
Полуавтомат для сварки алюминия выбрать
Выбираем полуавтомат для сварки алюминия
Сварочный полуавтомат для сварки алюминия по своему принципу работы близок к распространенным аппаратам для сварки черных металлов.

Сварочный полуавтомат для сварки алюминия по своему принципу работы близок к распространенным аппаратам для сварки черных металлов. Но алюминий и его сплавы считаются трудными металлами для сварки и процесс имеет ряд ограничений и особенностей. Наибольшее распространения получил метод MIG/MAG, который заключается в том, что сварка производится в газовой среде с автоматической подачей проволоки.
Особенности сварки алюминия полуавтоматом
Есть несколько причин, которые заставили инженеров разрабатывать сварочное оборудование с учетом особенностей свойств алюминия, среди них:
- повышенная теплопроводность, в 5-6 раз выше, чем у стали;
- быстрообразующаяся малозаметная оксидная пленка с высокой плотностью и высокой температурой плавления;
- низкая температура плавления;
- образование кратера в конце шва.
Современный полуавтомат для сварки алюминия позволяет преодолеть трудности работы. Это достигается особыми параметрами сварочного оборудования.
- Высокая теплопроводность алюминия требует максимального сварочного тока аппарата не менее 200-500 А.
- Качественная сварка производится импульсным током. Высоковольтный импульс разрушает оксидную пленку, а в режиме номинального напряжения образовывается сварочная ванна. Также при этом режиме снижается брызгообразование. Дешевые сварочные аппараты, работающие на постоянном токе, образовывают шов невысокого качества.
- Широкий диапазон регулировок силы сварочного тока не позволяет поднять температуру сварки настолько, что будут образовываться прожоги металла.
- Специальная программная функция, корректно завершающая сварочная шов без образования кратера.
- Повышенная скорость подачи проволоки четырьмя роликами с тефлоновым вкладышем. Это не позволит проволоке скручиваться кольцами.
Аппараты, поддерживающие такие функции и параметры, обеспечивают профессиональное качество сварки.
Плюсы и минусы сварки алюминия полуавтоматом
| Плюсы | Минусы |
|---|---|
| относительно низкая цена | обязательное использование газа |
| доступность расходных материалов на рынке | сложность подбора толщины проволоки при работе с материалами с неопределенным составом |
| быстрая подготовка к работе и высокая скорость процесса | |
| универсальность, работает с разными металлами |
Функциональность сварочных аппаратов
Производители постоянно совершенствуют сварочные аппараты полуавтоматы для сварки сплавов алюминия. В результате появилось множество режимов и дополнительных функций, повышающих качество. Конечно, повышается и цена.  Чтобы не переплачивать за ненужные функции, необходимо понимать, для чего они нужны. Возможно, это просто маркетинговый ход производителя.
Чтобы не переплачивать за ненужные функции, необходимо понимать, для чего они нужны. Возможно, это просто маркетинговый ход производителя.
MIGPulse — один из самых распространенных и универсальных методов сварки с бесконтактным переносом капли от электрода в сварочную ванну. В этом режиме электрод никогда не касается ванны. Одна капля формируется за один импульс и передается дугой в зону сварки. Процесс сплавления металла происходит во время его остывания в фоновой фазе подачи напряжения между импульсами. Такой режим позволяет снизить скорость подачи проволоки. Скорость сварки и мощность дуги регулируется высотой и шириной пиков и расстоянием между ними. Режим не создает брызг и снижает риски образования холодного притирания.
Режим S4T позволяет управлять горелкой. Если в аппарате предусмотрена функция «Быстрый старт», которая активируется нажатием триггера горелки, оператор может начинать сварку алюминия без предварительного нагрева — на холодную. После отпускания триггера сила сварочного тока снижается до рабочего.
DownSlope — обеспечивает заварку кратера в конце шва, плавно снижая силу сварочного тока.
Регулировка индуктивности дуги позволяет снизить разбрызгивание и повысить качество соединения. Изменяется в зависимости от толщины проволоки.
Цифровое управление значительно сокращает время настройки параметров сварки. Благодаря синергетическому управлению, практически все параметры сварки устанавливаются автоматически. От оператора требуется лишь указать толщину проволоки и тип металла. Компьютер имеет несколько программ сварки в памяти, что позволяет мгновенно установить идеальный режим работы.
4-х роликовый механизм обеспечивает плавную протяжку проволоки. В отличие от сварочных аппаратов для черных металлов, где достаточно иметь 2-х роликовую систему подачи присадочного материала, в полуавтомате для сварки сплавов алюминия необходимо использовать только 4-х роликовый механизм. Это обусловлено тем, что проволока для сварки алюминия не жесткая и мягкая и может путаться, образовывая кольца. Поэтому для нее необходима более сложная система подачи с регулировками натяжения и тефлоновыми каналами.
Обзор популярных моделей
VEGAMIG 180/2 TURBO
Бытовой сварочный аппарат, работающий от однофазной сети в режиме MIG/MAG, предназначен для сварки алюминия, черных металлов и нержавеющей стали в аргоновой среде. Агрегат создает сварочный ток в диапазоне от 30А до 170А при потребляемой мощности 5,2кВт.

