
Как припаять медь к металлу?
Сайт про изобретения своими руками
МозгоЧины
Сайт про изобретения своими руками
Как правильно паять металл
Как правильно паять металл
Многие могут спаивать провода и радиодетали, но не каждый паял металл. В этой статье я максимально коротко и с примерами изложу принцип пайки металла.
Введение
Начнём с общих представлений о пайке. Пайка это физико — химический процесс получения соединения в результате взаимодействия припоя и спаиваемого металла. Она имеет сходство со сваркой плавлением, но всё же между ними имеются различия. При сварке в месте шва свариваемые детали плавятся, а при пайке паяемый материал не плавится. Так же в отличие от сварки пайка осуществляется при температурах ниже плавления спаиваемого металла. Формирование шва при пайке происходит путём заполнения припоем зазора между соединяемыми деталями, т.е. процесс происходит за счёт смачивания и капиллярного эффекта.
Встаёт вопрос, зачем же пользоваться пайкой, если сварка лучше скрепляет детали. На это есть свои плюсы:
- Пайка более доступна, чем сварка.
- При пайке соединения получается разъёмными.
- Сварке не поддаются маленькие детали.
Пайка — достаточно прочное соединение, если соблюдать технологию.
Оборудование
Для спаивания металла необходимо следующее основное оборудование:
♦ Паяльник. Мощность зависит от размера спаиваемых деталей. Для пайки небольших деталей (жесть, проволока, болтики) сойдёт паяльник ватт на 60, для более крупных — 100 ватт и выше. Я использую 2 паяльника — на 65 и 100 w, для домашних условий это вполне достаточно.

На том, как залудить паяльник я подробно останавливаться не буду, в интернете есть отдельные статьи про это. Скажу лишь основное:
— При первом включении паяльника ему нужно дать обгореть — выставить включённым его на улицу и подождать когда перестанет вонять и дымиться.
— Далее необходимо напильником зачистить жало до блеска, опустить кончик жала в канифоль, потом расплавить им олово.
— Олово должно равномерно покрыть жало. При нагреве жало будет выгорать, его нужно будет затачивать и заново лудить.
♦ Паяльная кислота и припой. Деревянная палочка используется для нанесения кислоты.
♦ Вспомогательные приспособления. К ним относятся напильник и наждак, необходимые для зачистки паяльника и деталей.
Так же паяльнику нужна подставка. Самое простое что можно использовать в качестве подставки — любой металлический предмет, с которого паяльник не будет скатываться.
Для удержания спаиваемых деталей используются различные инструменты, например тиски и плоскогубцы. Так же детали можно закрепить гвоздиками на доске.
Основы пайки
Давайте теперь разберемся, какие металлы легко поддаются пайке:
- Серебро
- Медь
- Латунь
- Цинк
- Никель
- Железо
- Нержавеющая сталь
Остальные металлы паяют при помощи специальных флюсов и другой технологии. В данной статье эта тема затрагиваться не будет.
С металлами разобрались, теперь приступаем к изучению процесса пайки:
- Зачищаем то место, где будет располагаться шов. Для этого я использую мини шлиф машинку.
- Обезжириваем место спайки, используя ацетон, бензин и т.д.
- Наносим на шов деревянной палочкой паяльную кислоту. Делаем это как можно ровнее, т.к. в дальнейшем ровно по этому место растечётся припой.
- С заранее залуженного паяльника удаляем окислы (если они имеются) и прикасаемся им к палочке припоя. Припой должен лечь на жало ровной каплей. Если этого не происходит, значит паяльник плохо залужен.
- Прикасаемся жалом к месту спайки. Нельзя ожидать, что при первом же прикосновении паяльника произойдет спайка. Для этого необходимо прогревать спаиваемые поверхности до температуры плавления припоя. Тепло от паяльника передается на спаиваемое место не сразу. Жесть, проволоки и другие тонкие части прогреваются довольно быстро, но не моментально. На прогрев толстых материалов нужно сравнительно много времени.
- Для спайки тонких частей надо довольно медленно вести паяльником, передвигая его дальше, когда припой растечется и зальет шов. При спайке толстых предметов приходится относительно долго держать паяльник на одном месте и ждать, пока прогреются спаиваемые поверхности и припой растечется по шву.
- Проведя паяльником на некоторое расстояние, двигают его немного назад, затем снова вперед и опять назад, до тех пор, пока припой не разольется ровной и чистой дорожкой. По мере израсходования припоя, его набирают с палочки. Набирать много припоя не следует, особенно, если спаиваемые поверхности ровно и плотно соединены; избыток припоя приведет к образованию натеков.
- По окончании пайки необходимо смыть остатки кислоты водой. Если кислота плохо смывается, используйте мыло. Не смытая кислота приведёт к окислению металла.
Лучше всего обучаться пайке на белой жести. Её не нужно зачищать, но необходимо обезжиривать. При наличии жира кислота не смачивает поверхность жести. Ниже рассмотрены примеры спаивания проволок и жести. Для обучения можно повторить всё это.
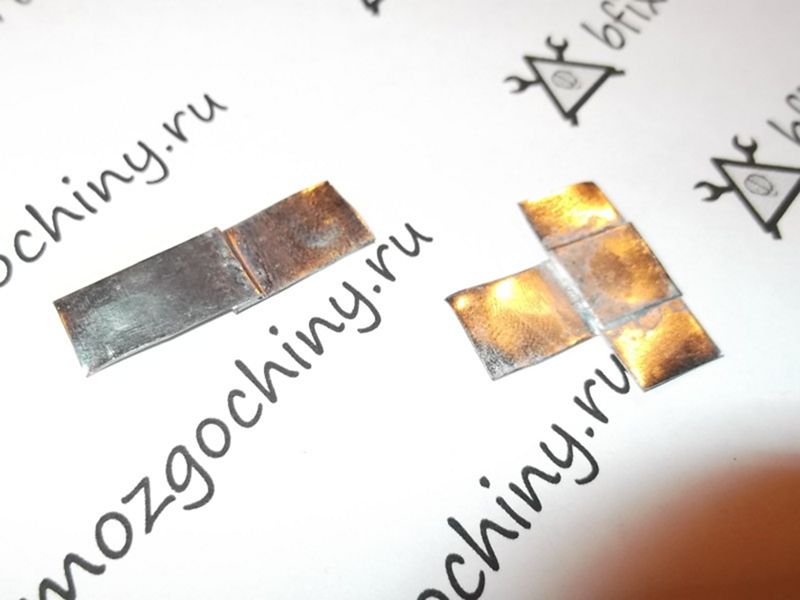
Спаивание жести / листового металла
Далее в добавок к фотографиям будут идти схематические изображения. Вот условные обозначения:
Соединение «Впритык»
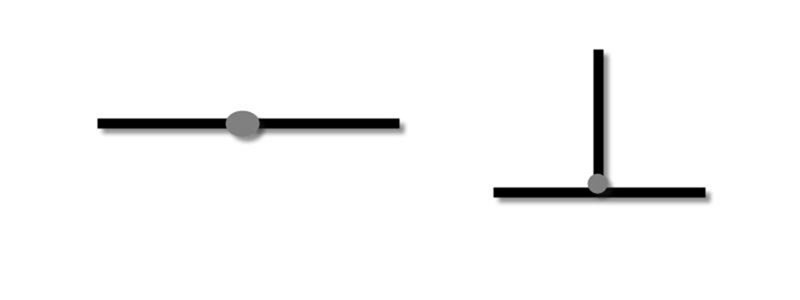

