
Проволока для пайки алюминия газовой горелкой
Особенности пайки алюминия газовой горелкой
Существует несколько способов соединить детали из алюминия. Одним из таких способов является пайка алюминия газовой горелкой. При использовании этого метода можно надёжно скрепить заготовки различной толщины. Пайка алюминия газовой горелкой широко применяется как в промышленных условиях, так и в быту. Как и другие методы соединения, пайка имеет определённые преимущества и недостатки.
Плюсы и минусы пайки
Спаивание алюминия при помощи газовой горелки имеет ряд достоинств. К ним относятся:

- Качество работ. Использование горелки даёт возможность получить качественный шов, соединяющий между собой металлические детали.
- Простота в использовании. Осуществлять прогрев поверхностей газовой горелкой сможет даже человек, не имеющий определённого опыта.
- Универсальность. Возможность регулировки интенсивности пламени исключает необходимость использовать одновременно несколько паяльников.
- Мобильность. В отличие от пайки алюминия электрическим паяльником, нет необходимости подключать оборудование к сети питания.
- Равномерный прогрев. Можно осуществлять прогрев поверхностей заготовок одновременно с флюсом и припоем.
- Экономия времени на подготовку оборудования. Пайку алюминия можно выполнять сразу после подключения приспособления к газовому баллону.
 Строение атмосферной газовой горелки
Строение атмосферной газовой горелки
При всех этих достоинствах такой метод спайки алюминия имеет и определённые недостатки:
- Высокая стоимость. Для пайки алюминия газовой горелкой применяется дорогостоящее оборудование.
- Риск возникновения пожара. Открытое пламя, при нарушении техники безопасности во время работы, может привести к возгоранию.
- Низкая скорость выполнения работ (по сравнению со сваркой алюминия).
- Необходимость в индивидуальных средствах защиты.
- Высокая взрывоопасность. Утечка газа может привести к взрыву.
Технология процесса во время выполнения работ
При спаивании алюминия на поверхностях деталей образуется оксидная плёнка. Если выполнять пайку, не удалив предварительно оксидную плёнку, шов не будет иметь необходимую прочность. Плёнка образуется на поверхности металла очень быстро, поэтому от неё не удастся избавиться путём механической очистки заготовки.
 Угол наклона горелки во время пайки алюминия
Угол наклона горелки во время пайки алюминия
Для удаления оксидной плёнки применяются специализированные флюсы. Они блокируют доступ кислорода к месту пайки. Флюсы, применяемые при пайке алюминия, способствуют быстрому расплавлению присадочной проволоки и лучшему её сцеплению с деталями. Существует возможность подготовить металл к спаиванию при помощи химических веществ. В таком случае предварительно изготавливают раствор и наносят его на заготовки.
После механической очистки и химической обработки алюминия заготовки нагреваются до высокой температуры. Степень нагрева регулируется интенсивностью пламени. На разогретое место соединения подаётся присадочная проволока. Её температура ниже, чем у спаиваемого металла. Припой расплавляется, и заполняет все неровности и микропоры, находящиеся на поверхности. По мере остывания припой отвердевает, создавая при этом прочный шов.
Оборудование и материалы
Для выполнения работ по спаиванию алюминия необходимо определённое оборудование и расходные материалы. От качества материалов, применяемых при пайке, зависит прочность соединения. Приспособления и материалы, которые понадобятся при работе, перечислены ниже.
Газовая горелка
Одним из главных приспособлений при проведении процесса является газовая горелка. Может применяться как мощное устройство, так и небольшое устройство. Приспособление осуществляет подачу газа под высоким давлением. Содержимое баллона на выходе из устройства смешивается с воздухом и воспламеняется. С помощью регулировки давления на выходе из приспособления можно задавать необходимую температуру пламени.
Приспособление осуществляет нагрев поверхностей металла. Оказывая температурное воздействие, пламя расплавляет присадочную проволоку и позволяет припою растечься в месте соединения деталей.
 Портативная многофункциональная газовая горелка
Портативная многофункциональная газовая горелка
Газовый баллон
Газовый баллон является герметичной ёмкостью для хранения газообразных веществ. Для проведения процесса можно использовать баллоны различного объёма. Во избежание взрыва, ёмкость следует устанавливать на безопасном расстоянии от места проведения работ.

Шланг и зажимы
Для подачи вещества из баллона к устройству используется гибкий резиновый шланг. Он должен отвечать требованиям безопасности. Запрещается использовать шланги с нарушенной герметичностью, так как это может привести к утечке вещества. Шланг крепится к горелке и баллону специализированными хомутами.

Редуктор
Для обеспечения безопасности во время проведения процесса необходимо подключать оборудование к баллону через редуктор. Он предотвращает возникновение обратного удара пламени. Редуктор устанавливается на выходе из баллона, и является обязательным приспособлением при подключении.
 Пропановый редуктор для газовой горелки
Пропановый редуктор для газовой горелки
Для получения качественного соединения следует использовать специализированный флюс. Его состав может отличаться, в зависимости от разновидности выполняемых работ. Это вещество способствует быстрому расплавлению присадочной проволоки и очищению поверхности от оксидной плёнки.
 Флюс для пайки
Флюс для пайки
Присадочная проволока (припой)
Применяемый припой может быть различным, в зависимости от вида работ. Состав и диаметр присадочной проволоки определяется исходя из физических характеристик металла заготовок. При выборе припоя следует обратить внимание на температуру его плавления. Она должна быть ниже, чем у металлической детали.