Хотя аппарат и считается бытовым, не в каждой квартире проводка выдержит нагрузку с током 23А. Поэтому, прежде чем включить прибор, обратите внимание — на какую силу тока рассчитана сеть в вашем доме, гараже или мастерской.
Сварочный полуавтомат VEGAMIG 180/2 TURBO по алюминию поддерживает использование проволоки диаметром 0,8-1 мм и может сваривать листы толщиной до 2 мм. Дуга образовывается постоянным током.
Оснащен двумя ступенчатыми регуляторами:
- силы тока;
- скорости подачи проволоки.
Автоматические регулировки отсутствуют, поэтому, работая с аппаратом, сварщику следует надеяться только на свои знания и опыт.
Выбирая сварочник, обратите внимание на класс защиты. Для VEGAMIG 180/2 TURBO присвоен класс IP21, а это значит, что его нельзя использовать вне помещений.
PICOMIG 180 PULS
- MiG/MAG;
- MiG/MAG PULS;
- ММА;
- TiG DC.
Устройство питается от однофазной сети, потребляет 6,4кВа и поддерживает максимальный сварочный ток 170А.
Агрегат оснащен системой автоматических регулировок, электронным блоком управления и цифровым дисплеем.
Прибор поставляется с минимальным набором аксессуаров “readytoweld”.
СПИКА ALUMIG 300 P DpulseSynegric
Аппарат питается от трехфазной сети и может создавать максимальный сварочный ток в режимах: MIG — 300А и MMA — 250A. Этого достаточно, чтобы обеспечить качественную работу в промышленных условиях. Устройство можно использовать, всюду, где электрическая сеть сможет обеспечить мощность 10.60 kVa.
Устройство обладает рядом полезных функций, среди которых:
- MIGPulse;
- DoublePulse MIG
- режим S4T;
- быстрый старт;
- DownSlope
- и др.
Сварочный аппарат оснащен компьютером с цифровым дисплеем для синергетического управления. В памяти хранится 10 программ наиболее часто используемых процессов. Переход от одного вида сварочных работ к другому занимает несколько секунд. Синергетическое управление автоматически устанавливает силу тока, частоту и форму импульсов в зависимости от толщины проволоки и типа металла.
Вывод
- силу сварочного тока;
- наличие синергетического управления;
- универсальность и наличие возможности ручной сварки;
- класс защиты;
- комплектность;
- присутствие программных функций и памяти настроек для разных процессов;
- цену.
Также обязательно следует удостовериться, что ваша электрическая сеть поддерживает потребляемую мощность приобретаемого аппарата.
Если вас интересует тема сварки алюминия полуавтоматом, выскажите свое мнение, предложите идеи или поспорьте с автором в блоке комментариев. Это интересно.
Особенности сварки алюминия полуавтоматом – технология и оборудование
Сварка алюминия полуавтоматом – это процесс, требующий не только наличия определенных навыков, но и знания особенностей данного материала, варить который достаточно непросто. Однако освоить этот сложный процесс может почти каждый желающий, затратив на это не так уж много времени и приложив к обучению свое старание и желание овладеть новыми полезными навыками.

