкам вдоль лезвий или по внутренним каналам. На фото ниже – развертывание в качающемся патроне.

Алмазная развертка обеспечивает тот же класс обработки, что и инструмент для хонингования. Чем же тогда они отличаются и в каких случаях их применяют? Если кто-нибудь знает ответ на этот вопрос, поделитесь, пожалуйста, информацией в комментариях.
Обзор разновидностей разверток по металлу
Развертка относится к инструментам для чистовой обработки предварительно просверленных или отзенкерованных отверстий. Операция позволяет получить геометрические параметры, точность размера и шероховатость поверхности высокого класса.
Развертки являются более точным инструментом, чем спиральные сверла или зенкеры. За счет точности изготовления инструмента и малого припуска, снимаемого при обработке, устраняются неточности и отклонения после предыдущей обработки.
В зависимости от типа отверстия, условий обработки, требований к качеству готовой поверхности применяются развертки разных видов и конструкций.
Принцип действия
Использование развертки позволяет получить внутренние поверхности с квалитетом точности 6-9 и шероховатостью Ra 0,32–1,25 мкм. Характеристики высокого класса достигаются за счет конструкции инструмента с большим числом режущих кромок, которых может быть от 4 до 14 штук.
Качество обработки при выполнении операции развертывания определяет комплекс факторов:

- Размер снимаемого припуска при обработке;
- Машинные режимы резания;
- Качество изготовления и заточки;
- Особенности геометрии и конструкции;
- Вид обрабатываемого материала.
Процесс развертывания происходит таким образом. Режущее орудие нужного диаметра подводится к краю отверстия. Затем получает движение резания, которое при ручной и механической подаче складывается из вращения инструмента и подачи вдоль оси отверстия.
Величина припуска в десятых или сотых частях миллиметра складывается из разницы между диаметром отверстия и выбранного инструмента.
Развертыванием обрабатывают цилиндрические и конические отверстия, используя ручной и машинный инструмент соответствующей формы.

Описание конструкции
В большинстве исполнений развертка внешне похожа на продолговатый штырь. Рабочая часть у него цилиндрическая или коническая, с продольно идущими режущими кромками для удаления металла, и канавками, формирующими строение зуба. Противоположная часть используется для закрепления инструмента и передачи движения резания. На конце хвостовика есть квадрат или конический хвостовик. Соединяет рабочую часть и хвостовик переходная шейка.
Инструмент хвостовиком монтируется в конусном патроне металлорежущего станка, а на квадрат надевается вороток при ручном способе обработки.
Режущие кромки рабочей части делятся на несколько зон. Первая – заборная часть, она конической формы и небольшой длины. За ней идет направляющий и калибрующий участок, в конце — обратный конус для предотвращения заклинивания.
Зубья бывают прямыми, винтовыми и спиральными. Только в некоторых случаях режущие кромки повторяют винтовую линию. Их применение оправдано при резании в прерывистых отверстиях.
Формообразующее строение инструмента хорошо видно в поперечном сечении.
В поперечном разрезе структура рабочей зоны состоит из:
- Режущих кромок;
- Ленточек;
- Передней поверхности резания, по которой сходит стружка;
- Задней поверхности и затылка.
В заборной и калибрующей части отличается форма зуба. На заборном участке он остро заточен, а на калибрующем имеет ленточку для заглаживания стенок.
Основные виды
С учетом толщины снимаемого слоя, обработка производится одним инструментом, либо комплектом из черновой и чистовой развертки, а иногда и получистовой. Орудие для предварительной и финишной обработки отличается видом режущих лезвий и их численностью. Вдоль линии зуба черновой и получистовой разверток имеются зубцы или выступы.
Стандарт предусматривает классификацию типов разверток по следующим критериям:
- Вид обрабатываемого отверстия – цилиндрическая развертка и коническая;
- Тип обработки (черновая, чистовая);
- Метод фиксации инструмента;
- Конструкция режущих кромок;
- Расположение зубьев;
- С настройкой на размер обработки;
- Материал для изготовления.
В ГОСТ 1672-80 изложены нормы изготовления конических разверток, формирующих точные конусные отверстия. Существующие модели позволяют обрабатывать конуса такого назначения:

