
Как сделать форму для отливки металла?
Как сделать форму для литья




Изготовление литейных форм, на фрезерном станке Roland Modela

Студент ФабЛаба рассказывает, как она сделала форму для литья на фрезерном станке Roland Modela, и отлила в форму металл и пластик.
Задача: Разработать произвольную фигурку или изделие, которое мы могли бы повторить несколько раз, сделав для него форму для литья.
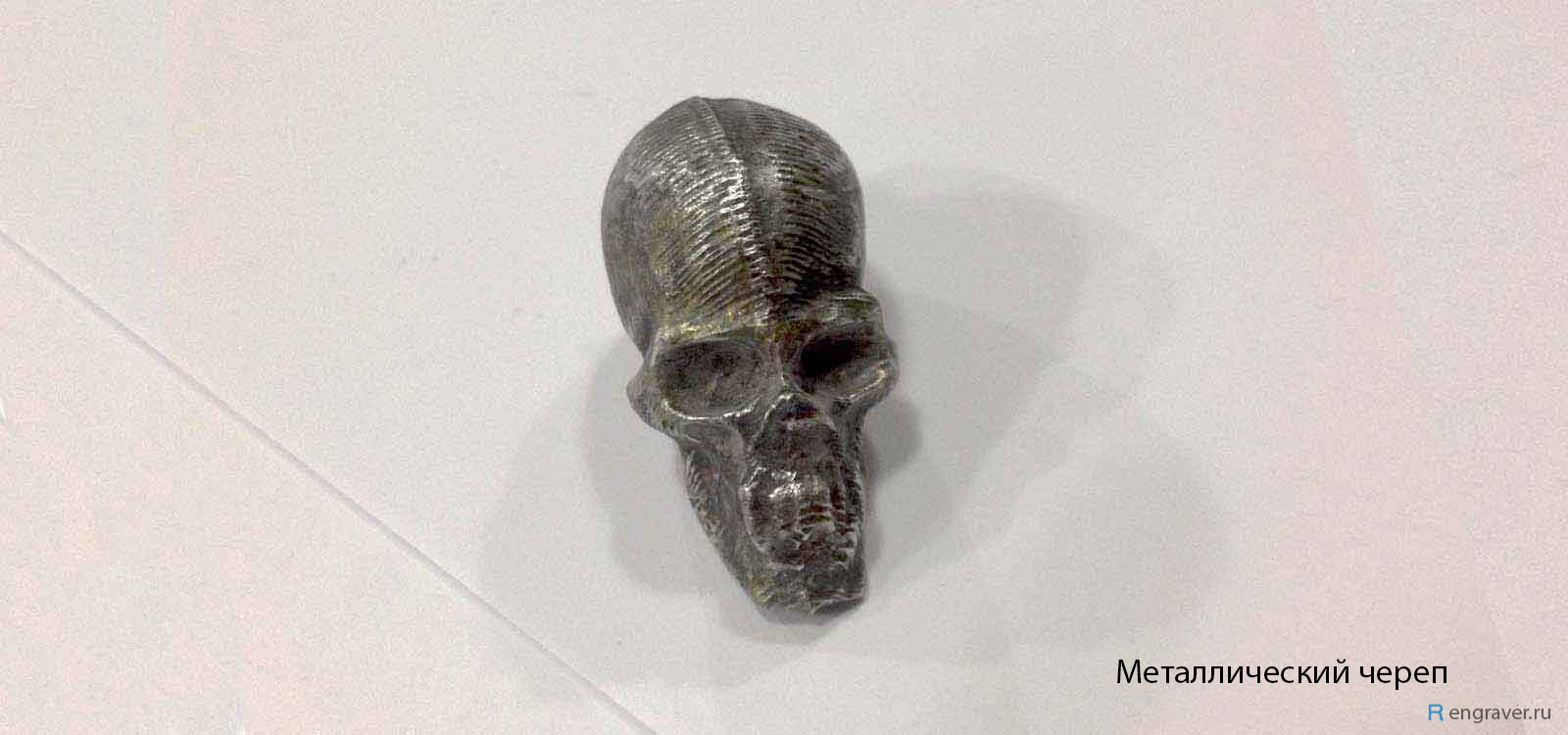
Я решила скачать модель фигуры с Thingiverse и по-своему персонализировать её в Rhinoceros. Мне хотелось попробовать поработать с твёрдыми материалами такими как металл или жесткий пластик, поэтому сама форма для литья должна была быть мягкой. Контрформу мы делали из воска для моделирования с помощью фрезерного станка Roland Modela, а для самой формы мы использовали термостойкий силикон.