Процесс сварки алюминия полуавтоматом
В чем заключаются особенности и сложности сварки деталей из алюминия
Основная сложность соединения алюминиевых деталей при помощи сварки заключается в том, что на поверхности данного металла всегда присутствует тугоплавкая оксидная пленка, которую необходимо удалить. Если пренебречь этим требованием, то варить алюминий будет очень сложно, а полученное соединение будет обладать очень низким качеством.
Сварка алюминия полуавтоматом или с использованием любого другого оборудования осложнена еще и тем, что данный металл отличается очень высокой теплопроводностью и невысокой температурой плавления. Именно из-за этого заготовки из алюминия при сварке часто прожигаются и деформируются.

Зачистка алюминиевой заготовки углошлифовальной машиной
Подготовка деталей из алюминия и сплавов на основе данного металла к сварке должна решить сразу две задачи: удаление с поверхности металла тугоплавкой окисной пленки и исключение возможности деформации соединяемых заготовок в процессе выполнения сварочных работ.
Пленку удаляют при помощи механической зачистки области соединения металлическими щетками, напильниками и шлифовальными машинками либо специальными флюсами. Чтобы избежать деформации соединяемых деталей в процессе сварки, их предварительно нагревают в печах или при помощи газовой горелки.
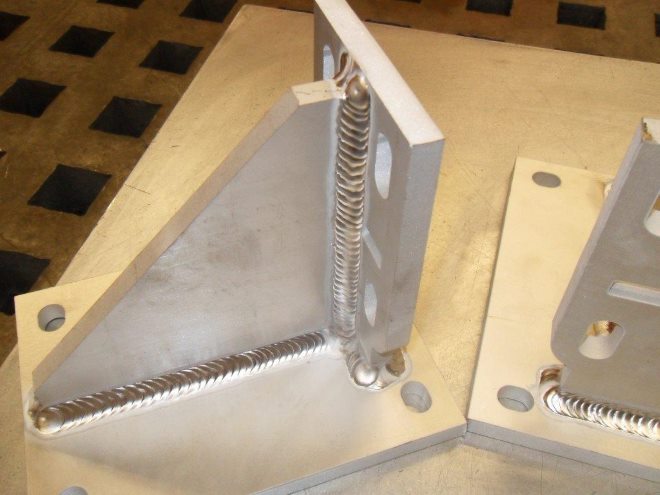
Качественно выполненное сварное соединение алюминиевых деталей
Требования к оборудованию для полуавтоматической сварки алюминия
Сварка алюминия полуавтоматом может выполняться на любом оборудовании, но лучших результатов позволяют добиться импульсные сварочные аппараты. Инверторные устройства (ТИГ), на которых сварка выполняется на переменном токе высокой частоты, также обеспечивают высокое качество получаемого соединения, но процесс на них происходит в три раза медленнее, по сравнению с импульсным оборудованием. Однако для тех домашних мастеров, которые собираются варить детали из алюминия своими руками, ТИГ-аппараты являются оптимальным выбором.
Технология сварки алюминия полуавтоматом подразумевает использование защитного газа, в качестве которого используется аргон или смесь этого газа с гелием (если варить необходимо заготовки большого сечения). В отдельных случаях полуавтоматическая сварка данного металла может выполняться и без газа, но тогда необходимо использовать специальную порошковую проволоку, испарения которой формируют защитную среду, либо осуществлять процесс под слоем флюса.
Полуавтомат для сварки алюминия должен соответствовать ряду требований, которые учитывают особенности как свариваемых деталей, так и расходных материалов, используемых для выполнения соединения. Среди таких требований необходимо выделить следующие:
- Диаметр отверстия в наконечнике, через которое подается сварочная проволока, должен иметь некоторый запас по своему размеру. Объясняется это требование тем, что алюминиевая проволока, используемая для сварки, в процессе нагрева значительно расширяется, что может привести к ее застреванию в подающем отверстии.
- Шланг полуавтомата, через который подается сварочная проволока, должен быть не слишком длинным (не более 3 метров), что объясняется мягкостью используемой проволоки из алюминия, которая может деформироваться. Не допускается, чтобы на таком шланге были скручивания и сильно изогнутые участки.
- Чтобы минимизировать силу трения сварочной проволоки, подающейся через шланг полуавтомата, рекомендуется заменить обычный канал подачи на тефлоновый.
- Чтобы механизм подачи сварочного полуавтомата не заминал мягкую алюминиевую проволоку, он должен быть оснащен 4 роликами, имеющими U-образные канавки. Использование такого подающего механизма позволит обеспечить минимальное механическое воздействие на поверхность проволоки.

