Присадка для сварки алюминия аргоном
Присадочные проволоки для сварки алюминия аргоном в Москве
Пруток присадочный алюминиевый с содержанием кремния не выше 5%. Предназначен для сварки и ремонта изделий из алюминия и алюминиевых сплавов методом аргоно-дуговой сварки TIG AC/DC (ТИГ переменный ток). В 1 кг 116 шт

Диаметр: 0.80 мм, материал: металлический сплав, тип покрытия: омедненный, вес: 5 кг, относительное удлинение: 29 — C1, 27 — M21, предел текучести: 430 — C1, 460 — M21, временное сопротивление разрыву: 540 — C1, 560 — M21; атмосфера для сварки: углекислый газ, инертный.

Диаметр: 1 мм, материал: алюминий, вес: 0.50 кг; атмосфера для сварки: инертный газ; подходит для сварки алюминия

материал: нержавеющая сталь, диаметр: 1.20 мм, вес: 5 кг, длина: 100 см, режим сварки: DC, относительное удлинение: 35 %, предел текучести: 460 МПа, временное сопротивление разрыву: 615 МПа; подходит для сварки нержавеющей стали, высоколегированной стали

материал: алюминий, диаметр: 2.40 мм, вес: 5 кг, длина: 100 см; подходит для сварки алюминия
Пруток присадочный алюминиевый с содержанием магния не выше 5%. Предназначен для сварки и ремонта изделий из алюминия и алюминиевых сплавов методом аргоно-дуговой сварки TIG AC/DC (ТИГ переменный ток). В 1 кг 116 шт

Диаметр: 0.80 мм, материал: алюминий, вид проволоки: сплошное сечение, упаковка: бобина, вес: 0.50 кг, относительное удлинение: 18%, предел текучести: 55мПа, временное сопротивление разрыву: 165мПа; атмосфера для сварки: инертный газ; подходит для сварки алюминия

материал: алюминий, диаметр: 1.60 мм, вес: 5 кг, длина: 100 см; подходит для сварки алюминия

диаметр: 1.20 мм, материал: алюминий, вид проволоки: сплошное сечение, упаковка: бобина, вес: 2 кг, относительное удлинение: 26 %, предел текучести: 120 МПа, временное сопротивление разрыву: 265 МПа; атмосфера для сварки: инертный газ; подходит для сварки алюминия

диаметр: 1.20 мм, материал: алюминий, вид проволоки: сплошное сечение, упаковка: бобина, вес: 2 кг; атмосфера для сварки: инертный газ; подходит для сварки алюминия
Проволока er5183 elkraft 93621 предназначена для полуавтоматической сварки mig/mag. Применяется для сварки ответственных конструкций из al-mg сплавов, содержащих > 3% mg, таких как almg3, almg4, almg5, almg6, с аналогичными

материал: металлический сплав, диаметр: 2 мм, вес: 5 кг, длина: 100 см, режим сварки: DC; подходит для сварки углеродистой стали, низкоуглеродистой стали, низколегированной стали

Материал: нержавеющая сталь, вид проволоки: сплошное сечение, упаковка: бобина, вес: 1 кг; атмосфера для сварки: инертный газ; подходит для сварки нержавеющей стали

материал: алюминий, диаметр: 3.20 мм, вес: 5 кг, длина: 100 см, упаковка: туба; подходит для сварки алюминия

материал: алюминий, диаметр: 4 мм, вес: 5 кг, длина: 100 см; подходит для сварки алюминия

материал: алюминий, диаметр: 4 мм, вес: 5 кг, длина: 100 см, режим сварки: AC
SELLER TIG ER-308LSi является коррозионностойким хромоникелевым 20Cr/9Ni присадочным прутком с особо низким содержанием углерода для дуговой сварки вольфрамовым электродом в среде защищенных газов, пригодным для сварки аустенитных нержавеющих сталей, марки 18Cr/8Ni, тип.

Диаметр: 0.80 мм, вид проволоки: порошковая, упаковка: бобина, вес: 1 кг; подходит для сварки углеродистой стали, низкоуглеродистой стали, низколегированной стали

материал: алюминий, диаметр: 2 мм, вес: 5 кг, длина: 100 см; подходит для сварки алюминия

материал: алюминий, диаметр: 4 мм, вес: 5 кг, длина: 100 см

материал: алюминий, диаметр: 2 мм, вес: 5 кг, длина: 100 см, режим сварки: AC
Пруток присадочный алюм. TIG ER4043 ( Св-АК5) д=3,2мм туба 1кг [ELKRAFT

диаметр: 0.80 мм, материал: алюминий, вид проволоки: сплошное сечение, упаковка: бобина, вес: 0.45 кг; атмосфера для сварки: инертный газ; подходит для сварки алюминия

материал: металлический сплав, диаметр: 1.60 мм, вес: 5 кг, длина: 100 см, режим сварки: DC, относительное удлинение: 26 %, предел текучести: 470 МПа, временное сопротивление разрыву: 560 МПа; подходит для сварки углеродистой стали, низколегированной стали