Средства защиты
Во избежание получения травм, нужно использовать средства индивидуальной защиты. К ним относятся перчатки и защитные очки. Перчатки защищают руки оператора от ожогов. Защитные очки применяются для защиты глаз работника от попадания мелких абразивных частиц.

Подготовка и выполнение процесса
Подготовка заготовок
Перед началом процесса места спаивания необходимо очистить от грязи, окислений и других посторонних наслоений. Сделать это можно механическим способом, применяя наждачную бумагу или металлическую щётку. Затем, используя специализированные химические составы, материал очищается от жирового налёта и оксидной плёнки. В качестве очистителя можно применять ацетон или растворитель.
 Восстановление деталей пайкой
Восстановление деталей пайкой
Пайка
Первым шагом при спаивании деталей на места соединения наносится флюс. Затем, при помощи газовой горелки, заготовки нагреваются до необходимой температуры. Степень нагрева должна быть такой, чтобы можно было расплавить присадочную проволоку до жидкого состояния.
На нагретые детали подаётся припой. Он должен полностью расплавиться и растечься, заполнив все неровности и поры на поверхностях. При необходимости накладываются несколько швов. После растекания припоя деталям следует дать время полностью остыть. Остывшее соединение пригодно для использования.
 Пайка алюминиевой трубы газовой горелкой
Пайка алюминиевой трубы газовой горелкой
Итак, пайка является одним из способов соединения алюминиевых деталей. При правильной подготовке поверхностей заготовок и выполнении технологических требований этот метод позволяет получить шов высокой прочности с применением минимального количества оборудования. Производить процесс спайки, таким образом, без труда можно в бытовых условиях.
Видео: Как обычной турбогорелкой паять алюминий
Пруток для пайки алюминия в домашних условиях
Всем привет! Многие знают, что алюминий паяют в основном в аргоновой среде специальным сварочным аппаратом, но есть еще вариант для работы с газовой горелкой, да даже турбозажигалкой в небольших масштабах можно пользоваться.
Вообще это не первое мое знакомство с данной проволокой, но опыт покупок не очень хороший, так что поделюсь не только результатом тестирования, но и проверенными местами для покупки, чтобы не получить образец №2, но начнем по порядку.
Содержание
- Характеристики
- Распаковка и внешний вид
- Тестирование
- Итоги
Характеристики
B-Zn98Al 381-400
Примерный состав (вес %): 2,4 Al – остальное Zn
Температура плавления ºС: 360
Прочность на разрыв (МПа): До 100 (Al)
Плотность (г/cм3): 7,0
Распаковка и внешний вид
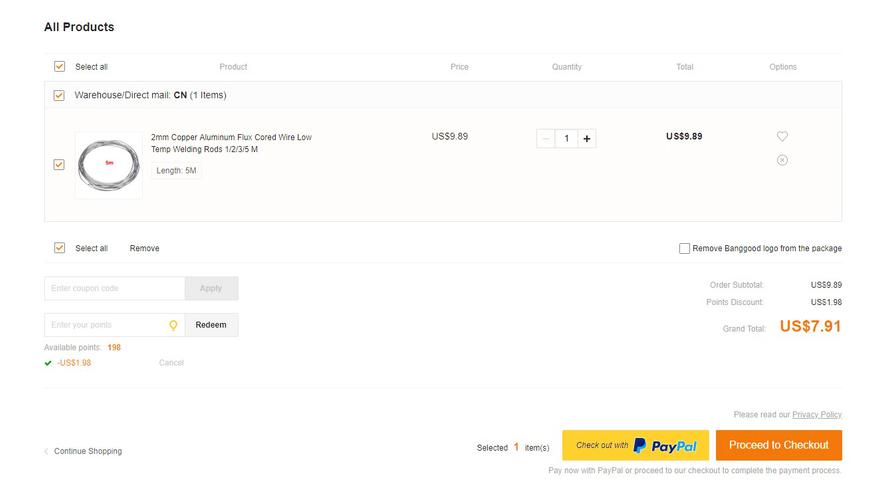
Последним и самым выгодным приобретением был образец №3 из banggood.
Пришел в небольшом сером пакете
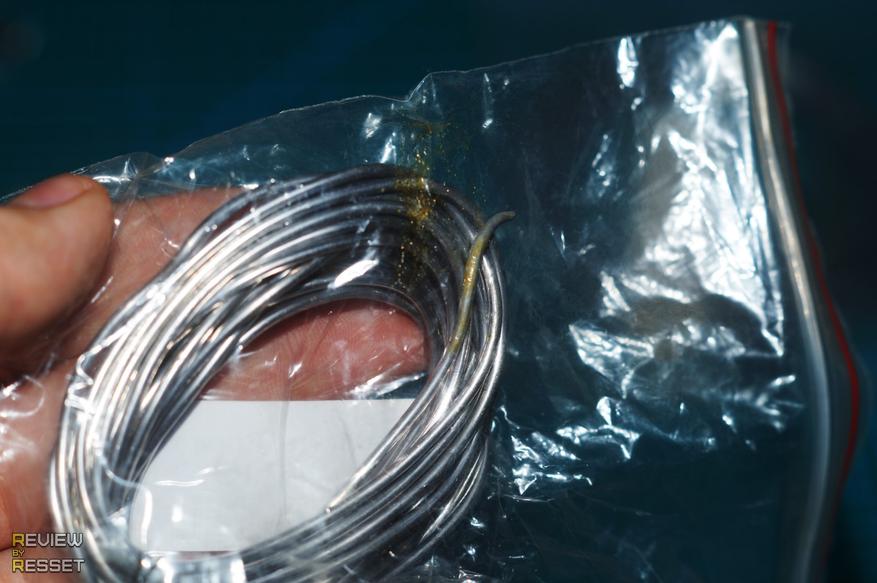
Пруток дополнительно упакован в прозрачный зип-пакет.