- Для последующего нарезания конических резьб;
- Под установку конических штифтов;
- Для установки метрического конуса;
- Отверстие сопряжения «Конус Морзе»;
- Под стандартный ряд конусностей 1:20, 1:30 и другие.
Нормативный документ регламентирует геометрию конических разверток, шероховатость, допустимые отклонения размеров и класс точности отверстий, получаемых после механообработки.
Металлорежущий инструмент для развертывания поделен на 2 большие группы: ручной и машинный. Машинные развертки применяются в сверлильных, токарных и расточных станках.
Между группами существуют видимые отличия. Ручные орудия — с более длинными рабочими кромками и квадратом. Машинные — с укороченной рабочей частью и длинным пояском. Крепятся в державках, которые монтируются в шпиндель.
Ручные
Развертки выпускаются по ГОСТ 7722-77 с размерным рядом 3-58 мм с шагом исполнения 1 мм и 0,5 мм до диаметра 15,5 мм. Набор с широким охватом диаметров позволяет обрабатывать самые разнообразные отверстия в деталях.
Развертывание ручным инструментом выполняется с помощью воротка для крепления и придания движения резания. Соединение с воротком осуществляется через квадратный участок на краю хвостовика и паз соответствующего размера.
Ручная развертка начинается с рабочей зоны и захода. Заходная часть выполнена под углом к оси и имеет меньший исходный диаметр на краю. Участок в виде пологой фаски облегчает позиционирование и врезание в припуск.
Машинные
Для разворачивания машинным инструментом используются металлорежущие станки с конусным патроном, в котором закрепляется хвостовая часть. Конические хвостовики нормализованы, и номер применяемого конуса связан с диаметром развертки. Такое орудие резания изготавливается цельным из быстрорежущей стали.
Производится несколько вариантов разверток. Конструкцию и геометрию определяет ГОСТ 1672-80.
Машинные развертки бывают:
- С цилиндрической и конической формой хвостовика;
- Насадного типа;
- Со сменными или регулируемыми ножами;
- С напайными пластинами.
Регулируемые
Регулируемые развертки позволяют изменять наружный размер режущей головки под конкретный диаметр отверстия. Это особенно необходимо, если диаметр обработки не целое число, а дробное, например, Ø15,3 мм или Ø 10,75 мм.

Инструмент малого диаметра позволяет регулировать размер обработки в пределах 1 мм. Для больших диаметров предусмотрена возможность более широкой настройки на 1-3 мм.
В таких развертках устанавливаются сменные ножи из быстрорежущей стали, которые фиксируются клиновыми вставками с накладками. Наборная головка закрепляется двумя гайками. После ослабления контргайки ножи выставляются на диаметр обработки, вымеряются с помощью штангенциркуля и микрометра и снова закрепляются.
При затягивании регулировочной гайки ножи подаются вверх, тем самым увеличивая диаметр инструмента. Ослаблением гайки удается уменьшить размер. Для удобства при настройке орудие обработки придерживают за квадрат.
Разжимные развёртки
В силу конструктивных особенностей развертки называют разжимными. Принцип регулировки разжимной развертки основан на перемещении шарика и винта. При вращении винта с нижней стороны шарик перемещается и распирает грани. Они расходятся от центра и наружный размер увеличивается.
Предел регулирования у такого инструмента меньше. Он составляет 0,15-0,5 мм и зависит от размера развертки. Усилие при настройке рекомендуется контролировать, чтобы избежать повреждения корпуса.
В производстве разверток применяется инструментальная и быстрорежущая сталь – 9ХС, Р6М5, Р18, Р6М5. В каталогах инструмента зарубежных компаний материал обозначается HSS.
Практические рекомендации по развертыванию отверстий
Операцию растачивания лучше разделить на несколько этапов: черновой и чистовой. Соответственно делится припуск и используется инструмент двух категорий:
- Припуск для чернового прохода составляет 0,1-0,15 мм, для чистового – 0,1-0,05 мм.
- Для повышения эффективности обработки прилегающую торцевую поверхность обтачивают. Процедура позволяет задействовать каждый зуб развертки при обработке.
- Для деталей из чугуна торец отверстия должен быть обязательно обработанным, чтобы инструмент не затупился.
- Чистовая операция развертывания требует плавности выполнения. Чем меньше будет подача, тем качественнее выйдет поверхность. Обороты выставляются невысокие.
- Из отверстия металлорежущий инструмент извлекают плавно, не допуская вращения в обратную сторону, которое способно нарушить поверхность.
- Повысить стойкость рабочего элемента и качество обработки поможет применение СОЖ. При развертывании стальных деталей в зону резания подают СОЖ с добавлением масла.
- Чугун обрабатывают с применением керосина или сжатого воздуха.
Для контроля точности готовых отверстий используют гладкие калибр-пробки и нутромеры.
Развертка относится к категории точных и дорогих инструментов. Требует соблюдения условий эксплуатации и хранения в специальных ячейках из дерева.
Видео по теме: Регулируемая развертка
Развертка. Назначение, характеристики, виды и выбор
Для формирования отверстий высокой точности и качества итоговой обработки в металлических изделиях используют специальный режущий инструмент, имеющий название – развертка.
Этот инструмент бывает слесарным (для ручной работы), и машинным.
Чтобы узнать, что такое развертка, для чего нужна, какие существуют ее виды, и как разумно подойти к ее выбору дочитайте статью до конца.
Назначение и принцип действия
Развертка применяется для развертывания отверстий – процесса их чистовой механической обработки после сверления или зенкерования.
Использование этого инструмента позволяет добиться высокого класса шероховатости стенок отверстия и точности их геометрии.
В зависимости от типа и характеристик ее применяют для выполнения специфических технологических задач, включая калибровку отверстий, их очистку от заусенцев на финальном этапе обработки детали.