материал: алюминий, диаметр: 2.40 мм, вес: 5 кг, длина: 100 см, относительное удлинение: 18 %, предел текучести: 55 МПа, временное сопротивление разрыву: 165 МПа




материал: металлический сплав, диаметр: 1.60 мм, вес: 5 кг, длина: 100 см, режим сварки: DC, относительное удлинение: 26 %, предел текучести: 420 МПа, временное сопротивление разрыву: 515 МПа; подходит для сварки углеродистой стали, низколегированной стали

материал: алюминий, диаметр: 3.20 мм, вес: 5 кг, длина: 100 см; подходит для сварки алюминия
Пруток присадочный алюм. TIG ER5356 ( Св-АМг5) д=2,0мм туба 1кг [ELKRAFT

материал: алюминий, диаметр: 2.40 мм, вес: 5 кг, длина: 100 см, режим сварки: AC
Цена указана за бухту весом 5 килограмм

материал: алюминий, диаметр: 1.60 мм, вес: 5 кг, длина: 100 см, режим сварки: AC; подходит для сварки алюминия
Присадочный пруток Характеристики: Металл Алюминий Ø, мм 3,2 Вес, кг 5 Упаковка Туба Длина, мм 1000

Материал: нержавеющая сталь, диаметр: 2 мм, вес: 5 кг, длина: 100 см, режим сварки: DC, относительное удлинение: 35 %, предел текучести: 350 МПа, временное сопротивление разрыву: 520 МПа, упаковка: пенал

Диаметр: 0.80 мм, материал: сталь, вид проволоки: порошковая, вес: 1 кг; подходит для сварки углеродистой стали, трудносвариваемой стали

Алюминиевая проволока AL Mg 5 (ER-5356) используется при проведении полуавтоматической сварки в среде защитного газа.За счет добавленных легирующих элементов в сварном шве поддерживаются необходимые прочностные и химические свойства свариваемых изделий, возрастает качес.

диаметр: 0.80 мм, материал: металлический сплав, вид проволоки: порошковая, упаковка: бобина, вес: 0.90 кг, относительное удлинение: 22 %, предел текучести: 400 МПа, временное сопротивление разрыву: 480 МПа; подходит для сварки углеродистой стали, низколегированной стал.

материал: нержавеющая сталь, диаметр: 1 мм, вес: 5 кг, длина: 100 см, режим сварки: DC, относительное удлинение: 36 %, предел текучести: 440 МПа, временное сопротивление разрыву: 580 МПа; подходит для сварки нержавеющей стали
Nicholas1981 › Блог › О сварке аргоном алюминия для начинающих

Значит купил я себе вот такой аппарат, давно мечтал, откладывал в дальний ящик, ну когда нибуть…очень хочу. Тут звезды видно сошлись на небе и деньги были и аппарат подвернулся, еще и раздумывал стоит ли так опускать свой бюджет, но где-то внутренее я говорило «-Бери!»

Процитирую множество пользователей сварочных форумов.Типичный китаец.)))
Расскажу в своей заметке о сварке алюминия и советы для начинающего аргонщика от такого же как и вы, профессионалов полно на ютубе их всегда найдете легко)))
Первая проблема с которой я столкнулся (имея опыт в сварке) аппарат варит все, но не алюминий, или если варит то не так как у других.
Есть у меня такая книга «Сварка и резка металлов» Все в ней описано просто и понятно без всяких тайн.

Книга старая 1975г. но все виды сварки описаны, и мало что изменилось с тех времен, сейчас она не менее актуальна.
Я долго пытался разобраться и понять почему же я немогу сварить алюминий, пересмотрел кучу видео и прочитал много постов на форумах, а ничего не помогало. Все оказалось простосто. Плохой аргон или аргон не соответствующий заявленному.
Первый балон с аргоном я купил за 2 тр заправленный у бывшего сварщика, который провалялся в гараже ндцать лет. Когда вы варите алюминий плохим аргоном -первое что происходит это кромки не свариваются, не разрушается оксидная пленка и они не смыкаются, присадка скатывается в шарик покрытый оксидом и не сплавляется с основным металлом.
Второй баллон я купил в шарашкиной конторе, которая не завод, но оборудование по заправке имеет .углекислоты, кислорода и аргона и покупает его в цистернах, баках и разливает его в несамых лучших условиях с несамыми лучшими рабочими. И имеет документы на газы, в частности аргон 99,993.
Буру у них углекислоту и проблем не испытывал.
Но с аргоном все оказалось чуть лучше. Но сварка оказалась не айс, с переменным успехом .
Следующий баллон аргона был куплен уже не в шарашкиной конторе, просто потому что у них не было, а у поставщика с Краснодарского завода. Сомневаюсь что в промежутке между заменой аргона, я научился варить алюминий))) Но это просто земля и небо.