5 метров обошлись мне в $8 с поинтами, то есть $1.6 за метр — перейти в магазин
В центре виден белый порошковый флюс, пруток в меру жесткий, выглядит как алюминий без окисления

Сравнение
Первым был куплен крайний левый образец №1 в али. Он абсолютно идентичен по свойствам с образцом №3, но 3 метра обошлись мне в $12, то есть $4 за метр, что почти втрое дороже. проверить текущую цену
В центре образец №2. Он стоит $5 за 3 метра или $1.7 за метр, как и образец №3

Но как только берешь пакет в руку, понимаешь, что это ПОС с не очень густым флюсом внутри.
Еще два образца по $8 за 3 метра так и не были доставлены, вероятно их даже не отправили.
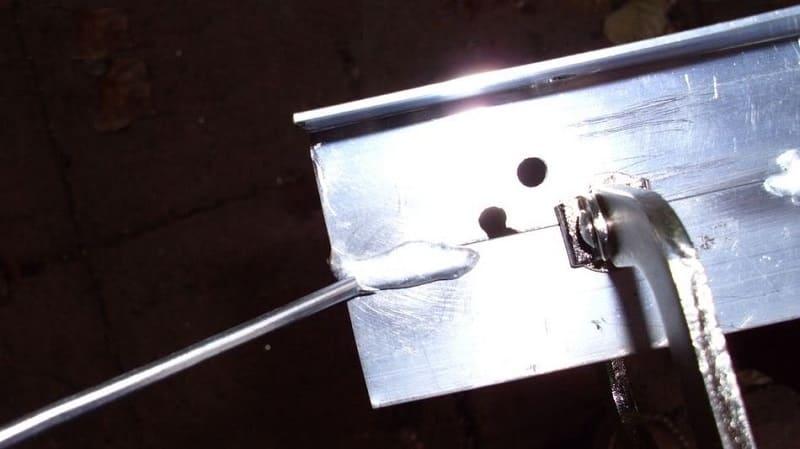
Тестирование
Алюминий со временем покрывается оксидной пленкой, из-за которой поверхность становится матовой, так вот, перед спаиванием поверхности обязательно нужно зачищать до блеска, иначе припой просто будет шариками скатываться по поверхности независимо от степени ее нагрева. Образец №1

Вообще правильно нагреть деталь до температуры около 400 градусов, а затем просто водить прутком, который будет плавиться и заполнять собой щели, но у меня мало опыта, поэтому чтобы не перегреть поверхность, я периодически вношу пруток в пламя горелки. Если температура низкая, припой скатится по поверхности шариком, если достаточная — залудит ее.

Проверка на излом показывает хороший результат — разрыв происходит не по шву

Образец №2. Плавится очень хорошо, выделяет много дыма, воняет горелым «аспирином». К алюминию липнет, но если перегреть, довольно быстро выгорает.

Работать неудобно из-за вони и необходимости контролировать температуру.

Образец №3. Решил спаять трубки внешними стенками

Пробуем разорвать шов. После того как трубка выскочила из тисков, я зажал ее выше, выведя из фокуса и заметил это только на стадии создания гифок

Но есть фото результата на котором видно, что шов не пострадал.

Ну и напоследок срастим алюминиевую трубку с куском «дюральки»