Особенностью этого инструмента является большое количество зубьев (обычно от 6 до 16), что позволяет снимать небольшой припуск, тем самым подгоняя реальные размеры отверстия под требуемые с высокой точностью.
Что касается формы отверстий, работать разверткой можно как по цилиндру, так и подгонять конусы под различные задачи, например, под установку конусных штифтов.
Зубья инструмента снимают слой материала на доли миллиметра, обработка происходит посредством его вращения, а также одновременной продольной подачи.
Устройство и характеристики
Стандартная развертка состоит из следующих частей:
- Рабочая часть – оказывает непосредственное воздействие на материал, формируется продольными зубьями.
- Переходная шейка – цилиндрическая зона инструмента, выступающая переходным звеном между предыдущей и следующей частями.
- Хвостовик – необходим для зажима инструмента в воротке, либо же патроне машинного оборудования.

Рабочая часть делится на несколько зон, сформированных гранями зубьев:
- Заборная часть, в самом начале которой находится направляющий конус. В этой зоне на каждом зубе имеется до остра заточенная режущая кромка, выбирающая материал с внутренней части отверстия.
- Калибрующая часть – отвечает за калибровку отверстия. Тут грани зубьев образуют так называемую цилиндрическую ленточку (плоскую поверхность), повышающую размерную стойкость инструмента.
- Задний конус – место примыкания зубьев к переходной шейке.
Между зубьями находятся канавки, отводящие стружку.
Они бывают прямые (встречаются чаще всего) и спиральные (винтовые, предпочтительны при работе с прерывистыми поверхностями).
В последнем случае направление винта, формируемого канавками, противоположно направлению вращения инструмента.
Так достигается устойчивость к заеданию и самозатягиванию.
Материал
При изготовлении развертки используется в основном инструментальная легированная сталь марки 9ХС, а также быстрорежущие стали P18 и P9.
Марка стали, используемая в производстве инструмента, подбирается с учетом материала, который предполагается обрабатывать.
Размеры
Цилиндрические ручные модели в длину достигают 80 – 360 мм, где рабочая часть занимает 40 – 190 мм.
Диаметр инструмента находится в пределах 3-50 мм, а длина режущей части составляет 4 – 10 диаметров.
Величина переднего угла от 5° до 10°, а заднего от 5° до 12°.