Общие рекомендации при изготовлении формы и контрформы:
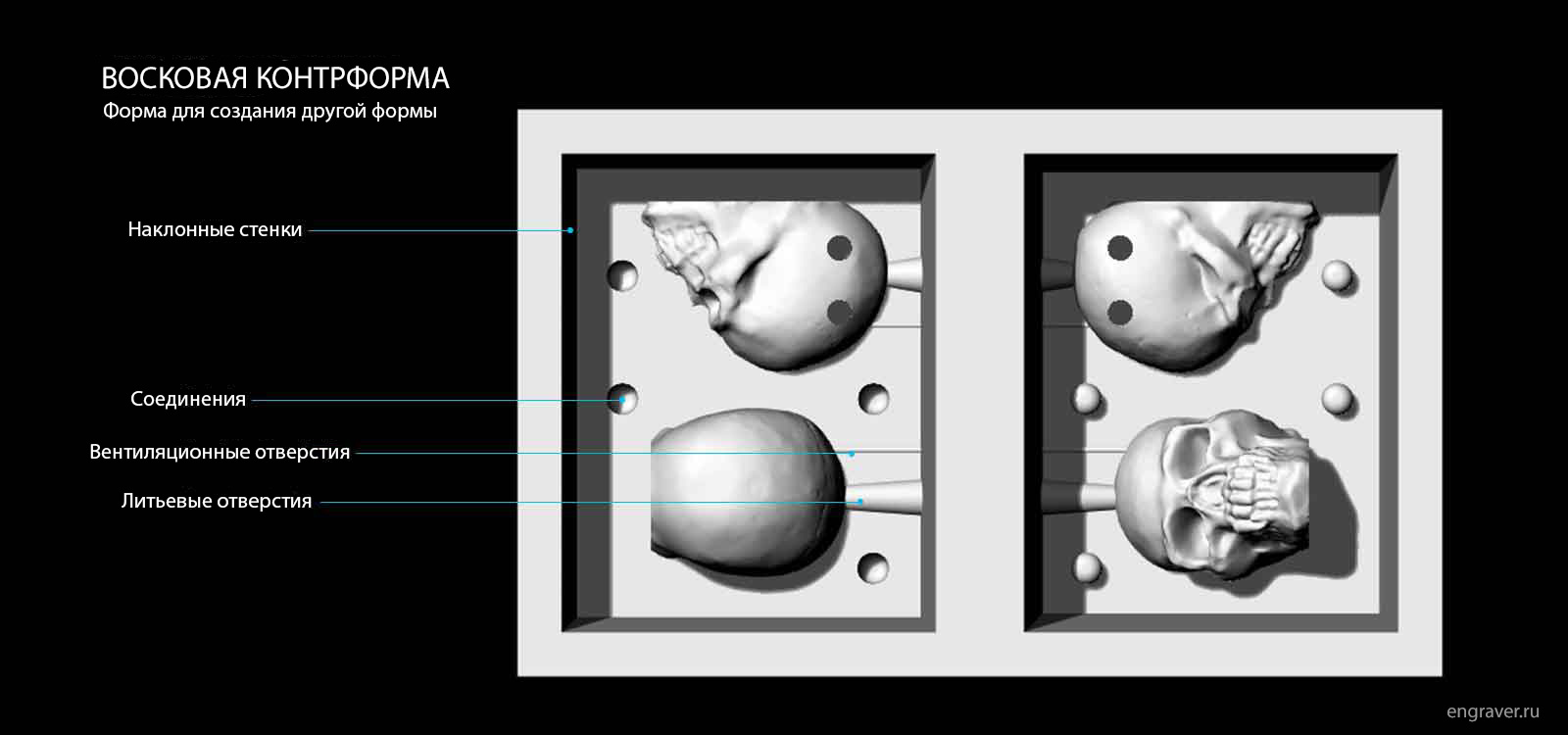
1) Рассчитайте диаметр используемой фрезы. Убедитесь, что вы оставляете достаточно места между вашим изделием и стенкой контрформы.
2) Оставьте отверстие достаточного размера для заливания материала, а также дополнительное вентиляционное отверстия для выхода воздуха.
3) Стенки контрформы должны быть немного наклонены.
4) Если вы делаете форму из двух частей, не забудьте сделать шипы и пазы для точного соединения половинок.
5) Помните, что для отливки твердых изделий нужны мягкие формы.
6) Обратите внимание на соотношение смешиваемых материалов отливки.
Процесс изготовления
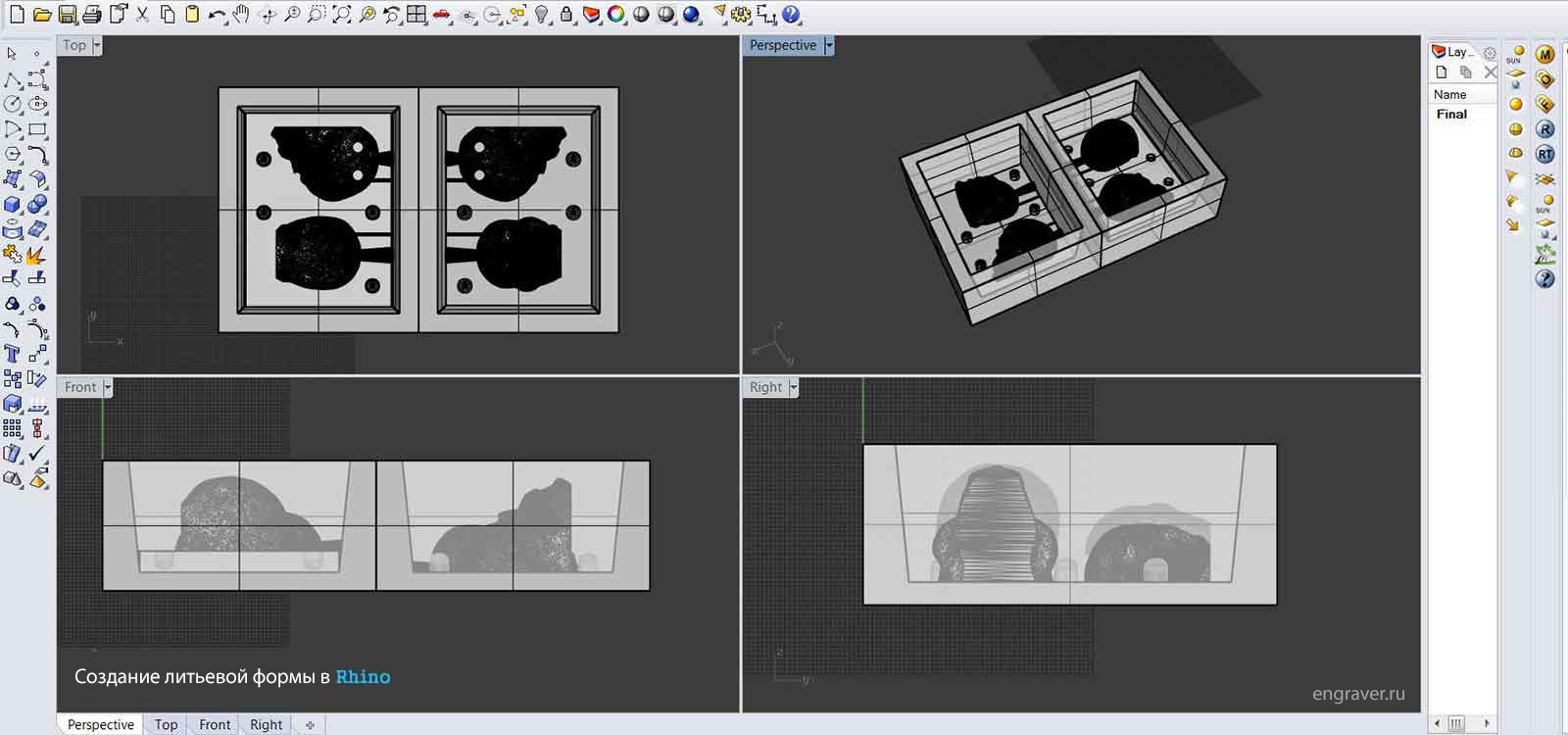
Изменить форму черепа я пробовала двумя разными способами, чтобы получить двустороннюю форму для отливки. Так как отливать я буду из металла, и изделие будет твердым, то сама форма должна быть мягкой. Я подготовила 3D-модель контрформы в Rhinoceros , которую буду вырезать из бруска воска для моделирования размером 7,0 X 14,1 X 3,5 см. Также я учла и оставила необходимые отверстия для заливки металла и вентиляционные отверстия.