Вообщем вывод такой покупать аргон у проверенных поставщиков, потому как документы о 99,993 могут быть у любого а по факту с нарушением технологии заправляют…
Следующая проблема при сварке алюминия это проблема выбора тока!
Сначало вы в валиваете в деталь за сотню ампер и сварочная ванна еле еле появляется, а потом от этого тока деталь просто вся плывет. Алюминий коварный и теплоемкий . Лучше предварительно прогревать деталь до 200-300 градусов феном. И есть такое интересное правило если сварочная ванна не появляется спустя 2-4 секунды после зажигания дуги то тока мало. А вообще педалька рулит при сварке алюминия.
Дальше -выбор электродов
Для алюминия берите 2.4мм 3.2мм, ну просто потому, что все остальные быстро сгорают в виду коварности алюминия, с начало вы вваливаете за 100 ампер, а через несколько минут уже комфортно варите эту же деталь на 60-70 амперах. Тут 1.6 и меньше образуют огромный шарик на кончике электрода, и дуга будет плясать.
Подготовка металла перед сваркой. Алюминий просто необходимо готовить для сварки, удалить толстую накопившуюся оксидную пленку которая разобьется в процессе сварки и сварочный шов будет иметь вкрапления этой пленки это будет хорошо видно.
Оксидную пленку удаляем механически с остальными загрязнениями. Я удаляю борфрезами.
В случае тонкого металла, типа радиаторов и тп подходит травление . это химический способ разрушить оксидную пленку.
Вот выдержка из книги
Свариваем алюминий без аргона

Привет друзья! Я покажу как сварить алюминий без аргона, обычным инвертором. Весь процесс будет полностью идентичен как при электродуговой сварке стали, за исключением одного небольшого изменения. С помощью этого способа вы сможете без труда производить ремонт алюминиевых деталей или узлов дома, без дорогостоящего оборудования для аргонной сварки.
Понадобится
- Инверт постоянного тока, способный выдать 120 А.
- Специальный электрод для сварки алюминия — http://alii.pub/5nyy46
Со сварочным аппаратом, думаю все понятно, а про электрод нужно пояснить. Оказывается, не так давно, в продаже появились специализированные электроды для сварки алюминия обычной сваркой без аргонной среды.
Марки их могут быть различны, так что спрашивайте в магазинах. В любом случае их без проблем можно приобрести в интернете.

Строение они имеют такое же как электрод для стали: жила, имеющая толстое покрытие. Тут все также, только электрод имеет другую цветовую палитру: жила — блестящая, так как состоит преимущественно из алюминия, покрытие — белое.


Такие электроды предназначены не только для алюминия, а так же для его сплавов: силумин, дюраль. Поэтому без труда можете варить и их.
Что нужно знать, чтобы сделать качественный шов?
Хоть метод почти ничем не отличается от обычной дуговой сварки, нужно учесть следующие:
- Сварочный ток должен быть порядка 70-100 А
- Сварка ведется на короткой дуге.
- Угол электрода при сварке должен быть 90 градусов.
- Электрод сгорает в три раза быстрее, чем при обычной сварке стали.
Варить алюминий гораздо сложнее, поэтому, если вы не разу этого не делали, то советую обязательно потренироваться, что буду делать и я.
Свариваем алюминий обычным инвертором без аргона
Мой первый опыт сварки этого металла в без аргонной среде. Я буду сваривать толстые пластины. Закрепляем детали струбцинами. Минус подключаем к нижней пластине. Плюс к электроду.

Изначально рекомендую установить ток 100 А и попробовать.

Варим все на короткой дуге, так как из-за быстрого плавления электрода ее очень трудно ловить, особенно с непривычки.

Приноровившись уже получается стабильно держать дугу.
Как и после обычной сварки отбиваем окалину молотком.

И зачищаем щеткой.

Не судите строго, для первого тренировочного раза, я считаю, это хороший результат.

Особенно учитывая насколько это трудоемко и непривычно после обычной сварки стали.

Рекомендации для качественной сварки
- Зачистите щеткой по металлу место сварки, чтобы удалить оксид с поверхности.
- Если есть возможность, нагрейте детали газовой горелкой до 150-200 градусов Цельсия, это упростит задачу получения качественного шва.
- В момент сварки ведите электрод быстрее, так как он сгорает быстрее примерно в 3 раза.
Подведение итогов
Прочность шва получается ничуть не хуже чем у аргонной сварки.
Конечно, немного трудоемкий процесс, но следует только приноровиться и все пойдет как по маслу. Из недостатков хочется отметить небольшую дороговизну электродов, по сравнению с обычными. Но если с сравнивать с аргонной сваркой, то сантиметр шва получается в разы дешевле, так что способ все равно выигрывает.
Смотрите видео
Обязательно посмотрите видео, где видно насколько это тяжело сделать с первого раз.
Присадочные проволоки для сварки алюминия аргоном в Москве
- Бисер и бисероплетение
- Прутки для сварки металла
- Проволока для сварки