Соединение «Внахлёст»
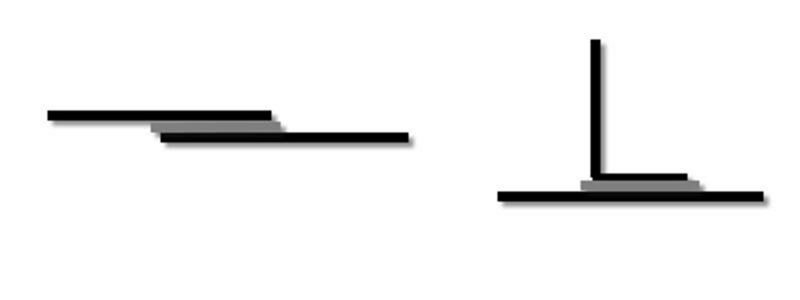
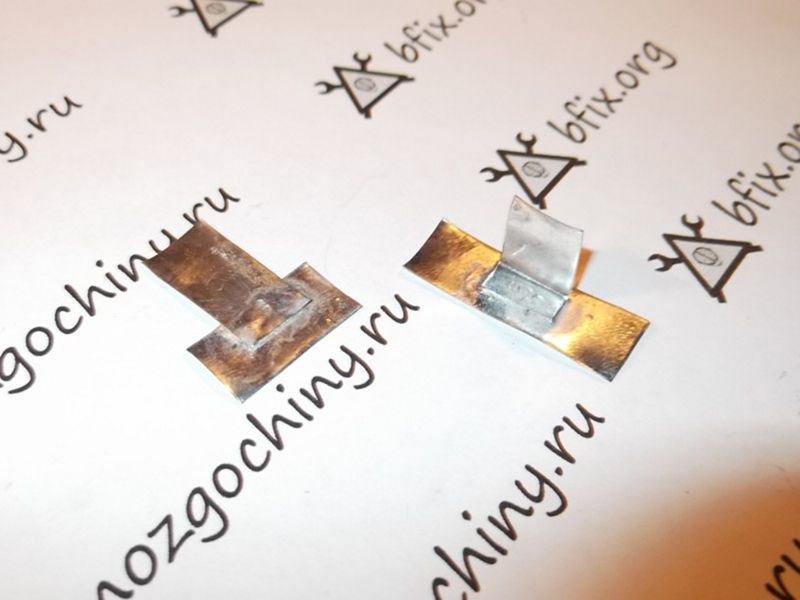
Соединение «В замок»

Качество: Очень прочно
Спаивание проволоки
Соединение «Впритык»
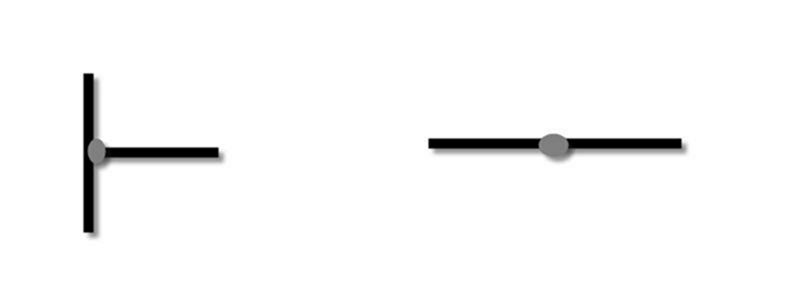
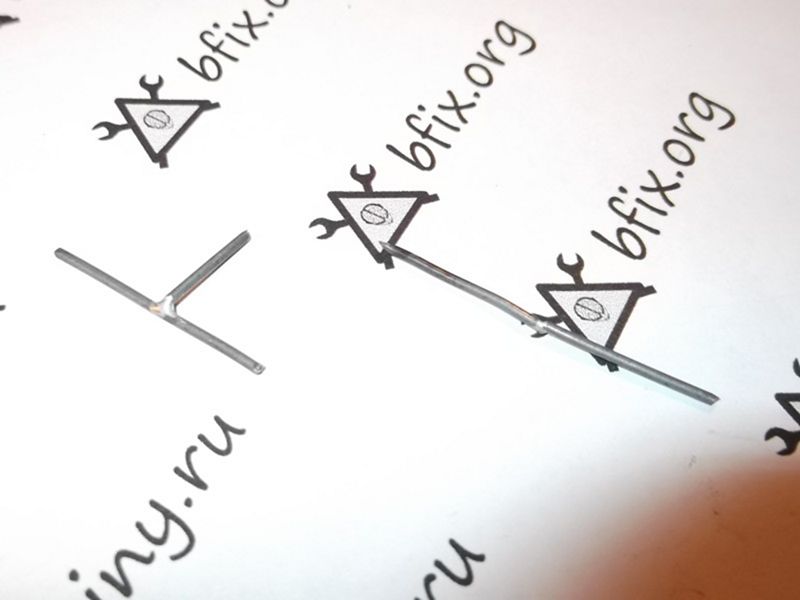
Соединение «Внахлёст»