Длина конических ручных вариантов составляет 55 – 170 мм, из которых режущая часть занимает 24 – 90 мм.
Максимальный и минимальный диаметры конуса достигают соответственно 7,67 – 45,715 мм и 6,39 – 40,978 мм.
Что касается машинных разверток, кроме стандартных вариантов, существуют модели с удлиненной рабочей частью, конструкция и размеры которых указаны в ГОСТ 11175-70.
Развертки диаметром 1 – 120 мм с припуском под доводку обозначаются номерами от 1 до 6.
Такая нумерация устанавливает соответствие между номинальным диаметром инструмента и его предельным отклонениям.
Зубья
Количество зубьев варьируется в пределах 6 – 14 штук, однако, существуют варианты на 16 зубьев, которые применяются в основном на высокоточном оборудовании.
Вообще число зубьев зависит от их собственной жесткости, причем в обратной пропорции.
Чем их больше, тем выше чистота итогового отверстия, но хуже отводится стружка и ниже прочность каждого зуба.
Чтобы проще контролировать диаметр развертки, количество зубьев всегда устанавливается четным.
В зависимости от наклона зубьев относительно оси вращения инструмента, развертка бывает прямозубая и косозубая.
Кроме того, разные модели могут иметь равный и разный шаг, то есть расстояние между соседними зубьями.
Что касается заточки, различают острозаточенные (остроконечные) и затылованные зубья.
Для разверток разработано достаточно большое количество нормативных документов, среди которых основные:
- ГОСТ 29240-91 – типы, определения и термины.
- ГОСТ 11173-76 – для моделей с припуском под доводку.
- ГОСТ 7722-77 – для ручных вариантов.
- ГОСТ 1672-80 – для цельных машинных моделей.
Чем отличается развертка от сверла?
Сверло – инструмент, которым создаются отверстия посредством сверления материала.
Развертки сверлить физически не способны, а вот доведение уже сформированных отверстий до требуемых размеров – это как раз то, для чего они созданы.
Оба инструмента внешне похожи между собой, однако, они не взаимозаменяемы, то есть, каждый из них способен выполнять только ту задачу, для которой он создан.
Следует отметить, что отверстия после сверла почти всегда имеют отклонения по геометрии, которые и устраняются развертками.
Точность поверхности после применения последних равна квалитету от 6 до 9, шероховатость же (Ra) составляет 0,32 – 1,25 мкм.
Виды разверток и их цена
Механическая обработка отверстий может выполняться различным по конструкции инструментом:
Цельная развертка
Имеет монолитную конструкцию, получила самое широкое распространение из-за относительно невысокой стоимости (от 20 рублей за штуку).
Цельные варианты отливаются из быстрорежущей или инструментальной стали.
Насадная
Представляет собой трубку, на внешней стороне которой находятся зубья, а по центру расположено отверстие для установки на хвостовик, который затем монтируется в патроне станка.
Диаметр такого инструмента может достигать 30 см.
Стоимость 300 – 1300 рублей.

Комбинированная
Представляет собой сочетание одновременно двух инструментов, и/или имеет две рабочие поверхности.
Яркий пример: зенкер-развертка.
Нерегулируемая
С фиксированным диаметром.
Регулируемая
По сути универсальная развертка, диаметр которой может достигать 50 мм.
Это особый инструмент, который за счет возможности регулировки диаметра (хоть и в небольших пределах) способен заменить несколько нерегулируемых вариантов.

По способу регулировки может быть разжимной и раздвижной.
Цена в среднем от 350 рублей, может превышать 3 тыс. рублей.
Шило-развертка
Предназначено для ручной подгонки отверстий в мягких и тонких материалах, например таких, как: пластмасса, картон, фанера, тонкий и мягкий металл.
Бывает двух вариантов:
– четырехгранная , отличается от обычного шила четырехгранным острием малого диаметра, в основном используется для бумаги;
– разборная – состоит из двух частей: ручка и непосредственно острие. Здесь диаметр отверстия можно расширить до 14мм.

По форме рабочей части развертка бывает:
Цилиндрическая
Для работы по стандартным отверстиям.
Стоимость – от 50 до 100 рублей.
Коническая
Для обработки как стандартных, так и конических отверстий, результатом чего становится только коническое отверстие по размерам самого инструмента.
Формой напоминает конус со срезанной вершиной.

Цена – от 50 рублей за штуку, в зависимости от конусности и диаметра.
Ступенчатая
Встречается намного реже, выглядит, как конический вариант, но со ступенчатым скосом.
Используется для работы с отверстиями в листовых металлах.