Пруток сварочный Русэлком Пруток сварочный алюминий ER-4043 (ALSi5) ф2,0*1000
Алюминиевая сварочная проволока ER 4043 Deka d-1,0 мм кат. 0,5кг
Сварочная проволока MAGMAWELD MG 2 (D200 RND) 0.80 (mm) — 5 (Kg)
Пруток нержавеющий ESAB OK Tigrod 318Si 1.2 мм 5 кг
Пруток присадочный алюм. TIG ER4043 ( Св-АК5) д=4,0мм
Пруток алюминевый FoxWeld АL Si 5 (ER-4043) 2.4 мм 5 кг
Проволока сварочная нержавеющая Deka ER308Lsi 0.8мм кат. 1кг
Пруток алюминиевый FoxWeld АL Si 5 (ER-4043) 1.6 мм 5 кг
Алюминиевая сварочная проволока ER 4043 Deka d-0,8мм кат. 0,5кг
Пруток алюминиевый Сварог TIG ER4043 3.2 мм 5 кг
Пруток омедненный ELKRAFT TIG ER70S-6 2 мм 5 кг
Пруток алюминиевый FoxWeld АL Si 5 (ER-4043) 4 мм 5 кг
Присадочный пруток FoxWeld АL SI 5 (ER-4043),Д.1.6×1000 mm, 5кг
Присадочный пруток OK Tigrod 4043 д.2,0мм (1шт)
Проволока алюминиевая BRIMA ER-5356 1.2мм 2кг
Пруток сварочный Русэлком Пруток сварочный алюминий ER-5356 (ALMg 5) ф2,0*1000
Проволока сварочная алюминиевая Elkraft ER5183 (1 мм; 6 кг) 93621
Проволока алюминиевая ESAB OK Autrod 5356 1.2мм 2кг
Сварочный пруток -030804 — ПП (РР) Полипропилен 4мм, серый. Бухта 5 кг.
Пруток присадочный SELLER TIG ER 308LSI ф=1,0х1000 5 кг
Пруток присадочный алюм. TIG ER4043 ( Св-АК5) д=3,2мм туба 1кг [ELKRAFT]
Пруток алюминиевый ELKRAFT TIG ER4043 4 мм 5 кг
Пруток омедненный ESAB OK Tigrod 12.61 1.6 мм 5 кг
Пруток присадочный алюм. TIG ER5356 ( Св-АМг5) д=2,0мм туба 1кг [ELKRAFT]



Пруток алюминиевый Кедр TIG ER-4043 AlSi5 2.4 мм 5 кг
Пруток алюминиевый ELKRAFT TIG ER5356 4 мм 5 кг
Пруток алюминиевый ELKRAFT TIG ER4043 2.4 мм 5 кг
Пруток алюминиевый FoxWeld АL Si 5 (ER-4043) 2 мм 5 кг
Самозащитная сварочная проволока E71T-GS d-0,8мм кат. 1кг
Пруток алюминиевый FoxWeld АL Si 5 (ER-4043) 3.2 мм 5 кг
Пруток алюминиевый АМГ6ф диаметр 16, 90 см
Присадочный пруток OK Tigrod 19.30 д.2,0мм (1шт)
Пруток алюминиевый АМГ6ф диаметр 20, 90 см
Пруток алюминиевый Кедр TIG ER-4043 AlSi5 2 мм 5 кг
Проволока алюминиевая Quattro Elementi 770-391 0.8мм 0.45кг
Пруток омедненный ESAB OK Tigrod 12.60 1.6 мм 5 кг
Проволока сварочная нержавеющая Deka ER308Lsi d-0.8мм кат. 5кг
Пруток алюминиевый ELKRAFT TIG ER5356 3.2 мм 5 кг
Проволока сварочная для алюминия BRIMA 1,0мм 2кг (ALSi5 СВ АК5) ER 4043
Пруток алюминиевый FoxWeld АL Мg 5 (ER-5356) 1.6 мм 5 кг
Набор 802115 Blueweld для сварки алюминия
Присадочный пруток для сварки Alfa Global Присадочный пруток для сварки ER-4043 Св-АК5 2,0мм 1000мм
Проволока из металлического сплава FoxWeld E71T-GS 0.8мм 0.9кг
Инструкция по сварке алюминия аргоном для начинающих специалистов
Наиболее эффективным способом создания неразъемного соединения деталей, выполненных из алюминия и сплавов на основе данного металла, как показывает практика, является сварка алюминия аргоном. Любая технология сварки, предполагающая использование защитного газа, подразумевает применение специального оборудования, а также наличие у сварщика соответствующих знаний, квалификации и опыта выполнения подобных работ. Кроме того, необходимо обладать хотя бы начальными знаниями в области металловедения, чтобы понимать, какие процессы протекают в сварочной ванне.