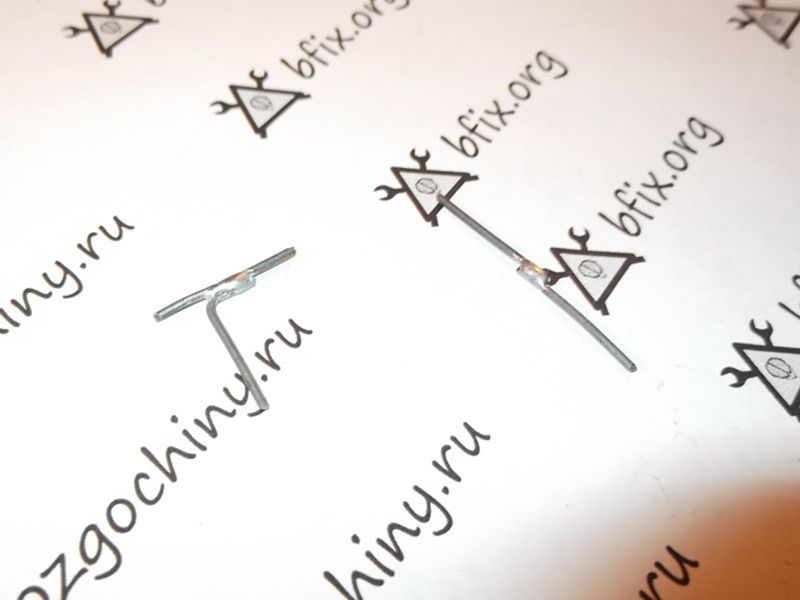
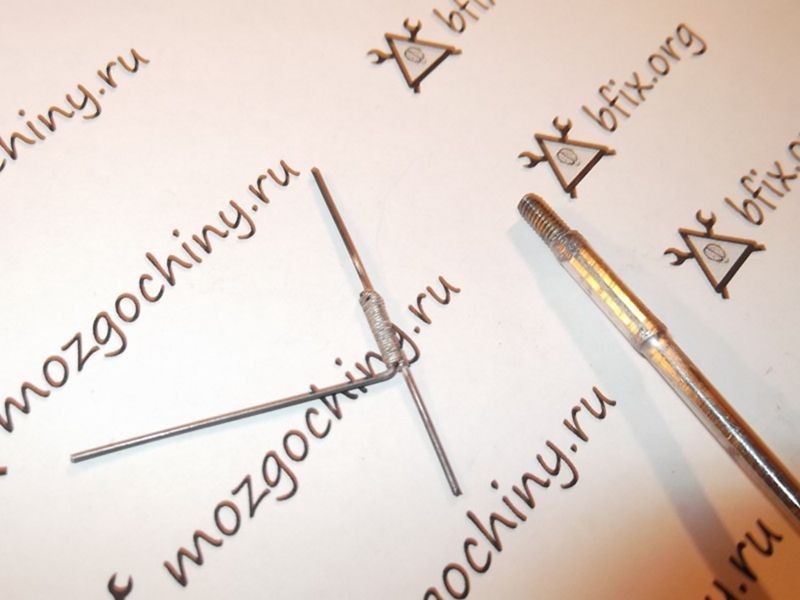
Соединение «С усилением»
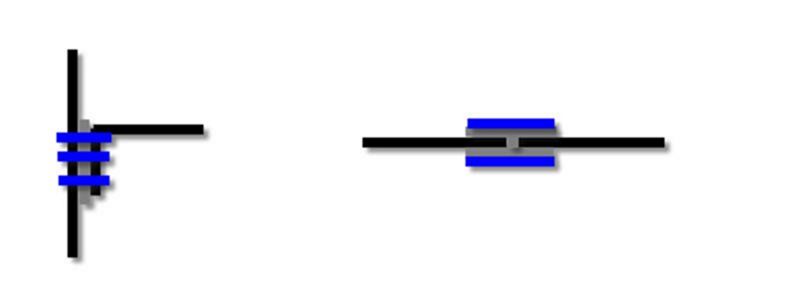
Качество: Очень прочно
Для усиления на левом соединении используется намотанная виток к витку медная проволока, на правом — стержень и резьба обёрнуты полоской жести:
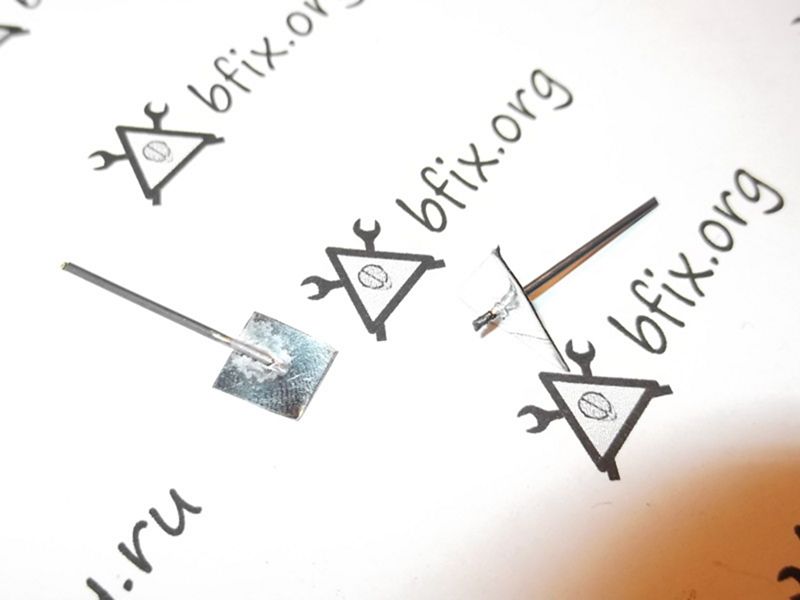
Спаивание проволоки и листового металла
Соединение «Впритык»

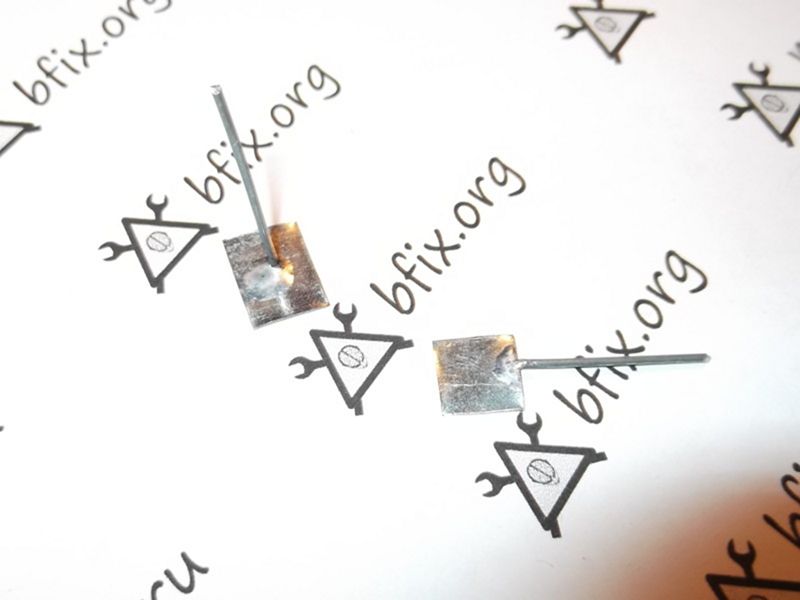
Соединение «Внахлёст»