Четырехроликовый механизм, обеспечивающий плавную подачу алюминиевой проволоки
Если вы собираетесь выполнять сварку заготовок из алюминия своими руками достаточно часто и вам важна производительность данного технологического процесса, то лучше использовать для этих целей специализированное оборудование, работающее в импульсном режиме. В таком полуавтомате изначально заложен синергетический режим сварки, что дает возможность эффективно использовать это устройство для соединения деталей, изготовленных из алюминия.
Если же вас в первую очередь интересует качество формируемого сварного шва, а не скорость технологического процесса, то лучше использовать для сварки алюминиевых деталей в среде аргона упомянутый выше инвертор ТИГ. Такое оборудование стоит значительно дороже, но обеспечивает высокое качество сварного шва, его однородность и отсутствие в нем пор.

Инверторный полуавтомат марки «Кедр» с выносным механизмом подачи проволоки
Условия сварки алюминия
Алюминий, являясь металлом с высокими прочностными характеристиками, требует особых условий при выполнении сварки. При соблюдении этих условий можно варить детали из данного металла и своими руками.
- Поверхности соединяемых заготовок должны пройти обязательную очистку от окисной пленки, для чего можно использовать механические или химические способы.
- Необходимо применение наконечника с отверстием большего диаметра, чем диаметр сварочной проволоки.
- Сварку следует выполнять в среде защитного газа, в качестве которого преимущественно используется аргон.
- Требуется следить за стабильностью длины сварочной дуги. Интервал этого параметра должен составлять 12–15 мм. Следует также контролировать скорость выполнения сварки, которая не должна быть слишком высокой (в противном случае не получится достичь качественной проварки соединяемых деталей).
- Если сварка выполняется без использования защитного газа, необходимо выполнять ее при помощи порошковой проволоки или под слоем специального флюса. Защита зоны сварки необходима для того, чтобы минимизировать влияние на нее негативных факторов внешней среды, а также не допустить образования на поверхности соединяемых деталей тугоплавкой оксидной пленки.
- Чтобы формирование сварного шва не сопровождалось его деформацией, подачу защитного газа следует отключать не сразу после окончания процесса сварки, а спустя 5–7 секунд.
- Достичь хороших результатов при выполнении сварки полуавтоматом алюминия позволяет использование четырехтактного импульсного режима.
Соблюдение вышеперечисленных условий выполнения полуавтоматической сварки деталей, изготовленных из алюминия и сплавов на основе данного металла, не гарантирует высокого качества формируемого соединения, если неправильно выбраны рабочие режимы такого технологического процесса.
Как правильно настроить оборудование
Сложность сварки алюминия обусловлена не только химическими свойствами данного металла, но также необходимостью строго придерживаться оптимальных режимов выполнения данной технологической операции. Для того чтобы хорошо усвоить правила выполнения такого непростого процесса, недостаточно будет просто посмотреть обучающее видео, важно понимать нюансы осуществления данной операции.
К особенностям рассматриваемого процесса, о которых не расскажет обучающее видео, относятся следующие.
- Перед началом сварки важно правильно выбрать и выставить рабочие режимы полуавтомата (напряжение, силу тока, скорость подачи сварочной проволоки, полярность).
- Чтобы полученный сварной шов обладал требуемым качеством и надежностью, необходимо правильно подобрать расходные материалы.
- Если посмотреть видео, демонстрирующее сварку алюминия полуавтоматом, можно обратить внимание на то, что данный процесс сопровождается образованием большого количества копоти. Это также следует учитывать при выполнении такой технологической операции.