Процесс аргонодуговой сварки алюминия
Какие свойства алюминия следует учитывать при его сварке
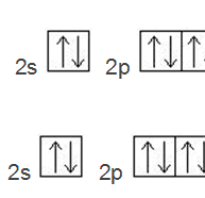
Разбираться в нюансах процессов, протекающих в структуре алюминия при выполнении с ним сварочных работ, особенно важно для начинающих сварщиков. Чтобы хорошо разбираться в этом, необходимо познакомиться с химическими свойствами, которыми обладает данный металл, отличающийся небольшим удельным весом, высокой прочностью и исключительной химической активностью.
Наиболее значимой характеристикой алюминия, о которой должны знать не только опытные, но и начинающие сварщики, является его способность быстро вступать в реакцию с кислородом, что приводит к образованию на поверхности металла тугоплавкой оксидной пленки. Что характерно, сам алюминий может плавиться при температуре 650 градусов, а чтобы расплавить оксидную пленку, покрывающую его поверхность, потребуется температура нагрева, превышающая 2000 градусов. Нерасплавленная оксидная пленка при сварке на постоянном токе может погружаться в расплавленный металл, тем самым ухудшая его внутреннюю структуру.
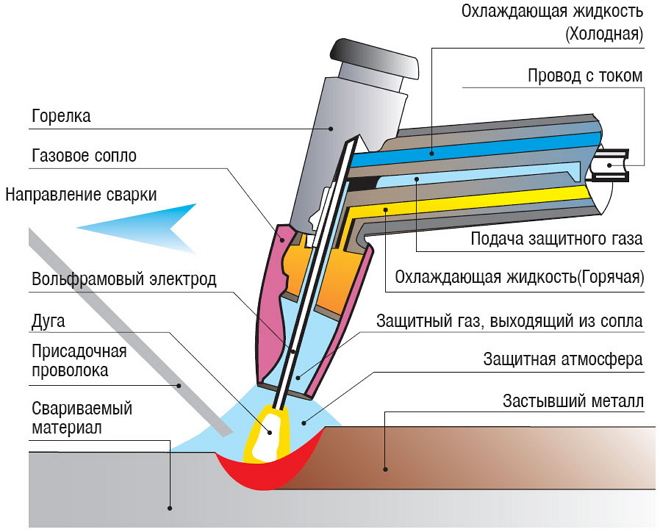
Схема аргонодуговой сварки
Еще одной особенностью, которую следует учитывать при выполнении сварки данного металла, является то, что он не меняет своего цвета в процессе нагревания. Из-за этого визуально определить степень нагрева соединяемых деталей достаточно сложно, что часто приводит к прожогам и утечке расплавленного металла в процессе выполнения сварочных работ.
Свойством алюминия, которое следует учитывать, если вы соберетесь варить детали из данного металла, является значительный коэффициент его объемной усадки, что нередко приводит к возникновению напряжений и деформаций внутри сформированного сварного шва и, как следствие, к образованию в нем трещин. Чтобы избежать таких неприятных последствий, необходимо выполнять модификацию сварного шва либо компенсировать усадку металла за счет большего расхода сварочной проволоки.
Любая инструкция по сварке алюминия, а также сплавов на его основе предусматривает, что выполняющий ее специалист осведомлен о характеристиках данного металла, к которым следует отнести:
- высокую химическую активность;
- невысокую температуру плавления самого металла;
- значительную объемную усадку.
Учитывая все вышеперечисленное, можно утверждать, что именно благодаря сварке алюминия аргоном получают качественные, красивые и надежные соединения деталей. А если использовать для выполнения такой сварки полуавтоматическое оборудование, то можно эффективно решить сразу две задачи: защитить зону сварки от вредного воздействия окружающей среды, а также компенсировать значительную усадку металла за счет постоянно подающейся сварочной проволоки.
Конечно, кроме данной технологии, существуют и другие методы соединения деталей из алюминия при помощи сварки, об особенностях использования которых должен знать каждый специалист.
Режимы аргонодуговой сварки алюминия и его сплавов
Способы сварки алюминия
Кроме сварки, предполагающей использование аргона в качестве защитного газа, варить детали из алюминия можно и при помощи других технологий. Наиболее распространенными являются:
- сварка, выполняемая при помощи газовой горелки;
- электродуговая сварка;
- аргонодуговая сварка.