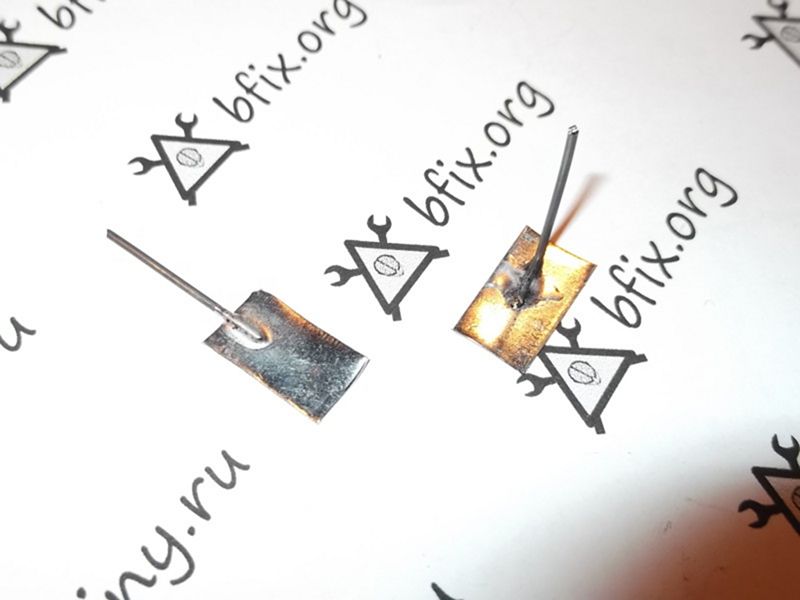
Соединение «Насквозь»

Качество: Очень прочно
Заключение
Пайка — несомненно нужная вещь, использование которой решает многие проблемы с соединением деталей. Напоследок в качестве примера представлю несколько работ, в которых она использовалась:
Правила пайки медных проводов
Одним из лучших способов соединения медных проводов является пайка. Она обеспечивает высокую прочность и электропроводность. При этом пайку легче проводить, чем сварку, и она надежнее простой скрутки. Хотя в распределительных коробках провода часто соединяют с помощью самозажимных клемм типа WAGO, приемы пайки не помешает знать любому электрику.
Научиться паять медные провода можно за несколько минут, имея все необходимые материалы и приборы.
Суть процесса
 Суть процесса пайки состоит в том, что металлы соединяются между собой при помощи сплава, имеющего температуру плавления ниже температуры плавления соединяемых веществ.
Суть процесса пайки состоит в том, что металлы соединяются между собой при помощи сплава, имеющего температуру плавления ниже температуры плавления соединяемых веществ.
Во время пайки материалы подвергаются нагреванию до температуры плавления припоя. При этом обеспечивается очень сильная адгезия (прилипание) – свойство материалов сцепляться друг с другом на молекулярном уровне.
Однако не происходит плавление основных деталей и перемешивания их с материалом припоя, как происходит при сварке с использованием присадочного материала.
Паяльник и припой
Для пайки медных проводов традиционно используются паяльники. Существует несколько их видов, в том числе электрические и газовые. Пайка медных проводов осуществляется при помощи электрического паяльника с медным жалом. Этот инструмент представляет собой медный стержень, иногда с никелевым покрытием, который установлен в корпусе нагревательного элемента.

Нагревательный элемент работает от постоянного или переменного тока. Напряжение питания может варьироваться от 12 до 220 В. Для пайки медных проводов электропроводки в доме подходит самый обычный паяльник мощностью 60 Вт. Если надо спаять тонкие проводки электроприбора, то подойдет и менее мощный инструмент. Важно, чтобы он хорошо прогревал медный материал и расплавлял припой.
Чтобы обеспечить высокое качество пайки и прочность соединения, необходима неподвижность во время остывания расплавленного припоя. Провода можно держать руками, но удобнее использовать пинцет или зажимы.

Для пайки медных проводов применяют оловянно-свинцовый припой. Чаще всего это ПОС-61, но можно взять и ПОС-40. Маркировка указывает на состав – припой оловянно-свинцовый с содержанием олова 61%.

Припой обычно производится в прутках диаметром около 8 мм или в виде паяльной проволоки диаметром 2 мм. Нередко используют универсальный припой для пайки медных проводов, который выглядит как полая трубка из оловянно-свинцового сплава. Внутри такой трубки находится порошок из флюса.
Применение флюса
 Чтобы припой и материал проводов вступили во взаимодействие друг с другом, и соединение получилось качественным, провода необходимо очистить от оксидной пленки и только после этого паять их. Для очистки можно использовать наждачную бумагу, а для последующей обработки взять специальное вещество – флюс.
Чтобы припой и материал проводов вступили во взаимодействие друг с другом, и соединение получилось качественным, провода необходимо очистить от оксидной пленки и только после этого паять их. Для очистки можно использовать наждачную бумагу, а для последующей обработки взять специальное вещество – флюс.
Флюс не только очистит медные провода, но и создаст тонкую защитную пленку, препятствующую окислению материала.
Допускается применять как твердый флюс – сосновую канифоль, так и жидкий – различные виды паяльных кислот или самодельный состав.

Иногда, чтобы правильно и крепко припаять медные провода друг к другу или к какому-либо металлическому предмету, пользуются только жидким флюсом. Приготовить его можно, растворив обычную сосновую канифоль в этиловом спирте. Паяльную кислоту готовят самостоятельно, растворив гранулы цинка в соляной кислоте в пропорции 412 грамм цинка на 1 литр кислоты. Но лучше все-таки купить готовый флюс, соответствующий всем стандартам качества, поскольку принесение кислотных составов для медных проводов нежелательно.
Как правильно паять
Чтобы надежно спаять провода из меди, нужно подготовить паяльник. Если перед работой не облудить жало, то припой будет не прилипать, а скатываться шариками со стержня. Так происходит, потому что жало покрыто слоем оксида меди и нагара, образовавшегося во время предыдущей пайки.
Подготовка паяльника
 Некоторые специалисты для удобства работы точат жало плоским напильником, чтобы придать ему форму лопатки или плоской отвертки. Угол заточки должен быть 45-60 градусов.
Некоторые специалисты для удобства работы точат жало плоским напильником, чтобы придать ему форму лопатки или плоской отвертки. Угол заточки должен быть 45-60 градусов.
Необгораемое жало (вечное) ни в коем случае точить нельзя, для него используют специальные губки.
Очищенное механическим способом жало нужно нагреть, а потом залудить. Для этого его покрывают флюсом.
Если флюс твердый (канифоль), достаточно просто погрузить в него наконечник. Канифоль расплавится и покроет разогретую поверхность. После этого паяльником нужно прикоснуться к прутку припоя и разогреть его. Расплавленный припой покроет жало, защитив его от дальнейшего окисления.
Процедуру лужения паяльника необходимо повторять по мере образования нагара на нем. Происходит это потому, что температура жала намного выше температуры плавления припоя, и со временем он начинает подгорать. Чтобы уменьшить вероятность возникновения такого явления, рекомендуется применять паяльник с регулировкой температуры.
Подготовка проводов
 Соединяемые медные провода также нужно подготовить к пайке. Вначале снимают с концов изоляцию на расстоянии примерно 4 см, зачищают, скручивают между собой и проводят лужение. Медны провода можно залудить следующим образом:
Соединяемые медные провода также нужно подготовить к пайке. Вначале снимают с концов изоляцию на расстоянии примерно 4 см, зачищают, скручивают между собой и проводят лужение. Медны провода можно залудить следующим образом:
- нагреть скрутку паяльником;
- покрыть флюсом;
- нанести небольшое количество припоя, распределяя его по поверхности провода.
Действия аналогичны тем, какие совершаются при лужении жала паяльника. Если предстоит пайка многожильных медных проводов, то необходимо обязательно запастись именно жидким флюсом, так как покрыть всю поверхность медных «волосков» расплавленной твердой канифолью будет очень трудно. Чтобы получить качественное соединение, нужно нагреть многожильный провод и затем опустить его в жидкий флюс, который смочит всю поверхность, предназначенную для пайки.