Тест на разрыв так же прошел успешно

Итоги
Занятная проволока — алюминий паяет отлично, заполняя собой даже мелкие щели, главное чтобы стыки не были загрязнены. К меди тоже липнет хорошо, но опытные люди говорят, что для работы с ней лучше использовать другие сплавы, хотя для экстренного полевого ремонта вполне сгодится и этот пруток.
Температура плавления алюминия около 660ºС, казалось бы, можно использовать прутки и на 450-500 градусов, но можно столкнуться с двумя проблемами:
1. Массивную деталь до 500 градусов нужно еще чем-то прогреть
2. Можно перегреть место пайки и испортить деталь
Самым оптимальным мне показался образец №3. Соответствует заявленным характеристикам и стоит дешевле остальных минимум вдвое. Так же на выбор есть лоты разной длины:
1 метр — $2.89
2 метра — $4.39
3 метра — $6.39
5 метров — $9.89
Все о припоях для пайки алюминия
Припои для пайки алюминия сегодня выпускают многие известные торговые марки, но выбор этих расходных материалов нужно осуществлять не только исходя из популярности бренда. Большее значение имеют удобство работы, температура плавления и форма выпуска этих компонентов. О том, как использовать и выбирать прутки для пайки с флюсом и цинковые стержни, порошковую проволоку и другие припои, стоит поговорить более подробно.
Особенности
Алюминий – материал, имеющий свои особенности, в том числе и в удобстве соединения с другими металлами. Его поверхность быстро окисляется, устойчивая оксидная пленка не дает достаточной адгезии. Именно поэтому припой для пайки алюминия нужен специальный, способный эффективно работать даже в таких условиях.
Фактически образуемая на поверхности этого материала после зачистки пленка представляет собой минеральное соединение корунд. В зависимости от примесей и окраски в природе он может именоваться рубином или сапфиром – неудивительно, что спаивание металла под таким покрытием является затруднительным.
Припои для алюминия – это составы, в которых образование шва происходит при любых условиях.
Здесь очень важна температура пайки, поскольку сам металл начинает менять свое агрегатное состояние уже при +300 градусах по Цельсию. Процесс работы тоже имеет большое значение. Здесь используется метод, при котором при пайке поверхность детали обволакивается расплавленными до текучего состояния веществами.
Обзор видов
Существует множество видов припоя с разным типом составов, подходящих для работы с пищевой категорией алюминия или его техническими разновидностями. Сами вещества могут находиться в твердых прутках или стержнях, выпускаться в виде порошковой проволоки с флюсом в качестве присадочной добавки. Есть специальные низкотемпературные составы, позволяющие избежать перегрева детали при работе с ней.
Все существующие варианты можно поделить на несколько групп.
На основе олова
Самый простой и очевидный вариант припоя для металлов – олово. С его помощью получают легкоплавкие соединения с медью и свинцом, кадмием, висмутом, индием. Но есть свои сложности. Алюминий имеет слабую адгезию с такими металлами, поэтому получаемый шов при пайке может оказаться недостаточно прочным. Коррозионная стойкость оловянно-свинцовых сплавов тоже довольно низкая, место соединения в конструкциях требует дополнительной защиты: покрытия грунтом, окрашивания.
Оптимальными для пайки алюминия считаются улучшенные составы. Это сплавы олова с алюминием, медью, цинком, серебром, кремнием.
В России их выпускают преимущественно в прутках, проволоке. Для повышения коррозионной устойчивости шва выбирают цинковые припои с содержанием этого вещества в объеме 40%, остальные 60% занимает олово. Выделяется вариант ПОЦ-80, считающийся аналогом комплексного продукта HTS-2000.
На алюминиевой основе
Эти припои отличаются хорошей адгезией с аналогичными по составу материалами. Можно выделить ряд наиболее популярных вариантов.
- Castolin 192FBK. Алюмоцинковый вариант состава с пропорцией 2% к 97%. Оптимальное решение для соединения деталей из одного вида металла. В сердечнике присутствует флюс, можно не использовать его дополнительно. Выпускается в прутках.
- Castolin AluFlam 190. Припой для капиллярной технологии нанесения. Флюс в составе отсутствует.
- Castolin 1827. Состав, ориентированный на соединение алюминия и меди, имеет температуру плавления 280 градусов.
- Chemet Aluminium 13. Припой для сварки при помощи специальных станков, ориентирован на соединение тугоплавких видов алюминия, в текучее состояние переходит при температуре +600 градусов. В составе 13% кремния и 87% алюминия. Аналог с флюсом имеет маркировку Aluminium 13-UF.
- 34А. Продукт российского производства. Применяется при соединении сплавов АМц, ФМ3М и других. Температура плавления достигает 525 градусов. Предназначен для работы с газопламенной горелкой, производится в порошке, прутках и проволоке.
- Super A+. Продукт российского производства, изготавливается в Новосибирске. Применение рекомендовано с флюсом Super FA. В составе 66% алюминия, 28% меди, в качестве упрочняющей добавки выступает кремний в объеме 6%. Соединение устойчиво к коррозии, обеспечивает хорошую электропроводность.
Это наиболее эффективные припои, позволяющие достичь высокой надежности образованного шва.
Мультикомпонентные
В этой категории лидирует припой HTS-2000, отличающийся от прочих вариантов наличием сразу 9 компонентов в составе. Продукт поставляется в прутках, не требует дополнительного применения флюсов, позволяет вести работу со сплавами на основе алюминия с разной температурой нагрева. Он разработан для домашнего применения, вне промышленной сферы, требует нагрева до +350 градусов, легко проникает через оксидную пленку.
Этот припой не подходит только для соединения меди и алюминия, поскольку в этом случае не удается избежать электрохимической коррозии.
Популярные бренды
Среди производителей припоев для алюминия тоже есть свои лидеры. Среди наиболее надежных, но не самых доступных по цене вариантов, можно выделить французский бренд Castolin. Эта компания выпускает широкий спектр специальных составов как с флюсом, так и без него, предлагает возможности для подбора средств для классической и капельной пайки. Среди европейских производителей большой интерес также представляет немецкая компания Chemet.
Китайский рынок тоже предлагает довольно широкий спектр продуктов, ориентированных на работу с алюминием. Среди заслуживающих внимания фирм можно выделить Zhouda, BangGood.
Американские бренды представлены на российском рынке не слишком широко. Выделяется New Technology Products, именно продукция этой фирмы под маркой HTS часто рекомендуется пользователями для ремонта автомобильных деталей и комплектующих, для работы с тонколистовым алюминием.
Другой американский производитель Harris выпускает алюмоцинковый Harris-52 без флюса с температурой плавления от 380 градусов. Универсальным, пригодным для соединения даже алюминия с медью, считается состав Alcor-22 с антикоррозионным непригорающим флюсом в сердечнике.
Среди российских компаний тоже есть немало брендов, выпускающих специализированную продукцию для соединения алюминия. Особенно выделяется алюмоцинковая проволока от производителя «Зубр», пригодная для домашнего применения и мелкого ремонта. «Завод припоев» из Новосибирска производит собственный состав 20А, созданный в рамках импортозамещения в качестве альтернативы продукции зарубежного производства.
Интерес представляет и московская компания «ИЗАГРИ», разрабатывающая и изготавливающая различные монтажные технологические материалы, в том числе составы для пайки. Именно она производит ПОЦ80 в прутках для пайки алюминия и его сплавов без флюса или с использованием буры.
Как выбрать?
При выборе подходящего припоя для алюминия важно обращать внимание на ряд основных критериев. В первую очередь это цена, которая может достигать 10 000 рублей за килограмм у зарубежных производителей.
Отечественные аналоги обходятся в 10-20 раз дешевле при сходном уровне качества и похожем составе.
Кроме того, имеет значение наличие флюса. В трубках и прутках он чаще всего уже есть, такая продукция стоит дороже, но не требует дополнительного лужения заготовок.
Стоит учесть и состав металлов, которые предстоит соединять. Большая часть припоев рассчитана на работу с чистым алюминием или сплавами на его основе. Для образования шва с медью нужны совсем другие средства, относящиеся к группе универсальных. Например, медно-алюминиево-кремниевый 34А отечественного производства. Но у него есть свои ограничения, связанные с наличием и объемами содержания магния в сплавах металлов.
Секреты использования
Паять алюминий и металлические соединения на основе его сплавов тоже нужно правильно. Обязательным этапом является зачистка поверхности деталей: она необходима при работе с тонколистовыми и стандартными заготовками.
При пайке стоит учесть несколько важных моментов.
- Вести работу нужно газовой горелкой. Паяльник не позволяет достичь желаемой температуры нагрева деталей. В домашних условиях можно использовать насадку на баллон с широким пламенем.
- Механическую обработку необходимо выполнять непосредственно перед нанесением припоя. Металл очень быстро окисляется. Предварительно стоит обезжирить его поверхность органическим растворителем.
- Не оплавлять припой прямым нагревом горелкой. Это повысит качество соединения, улучшит связи на молекулярном уровне. Порошковый флюс внутри трубки прекрасно растекается и при контакте с нагретым металлом.
- Наносить припой в прутках на разогретый металл в месте крепления. Движения должны быть резкими, чиркающими.
- При выборе бесфлюсовых составов необходимо предварительно тщательно залудить поверхность.
- При использовании припоев с высокой текучестью нужно обеспечить тщательное прижимание рабочих поверхностей в области шва до их остывания. Это актуально для составов ПОЦ80 и HTS-2000.
- При работе с тонколистовыми материалами нужно нагреть алюминий до температуры плавления припоя, а затем держать горелку на расстоянии, позволяющем поддерживать этот показатель на постоянном уровне.
- При высоких требованиях к прочности шва можно выполнить предварительную обработку места соединения путем травления, кислотной обработки.
Спаять алюминий с медью сложно, но возможно, при условии обеспечения достаточной изоляции металлов друг от друга. Достигается это за счет особых технологий, позволяющих избежать повышенного электротехнического напряжения в материалах. Кроме того, есть специальные тугоплавкие припои, позволяющие производить работу при высоких температурах в промышленных условиях и при работе горелкой.
С особенностями пайки алюминия можно ознакомиться в следующем видео.
Пайка алюминия газовой горелкой
Автор: Игорь
Дата: 11.07.2016
- Статья
- Фото
- Видео
Потребность в спаивании различных деталей возникает как в домашних, так и в промышленных условиях, так как данный процесс можно отнести к мелкому ремонту, хотя нередко приходится сталкиваться и с более масштабными процедурами. Дело в том, что различные виды и способы сварки металла не всегда могут предоставить результат достойного качества, а также не всегда являются подходящими. Поэтому, пайка алюминия газовой горелкой является вполне востребованным методом, который все же имеет ряд своих особенностей, которые придется освоить новичкам. Дело в том, что спаиваемость этого металла не так хороша, как у других разновидностей, но пайка становится более предпочтительной, так как при сильном нагревании металл меняет структуру и сварка портит его свойства, поэтому не всегда можно использовать сварку. Для поддержания качества следует использовать все имеющиеся дополнительные средства, которые предоставляет инфраструктура, разработанная за долгое время.