После того, как я закончила делать 3D-модель, я стала вырезать из бруска модельного воска контрформу, на фрезерном станке Roland Modela . Для черновой обработки я использовала концевую 2-зубую фрезу диаметром 3 мм, для чистовой — сферическую фрезу диаметром 1,5 мм. Я прошлась по чистовой только в одном направлении (ху), так как на мой взгляд и этого было вполне достаточно, и дополнительная обработка была ни к чему, а время — сэкономилось. На черновую и чистовую обработку в общей сложности ушло примерно 3 часа и 20 минут .

Когда контрформа была вырезана, я начала делать собственно саму форму из термостойкого силикона. Как я упоминала ранее, форма должна была быть не только мягкой, но и очень термостойкой, поэтому я использовала силикон повышенной термостойкости Mold MAX® 60 .
Порядок действий изготовления нашей формы для литья:
1) Нанести некоторое количество универсальной разделительной смазки-спрея и дать ей подсохнуть в течение 3 минут.
2) Сделать смесь для силикона: компоненты A и B смешиваются в массовой пропорции 100A:3B (или согласно инструкции к тому силикону, который вы используете).
3) Вылить смесь в контрформу, убедившись, что внутрь не попали пузырьки воздуха.
4) На всякий случай тщательно простучать форму, пока все пузырьки воздуха не выйдут на поверхность.
5) Дать силикону застыть в течение суток.

К сожалению, в моём случае получилось так, что через сутки силикон был всё ещё незастывшим. Оказалось, что весы были испорчены, показывали неверный результат, и я смешала в неправильной пропорции! После очистки контрформы с помощью воды и мыла я постаралась сделать всё правильно.

Хоть и со второго раза, но получилось же!

Теперь всё готово к долгожданной отливке.
Для того, чтобы отлить металлические изделия я сделала следующие шаги:
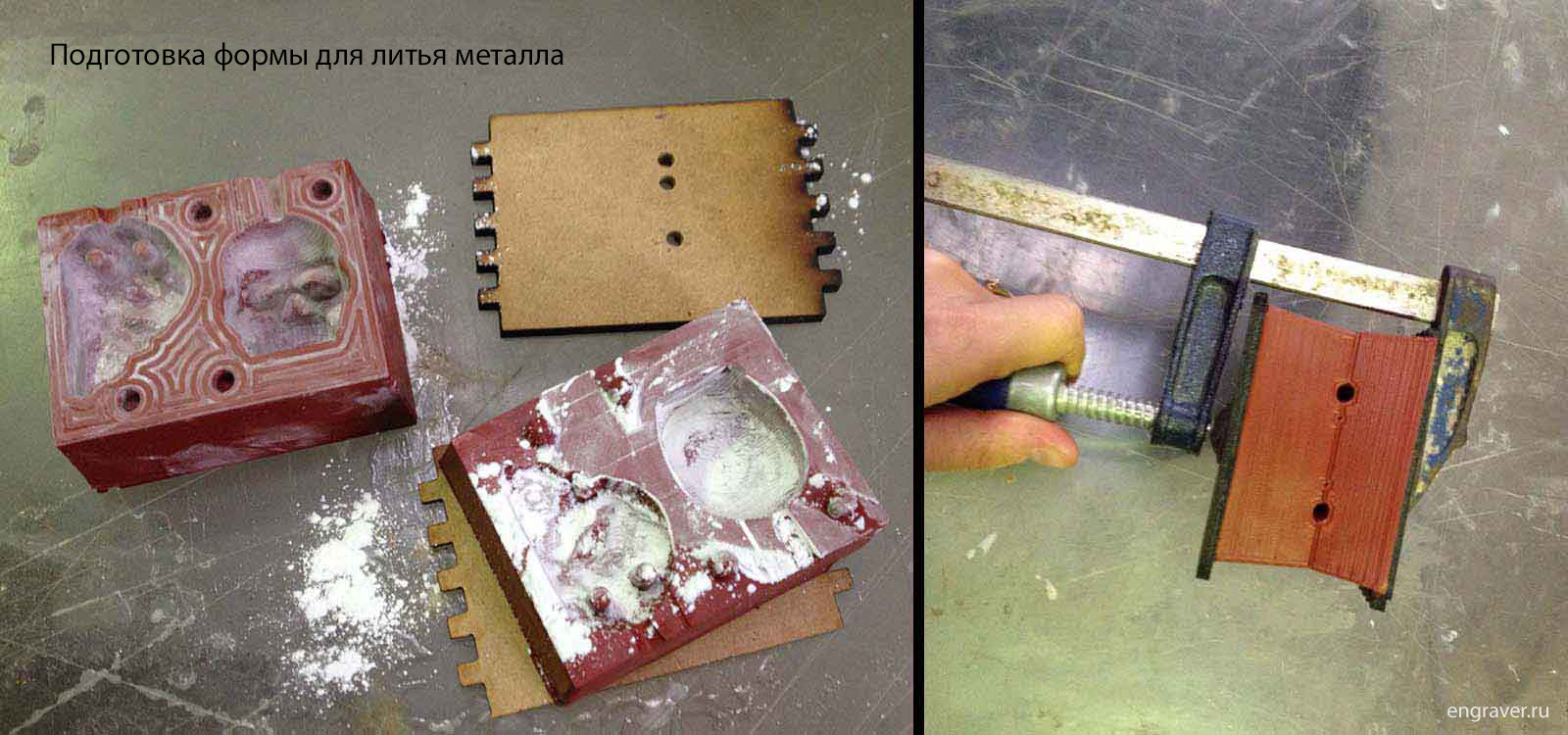
1) Добавить тальк в форму.