Далее пайка многожильных и одножильных медных проводов осуществляется одинаково. Два или более соединяемых проводника нагреваются вместе, и на них наносится припой. После нанесения его необходимо на время остывания обеспечить неподвижность соединения. Не допускается ускорять остывание путем его смачивания или обдува воздухом.
Соединение меди и алюминия
При соединении пайкой медных и алюминиевых проводов можно столкнуться со множеством трудностей, преодолеть которые возможно будет, только применив альтернативные методы соединений.

Дело в том, что как алюминий, так и медь покрываются на воздухе оксидной пленкой. И если сами по себе эти пленки никак не влияют на состояние проводника и даже обеспечивают довольно неплохую проводимость, то соединяясь вместе, они способствуют возникновению мощной химической реакции. Под действием влаги, содержащейся в воздухе, в месте контакта оксидов алюминия и меди начинается процесс электролиза, то есть образуется электрический ток из-за того, что ионы обоих материалов обладают разными электрическими потенциалами.


Электрический ток является движением заряженных частиц – ионов и при их движении металлы в месте контакта разрушаются. При этом сильнее разрушается алюминий. Разрушение вызывает ухудшение контакта, а впоследствии увеличивается электрическое сопротивление соединения и оно нагревается. При сильной коррозии, когда непосредственный контакт между двумя материалами уже утрачен, возникает электрическая дуга, которая и довершает разрушение.
Соединять медь с алюминием рекомендуется только через третий, нейтральный материал. Чаще всего, для этого применяют стальные клеммники или зажимы.
Как паять медь – секреты мастерства для домашних умельцев
Отопительные системы, а также водопроводные разводки обычно производятся из медных труб. Стоимость меди достаточно велика, однако по причине высоких прочностных и эксплуатационных характеристик именно медь чаще всего используется для подобных целей. Среди прочих достоинств обязательно следует выделить антибактериальные и антикоррозийные свойства, а также замечательную теплопроводность. Таким образом, медь нашла очень широкое применение. Поэтому следует научиться правильно паять трубы из меди, если вдруг такая необходимость возникнет.
Подготовка к пайке – что необходимо знать об этом процессе?
На данный момент паять медь можно двумя основными способами, которые отличаются друг от друга температурой нагрева. Высокотемпературный способ предусматривает повышение температуры до 900 градусов Цельсия, такой метод отлично зарекомендовал себя в трубопроводах, где давление на стенки максимальное. Чтобы припаять медные трубы при помощи высокотемпературного способа, потребуются специальные материалы, в том числе твердоплавкий флюс и твердый припой. Обычный припой здесь не подойдет, поскольку лишь у твердого аналога температура плавления достигает необходимых значений.
 Пайка меди
Пайка меди
Низкотемпературный метод пайки существенно проще, поскольку металл разогревается лишь до 500 градусов, хотя обычно вполне хватает и 380 градусов Цельсия. В домашних условиях именно таким методом обычно привариваются различные медные элементы. Для работы нам потребуется стандартный флюс, который плавится при указанных температурах, а также прут или проволока диаметром до 3 мм. Если же говорить о припое, то он должен быть мягким – отлично подойдет 97 процентный сплав олова с металлами, к примеру, с сурьмой, серебром или селеном.
Чтобы спаянные детали прочно и крепко были скреплены между собой, требуется подобрать соответствующий флюс. Флюс представляет собой специальное вещество, напоминающее пасту по своей консистенции, содержащее в своем составе хлорид цинка. Это вещество наносится достаточно толстым слоем на поверхность трубы или любой другой медной детали. Функции флюса достаточно разнообразны, среди самых важных можно выделить следующее:
- Позволяет припою равномерно растекаться по месту спайки;
- Своеобразный индикатор, который дает возможность определить нужный момент для поднесения припоя и начала процесса спаивания меди;
- Существенно улучшает сцепление меди и припоя;
- Практически полностью удаляет кислород, что предотвращает окисление металлических изделий.
Пайка представляет собой достаточно опасный процесс, поскольку приходится иметь дело с очень высокими температурами, даже при низкотемпературном спаивании. Поэтому требуется быть очень аккуратным, параллельно соблюдая все правила техники безопасности. Следует учитывать все нюансы в работе, ведь раскаленный металл точно так же опасен для здоровья человека, как и сама горелка. Кроме этого медь является отличным проводником тепла, что способствует нагреванию огромной площади трубы, а не только непосредственно спаиваемого участка.
В случае необходимости приваривания медных элементов, не встроенных в трубопроводную систему, требуется предварительно подготовиться к этому процессу. Для таких случаев предусмотрены специальные невозгораемые опоры, на которых медные элементы могут находиться в течение времени, нужного для их полного остывания.
Приспособления и материалы
Для выполнения задуманной нами задачи, потребуется небольшой список подручных средств и инструментов. Большинство из них должны быть в доме у любого домашнего умельца, остальные же можно приобрести в строительных магазинах или одолжить у знакомых. Вот список материалов:
- Припой.
- Паяльный флюс.
- Специальный экспандер, предназначенный для расширения труб.
- Фаскосниматель.
- Болгарка с тонким диском, ножовка по металлу или труборез.
- Паяльник для меди – для этих целей отлично подойдет пропановая горелка.
- Бумажные салфетки.
- Резиновые перчатки и защитные очки.
Перед началом пайки необходимо отрезать определенный участок медной трубы, для чего мы воспользуемся труборезами. Выбирать этот механизм следует исходя из диаметра труб, а также их расположения. Ведь в труднодоступных местах работать с крупным инструментом будет крайне неудобно. Болгарки и ножовки также могут подойти для этих целей, однако такого качественного среза, как при работе с труборезом не получится.
Следующий этап заключается в удалении на месте среза заусениц и шероховатостей. Заусеницы будут мешать качественному припаиванию, к тому же их отсутствие положительно сказывается на работе трубопровода. Дело в том, что оставшиеся после обрезания заусеницы создают завихрения водяного потока. Если же подобных явлений не возникает, то система трубопроводов не испытывает дополнительных нагрузок и работает без отклонений. Зачистка осуществляется обычной наждачной бумагой средней или высокой степени абразивности. Добиться идеальной гладкости вряд ли получится, но сделать так, чтобы срезанная поверхность не царапалась, под силу абсолютно любому человеку.
 Материалы для пайки меди
Материалы для пайки меди
После ручной шлифовки можно наносить флюс на наружную часть поверхности трубы.
Специалисты рекомендуют использовать флюс серого цвета. Особенность такого препарата заключается в том, что нагревание способствуют изменению цвета флюса с серого на оловянный. В таком случае определить степень нагревания металла становится несколько проще. Тот же белый флюс моментально становится прозрачным, соответственно, подобрать правильный момент для поднесения припоя существенно сложнее.