Первая из вышеперечисленных технологий сварки алюминия предполагает использование присадочной проволоки, подаваемой в сварочную зону, а также специального флюса, состоящего из фтористых и хлористых солей. Флюс, который вместе с присадочным прутком нагревается пламенем газовой горелки, разъедает оксидную пленку и открывает доступ пламени к основному металлу, плавящемуся при достаточно невысокой температуре. После окончания сварочных работ, выполняемых по данной технологии, необходимо сразу промыть поверхности соединяемых деталей, чтобы смыть с них остатки едкого флюса. Большим преимуществом данной технологии является то, что при ее использовании обеспечивается минимальный расход присадочного материала.
Оборудование для полуавтоматической сварки в среде аргона
Для соединения алюминиевых деталей также может применяться электродуговой сварочный аппарат, специальные электроды из алюминия или присадочная проволока, на поверхность которой нанесена обмазка из флюса. Сварка при использовании такого аппарата выполняется постоянным током, подключенным с обратной полярностью.
Однако, как уже отмечено выше, наиболее качественное соединение позволяет получить аргонодуговая сварка алюминия. Нагрев соединяемых деталей при использовании данной технологии обеспечивается за счет электрической дуги, горящей между неплавким вольфрамовым электродом и соединяемыми заготовками. Формирование сварного шва происходит за счет использования проволоки из алюминия, подаваемой в зону горения дуги вручную или механическим способом – при сварке полуавтоматом.
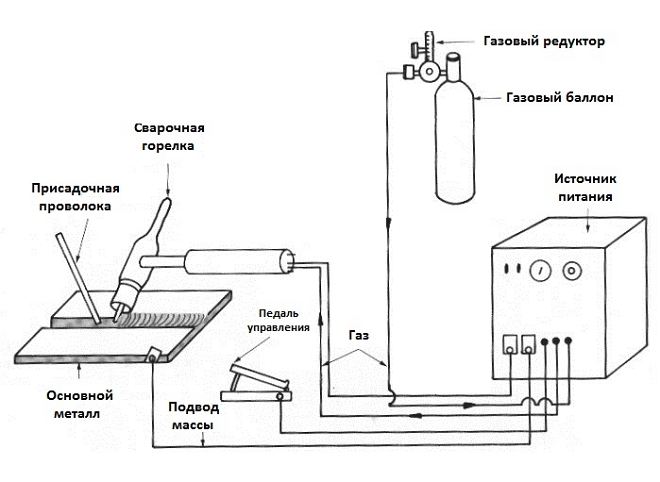
Оборудование для ручной аргонодуговой сварки
Высокая температура, создаваемая при горении электрической дуги, позволяет разрушить оксидную пленку на поверхности соединяемых деталей, а чтобы алюминий не успел перейти в жидкую фазу и вытечь из зоны формируемого соединения, сварочный электрод перемещают с достаточно высокой скоростью. Большим преимуществом данного метода сварки является то, что электрод, изготовленный из тугоплавкого вольфрама, служит на протяжении длительного времени, а это позволяет экономить на расходных материалах.
Чтобы сварной шов, выполняемый полуавтоматом с использованием присадочной проволоки, обладал высоким качеством и надежностью, необходимо максимальное соответствие химического состава такой проволоки составу соединяемых заготовок.
Для выполнения сварки по данной технологии сегодня используются аппараты, вырабатывающие постоянный или импульсный ток, а также есть устройства, сварка на которых осуществляется переменным током.
Технология сварки с помощью аргона
Сварка аргоном, которая попадает под определение сварки в среде защитного газа, предполагает четкое следование инструкции, в которой оговорена последовательность действий, выполняемых специалистом. От того, насколько правильно будут выполнены все эти действия, зависит как качество формируемого соединения, так и расход материалов, которые стоят недешево. Если вы никогда не выполняли таких сварочных работ, то вам необходимо не только изучить пошаговые инструкции, но и внимательно просмотреть видео уроки, в которых подробно отражен весь технологический процесс.
Чтобы варить алюминий и сплавы на основе данного металла в среде аргона, необходим не только сам сварочный аппарат, но и дополнительное оборудование, обеспечивающее хранение и подачу расходных материалов. Естественно, техническое состояние такого оборудования и качество всех используемых материалов напрямую влияют на надежность формируемого соединения.
Для выполнения сварки аргоном деталей из алюминия и сплавов на основе данного металла потребуется следующее оборудование:
- источник электрического тока, к которому будет подключаться сварочный аппарат и все остальное оборудование;
- баллон, в котором хранится защитный газ аргон;
- механизм, отвечающий за подачу присадочной проволоки в зону выполнения сварки.