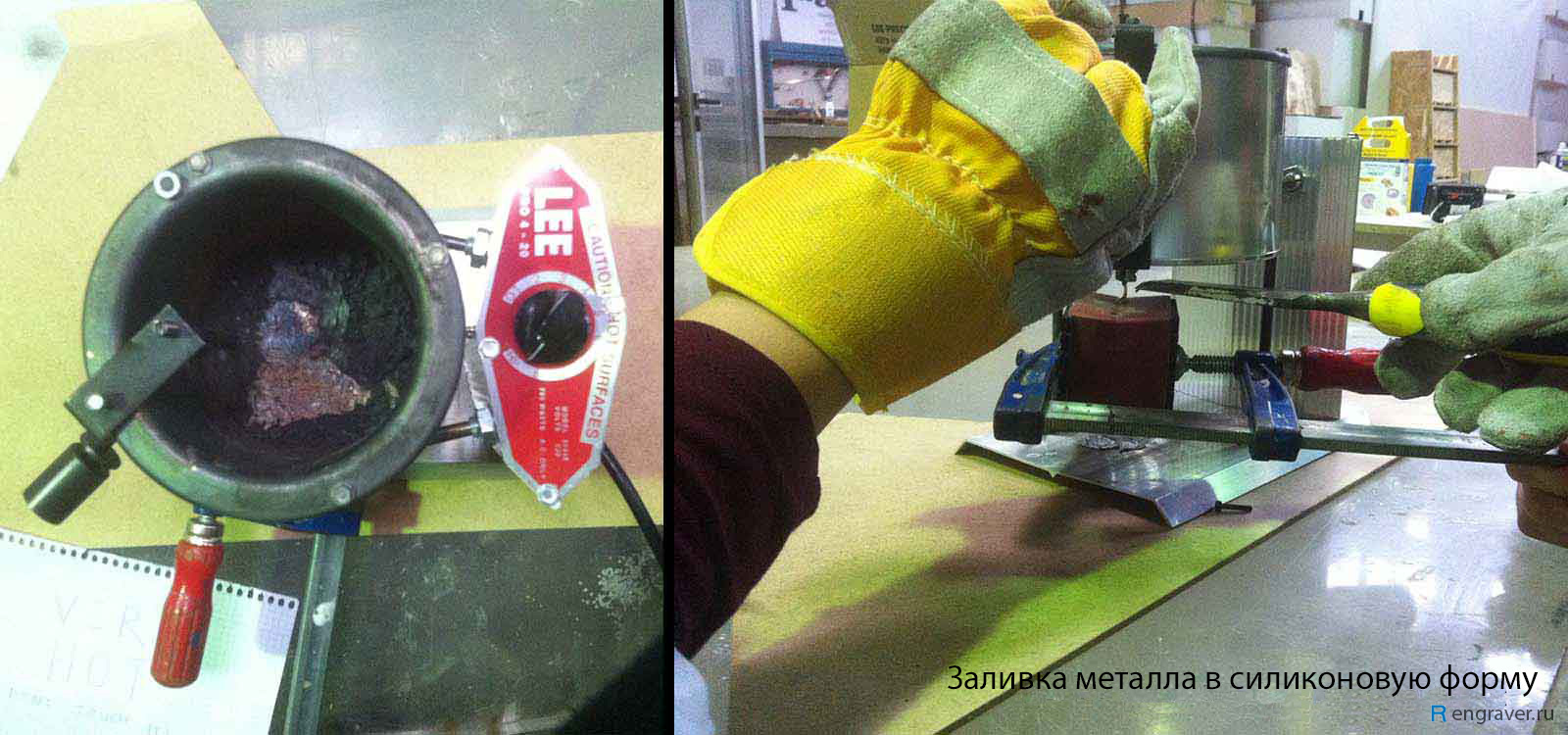
2) Нагреть печку или сосуд, в котором будете плавить металл, подождать пока ваши заготовки расплавятся. Соблюдайте технику безопасности и работайте в перчатках!
3) Сложить обе части формы и выровняв сжать их каким-нибудь удобным для вас способом. Части формы должны быть хорошо сжаты, чтобы не допустить протечек.
4) Аккуратно и неспешно залить расплавленный металл.
5) Сразу же окунуть форму в холодную воду для охлаждения. Оставить форму в воде до тех пор, пока она достаточно хорошо не остынет и можно будет её трогать.
6) Снять форму и достать ваше изделие.

Черепа вышли очень неплохими, с хорошей детализацией. Один из них я отполировала, а второй оставила без обработки (см. рисунки).

После завершения работ с металлом, я попробовала сделать то же самое из пластика.
Процесс был проще, так как пропорция смеси для материала составляет 1:1.
Также пластиком легче оперировать, он не горячий и отливать из него проще.