Как и любой сложный технологический процесс, сварка деталей из алюминия при помощи полуавтомата требует тщательной подготовки, в рамках которой выполняются следующие мероприятия:
- подбираются наконечники для сварочного оборудования, которые оптимально подойдут для присадочной проволоки определенного диаметра;
- выполняется тщательная зачистка поверхностей деталей, которые необходимо варить;
- выбираются режимы сварки полуавтоматом, которые зависят от нескольких параметров: толщины соединяемых деталей, типа соединения и др. (чтобы облегчить себе выбор режимов сварки, можно использовать специальные таблицы или параметры, которые оговорены требованиями соответствующих ГОСТов);
- при выполнении сварки алюминия полуавтоматом наконечник устройства располагают под требуемым углом к поверхности соединяемых деталей.
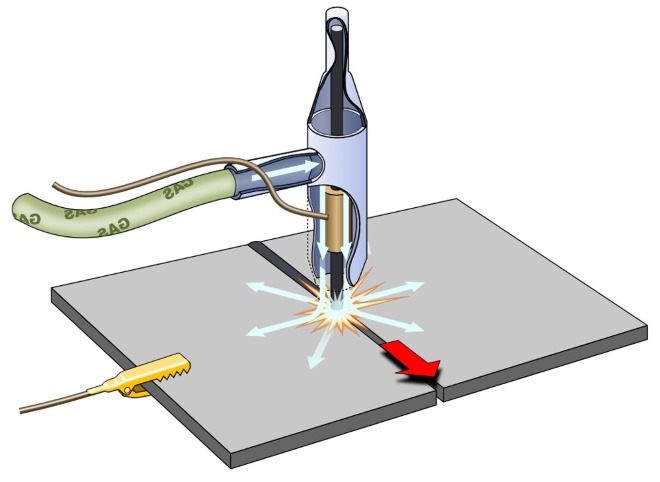
Схема наложения шва при сварке алюминия
При сварке алюминия, который отличается высокой теплопроводностью, очень важно контролировать степень нагрева соединяемых заготовок, чтобы не допустить их перегрева и, как следствие, деформации.
Выбираем аппараты для полуавтоматической сварки алюминия
Для сварки алюминия, которую вы собираетесь выполнять своими руками, очень важно правильно выбрать оборудование, позволяющее получать качественное и надежное соединение.
При выборе подходящего агрегата следует учитывать ряд параметров.
В том случае, если варить алюминий вы собираетесь постоянно, лучше выбрать полуавтомат профессионального типа, отличающийся высокой мощностью.
Режим работы сварочного аппарата
Оптимальным по своим характеристикам является оборудование, работающее в импульсном режиме (PULSE). Использование такого полуавтомата не только обеспечивает разрушение окисной пленки и предотвращает риск прожигания соединяемых деталей, но и гарантирует получение качественного и надежного сварного шва.
Отдельные модели сварочного оборудования могут работать от обычной электросети, но более стабильную работу демонстрируют те из них, которые подключаются к трехфазной электрической сети с напряжением 380 В. Такие аппараты обеспечивают стабильность сварочной дуги и равномерность распределения нагрузки на электрическую сеть.
На выбор оборудования для выполнения сварочных работ с алюминием и сплавами на основе данного металла оказывает влияние и торговая марка, под которой оно выпускается. Среди опытных специалистов большой популярностью пользуются полуавтоматы от немецких и итальянских производителей, а также аппараты отечественного производства.
Сварка деталей из алюминия и сплавов на основе данного металла является достаточно сложным технологическим процессом, к выполнению которого следует привлекать только квалифицированных специалистов, обладающих опытом работы в данной области.
ТОП 10 сварочных аппаратов для сварки алюминия
В силу своих химических и физических свойств, сварка алюминиевых конструкций ведется иначе, чем сварка стали, нержавейки и других металлов. Чтобы швы получились прочными и ровными, а конструкция из алюминиевых сплавов была надежной, используются специальные технологии. В частности, нередко специалисты применяют аргоновый сварочный аппарат по алюминию. А поскольку сплавы алюминия характеризуются прочностью, небольшим весом и высокой стойкостью к коррозионным явлениям, то сочетание таких качеств сделало возможным использование их во многих отраслях промышленности: самолетостроении, судостроении, автомобильной промышленности и других. Алюминий в чистом виде, без примесей, имеет совсем небольшую прочность и его применение носит несколько иной характер. В изготовлении конструкций он используется редко, только в пищевом и электротехническом производственном циклах, где идет на изготовление форм и упаковок. Сварка алюминия усложняется низкой температурой его плавления, поэтому при работе большая вероятность прожига заготовок.