При выполнении сварки аргоном на крупных промышленных предприятиях защитный газ подается к сварочному аппарату по централизованной сети. Используемая на полуавтоматах сварочная проволока предварительно наматывается на специальные бобины, устанавливаемые на такой аппарат. Рабочие поверхности верстаков, на которых выполняются сварочные операции, согласно инструкции, должны быть изготовлены из нержавеющей стали.
Как подготовить к сварке соединяемые детали
На качество сварки аргоном алюминия оказывает влияние не только техническое состояние используемых полуавтоматов и других аппаратов, но и тщательность подготовки соединяемых заготовок.
Хорошо демонстрирует все этапы такой подготовки пошаговое видео ниже:
Для получения качественного соединения необходимо тщательно очистить соединяемые детали от грязи, жира и следов машинного масла. Для такой очистки лучше всего использовать любой растворитель. В случае, если толщина соединяемых листовых заготовок превышает 4 мм, необходимо выполнить разделку кромок, а саму сварку алюминия выполнять только встык. Чтобы удалить с поверхности заготовок тугоплавкую окисную пленку, место их соединения необходимо обработать при помощи напильника или щетки с металлическими ворсинками. Если место соединения имеет сложную конфигурацию, то такую зачистку можно выполнить при помощи шлифовальной машинки.
Некоторые особенности сварки аргоном
Сварка, выполняемая в среде аргона, имеет некоторые технологические особенности, о которых не всегда может рассказать обучающее видео. Как уже говорилось выше, для такой сварки, выполняемой полуавтоматом или с ручной подачей присадки, используются вольфрамовые электроды, диаметр которых выбирается в интервале 1,5–5,5 мм. Такой электрод, формирующий сварочную дугу, располагается под углом 80 градусов к поверхности соединяемых деталей. Если подача присадочной проволоки осуществляется не полуавтоматом, а вручную, то ее располагают под углом 90 градусов по отношению к электроду. Если вы внимательно посмотрите видео сварки алюминия аргоном, то обратите внимание, что присадочная проволока двигается впереди электрода.
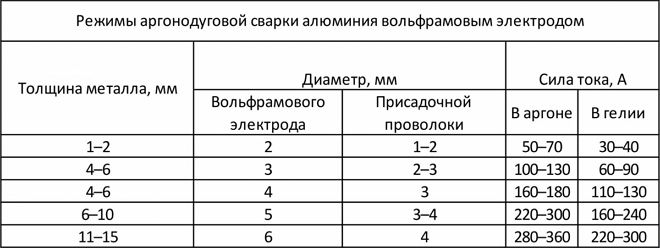
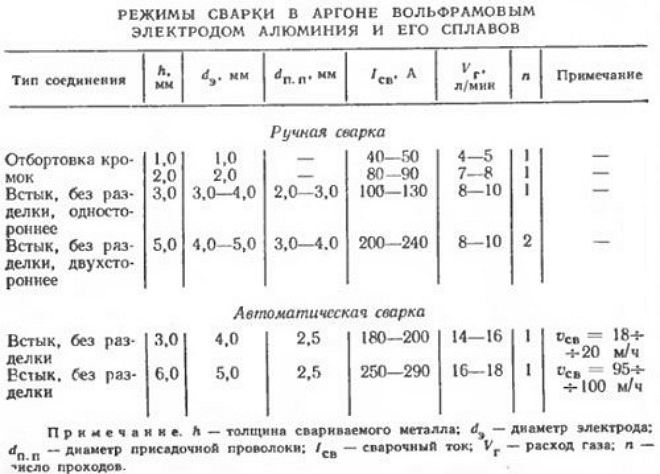
Режимы сварки алюминия вольфрамовым электродом
Выполняя сварку аргоном, очень важно следить за тем, чтобы длина дуги находилась в пределах 3 мм. Характерной особенностью такой сварки является и то, что при ее выполнении присадочной проволокой не совершаются поперечные движения.
Сварка аргоном, если с ее помощью соединяются листы алюминия небольшой толщины, выполняется с подкладкой, в качестве которой можно использовать лист нержавеющей стали. Это позволяет улучшить отвод тепла из сварочной зоны, избежать прожогов и протеканий расплавленного металла. Применение подкладки, ко всему прочему, позволяет экономить энергию, так как такая сварка в среде аргона может выполняться с более высокой скоростью.
Плюсы и минусы сварки, выполняемой в среде аргона
Сварка аргоном деталей из алюминия и сплавов данного металла отличается рядом весомых преимуществ, если сравнивать ее с другими технологиями. При использовании этого метода соединяемые детали нагреваются очень незначительно, что особенно важно в тех случаях, когда необходимо варить заготовки сложной конфигурации. Соединение, получаемое при помощи сварки в среде аргона, отличается высокой прочностью и однородностью сварного шва, в котором отсутствуют поры, примеси и посторонние включения. Очень важно, что шов, получаемый при сварке аргоном, отличается однородной глубиной проплавления по всей своей длине.