Также деление инструмента осуществляется по точности его работы:
- По квалитету для цилиндрических моделей.
- По качеству обработки для конических. Это может быть черновая развертка (обдирочная, с расположением зубьев непрерывно по всей длине), промежуточная и для окончательной доводки чистовая.
- По номерам от N1 до N6 для цилиндрических вариантов с калибровочным припуском.
По способу эксплуатации, под который изготавливается хвостовая часть, развертка бывает:
Ручная
Для установки в вороток, с квадратным хвостовиком.
Диаметр обычно не превышает 50 мм, а с его возрастанием увеличивается сложность проворачивания инструмента из-за повышения силы трения.
Цена – от 20 рублей.
Машинная
С коническим или цилиндрическим хвостовиком для установки в патрон металлообрабатывающего станка.
Стоимость также начинается от 20 рублей.

Последний вариант по типу рабочей части можно разделить на следующие виды:
- Насадная развертка (упоминалась ранее).
- Со сменными твердосплавными пластинами.
- С напаянными пластинами.
Также инструмент классифицируется по иным характеристикам, например:
- По металлу, который был использован в производстве.
- По количеству зубьев. Как уже говорилось, это 6 – 16 штук.
- По форме канавок – прямые и винтовые.
Стоимость разверток зависит как от типа самого инструмента, так и от его размера, класса точности.
Реальные ценники могут отличаться от приведенных.
Какую развертку выбрать и как?
При выборе разверток следует отталкиваться от особенностей предстоящей обработки отверстий, характера последних и результата (итоговая шероховатость и точность), которого требуется достичь:
- Для ручной работы приобретают модели с квадратным хвостовиком, а для обработки на станках – с цилиндрическим, либо же конусом Морзе.
- Если требуется развернуть прерывистое отверстие со шпоночным пазом, то плавающая развертка, либо же модель с прямыми канавками не применяется. Тут необходимым становится инструмент с винтовым расположением зубьев.
- Если требуется развернуть отверстие, глубина которого не позволяет применить стандартный инструмент, либо же специальную переходную втулку, необходима либо насадная развертка с удлиненной оправкой, либо модель с удлиненной рабочей частью.
- Для профессиональной работы рекомендуется приобретать сразу комплект разверток разных размеров, который обычно продается в удобной деревянной или пластиковой коробке.

Чисто с экономической точки зрения на выбор разверток влияет серийность производства.
Так, если планируется массовое развертывание отверстий в любых масштабах, преимущество отдается универсальным вариантам, которые можно настроить, отрегулировать, переточить или починить.
Это могут быть, например, регулируемые изделия, модели со съемными ножами.
Конечно, одна единица такого инструмента обойдется дороже, нежели простые цельные варианты, однако, по долговечности они все же занимают лидирующую позицию.
Что касается размеров приобретаемой развертки, они всегда зависят от глубины и диаметра отверстия, с которым предстоит работать.
По материалу ситуация аналогична – для работы с закаленными или просто твердыми металлами требуется инструмент с твердосплавными пластинами.
Что нужно знать о развертках?
Некоторые модели разверток, в частности, шкворневые, оснащаются соосником (соосность, совпадение осей).
Это, по сути, направляющая, расположенная с противоположной от хвостовика стороны перед самой рабочей частью инструмента.
Модель с соосником позволяет с высокой точностью производить обработку глубоких сквозных отверстий вручную, без опаски отклониться от центра, тем самым нарушив их геометрию.
Производители разверток
Производством разверток достойного качества занимаются такие компании, как Bahco, GRIFF, Licota, Rock FORCE.
Отечественные производители: Русский Инструмент, АвтоДело, ИНРЕКО, ВИЗ и ТЕХМАШ.
Развертка (инструмент)
Содержание: Скрыть Открыть
- Классификация разверток
- Конструкция развертки
- Основные приемы работы
- ГОСТы

Развертка – это режущий точный инструмент, используемый для чистовой обработки различных форм отверстий, придания им требуемой точности и шероховатости. Основное назначение развертки – это доводка отверстий после сверления, растачивания или зенкерования, позволяет достичь 6-9 квалитета точности и шероховатости до показателя Ra = 0,32…1,25 мкм.
Классификация разверток
В металлообработке применяются различные типы разверток, подразделяемые по следующим признакам:
Форма обрабатываемого отверстия:
- Цилиндрические развертки.
- Конические развертки под различные типы конусов.
- Развертки ступенчатые.
Точность развертки отверстия:
- Номер квалитета для цилиндрических инструментов.
- Уровень обработки отверстия (черновой, промежуточный, чистовой) – для конических.
- Регулируемые развертки – раздвижные, шкворневые или разжимные.
Способ зажима:
- Ручные с квадратным хвостовиком.
- Цилиндрический хвостовик (машинные развертки).
- Конические машинные.
- Машинные насадные.