Фото:https://rozetka.com
Содержание:
Рейтинг лучших сварочных аппаратов для сварки алюминия на 2020 год
Сегодня наши специалисты постарались подобрать самые лучшие модели сварочных аппаратов для сварки алюминия на этот год, опираясь на такие важные характеристики как цена, качество и конечно же надежность. Надеемся, что наша статья окажется полезной для вас, и непосредственно вы сумеете подобрать для себя наиболее привлекательный полуавтомат для сварки алюминия.
Тriton АLUMIG 200 SPULSE SYNERGIC

Фото:https://beru.ru
Сварочный аппарат, который поддерживает MIG и MAG сварку. Благодаря этому обеспечивается качественная сварка алюминия и его сплавов. Возможности аппарата: продувка газом зоны сварки, есть несколько циклов (в начале и в конце). Удобная функция «Burn Back», позволит настроить аппарат на определённое время отжига проволоки. Сварочные аппараты «Тriton АLUMIG 200 SPULSE SYNERGIC» применяются для сварки алюминия и сплавов из него, а также для сваривания нержавеющей стали. Так что если вы еще не знаете, при посредничестве какого аппарата производить сварку для алюминия, то присмотритесь к данной модели.
Сварочный аппарат Тriton АLUMIG 200 SPULSE SYNERGIC
Достоинства:
- надежный
- хороший срок службы
- мощный
Недостатки:
- не обнаружены
Triton ALUTIG 200P AC/DC

Фото:https://beru.ru
Данный аппарат для сварки алюминия имеет удобную функцию MIX/TIG. Благодаря этому можно задействовать особый режим при сварке алюминиевых сплавов, который обеспечит качественный провар металлов при их различной толщине — тиг сварка алюминия. Аппарат для сварки удобен как на стройке, так и в гараже. Сварка алюминия происходит без наплывов. Что очень важно, аппарат Triton ALUTIG 200P AC/DC имеет небольшой расход газа и позволяет производить, в том числе, и точечную сварку алюминия.
Сварочный аппарат ALUTIG 200P AC/DC (TIG, MMA)
Достоинства:
- удобен в использовании
- мощный
- надежный
Недостатки:
- не обнаружены
Аurora РRО INТER TIG 200 АС/DC РULSЕ

Фото:https://beru.ru
Хороший сварочный аппарат для tig сварки алюминия и сплавов. Его особенностью является удалённое управление посредством небольшого пульта. Аппарат можно использовать как для TIG, так и для MMA сварки, причём любыми видами электродов. В целом, сварочные аппараты Аurora РRО INТER TIG 200 АС/DC РULSЕ отличаются своей производительностью и качеством сварки. Из преимуществ, следует выделить не только высокую производительность, но и многофункциональность. Благодаря наличию импульсного режима, инвертор можно применять в качестве сварочного аппарата для нержавейки и алюминия.
Сварочный аппарат Аurora РRО INТER TIG 200 АС/DC РULSЕ
Достоинства:
- управление через пульт
- качественный
- мощный
- многофункциональный
Недостатки:
- цена
RЕАL ТIG 200 P АС/ДС