Результат на картинке:
Ювелирное литье в домашних условиях для новичков







Но как же мы будем наплавлять парафин на кольцо, когда он невероятно текуч и непредсказуем? Оказалось, все гораздо проще. В процессе мастер понял, что парафин еще долгое время остается пластичным и его возможно деформировать как пластилин. Так и вышло. Он просто слепил нужную форму кольца и продолжил. Правда пройтись паяльником бы не помешало, для того чтобы сплавить слепленые границы. Но мастер решил этого не делать. Позже на отливки это отобразится в виде брака, но не такого страшного, чтобы нельзя было носить это кольцо.
Теперь нам нужно обработать слепленную модель. Мастер решил это делать на наждачной бумаге, но не помнит, была эта сороковка или шестидесятка, но точно очень грубая. И опять же неспроста. Дело в том, что крупное зерно наждачки, оставляет глубокий след на парафине и придает ему текстуру. Поэтому аккуратно пройдясь по лицевой части кольца грубой наждачкой, так и оставим получившуюся текстуру для отливки. Так как парафин в любой момент мог подвести, чистовую обработку мастер решил оставить все же для латунной отливки.
Откладываем модель в сторону и готовим основания для фиксации модели. Самое простое — сделать его из пластилина. Разминаем его и лепим полусферу, в которую в будущем будем устанавливать литники и в последующем эта сфера станет неким кармашком для плавки металла перед заливкой. Поэтому не стоит делать сферу слишком плоской. Нужно чтобы в ней поместился весь расплавленный металл. К моменту литья вы все поймете и сами увидите как это выглядит.
В качестве опоки (металлической оправки для заливки формовочной смеси), можно взять самую обыкновенную металлическую трубу, например, в сантехническом магазине должны быть отрезки подходящего размера.
Литники изготовим из 2-ух гвоздей. Откусываем кусачками лишнее и устанавливаем их в нашу пластилиновую сферу.
После их установки, нам каким-то образом нужно прикрепить парафиновую модель к металлическим литникам. Для этого автор решил взять горелку и слегка нагреть гвозди, а после прислонить к ним кольцо. Горячие гвозди легко проплавят парафин и войдут в глубь модели.




И на самом деле, вышло неплохо.
Когда гипс окрепнет, то можно почистить форму от наплывов, и отделить пластилин с литниками.
Теперь следует наиболее ответственный момент — момент прокалки формы. В инструкции к формовочной массе, идет тех карта, где указан цикл прокалки в 15 часов. Но так как это идёт в разрез с коленочными технологиями, то справедливо будет сократить это время до 40 минут.
Это плохо и неправильно, но все же возможно. Тут главное дать плавный нагрев вначале, чтобы вода с гипса начала испаряться, а парафин начал плавно плавится и вытекать. Мастер воспользовался для этого кровельной горелкой, так как она у него была. Вы же можете обойтись бытовой горелкой, или начать можно с самой обыкновенной духовки, так будет правильнее. Только не забывайте ставить форму литниками вниз в какой-нибудь поддон, чтобы было куда стекать парафину.
Заливать металл в домашних условиях можно несколькими способами: с помощью картошки, глины, или любого другого плотного влагосодержащего материала. Но автор этот способ так и не освоил, поэтому он будет лить металл с помощью ручной центрифуги.



Выглядит она в виде стакана с четырьмя болтами (для более надежной фиксации опоки), цепочки и ручки из пвх трубы с подшипниками внутри (для продолжительного беспрепятственного кручения).
Автор сварил эту штуку сам, вы же можете обойтись, к примеру, металлической кружкой.
Греем форму до красна и готовимся к заливке латуни. В качестве исходного материала можно взять латунные сантехнические фитинги. Они отлично для этого сгодятся. Ну или если вы посмелее, можете сразу лить серебро или даже золото. В коленочных технологиях нет ограничения по металлу.







Теперь нам нужно обработать кольцо. Автор не стал брать бормашинку, а зачистил все с помощью напильников и наждачной бумаги. Все реально, но разница лишь во времени и трудоемкости занятий.
После черновой обработки, автор решил примерить кольцо, но оказалось, что оно не совсем подходит.




По окончании шлифовки кольца, можно зачернить его лицевую часть для того, чтобы придать визуальную глубину нашему рельефу, оставленному крупным зерном наждачной бумаги. Для этого нам понадобится аптечная серная мазь. Наносим тонкий слой на латунную поверхность, которую хотим зачернить и нагреваем кольцо. Греем до тех пор, пока вся мазь не выгорит и после нее не останется сухой матовой поверхности.
После чернения, снова полируем кольцо, но уже финишными абразивами и любуемся результатом.



Как говорилось вначале, кольцо пролилось отлично. Все дефекты, что вы можете заметить, были получены на стадии моделирования. Поэтому, по-хорошему, лучше использовать более обрабатываемые материалы. Ведь чем лучше подготовлена модель, тем меньше придется работать с ней после литья.
Благодарю за внимание. До новых встреч!
Литье алюминия в домашних условиях: изготовление форм, технологический процесс
В детстве многие пробовали плавить свинец. Материал можно было найти в отработанных аккумуляторах. Он быстро плавился в костре и хорошо выливался в простые формы. Литье алюминия в домашних условиях также возможно. Этот металл более практичен и представляет определенный интерес для самобытных мастеров. Однако для литья необходимо обеспечить в два раза большую температуру, и пламени костра для этого будет недостаточно.
Алюминий: характеристики
Этот металл до открытия и внедрения доступного способа промышленного получения считался драгоценным. На определенном историческом этапе он был дороже золота. Его свойства могли быть использованы во многих отраслях. Алюминий – легкий и пластичный материал. Он поддается штамповке, гнется, хорошо льется в сложные формы, особенно под давлением. Температура его плавления составляет 660 °C, ее можно достигать и без промышленного оборудования. А значит, литье алюминия в домашних условиях вполне возможно.
Кому это пригодится? Алюминий – материал проверенный. Из него изготавливали и посуду, и детали для авиационной и космической промышленности. Отливки, обладающие хорошей теплопроводностью, коррозионной стойкостью и приемлемой прочностью, ценят любители мастерить. Материал подойдет для изготовления сувениров, декоративных элементов утвари, для ремонта или восстановления деталей и узлов в технике.