Также развертки подразделяются по количеству режущих кромок, материалу и форме канавок для отвода стружки (спиральные или прямые).
Конструкция развертки
Высокое качество обработки обеспечивает конструкция развертки – большое количество режущих кромок обеспечивающих небольшой припуск при снятии металла. Процесс резания осуществляется при вращении и одновременном поступательном движении инструмента вдоль оси обрабатываемого отверстия.

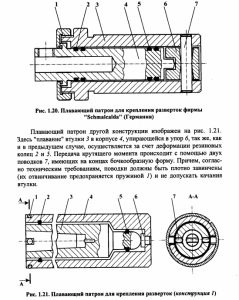
Выше приведены рисунки четырёх типов разверток:
- а) Ручная с цилиндрическим хвостовиком.
- б) Машинная с коническим хвостовиком цельная.
- в) Машинная цельная
- г) Машинная сборная со сменными режущими элементами.
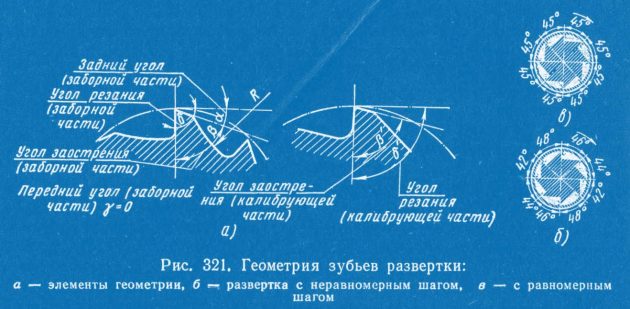
Инструмент имеет от 6 до 16 зубьев неравномерно (как правило) распределенных по окружности для повышения качества обработки. Рассмотрим конструкцию на примере ручной развертки цельной с хвостовиком цилиндрической формы. Инструмент состоит из трех основных частей – рабочей, шейки и хвостовика. В свою очередь рабочая часть развертки состоит из направляющей, режущей и калибрующих частей, а также обратного конуса. Основную часть процесса выполняет режущая часть, которая у ручного инструмента значительно длиннее, чем у машинного.
Основные приемы работы с развертками
Сверло для подготовки отверстия подбирается под диаметры разверток по металлу. Обязательно должен быть небольшой припуск – сверло должно быть меньше на 0,2 – 0,3 мм при черновой развертке, и не более чем 0,05 – 0,1 мм при чистовой. Значения припусков более указанных могут стать причиной быстрого износа заборной части развертки, ухудшению точности результата и качества поверхности.
При ручной развертке:
- Развертка крепится в воротке и смазывается.
- Заборная часть должна входить таким образом, чтобы полностью совпали оси развертки и отверстия.
- Для проверки положения развертки можно использовать угольник в двух плоскостях расположенных перпендикулярно по отношению друг к другу.
- Вращение начинайте вправо с небольшим давлением сверху.
- Вращение осуществляйте плавно, на небольшой скорости, без рывков. Не ускоряйте вращение даже при легком ходе.
- Обратное вращение недопустимо, так как возможна поломка режущих кромок и задиров на поверхности отверстия. Развертка осуществляется за один проход с одной стороны.