Пайка алюминия газовой горелкой
При работе с алюминием возникают проблемы в борьбе с оксидной пленкой, которой металл покрывается за относительно небольшой промежуток времени, так что может появиться даже после предварительной обработки. Пайка горелкой заметно отличается от пайки паяльником и считается более удобным процессом, так как тут можно регулировать температуру и мастер получает больше возможностей для деликатной обработки поверхности, причем как тонкого, так и толстого металла. Нередко в это время используются дополнительные флюсы и различные средства обработки. Пайка алюминия в домашних условиях газовой горелкой облегчает предварительное прогревание металла и расплавку дополнительных расходных материалов.

Пайка алюминия своими руками
Естественно, что для получения качественного соединения требуется опыт работы, так как алюминий относится к легкоплавким металлам, а соответственно, его припои имеют высокую растекаемость. При неправильном подходе материал просто растечется по поверхности, так и не заполнив шов соединения, не говоря уже о заделке дыр, где требуется настоящее мастерство. Здесь же очень важным моментом является подбор присадочного материала, так как для каждого вида пайки он требуется свой припой. Из алюминия может создаваться как корпус механизма или какой-либо толстой герметичной емкости, так и обыкновенные провода. Пайка алюминиевых проводов при помощи горелки проходит более легко за счет удобного регулирования температуры пламени и его интенсивности.
Преимущества 