Фото:https://beru.ru
Особенностью этого сварочного аппарата является возможность варить при низком напряжении в 160 Вольт. Аппарат имеет несколько режимов работы 2Т/4Т для обеспечения качественной импульсной сварки. Поэтому сварочные аппараты RЕАL ТIG 200 P АС/ДС пользуются огромной популярностью. Единственный их недостаток связан с тем, что в режиме работы 2Т нет возможности заварить картер.
Сварочный аппарат PRO TIG 200 P DSP AC/DC (Е201) (TIG, MMA)
Достоинства:
- сварка при низком напряжении
- несколько режимов работы
- популярный бренд
Недостатки:
- отсутствует возможность заварить кратер
ТЕСН TIG 200 Р АСDС (Е101)

Фото:https://beru.ru
Аппарат имеет возможность продувки газом, до и после сварки, а также кратковременную подачу импульсного тока, что в значительно мере облегчает возможность возбуждения сварочной дуги. Из плюсов следует выделить наличие режима импульсной сварки с возможностью регулировать частоту импульса. Также есть уже популярный режим сварки АС/DC с возможностью регулировки нарастания тока по времени. Сварочные аппараты для алюминия нашли широчайшее применение в автомастерских. Из недостатков следует отметить большое количество настроек, так что неподготовленному сварщику можно легко запутаться.
Сварочный аппарат TECH TIG 200 P AC/DC (E101) (TIG, MMA)
Достоинства:
- продувка газом
- режим импульсной сварки
- мощный
- надежный
Недостатки:
- сложности в управлении и настройке
Triton ALUMIG 250Р Dруlsе Synergic 380v

Фото:https://beru.ru
Из имеющихся особенностей данной модели следует выделить наличие особой технологии под названием «Soft Switch», которая защищает данную модель аппарата от перегрева и сильных скачков тока. Также в сварочном аппарате имеется так называемый режим «Горячий Старт». Благодаря этому не требуется предварительный прогрев оборудования для сварки алюминия. Ну а наличие режимов 2Т/4Т с возможностью заварки кратера, существенно облегчают рабочие будни сварщика.
Сварочный аппарат ALUMIG 250P Dpulse Synergic 380v (MIG/MAG)
Достоинства:
- защита от перегрева и скачков тока
- горячий старт
- прост в управлении
- мощный
- надежный
Недостатки:
- не обнаружены
Wert SWI 190 (TIG, MMA)

Фото:https://beru.ru
Wert — одна из лучших фирм сварочных аппаратов. Модель SWI 190 универсальна, работает по TIG и MMA технологии. Мощность прибора небольшая — 3,5 кВт, но и стоит он недорого. Наибольшая токовая сила — 190 А. Благодаря свей компактности и легкости (масса меньше 2,5 кг) аппарат ценится монтажниками, выполняющими высотные работы. Среди полезных опций — хот-старт, защита от залипания электрода, возможность регулировки форсирования дуги.
Сварочный аппарат Wert SWI 190 (TIG, MMA)
Достоинства:
- малый вес
- дешевая модель
- можно регулировать форсирование дуги
Недостатки:
- небольшая мощность
ELITECH АИС 220 Prof (TIG, MMA)

Фото:https://beru.ru
За счет высокого показателя мощности (7,4 кВт) и универсальности модель можно отнести к приборам полупрофессионального уровня. Сварочный аппарат рассчитан на продолжительную безостановочную работу при нормальном и пониженном напряжении. Для удобства управления оборудован цифровым дисплеем с точной настройкой рабочих критериев. Сила тока регулируется от 10 до 220 А. Модель обладает функцией хот-старта, дугового форсирования.
Сварочный аппарат ELITECH АИС 220 Prof (TIG, MMA)
Достоинства:
- горячий старт
- антиприлипание
- форсирование дуги
- точность настройки
Недостатки:
- не обнаружены
Сварог PRO TIG 200 P DSP AC/DC (Е201) (TIG, MMA)
Фото:https://beru.ru
Компактный сварочный аппарат PRO TIG 200 P DSP AC/DC (E201) от фирмы Сварог, построенный по SMT технологии с туннельным обдувом, позволяет выполнять профессиональную TIG-сварку как при постоянном, так и при переменном токе. При этом пользователю доступен режим импульсной сварки TIG Pulse, точечная сварка TIG, режимы 2Т/4Т и ручная дуговая сварка MMA. Современные функции сварог е201 позволяют добиться стабильного зажигания и горения дуги во всем широком диапазоне сварочного тока. Устройство отвечает самым высоким требованиям безопасности и надежности благодаря классу защиты IP21S, улучшенной системе охлаждения и встроенной защите от перегрева.
Сварочный аппарат Сварог PRO TIG 200 P DSP AC/DC (Е201) (TIG, MMA)
Достоинства:
- два типа сварки
- многофункциональность
- импульсный и точечный режим
- удобная ручка
Недостатки:
- тяжелый
- высокая цена
Wester MINI 220T (MMA)