Литье алюминия в домашних условиях
Достичь температуры плавления без использования промышленных технологий можно различными способами. В старину кузнецы ковали сталь и разогревали ее энергией сжигаемого угля. Это первый вариант, но для его реализации понадобится печь с принудительной подачей воздуха.
Второй вариант – использование природного, или сжиженного газа. Процесс можно организовать в самодельной печи. Есть и другая возможность, если объемы плавки незначительны. В этом случае можно использовать бытовую газовую плиту.
Литье алюминия в домашних условиях также можно организовать, если в хозяйстве имеется ацетиленовый генератор и резак. Подойдет и вариант с электрической муфельной печью. Такое оборудование уже можно отнести к промышленному. Но если нет желания изготавливать печь, его вполне реально взять напрокат и заказать услугу оператора.
Технологический процесс
В принципе, должна моделироваться ситуация промышленного литья с оговоркой на домашние условия. В любом случае необходимо подготовить сырье. Лом алюминия очищают от грязи, сторонних примесей, всевозможных наполнителей. Крупные части измельчают до нужного размера.
Технология литья алюминия состоит из нескольких этапов. Подготовленный лом плавят выбранным способом. При достижении текучей фазы с поверхности расплава снимается шлак. На завершающей фазе форма заполняется жидким металлом. Одноразовая форма разбивается после остывания.
Предварительно нужно определиться, что предстоит отлить. Даже если это пробная попытка плавки, есть смысл подготовить хоть какую-то форму. А вдруг удастся достичь нужной температуры? Интересно же увидеть результат плавки и оценить результаты: внешний вид, пористость, чистоту. Любой опыт, даже неудачный, пойдет на пользу.
Условия и необходимое оборудование
При плавке вторичного сырья обгорает покрытие, выделяются испарения, есть задымленность. Работать в условиях закрытого помещения без интенсивно функционирующей вытяжки проблематично. Лучший вариант – открытое пространство.
Даже в этом случае будет полезен дополнительный источник вентиляции. Формовочное литье алюминия в пенопласт сопровождается интенсивным выделением продуктов горения. Вентилятор с боковым обдувом рабочего места будет удалять едкий дым, что обеспечит нормальные условия для литья.
Оборудованное и хорошо продуманное в организационном плане рабочее место также важно. Желательно иметь в качестве основы на столе листовой металл или другую поверхность, не поддающуюся воздействию высокой температуры расплавленного алюминия. Вероятность брызг и пролива жидкой массы высока. Помня это, следует задуматься о необходимости проведения работ в условиях жилого помещения.
Самодельная печь для плавки
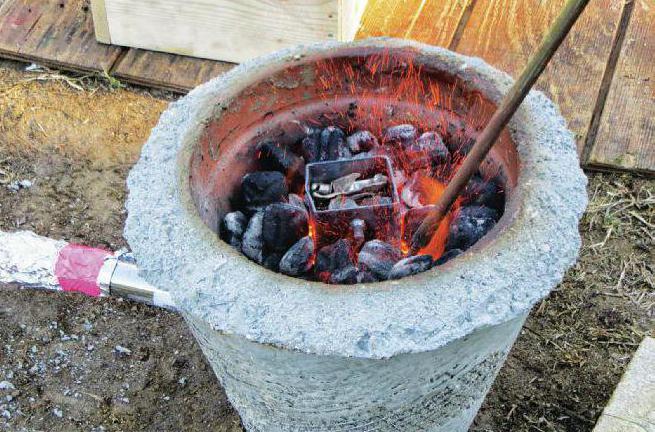
Проще всего взять несколько огнеупорных кирпичей и выложить из них очаг. Это удобно делать в подходящей металлической емкости (старая кастрюля), которая будет использована в качестве каркаса. Сбоку делается отверстие для подведения патрубка подачи воздуха. Можно приспособить подходящий по диаметру отрезок металлической трубы. К нему подключают шланг пылесоса, фен или другое подающее воздух устройство.
Внутрь закладывается древесный (каменный) уголь. Разжигается огонь, включается подача воздуха. Сосуд, где будет плавиться алюминий, устанавливается внутрь печи. С боков он также обкладывается углем. Желательно на печь сделать крышку, чтобы тепло не уходило напрасно, а оставить лишь отверстие для отвода дыма.
В идеале топливник делают цельным с овальным сводом. Используют специальные смеси для кладки жаропрочного кирпича и футеровки печей. Такую конструкцию вполне можно соорудить из старого ведра. Внутренний свод формируют, используя пластмассовые цветочные горшки подходящего размера. Внутрь массы для армирования можно вмуровать металлическую сетку. После застывания смеси получится добротная печь, способная выдержать не одну плавку.
Использование кухонной плиты
Штучное литье из алюминия можно организовать без изготовления специальной печи. Необходимая температура достигается с использованием бытового газа. Сам процесс плавки занимает около получаса, если объем алюминия не превышает 100-150 грамм.
В качестве емкости используют жестяную банку из-под сгущенки, например. В нее засыпают очищенный и измельченный лом алюминия. Но расплавить его, поставив жестяную банку на решетку над горелкой, не получится – не хватит температуры. Чтобы уменьшить потери тепловой энергии, изобретатели придумали хитрую конструкцию.
Банка с сырьем для плавки помещается внутрь другой жестянки и устанавливается на распорках таким образом, чтобы снизу до дна и с боков до стенок был зазор 5-10 мм. Вторая банка, соответственно, должна быть большего диаметра. В ней снизу проделывается отверстие (диаметром 3-4 см) для подвода струи пламени. Рассекатель с горелки газовой плиты снимается.
Поджигается пламя. Конструкция устанавливается строго над его фитилем. Пламя должно проходить внутрь и греть только жестянку с ломом. Банка большего диаметра играет роль оболочки и удерживает тепло внутри. Сверху проем прикрывается, оставляется лишь зазор для выхода продуктов горения. Интенсивность горения регулируется.