Схема аргонной сварки с применением неплавящегося вольфрамового электрода
Естественно, имеет сварка алюминия аргоном и недостатки, о которых также следует знать. Основным из таких недостатков является использование сложного оборудования. Для обеспечения высокой эффективности сварочных операций и требуемого качества сварного шва необходимо, чтобы сам сварочный аппарат и все дополнительное оборудование были настроены правильно.
Одним из важнейших параметров, который следует правильно настраивать при выполнении сварки в среде аргона и других защитных газов, является скорость, а также равномерность подачи присадочной проволоки. Если аппарат подачи будет настроен неправильно, то проволока в зону сварки будет поступать с перерывами, сварочная дуга будет прерываться, что в итоге приведет к повышенному расходу электроэнергии и аргона.
Сварка аргоном является достаточно непростым процессом, но, если соблюдать все инструкции и обладать соответствующей квалификацией, она позволит добиться хорошего результата.
Сварка алюминия аргоном: ровный и эстетичный шов, надёжное соединение. Технология процесса
Чтобы не допустить ошибок при выборе способа и метода сваривания металла, выясняют его свойства.
Почему алюминий рациональней варить аргоном, какие свойства металла обусловили это
Выбор аргоновой сварки для алюминия вызван следующими характеристиками:
- Высокая скорость окисления. Это вызывает появление на поверхности тугоплавкой оксидной плёнки. Если температура плавления алюминия 650 ̊С, для окисла потребуется больше 2000 ̊С. При режиме постоянного тока плёнка погружается в расплав и ухудшает качество сварного шва. Поэтому для получения надёжного соединения создают защитную среду, для которой аргон – оптимальный вариант. Перед плавлением поверхность зачищают от окислов.
- При нагревании алюминий не меняет цвета, что мешает визуальному контролю. Это свойство часто приводит к сквозным прожогам изделий. Чтобы этого не случилось, работы доверяют квалифицированным сварщикам.
- Большая усадка, что приведёт к трещинам в зоне сварной ванны. К соединению подают больше, чем обычно, сварочной проволоки.
Технология сварки алюминия с помощью аргона
По степени механизации аргоновую технологию соединения подразделяют на ручную и полуавтоматическую. Рассмотрим первую.
Подготовка металла
Алюминий зачищают от окислов и грязи металлической щёткой или наждачной бумагой. Щётками работают только с этим металлом, чтобы не допустить попадания в зону сварки частиц других материалов – это уменьшит надёжность шва.
Применяют и химический метод зачистки деталей. Для этого в литр воды добавляют по 50 г едкого технического натра и фтористого натрия. Обработка сохраняет чистоту изделий на несколько дней. Для этого детали:
- промывают растворителем;
- протравливают едкой щелочью;
- промывают водой;
- сушат;
- прокаливают 15-20 минут при температуре 300 ̊C.
Режимы аргонодуговой сварки алюминия и необходимое оборудование
Режим процесса определяют род, полярность и величина тока. Для соединения изделий из алюминия применяют переменный или постоянный токи прямой полярности. Величина его зависит от диаметра электрода, толщины и вида металла, что отображено в таблице.
Для определения режима важны и следующие параметры:
- Напряжение дуги – зависит от её длины. Рекомендуют от 1,5 до 3 мм, тогда напряжение составит 11-14 В.
- Скорость сварки – определяется исполнителем исходя из формы и толщины шва.
- Расход аргона – так, чтобы хватило на весь процесс без необходимости прерывания и достаточно для защиты зоны шва от окисления.
- Расстояние между электродом и соплом горелки. Для стыковых соединений – 3-5 мм, тавровых и угловых – 5-8.
Комплект оборудования включает:
- источник напряжения – трансформатор или инвертор;
- горелка для плавящегося электрода или вольфрамового прутка;
- осциллятор для розжига дуги;
- баллон с газом и редуктор;
- средства защиты и расходные материалы.
 Примерная стоимость аппаратов для аргонодуговой сварки на Яндекс.маркет
Примерная стоимость аппаратов для аргонодуговой сварки на Яндекс.маркет
Оборудование заводского изготовления стоит от 10 до 500 тысяч в зависимости от потребительских свойств и рабочих параметров, а также степени механизации процесса.
Заточка электрода, процесс сварки
Электроды различают по добавкам в их составе. Для сварки алюминия используют маркированные и с концами, окрашенными в следующие цвета:
- WC 20 серый;
- WT 20 красный;
- WL 15 жёлтый.
Затачивают под конус при сварке постоянным током, с закруглённой вершиной – при переменном режиме. Длина заточенной части от 0,5 до 2 диаметров электрода: если длина заточки больше, ширина зоны проплавления получится меньше, чем требуется для качественного соединения; если заточка мала – снизится глубина проплавления. Риски, возникающие при заточке, влияют на стабильность дуги, поэтому конус лучше отполировать.
Таблицы настроек параметров в заводской комплектации закреплены на корпусах установок. После её включения регулируют силу тока. По числу в названии установки определяют его максимальное значение. Например, в маркировке аппарата модели Kemppi MasterTig MLS 3003 ACDC цифры 3003 означают, что оборудование позволяет сваривать токами до 300 ампер при 30-процентном цикле загрузки и температуре окружающего воздуха 40 ̊C.
Прежде чем зажечь дугу, регулируют подачу газа, чтобы процесс шёл с самого начала в защитной среде. Аппаратом Kemppi MasterTig MLS 3003 ACDC работу ведут не дольше трёх минут, после чего, чтобы не перегреть, делают перерыв 5-7 минут. Затем выставляют режим плавного уменьшения тока (заварки кратера), в нашем случае 6-7 секунд. Это конечный участок сварного шва в 5-10 мм, высоту которого плавно уменьшают до нуля. Чтобы усадочная раковина в конце шва не получилась глубокой, подают большее количество присадочного материала.
 Схема аргонодуговой сварки
Схема аргонодуговой сварки
Дальше задают время выхода газа от 1 до 30 секунд с шагом в одну секунду: аргона должно хватить, чтобы в сварочную ванну от начала до конца не поступал кислород. Поэтому горелку сразу после прерывания струи поднимать не рекомендуют.