- Пайка алюминия горелкой является универсальной, в отличие от применения паяльника, и может использоваться как для тонких деталей, так и для толстых;
- Газовая горелка имеет возможность регулировки интенсивности горения пламени, что определяет температуру нагрева, тогда как при работе с паяльником необходимо иметь несколько инструментов различной мощности;
- Горелкой можно подогревать поверхность металла, расплавлять припой и флюс;
- Скорость работы медленнее, так что появляется возможность делать все более качественно и спокойно;
- Итоговые результаты оказываются более качественными, чем при использовании паяльника;
- Инструмент практически сразу готов к использованию и не нужно долго ждать пока он остынет после работы.
Недостатки
- Подготовка к работе занимает более длительный отрезок времени;
- Себестоимость процесса спаивания становится более высокой;
- Работа становится менее безопасной, так как емкость, в которой находится газ, может взорваться, если на нее будет воздействовать открытый источник огня, или же шланги могут пропускать газ, что также нанесет вред организму;
- Оборудование для работы является более дорогостоящим.
Материалы и инструмент
- Основным инструментом является газовая горелка, которая пропускает через себя газ под давлением. Во время горения он расплавляет металл припоя и действует, как главная сила температурной обработки. За счет регулировки подачи давления определяется общая температура пламени.
- Емкость с газом, которая может быть представлена небольшим баллоном. Здесь находится расходный горючий материал, который должен быть надежно изолирован от внешнего воздействия.
- Шланг для соединения горелки и баллона. Его самого, а также соединения, следует всегда проверять на целостность перед использованием.
- Припой для пайки алюминия, который выбирается согласно той разновидности процедур, с которыми будет взаимодействие. Когда идет пайка алюминия газовой горелкой присадочная проволока выбирается по составу основного металла.
- Флюс для улучшения свойств спаивания. Он преимущественно используется для толстых заготовок, но также используется и для пайки различных сортов металла, таких как пайка алюминия со сталью газовой горелкой, или особо сложных случаев.
Температура плавления проволоки всегда должна быть ниже температуры плавления основного металла.»
Пошаговая инструкция
- Для начала проводится подготовка поверхности металла, для чего осуществляется предварительная зачистка поверхности детали мелкой металлической щеткой или наждачной бумагой. Также нужна обработка растворителем, который поможет ликвидировать налеты жира и масла, убрать оксидную пленку и прочие негативные эффекты.
- Затем необходимо обработать всю поверхность, где будет проходить пайка, флюсом. Это поможет улучшить свойства спаивания, текучесть и смачиваемость материала.
- После нужно прогреть заготовку при помощи горелки, чтобы припой смог лучше расплавиться и растечься по поверхности.
- После этого уже можно приступать к спаиванию, поднеся припой или присадочную проволоку к поверхности заготовки и зажечь горелку. Обрабатывая пламенем горелки расплавить материал, чтобы он растекся по поверхности и застыл там. Накладывание нескольких слоев может проходить в несколько этапов.
- В конце, когда расходный материал заполнит все трещины и выемки, образуя ровную поверхность, нужно дать остыть и проверить качество соединения.

Пайка алюминия горелкой
Если толщина детали более 4 мм, то следует заняться разделкой кромок, так как алюминий иначе не пропаяется.»
Режимы пайки горелкой
Толщина заготовки, мм
Техника безопасности
Перед каждым использованием газовой техники нужно проверять целостность и исправность работы газового баллона, шлангов и прочих. Баллоны нужно держать максимально далеко от открытого пламени. Вблизи рабочего места не должно быть никаких легко воспламеняемых предметов, а также горючих вещей.
Особенности пайки алюминия в домашних условиях
Алюминий – легкий прочный металл, применяемый в промышленных, хозяйственных, технических отраслях и электронике. Есть мнение, что его можно паять только с помощью специального оборудования, и в быту такая операция невыполнима. Но многие пользователи сталкивались с ситуациями, когда нужно создать герметичное соединение (например, запаять кастрюлю). Такая возможность существует и пайка алюминия в домашних условиях – реальность. Необходимо только знать технологию и иметь под рукой определенные элементы.
Информация о технике пайки алюминия
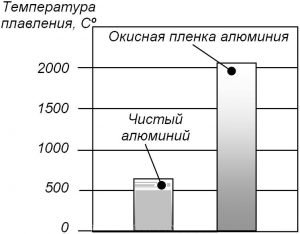
Способность металла создавать на своей поверхности прочную оксидную пленку является основной проблемой при производстве пайки. Ее невозможно удалить механическим путем с помощью зачистки, так как процесс образования новой пленки занимает по времени менее секунды. Такое препятствие не позволяет произвести лужение поверхности, потому что является тугоплавким, а основной материал (алюминий) обладает температурой плавления в 660(сплавы еще меньше).
Чтобы решить возникшую задачу, необходимо применение специальных флюсов и припоев. Может понадобиться дополнительное нагревание поверхности на газовой плите или посредством паяльной лампы.
Пайка алюминия своими руками может производиться с помощью обычного паяльника мощностью 100 и более Ватт либо газовой горелки. Второй вариант используется при обработке больших площадей и длинных стыков. Но нельзя допустить перегрева основной детали, потому что она может расплавиться или получить деформацию (изменение геометрии).
Функции, выполняемые флюсом
Чтобы алюминий или его сплав вступил во взаимодействие с припоем, нужно разрушить пленку на его поверхности в месте будущего соединения. Эту функцию выполняет флюс – вещество способное:
- удалять оксидные образования;
- нормализовать поверхностное натяжение металла;
- улучшать распределение припоя.
При выборе флюса необходимо внимательно изучить прилагаемую аннотацию. В ней указывается, для какого металла предназначено изделие и вид припоя, с которым оно взаимодействует наиболее эффективно.
Из активных флюсов отечественного производства при пайке алюминия своими руками рекомендуются марки:
- Ф 61 – при работе с алюминиевыми сплавами и в низкотемпературных режимах.
- Ф 64 – для крупных и массивных деталей.
- Ф 34А – при использовании тугоплавких припоев, требующих применения высокой температуры.
Зарубежным аналогом, пользующимся популярностью в нашей стране, является Castolin Alutin 51L. Наибольшая эффективность достигается при взаимодействии с припоями той же фирмы.