Советы при машинной развертке:
- Развертка крепится так же как и сверло. Сам процесс сходен со сверлением и желательно его выполнять без смены установки детали, сразу после подготовки отверстия.
- Часто развертка крепится в качающихся державках, что позволяет инструменту самоцентрироваться по оси отверстия.
- Желательно использование автоматической подачи, скорость резания должна быть в 2-3 раза ниже, чем при сверлении.
- Необходимо использование значительного количества смазки.
- Чем ниже количество оборотов и скорость подачи – тем выше качество отверстия и стойкость инструмента.
Действующие ГОСТы
Определяет параметры развертки ГОСТ 29240-91. Допуски регулирует ГОСТ 11173-76. Так же на каждый тип развертки есть свой действующий стандарт определяющий её конструкцию и размеры. На ручные цилиндрические — ГОСТ 7722-77, на машинные цельные – ГОСТ 1672-80 и т. д. для всех типов инструмента.
Как пользоваться развертками
Содержание
Как пользоваться развертками
В этой статье мы поговорим об использовании таких инструментов для металлообработки, как развертки. Вы узнаете:
что такое развертки по металлу;
для чего они предназначены;
по какому принципу работают развертки;
какие инструменты имеют конструктивные особенности;
как пользоваться ручными и машинными развертками;
как пользоваться регулируемыми развертками;
как правильно пользоваться развертками для продления сроков службы инструментов;
как за ними ухаживать;
при каких условиях хранить.
Что такое развертки по металлу, применение инструментов
Развертки по металлу — это специальные высокоточные инструменты, предназначенные для доводки отверстий после таких предварительных операций, как зенкерование, растачивание и сверление. Цель — достичь требуемых показателей точности и шероховатости.
Использование разверток по металлу позволяет получить отверстия с очень высокими:
точностью (квалитет — 6–9);
шероховатостью (0,32–1,25 мкм).
С применением разверток можно обрабатывать цилиндрические, конусообразные (различных форм) и ступенчатые отверстия.

Фотография №1: развертки по металлу
Конструкция разверток по металлу
Все развертки по металлу состоят из трех конструктивных элементов.
Рабочая часть (имеет заборную и калибрующую части).

Изображение №1: конструкция разверток по металлу
На рабочих частях разверток по металлу имеются режущие кромки. Их количество всегда четное (6–16). Кромки могут быть прямыми или спиральными.

Фотография №2: прямые и спиральные режущие кромки
Рабочая часть имеет заборную и калибрующую области.
Первая имеет конусный уклон. Именно она производит снятие металла.
Калибрующая часть обычно прямая. Она придает отверстиям нужные параметры.
Шейка нужна для выхода развертки после затачивания инструмента, а хвостовик — для закрепления.
Принцип развертывания отверстий
Оно производится сразу же после сверления, растачивания или зенкерования. При подаче развертка контактирует с заготовкой заборной областью рабочей части и снимает припуск.
Далее отверстие приобретает нужные параметры за счет работы калибрующей части. На ее заднем конце имеется обратный конус. Он нужен для того, чтобы развертка при выходе из детали не повредила отверстие.
При развертывании обычно используют три развертки (обдирочную, промежуточную и чистовую).
Основные виды разверток по металлу и их применение
Существуют три основные разновидности разверток по металлу.
1. Цилиндрические. Предназначены для обработки прямых цилиндрических отверстий.

Фотография №3: цилиндрическая развертка по металлу
2. Конические. После обработки этими развертками отверстия приобретают конусные формы.

Фотография №4: коническая развертка по металлу
3. Ступенчатые. Их используют гораздо реже. Развертки этого типа имеют коническую форму, но скос идет не плавно, а ступеньками. Такие развертки предназначены для обработки отверстий в тонком листовом металле.

Фотография №5: ступенчатая развертка по металлу
Как пользоваться ручными, механическими, регулируемыми и разжимными развертками
Рассмотрим особенности инструментов.
Как пользоваться ручными развертками
Ручные развертки по металлу изготавливаются по ГОСТу 7722-77. Размерный ряд — 3–58 мм. Шаги могут варьироваться.
При выборе ручных разверток по металлу мастера обращают внимание на следующие параметры.
Равномерность их распределения.
Тип режущей части.
Тип зажимной части.
Развертывание отверстий ручным инструментом производится при помощи воротка. Для его закрепления на конце хвостовика имеется специальный паз. Обычно все происходит по такой схеме.
Выполняются разметка и накернивание.
Развертка закрепляется в воротке, смазывается и вставляется в отверстие.
Для его развертывания инструмент вращают по часовой стрелке.
Финальный этап — проверка параметров отверстия при помощи калибра.