Тигель и вспомогательное оборудование
Жестяная банка одну плавку выдержит. Дальнейшее ее использование возможно, но уже с риском быть прожженной. В таком случае расплавленный алюминий рискует попасть внутрь плиты, что чревато не только забиванием сопел горелки.
Для работы в печи, работающей на угле или сжиженном газе, да и вообще для многоразовых плавок, желательно изготовить специальную емкость – тигель. Ее делают из стали. Подойдет отрезок трубы с заваренным дном. Хороший вариант получается из обрезанного огнетушителя или малогабаритного кислородного баллона с овальным сводом. Желательно сделать боковой желоб для удобства выливания тонкой струи.
Какое дополнительное оборудование для литья алюминия может понадобиться? Пригодятся надежные пассатижи или их вариант с фиксаций зажима. В идеале тигель можно оборудовать по принципу промышленных образцов: с боковыми захватами съемного подвеса и нижним фиксированным упором для удобства его переворачивания. Нужна ложка с длинной рукоятью для снятия шлака с поверхности расплава.
Простые формы
Какие есть способы литья алюминия? Проще всего вылить расплавленный металл в металлическую форму: старую кружку, сковородку, консервную банку. После остывания болванку извлекают. Проще это сделать, если обстучать еще не остывшую форму. Если на ней были рифленые бортики или обратные углы, каркас придется разрезать. Можно вылить слегка остывшую каплю металла просто на подготовленную несгораемую поверхность. Такие способы называют открытыми.
Если есть необходимость сделать особую отливку, сначала нужно приготовить для нее форму по размеру. Чтобы металл после остывания приобрел четкие очертания, делают закрытые формы из двух или более составных частей. Одна из них является основной, а другая обычно формирует свод или боковую поверхность. В ней делают отверстия. Часто сверху над ними добавляют еще одну часть формы – воронкообразные летники для удобства.
Материал
Формы для литья алюминия в зависимости от способа можно изготавливать по разной технологии. Есть несколько простых вариантов. Для открытой заливки в простую форму часто используют просеянную землю (кремнезем). Ее укладывают слоями и трамбуют. После извлечения формирующего элемента земля держит форму и выдерживает заливку. Такой материал простой и дешевый в использовании.
Есть мастера, которые льют алюминий в песок. При замешивании используют жидкое стекло (силикатный клей). Есть информация об использовании цемента. Смесь замешивается, как ни странно, на тормозной жидкости. Разминается руками и протирается через сито, чтобы не было комков. Консистенция должна быть такая, чтобы при сжимании в кулаке формировался комок. При трамбовке песок и цемент хорошо удерживаются внутри опоки и повторяют даже мелкие детали формы заготовки.
Изготовление сложных форм
Отливки сложной конфигурации делают по другой методике. Чаще всего материалом служит гипс (алебастр). Формы без обратных углов и поднутрений могут быть разборными и состоять из двух или более частей. Долго они не прослужат, но несколько отливок вполне реально получить.
Сложный узел или декоративную объемную модель можно изготовить один раз, при этом форму придется разбивать. Есть два метода в работе. Можно изготовить восковую (парафиновую) модель, залить ее гипсом. Позже в процессе интенсивной сушки этот материал расплавится и выльется через летники.
Литье алюминия в гипсовую форму по пенопласту предполагает изготовление из этого материала макета будущей отливки. Он заливается подготовленной смесью и уже не извлекается. Расплавленный алюминий заливается поверх. Температура металла плавит пенопласт, он испаряется в процессе, а жидкий алюминий заполняет освободившееся при этом пространство.
Ошибки при литье
Изготовление форм из гипса – удобный и недорогой способ. Но в материале имеется влага. При естественной сушке она остается. При заливке расплавленного металла влага начинает интенсивно испаряться. Даже интенсивная сушка в духовке не гарантирует ее полное отсутствие. В зависимости от количества оставшейся влаги в форме отливка алюминия может иметь мелкие раковины или большие застывшие пузыри и кратеры.
Если металл был недостаточно разогрет или перед заливкой он успел остыть, алюминий плохо выливается и не заполняет объем формы. Фактически образуется капля, которая не имеет достаточной текучести. То же самое может случиться и при использовании небольшого объема металла в холодной форме. Алюминий быстро отдает тепло и не успевает растечься.
Бывалые мастера не рекомендуют погружать отливку в воду для ускорения ее остывания. В таком материале возможно нарушение внутренней структуры и появление микротрещин. Для последующей токарной обработки такие заготовки могут не подойти.
Безопасность
Технологический процесс предполагает использование открытого огня, что накладывает дополнительные ограничения. Есть смысл проверить наличие средств пожаротушения, исправность газовых приборов, вентиляцию в помещении.
Работа с расплавленным металлом – опасный технологический процесс. Все операции должны проводиться с соблюдением правил техники безопасности. Обязательны спецодежда и средства защиты органов дыхания и зрения.
Как изготавливать пресс-формы для литья под давлением, отливки и термоформования с помощью 3D-печати
Изготовление форм для литья используется в различных отраслях такими специалистами, как проектировщики, производственники и преподаватели при создании коротких производственных циклов, прототипов сложных пресс-форм, испытания изделий из пластмасс для дальнейшего использования на практике и, главным образом, в тех случаях, когда необходимо сделать несколько экземпляров детали без особых затрат и усилий. Это позволяет быстро изготавливать небольшие партии от 150 до 600 деталей или проверить конструкцию пресс-формы, прежде чем приступать к изготовлению дорогостоящей оснастки.
Изготовление формы с помощью настольной 3D-печати позволяет инженерам и проектировщикам расширить сферу использования материалов и возможности своего 3D-принтера за границы быстрого прототипирования в область промышленного производства. Изготовленные 3D-печатью модели для процессов формования, как правило, получаются быстрее и дешевле, чем модели, изготавливаемые фрезерованием на станках ЧПУ, и проще, чем изготовленные с помощью силиконовых форм.