Припой, его назначение и критерии выбора
Припой – материал, используемый для соединения металлических деталей или заготовок, а также для восстановления целостности поверхности. Температура его плавления ниже, чем у алюминия и разделяется на:
- низкую;
- среднюю;
- высокую.
Основное признание получили составы, работающие при средней и высокой температуре, потому что соединения, созданные на их основе, отличаются прочностью и долговечностью. Низкотемпературные припои могут разрушаться при перегревании изделия, поэтому применяются для спайки объектов, не предусматривающих значительного нагрева.
Составы, содержащие такие компоненты, как кремний, медь, алюминий, цинк, наиболее подходят для пайки алюминия. Среди них можно отметить ЦОП-40, 34А или импортный Aluminium 13.



Прочность соединения и его сопротивляемость коррозии находится в прямой зависимости от процентного содержания цинка в составе припоя.
Подготовительный этап
Прежде чем приступить к непосредственному процессу пайки алюминия, необходимо провести подготовку рабочего места, инструментов и самого материала:
- Подготовка рабочего места сводится к удалению лишних предметов, особенно при использовании газовой горелки или паяльной лампы.
- Заготовки должны быть надежно закреплены в тисах или струбцинах.
- Инструменты располагаются в легкодоступных местах на расстоянии вытянутой руки.
- Припой нужно заготовить в достаточном количестве, исключающем прекращение процесса пайки для его поиска и доставки.
- Алюминиевые заготовки в местах пайки зачищаются наждачкой или напильником, после чего обезжириваются ацетоном или бензином.
- При работе с крупными деталями, места соединения придется подогревать с помощью открытого огня, поэтому особое внимание следует уделить соблюдению мер пожарной безопасности.
Процесс пайки алюминия
После подготовки начинается работа по непосредственному спаиванию деталей. Процедура пайки алюминия паяльником выглядит следующим образом:
- зона спаивания обильно покрывается флюсом;
- раскаленное жало паяльника очищается путем погружения в канифоль;
- часть припоя наносится тонким слоем на место соединения (лужение);
- производится наложение основного слоя припоя.
После окончательного застывания, место обработки протирается влажной губкой и шлифуется инструментом с абразивной поверхностью.
Несколько иначе происходит пайка алюминия газовой горелкой. Заготовки должны быть разогреты по всей поверхности, иначе эффективного соединения не достигнуть. Используется проволочный припой, расплавляемый пламенем газовой горелки непосредственно на стыке деталей. Предварительно место соединения обрабатывается флюсом.
Важным моментом является использование индивидуальных средств защиты от вдыхания паров флюса. Лучше всего использовать респиратор и обеспечить хорошее проветривание рабочего пространства.
Видео по теме: Пайка алюминия
Как спаять алюминий в домашних условиях, особенности пайки алюминия
Пайка алюминия — трудновыполнимый в домашних условиях процесс. Сложность объясняется свойствами металла, которые затрудняют соединение отдельных частей из алюминия с другими веществами. Соединять алюминий нужно с соблюдением специально разработанных технологий, обеспечивающих качество пайки. Значение имеет опыт мастера, соединяющего пайкой детали из алюминия.
Почему алюминий плохо паяется
Многие пробовали паять алюминий в домашних условиях и хорошо поняли: припой не хочет прилипать к поверхности деталей. Это происходит по причине образования на металле устойчивой оксидной пленки, которая имеет низкую адгезию к материалу припоя. Методы пайки алюминия в домашних условиях сводятся к борьбе с защитной пленкой.
В минералогии оксид алюминия называют корундом. Он состоит из прозрачных кристаллов, являющихся драгоценными камнями. Корунд имеет различную окраску, зависящую от примесей: хром придает красноватый оттенок, сапфир — синеватый. Окисная пленка обладает высокой прочностью и не поддается пайке. Ее необходимо удалить с поверхности и после этого начинать паять детали.