Изображение №2: развертывание отверстий ручной разверткой
Расскажем о важных особенностях.
Ручные развертки очень эффективны. Режущие зубья имеют острые грани по всей длине.
Диаметры передних поверхностей рабочих частей уменьшены. Инструменты легко входят в заранее подготовленные отверстия нужных диаметров.
При увеличении количества режущих кромок повышается качество обрабатываемых отверстий.
Развертывать отверстия необходимо плавно. Не ускоряйтесь даже при легком ходе. Избегайте рывков.
В обратную сторону развертку вращать нельзя. Это приводит к поломке режущих кромок, а также к появлению задиров в отверстиях.
Как пользоваться машинными развертками
Машинные развертки закрепляют в патронах токарных, сверлильных и фрезерных станков. Эти инструменты имеют короткие рабочие части с крутыми углами передних кромок (до 45°). Машинное развертывание существенно повышает производительность труда.
Для обработки отверстия нужно закрепить развертку, добавить СОЖ и совместить оси. Далее необходимо задать нужную скорость вращения и запустить оборудование.
Машинные развертки и их применение имеют следующие особенности.
Инструменты имеют большое количество режущих кромок. Качество получаемых отверстий находится на очень высоком уровне.
Машинное развертывание требует компенсации биения шпинделя. Для устранения этого негативного фактора служат шарнирные оправки.

Фотография №6: машинное развертывание
Обработка производится на высоких скоростях. Машинные развертки имеют повышенную износостойкость.
Развертка позиционируется точно. За счет этого инструмент плавно входит в отверстие. На все зубья оказывается одинаковой давление. Это значительно повышает точность и минимизирует биение.
Скорость при развертывании меньше, чем при сверлении, примерно в 2–3 раза. Инструменты не перегреваются.
Машинное развертывание требует использования значительного количества смазывающе-охлаждающей жидкости.
Как пользоваться регулируемыми развертками
Регулируемые развертки позволяют изменять наружные диаметры режущих частей под конкретные диаметры отверстий. Это особенно полезно при обработке отверстий с дробными диаметрами.
При помощи небольших регулируемых разверток можно изменять диаметр в пределах до 1 мм. У крупногабаритных инструментов диапазоны настройки расширяются. Диаметры можно варьировать в пределах до 3 мм.

Фотография №7: регулируемая развертка по металлу
Регулируемые развертки используют так же, как и обычные. Основное отличие заключается в том, что инструменты этого типа оснащают сменными ножами, которые надежно фиксируются клиновыми вставками с накладками. Настройка производится при помощи контргайки. При затягивании диаметр обработки увеличивается, а при ослаблении — уменьшается. После настройки диаметр выверяется при помощи штангенциркуля и микрометра.
Как пользоваться разжимными развертками
Их еще называют раздвижными.

Фотография №8: разжимная развертка по металлу
Внутри такой развертки есть шарик и винт. При его закручивании шарик перемещается и распирает грани инструмента. Диаметр немного увеличивается. Использование разжимных разверток позволяет увеличивать диаметры обработки на 0,15–0,5 мм.
При закручивании винтов не рекомендуется прилагать слишком большие усилия. Корпус развертки может треснуть.
Важные правила и особенности развертывания отверстий
Для чернового развертывания припуск составляет 0,1–0,15 мм, для чистового — 0,1–0,05 мм.
Финишное развертывание проводится плавно. Уменьшение подачи повышает качество обработки. При чистовом развертывании устанавливают небольшие обороты.
При развертывании отверстий необходимо использовать СОЖ. При обработке чугунных деталей применяют керосин или сжатый воздух.
Для повышения эффективности обтачивают прилегающие торцевые поверхности деталей. В этом случае при развертывании задействуются все режущие кромки инструментов.
Из обработанных отверстий развертки необходимо извлекать плавно. Обратное вращение недопустимо.
Для контроля точности рекомендуется использовать нутромеры и калибр-пробки.
Советы по уходу за развертками, правила хранения инструментов
Необходимо оберегать инструменты от контактов с водой и влажным воздухом.
Помещение для хранения должно быть отапливаемым.
Размещать развертки рекомендуется в закрытых боксах. Идеальный вариант — индивидуальный тубус для каждого инструмента.
После каждого использования нужно очищать развертки от прилипшей стружки и смазки.
Где купить развертки по металлу
Выгодно приобрести развертки по металлу вы можете в нашем интернет-магазине. Мы предлагаем широкий ассортимент, высокое качество и низкие цены. На страницах каталога вы найдете инструменты следующих категорий.