Техникой безопасности предусмотрены надежные и качественные резиновые перчатки, которые будут оберегать руки мастера от многочисленных заноз и заусениц, образующихся при обрезании металлических изделий. К тому же некоторые умельцы для шлифования пользуются дрелью с вращающимися насадками-ёршиками. Обычные тряпочные или матерчатые перчатки с легкостью зажёвываются при работе с такими насадками.
Есть некоторые особенности спаивания, о которых обязательно требуется упомянуть. К примеру, флюс можно наносить кисточками, которые не оставляют после себя волосков или ворсинок. Любой мусор, остающийся на поверхности медной трубы, ухудшает ее герметичность после спаивания, что в конечном итоге может привести к протеканию воды.
Что же делать, если щетинки от кисточки все же остались на трубе? Есть два способа устранения возможного дефекта:
- Требуется тщательно очистить поверхность повторно, обработать ее ортофосфорной кислотой, после чего разогреть флюс паяльником и последним слоем нанести олово;
- С использованием горелки. Для этого тонким слоем повторно наносим флюс на медь, после чего накладываем слой припоя, нагреваем до максимальных температур и расплавляем.
В любом случае, после нанесения флюса необходимо вставить медную трубу в раструб. Независимо от толщины флюса, обязательно появятся излишки. Однако вытирать их не придется, поскольку при спаивании срабатывает так называемый капиллярный эффект и припой вместе с флюсом затягивается внутрь. Нагревательный аппарат подносим к месту соединения, чтобы вся влага, оставшаяся на трубах, окончательно испарилась. После этого повторно нагреваем аппарат, на этот раз в течение достаточно продолжительного времени, чтобы медь успела нагреться, а флюс расплавиться до оловянного цвета.
В момент наивысшей температуры, то есть когда флюс приобрел нужный нам цвет, необходимо положить припой, после чего происходит непосредственно процесс спаивания. Требуется быть очень аккуратным, поскольку расплавленный металл может стекать по трубе и нанести ожог на коже или капнуть вниз. Правильно рассчитанное количество припоя позволит избежать появления излишков расплава.
Газовая горелка или паяльник – особенности работы с каждым инструментом
Умелые мастера одинаково качественно приваривают медные элементы и газовой горелкой, и электрическим паяльником. В первом случае необходимо чуть больше мастерства и умения, поскольку работать с инструментом на первых порах бывает сложно. Особенно это касается труднодоступных мест, к примеру, пайка медного радиатора при ремонте автомобиля. В таких случаях используют мощные электропаяльники.
 Необходимый материал для паяния медью
Необходимый материал для паяния медью
Сам же принцип работы всегда одинаков. Разве что паяльник выполняет работу значительно быстрее, поскольку скорость разогрева у него выше. Кроме этого, высокотемпературный метод спаивания может быть реализован исключительно при помощи паяльника, так как газовая горелка разогреть металлические изделия, в том числе и медь, не способна.
Так что устранить самостоятельно трещины или выполнить пайку медных труб в домашних условиях не составит труда. Это под силу абсолютно каждому.
Пайка нержавейки с медью
Автор: Игорь
Дата: 25.06.2016
- Статья
- Фото
- Видео
Соединение двух различных металлов, куда относится и пайка нержавейки с медью, всегда является достаточно сложной процедурой. С учетом того, что нержавеющая сталь имеет довольно сложное поредение при температурной обработке, а также плохо взаимодействует с остальными металлами, то для качественного результата спаивания нужно подбирать четко выверенную технологию. Если с медью, как правило, проблем не возникает, то с нержавеющей сталью это бывает нередко.

Пайка нержавейки с медью
Сам процесс регулируется ГОСТ 17349-79, но здесь есть одна очень важная особенность. Ведь у каждого металла свои особенности соединения при данном процессе, так что для них требуется использовать различный припой и флюс, подобранный под их параметры. Но при соединении различных металлов требуется брать какие-либо средние или узкоспециализированные материалы.
Такой вид пайки применяется как в домашних условиях, так и в промышленных, для создания герметичных емкостей, припаивания медных трубок и прочих вещей. Данный процесс встречается не так часто, как остальные виды пайки, но при необходимости следует знать все особенности такого метода.
Можно ли спаять нержавейку с медью? 

Пайка меди с нержавейкой хоть и является достаточно сложным процессом, но и это все же возможно. Дело в том, что соединение нержавейки с нержавейкой и меди с медью происходит намного чаще, так как итоговое качество соединение выходит значительно лучше. Но в различных ситуациях, когда требуется сделать такое соединение, то приходится уступать качеством. Специально для подобных случаев выпускают особые припои, которые позволяют сделать надежное соединение, отвечающее эксплуатационным требованиям. Если для других типов пайки использование флюса далеко не всегда обязательно, то здесь требуется провести полный спектр процедур, включая лужение, а также использовать все дополнительные материалы.
Преимущества
- Данный метод позволяет решать сложные технологические операции;
- Это один из немногих способов достичь подобного соединения;
- Сама процедура происходит достаточно быстро и не требует дополнительных инструментов, так как для этого достаточно обыкновенной горелки;
- Современные разработки припоев обеспечивают относительно высокую совместимость металлов при спаивании;
- Процесс доступен как для домашнего проведения, так и для промышленных потребностей.
Недостатки
- Качество пайки уступает другим методам по надежности;
- Трудно подобрать правильный припой;
- Флюс быстро окисляется, так что действия приходится проводить, не затягивая начало температурной обработки;
- Зачастую используются легкоплавные припои, что делает процесс обработки более сложным, так как нужно четко отрегулировать температуру и следить, чтобы ничего не растеклось.
Способы
Существует несколько способов, как сделать соединение такого рода и зависят они больше не от того какой используется припой для пайки нержавейки с медью, а от инструмента обработки. Таким образом, в качестве основных выделяются два – пайка паяльником и горелкой.
В первом случае, при использовании паяльника, данный инструмент используется для относительно небольших деталей. Им удобней соединять небольшие вещи, так как нет риска перепалить их слишком большой температурой. В то же время сам паяльник уступает по мощности горелке и не может работать с твердоплавными материалами. Также им неудобно обрабатывать большие поверхности, так как в данном случае процесс будет слишком длительным и флюс может окислиться уже к тому времени.
Горелка является более часто используемым способом. Ею может проводиться пайка нержавейки с медью латунью и другими припоями. Здесь можно легко обрабатывать большие поверхности, делать герметические соединения. Сам процесс происходит намного быстрее, чем с паяльником, а также появляется возможность подогреть заготовки до нужной температуры. Скорость проведения процедур не позволяет флюсу окисляться.