» title=»» gif;base64,R0lGODlhAQABAIAAAAAAAP///yH5BAEAAAAALAAAAAABAAEAAAIBRAA7″ decoding=»async» />
Формы для небольших партий, напечатанные на 3D-принтере, как правило, не такие дорогие и более просты в изготовлении по сравнению с формами, изготавливаемыми на станках с ЧПУ или с помощью силиконовых форм.
В этой статье мы рассмотрим три технологии изготовления пресс-форм, которые легко дополняются 3D-печатью: литье под давлением, отливка и термоформование. Для более углубленного ознакомления с этими технологиями, а также для с рекомендациями по изготовлению форм и 3D-печати см. наш последний вебинар.
Литье под давлением
Литье под давлением было изобретено в 1872 году Джоном Уэсли Хайатом и вначале действовало по тому же принципу, что и шприц для подкожных инъекций. Современная установка для литья под давлением была окончательно создана в 1956 году в результате изобретения плавающего шнека.
В современном технологическом процессе литья под давлением плавающий шнек подает гранулы пластичного полимера из загрузочного бункера в обогреваемый цилиндр экструдера. По мере приближения к нагревателю гранулы плавятся и выталкиваются в полость формы, находящейся под давлением. После формования и остывания детали внутри формы она выталкивается, и форма используется повторно.
» title=»» gif;base64,R0lGODlhAQABAIAAAAAAAP///yH5BAEAAAAALAAAAAABAAEAAAIBRAA7″ decoding=»async» />
Небольшая пластиковая деталь, изготовленная с помощью формы для литья под давлением, полученной методом 3D-печати непосредственно из высокотемпературного полимера Formlabs High Temp Resin.
Полимеры, используемые для процессов литья под давлением, сравнительно дешевы и могут использоваться для достижения самых разнообразных свойств, поэтому литье под давлением широко применяется для создания упаковок и товаров массового потребления (любопытный факт: элементы LEGO, для которых важны как прочность, так и точность, изготавливаются литьем под давлением).
Благодаря доступным по цене настольным 3D-принтерам, термостойким материалам для 3D-печати и установкам для литья под давлением можно самим создавать формы для производства функциональных прототипов и небольших деталей из пластмасс. В случае малосерийного производства (примерно 10-100 деталей) созданные 3D-печатью формы для литья под давлением, в сравнении с дорогими металлическим формами, позволяют сэкономить время и деньги. Они также дают более гибкий подход к производству, позволяя инженерам и проектировщикам путем незначительных затрат времени и денег создавать прототипы литьевых форм и тестировать их конфигурации или легко изменять формы, продолжая работу над своими проектами.
Формы могут непосредственно печататься на 3D-принтере с использованием различных материалов, таких как стандартные или High Temp Resin Formlabs. Испытания для нашего технического доклада по литью под давлением проводились с использованием литьевой установки Galomb Model-B100 Injection Molder, стоимость которой составляет около 3500 долларов США.
Изготовление гипсовой формы для литья
Этот мастер-класс для тех, кто хочет снять форму с модели, но не знает, как.
Для работы вам понадобится:
- мастер модель, с которой будет сниматься форма;
- пластилин скульптурный или глина для лепки (я использую глину);
- инструменты для моделирования, можно один;
- гипс или алебастр около 2-х кг.;
- стакан или посуда для смешивания гипса с водой;
- палка или шпатель для размешивания гипса;
- бортики для создания ящика (у меня из плитки);
- скалка или валик для разравнивания поверхности из глины;
- нож канцелярский со сменными лезвиями;
- ложка для засыпания гипса;
- мыльный раствор;
- кисть мягкая среднего размера для мыла;
- вода;
- линейка-угол.
![]()
Начнем с разметки размера формы. Я на кафельной плитке нарисовала ровный прямоугольник гелевой ручкой, можно маркером, с углами по 90 градусов. Сверху на плитку положила плотную полиэтиленовую пленку, чтобы контур не стерся. По контуру заполнила глиной. Для выравнивания поверхности использовала скалку. Углы выравнивала с помощью угольника. Высота глины должна быть по высоте модели до метки которая будет погружаться в глину, можно больше. Вот, что у меня получилось на этом этапе.
![]()
Далее важно выравнивать стороны глиненного куска под углам 90 градусов. Это нужно для того, чтобы бортики встали ровно под углом 90 градусов. Прикладывая модель на поверхность из глины, обводим по контуру модели на поверхности глины. Убираем модель и удаляем лишнюю глину в центре по разметке.
![]()
С помощью угла выравниваем углы, стави бортики.
![]()
Замуровываем на модель по разметке на модели.
![]()
![]()
Стави бортики под углом 90 градусов. Все щели с низу и с боко замазываем глиной. Перед заливкой гипса ВАЖНО! намазать всю поверхность смазкой (использую мыльный раствор — лучший разделитель). Заливаем гипсом выше 2-х см высшей точки модели.
![]()
После затвердевания первой части около часа, убираем бортики, обрабатываем первую часть с помощью ножа, выравниваем поверхность. Инструментом для моделирования прорезаем замки в форме.
![]()
Теперь можно начать делать вторую часть. Делаем бортик из глины. Можно использовать только три бортика из керамики. Ставим бортики с трех сторон. Облепляе глиной все щели. Обязательно нужно слепить литник, куда будет заливаться раствор для отливки.
![]()
![]()
Смазываем разделителем и заливаем гипс. У моей модели в шее вставлен шарик из гипса с отверстием для отливки. В нем заранее сделаны замки, чтобы он не смещался в форме. Шарик сделан по форме подходящего шара.
![]()
После затвердевания также все убираем бортики и глину. Орабатываем вторую часть также, как первую.
![]()
Таким же методом делаем третью, последнюю часть.
![]()
![]()
Все части обрабатыват ножом, срезая грани. Вот, в принципе, и все.
![]()
![]()
Если вам понравился мастер-класс или вы интересуетесь моим творчеством добавляйтесь в ленте новостей.