Как удалить оксидную пленку
Пленку с поверхности металла удаляют несколькими способами, наиболее эффективными являются химический и механический. Оба метода для работы требуют безвоздушной среды, в которой нет кислорода.
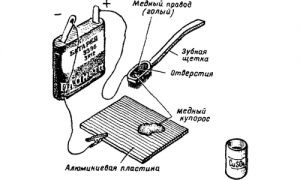
Химический метод основан на осаждении на поверхности заготовки цинка или меди путем электролиза. На место, подготовленное к пайке, наносят медный купорос в виде концентрированного раствора. К чистому участку металла прикрепляют минусовую клемму аккумулятора или другого источника питания. Один конец медной проволоки подключают к плюсовой клемме, другой опускают в раствор на поверхности алюминия. В результате электролиза медь или цинк тонким слоем оседает на алюминии и крепко к нему прилипает. Теперь можно производить пайку алюминия оловом.
Для удаления оксида используют масляную пленку. Для этого способа лучше брать масло синтетическое или трансформаторное с малым содержанием воды. Другие виды масел нужно подержать при температуре +150…+200°С, вода испарится. При более высокой температуре содержимое начнет разбрызгиваться. Обезвоженное масло наносится на поверхность алюминиевой детали. Наждачной бумагой нужно под нанесенным слоем потереть алюминий для удаления оксида.
Наждачную шкурку заменяют скальпелем, зазубренным жалом паяльника или железной стружкой, полученной из натертого напильником гвоздя. Стружку насыпают на масло и жалом паяльника трут по поверхности, сдирая оксидный слой. Массивную деталь желательно подогреть горячей воздушной струей. Припой паяльником погружается в масляную капельку и растирается по месту пайки. Для лучшего прохождения процесса пайки добавляется канифоль или другой флюс.
Для пайки алюминиевых проводов созданы флюсы на основе ацетилсалициловой или ортофосфорной кислоты, солей борной или натриевой кислоты. Канифоль применяется редко, она малоэффективна в случае с алюминием. Флюсы применяются при пайке проводов, кастрюль и других вещей.
Флюсы для пайки алюминия
Флюсы имеют высокую активность, поэтому после пайки их нужно смывать раствором воды с щелочью. Роль щелочи хорошо выполняет пищевая сода. После щелочи место соединения промывается чистой водой. Следует беречь органы дыхания от попадания в них паров флюса. Они способны раздражать слизистые и попадать в кровь. Наиболее распространенные из них требуется рассмотреть каждый в отдельности.
Канифоль
Канифоль — наиболее востребованный из всех флюсов. Он используется при соединении различных металлов. На алюминии работает только при отсутствии воздуха, поэтому применяется редко. Времени при работе с канифолью тратится больше, эффективности меньше. Этот флюс не для профессионалов, выполнять пайку может, но качество соединения не отличается прочностью.
Порошковый флюс
Алюминий паяют газовой горелкой с применением порошковых флюсов. Не рекомендуется к пламени добавлять кислород, он снижает эффективность работы флюса. Наиболее распространенные флюсы:
- Ф-34А;
- бура;
- ацетилсалициловая кислота;
- паяльный жир.

Ф-34А — активный флюс, имеющий в составе 50% хлорида калия, 32% хлорида лития, 10% фторида натрия и 8% хлорида цинка. Состав применяется с припоями, содержащими химические добавки. Он обладает гигроскопичностью и растворяется в воде.
Бура — порошок, плавящийся при 700°С, обладает растворимостью в воде, смывается водным раствором лимонной кислоты. Отличается низкой стоимостью.
Ацетилсалициловая кислота встречается в виде таблеток аспирина. При нагреве паяльником выделяются вредные для здоровья человека пары, обжигающие нос, глаза и органы дыхания.
Паяльный жир состоит из парафина, хлорида аммония и цинка, деионизированной воды. Хорошо паяет предварительно прогретые места, прошедшие процедуру лужения. После спаивания алюминиевых деталей рекомендуется остатки флюса смывать, иначе он вызывает коррозию металла.
Жидкий флюс
Жидкий флюс наносится на место пайки тонким слоем. При работе паяльником быстро испаряется с выделением обжигающих паров. Флюс Ф-64 в своем составе содержит фториды, тетраэтиламмоний, ингибиторы коррозии и дионизированную воду. Хорошо разрушает оксидную пленку и помогает паять заготовки из алюминия больших размеров. Используется при паянии меди, алюминия, оцинкованного железа и других металлов.
Ф-61 состоит из триэтаноламина, фторбората аммония и фторбората цинка. Используется при лужении и пайке сплавов алюминия при температуре до 250°С. Castolin Alutin 51 L состоит из кадмия, свинца и 32%-ного олова. Наиболее эффективно работает при температурах выше 160°С.
Любой из перечисленных флюсов помогает запаять алюминиевую кастрюлю, алюминиевые заготовки разных размеров, соединять методом пайки дюралюминий, дюралевые (дюраль) заготовки.
Припой для пайки алюминия
Припой для пайки алюминия делается на основе цинка или алюминия. В него вносятся добавки для достижения различных характеристик: для понижения температуры плавления, увеличения прочности. Производят их в Америке, Германии, Франции, России. Рассмотрим некоторые из них.
Распространенный и широко разрекламированный припой для алюминия — HTS 2000. Его производит компания из США. Практика свидетельствует о его непрочности: спаянные детали пропускают воздух и влагу. Без флюса его применять невозможно.
Castolin 192FBK на основе цинка (97%) и алюминия (2%) производится во Франции. Компания Castolin выпускает припои 1827 и AluFlam-190, предназначенные для пайки меди и алюминия при 280°С.

Castolin 192FBK — трубчатый припой, содержащий в сердечнике флюс. Выпускается в виде прутков, 100 г которых стоит 100-150 руб. Хорошо паяет мелкие отверстия и трещинки.
Chemet Aluminium 13 — припой, используемый при сварке деталей при 640°С и выше. В его основе лежит алюминий (87%) и кремний (13%). Температура плавления припоя — около 600°С. Выпускается в виде прутков, которых на 100 г приходится 25 шт. 100 г стоят 500 руб. Разновидность под наименованием Chemet Aluminium 13-UF имеет полую структуру и содержит в сердечнике флюс. Его стоимость за 12 прутков, которые весят 100 г, 700 руб.
Алюминиевый припой производится и на отечественных предприятиях. Для пайки с помощью газовой горелки применяется состав марки 34А. Он плавится при температуре 525°С, хорошо паяет сплавы АМц, АМ3М, АМг2. 100 г стоят 700 руб.
Марка А состоит из 60% цинка, 36% олова и 2% меди. Плавится при 425°С. Выпускается прутьями весом 145 г. Стоимость одного прута — 400 руб.
SUPER A+ производится в Новосибирске и является аналогом HTS-2000. Применяется вместе с флюсом марки SUPER FA. Стоит 800 руб. за 100 г. В расплавленном состоянии становится тягучим, приходится применять стальные инструменты для его разравнивания.