Пайка меди с нержавейкой горелкой
Выбор припоя
От правильного подбора припоя зависит итоговый результат работы, так как он обеспечивает заполнение места соединения, которое должно быть полностью покрыто материалом, что должен быть хорошо схвачен на поверхности. Одним из самых простых вариантов является пайка нержавейки латунью. Ведь это очень распространенный припой, который используется также и для пайки нержавейки с нержавейкой. В некоторых случаях его можно использовать без флюса.
Он уступает другим по своим свойствам, но является более распространенным и доступным, так что он подходит преимущественно для простых соединений, на которых не лежит большая ответственность.»
Также проходит пайка нержавейки медно-фосфорным припоем, который улучшает качества соединения с медью. Это более дорогостоящий материал, но для ответственных соединений подходит лучше.
Оловянно-серебряный припой, такой как Castolin 157, является отличным способом пайки, но стоимость материала является более высокой, чем у остальных.
В самых простых случаях может использоваться радиотехнический припой, но по технологии производства лучше выбирать специализированные расходные материалы.
Технология пайки нержавейки с медью
Пайка нержавеющей стали латунью, или другими припоями, начинается с подготовки поверхности.
- Материал нужно очистить от всего лишнего и снять все налеты, очистить от жира и возможной ржавчины;
- Затем подготовить флюс, подвергнуть лужению места соединения заготовок и сам припой;
- После того, как флюс будет нанесен на места соединения, следует приставить в нужное место заготовку и выложить припой;
Не следует затягивать этот процесс, так как флюс имеет свойство окисляться.»
- Затем следует постепенно подогревать все горелкой, пока припой не начнет плавиться;
- Нужно следить, чтобы он равномерно растекся по поверхности соединения;
- Дать остыть естественным способом.
Контроль качества
Качество пайки контролируется по ГОСТ 19249-73. Существует несколько основных профессиональных методов, которые включают:
- Радиоскопический метод;
- Радиационный контроль;
- Технический осмотр.
Техника безопасности
При работе с горелкой следует следить за соединением баллона с газом и его местом положения, так как он представляет собой наибольшую опасность. Также нужно аккуратно обращаться с горячими предметами, которые могли не остыть после пайки. Не стоит контактировать с флюсом непосредственно, а лучше использовать защитные перчатки.
Пайка меди в домашних условиях своими руками

Пайка является одним из самых старейших способов надежного крепления металлических деталей, который был открыт чеканщиками из Египта более пяти тысяч лет назад. Суть этого метода заключается в создания неразъемного соединения металлов с помощью поверхностной диффузии, путем заполнения швов припоем, который представляет собой легкоплавкий материал с температурой плавления намного меньшей, чем у соединяемых деталей.
Отличным материалом для работы является медь, очистка поверхности которой не требует применения агрессивных веществ. Поэтому пайка меди в домашних условиях своими руками получила широкое распространение при необходимости ремонта предметов хозяйственного обихода и различных радиотехнических устройств.
Свойства медных сплавов
Медь является самым универсальным и доступным материалом. Положительные свойства металла обеспечивают широкое применение его сплавов во многих отраслях промышленного производства.

К таким свойствам относятся:
- Электропроводность меди является основным качественным показателем, который обуславливает ее повсеместное применение. Коэффициент электропроводности материала из меди превышает характеристики многих инженерных металлов. Добавление легирующих элементов и примесей в состав чистого металла уменьшает его проводимость, но значительно повышает прочность.
- Свойство теплопроводности, как и электрические характеристики, также зависит от процентного содержания примесей в медном сплаве.
- Коррозийная устойчивость меди определяется свойствами поверхностной пленки, которая малочувствительна к внешнему воздействию, поэтому и защищает эффективно основной металл от разложения. Медь устойчива к органическим кислотам, солевым и щелочным растворам, а вот азотные и неорганические кислоты способны разрушать структуру этого металла.
- Пластичность материала при его изготовлении или механической обработке (штамповке, прокатке) может значительно снижаться. Это свойство легко возвращается путем отжига металла, то есть его нагрева до 600–700 градусов с последующим охлаждением в естественных условиях.
- Внешний вид и цвет медных сплавов имеют характерный оттенок, который может существенно изменяться под воздействием погоды и атмосферных явлений. Медь имеет специфичный цвет от оранжево–розового оттенка до темно–бронзовой окраски. Атмосферное влияние может спровоцировать окрашивание поверхности вплоть до зеленого цвета. Некоторые медные сплавы широко используются в декоративных целях.
Хочется отметить, что процесс соединения разнообразных медных проводов не вызывает особой сложности, даже у людей, не имеющих опыта работы с паяльником. Поэтому полезнее будет остановиться на пайке металлических труб.
Методы пайки деталей из меди
Неразъемное соединение труб на промышленных предприятиях, как и пайка меди в бытовых условиях производится двумя способами:
- Высокотемпературный метод применяется при соединении медных деталей трубопроводов, работающих с большой нагрузкой. Этот способ расплавление припоя подразумевает при температуре 600–900℃.
- Низкотемпературный способ используется для пайки меди в домашних условиях. Место пайки при использовании мягкого припоя нагревается до 450℃, а применение твердого припоя требует нагрева свыше 450℃.

Технология пайки
Весь процесс пайки меди можно условно разделить на подготовительные операции и непосредственно сам этап соединения деталей. Основные операции соединения:
- Качественную резку труб легче осуществлять с помощью резака. Для этого его необходимо установить на обрабатываемую поверхность так, чтобы режущий ролик точно совпадал с линией разреза. Зажимным винтом поджимаем режущую плоскость к изделию, поворотом вокруг оси изделия осуществляем разрез металла. После двух оборотов вращением винта прижимаем резак к трубе. Обрезку меди можно производить и обычной ручной ножовкой по металлу, но добиться перпендикулярности среза будет очень сложно.
- Затем необходимо снять внутреннюю и наружную кромки детали. Внутренняя фаска удаляется для уменьшения сопротивления потоку газа или воды, а наружная кромка удаляется для облегчения процесса сборки изделия. Такие операции могут выполняться специальными приспособлениями как встроенными в резак, так и отдельными устройствами.
- Далее нужно зачистить кромки от окислов. Механическая очистка внутренней части трубы производится специальным ершиком, сеткой или наждачной бумагой, навернутой на штырь. Внешняя поверхность очищается либо устройством с отверстием, обрамленным металлической щеточкой, либо мелкой абразивной бумагой. После очистки поверхности необходимо удалить остатки пыли и абразива, которые снижают качество пайки меди.
- Удалив мусор, нужно нанести на поверхность флюс, причем пастообразный состав наносят кисточкой. Далее сразу соединяем детали.
- При сборке детали поворачивают друг относительно друга, чтобы флюс полностью распределился по поверхности, а элементы изделия закрепляются в удобном для пайки положении. Излишки флюса удаляются хлопчатобумажной ветошью.
- Перед нагреванием места пайки нужно снять все резиновые и пластмассовые элементы, которые могут пострадать при нагреве.
- Пламя горелки должно быть нормальным. Сбалансированное пламя горелки для пайки меди имеет небольшую величину и ярко-синий цвет. Место соединения нужно прогревать равномерно, плавно перемещая пламя со всех сторон изделия. При достижении оптимальной температуры плавления, припой начинает расплываться. После полного заполнения швов припоем, горелку необходимо отнести от места пайки меди и дать возможность соединению остыть естественным путем.
- Завершающим этапом будет удаление остатков флюса влажной ветошью, пропитанной спиртовым раствором.
Чтобы произвести пайку металла в домашних условиях, кроме подготовленных деталей, необходимо наличие инструмента для разогрева, а также соответствующего флюса и припоя.
Инструменты для нагрева места соединения
Существует несколько способов нагрева спаиваемых деталей. Самыми распространенными считаются методы разогрева места соединения с помощью паяльника, газовой горелки или строительного фена. Применение этих инструментов является оптимальным для проведения качественной работы в домашних условиях.
Применение паяльника
Паяльник представляет собой устройство, в котором жало нагревается до необходимой температуры под действием электрической энергии. Подбор устройства по мощности осуществляется в зависимости от толщины соединяемых деталей.

Используется паяльник в основном при низкотемпературной пайке. Нагрев металла и припоя происходит за счет тепловой энергии наконечника устройства. Жало прижимается плотно к месту соединения металла, в результате чего происходит его разогрев и плавление припоя.
Газовая горелка
Горелка является самым универсальным видом оборудования для нагрева места пайки. К этой категории относятся также и паяльные лампы, которые заправляются керосином или бензином.

Существует несколько разновидностей газовых горелок для пайки меди от высокопроизводительных моделей до бытовых устройств:
- с одноразовой емкостью;
- с применением баллона стационарного типа;
- ацетилен-кислородные горелки, которые составляют целые агрегаты для пайки медных труб.
По мощности горелки классифицируются так:
- для нагрева металла и пайки мягким припоем (бытовые);
- для проведения работы мягким и твердым припоем (полупрофессиональные);
- для осуществления пайки твердыми припоями (профессиональные).
Использование строительного температурного фена позволяет производить пайку легкоплавким припоем. Этот инструмент способен выделять струю горячего воздуха до 650 ℃.
Разновидности флюсов
Для образования качественного и надежного соединительного шва применение флюса имеет огромное значение. Он представляет собой состав, который способствует хорошему растеканию припоя, при этом очищая поверхность детали от окислов и грязи. Важной функцией флюса считается защита от попадания кислорода к месту пайки, что значительно повышает сцепление припоя с поверхностью металла.

По содержанию активных веществ флюс для пайки меди может быть следующих разновидностей:
- кислотным;
- бескислотным;
- активированным;
- антикоррозийным.
Для создания прочного соединения флюс должен отвечать нескольким требованиям:
- Плотность и вязкость состава должна быть ниже, чем у припоя.
- Нанесенный флюс, независимо от вида, должен равномерно размещаться по всей поверхности соединения.
- Эффективно растворять оксидную пленку, предотвращая ее повторное появление на изделии.
- Не должно происходить разрушение состава под воздействием высоких температур.
- Способность производить пайку как на горизонтальных поверхностях, так и на вертикальных стыках.
- И конечно, способствовать созданию аккуратного внешнего вида соединительного шва. Процесс пайки меди серебром проходит наиболее успешно при использовании флюсов, в состав которых входят фтористые соединения калия и бора.
Виды припоев
В качестве припоя для пайки меди могут применяться некоторые чистые металлы, а также их сплавы. Для создания надежного контакта припой должен хорошо смачивать основной металл, в противном случае произвести пайку невозможно.
Температура плавления припоя меньше такого же показателя соединяемых металлов, но выше той, при которой сочленение будет прочным.
Легкоплавкие припои
Расплавление легкоплавких (мягких) припоев происходит до 450 ℃. К этой группе относятся материалы, состоящие из свинца и олова в различной пропорции. Для придания составу специальных свойств могут добавляться кадмий, висмут, сурьма.

Оловянно–свинцовые припои не очень прочные, поэтому почти не используются при пайке деталей с большой нагрузкой или эксплуатируемых при температуре более 100 ℃.
Тугоплавкие припои
К этой группе принадлежат припои на основе серебра и меди. Медно–цинковые припои используются для соединения деталей со статической нагрузкой, потому что обладают определенной хрупкостью.

Процесс пайки меди латунью осуществляется с помощью твердого медно–фосфорного припоя.
Серебряные виды припоев относятся к наиболее качественным материалам. Такие сплавы могут содержать кроме серебра, цинк и медь. Эти припои применяются для соединений заготовок, которые работают в условиях ударов и вибраций.
Недопустимые ошибки при пайке
Причиной некачественного соединения двух деталей чаще всего становится спешка, поэтому нужно не забывать контролировать кромки изделия на отсутствие посторонних мелких предметов, которые могут образоваться после резки.
При нанесении флюса стараться не пропустить ни одного малейшего участка поверхности, ведь любой дефект может стать причиной плохого контакта. Если какой-нибудь участок поверхности будет слабо прогрет, то это приведет к слабому сплавлению двух металлов. Перегрев может привести к сгоранию флюса и образованию окалины или окиси на месте пайки, что влияет на ее надежность.
Пайка медного материала не представляет особой сложности, даже для новичка. Главное — строго соблюдать все технологические этапы, не забывая при этом о мерах безопасности при проведении работ с горючими элементами.