Фото:https://beru.ru
MINI 220T (MMA) марки Wester считается самым маленьким и самым простым в эксплуатации инвертором для сварки алюминия. Силовые показатели устройства — от 30 до 220 А, также имеется приличная мощность — 7 кВт. Аппарат способен долго трудиться без остановок при значительных нагрузках и просадках напряжения. Передняя панель имеет жидкокристаллический дисплей, датчики подключения к энергосети, перегрузку. Есть функции плавной регулировки, горячего старта, антиприлипания, встроенная термозащита. Решетки вентиляции защищены от попадания окалины. Если вы еще не знаете, какой сварочный аппарат лучше, то присмотреть к данной модели.
Сварочный аппарат Wester MINI 220T (MMA)
Достоинства:
- легкость управления
- долгая беспрерывная работа
- устойчивость к нагрузкам и перепадам тока
- встроенная термозащита
Недостатки:
- отсутствует транспортировочная ручка
На этом наша статья про сварочные аппараты для сварки алюминия подходит к своему завершению. Удачных покупок и правильного выбора!
Сварка алюминия полуавтоматом: как выбрать аппарат
Сварка алюминия полуавтоматом – распространенный способ соединения данного металла и сплавов на его основе. В качестве присадочного материала используется сварочная проволока, скорость которой контролирует сварщик. Для защиты сварочной ванны от негативного взаимодействия с атмосферным воздухом применяют инертный или активный газ.

Особенности материала
Настройки полуавтомата для сварки алюминия осуществляют с учетом толщины, а также химических и механических свойств металла. Характерная особенность алюминия – высокая активность. В результате взаимодействия с кислородом, который содержится в атмосферном воздухе, образуется оксидная пленка, предотвращающая дальнейшее окисление металла. Ее температура плавления в 3 раза выше, чем аналогичный параметр чистого алюминия. Для получения надежного шва необходимо предварительно очистить или протравить поверхность.
К другим особенностям материала, которые определяют характер проведения работ, относят:
- Теплопроводность материала гораздо выше, чем у других металлов. Для полного проплавления шва потребуется большое количество тепловой энергии. При работе с толстолистовыми конструкциями рекомендуется предварительно прогревать поверхность.
- Ввиду низкой температуры плавления, при работе с металлом необходимо соблюдать осторожность – существует вероятность прожога заготовки;
- Расплавленный металл быстро застывает, что требует от сварщика хороших профессиональных навыков при заварке кратера шва. Современные аппараты оснащены специальными функциями, которые снижают силу тока для нормального завершения работ.
Как выбрать аппарат для полуавтоматической сварки алюминия
Выбор оборудования зависит от условий выполнения работ и требований, предъявляемых к качеству соединения. Для достижения наилучших результатов рекомендуется выполнять сварку алюминия полуавтоматом с импульсным режимом. Так называется метод бесконтактного переноса присадочного материала в сварочную ванну. На кончике проволоки формируются капли расплавленного металла, которые выталкиваются в зону расплава под действием кратковременного импульса тока. По сравнению со струйным и крупнокапельным переносом металла, метод отличается меньшими тепловложениями и низким коэффициентом разбрызгивания.
Современные аппараты с синергетическим управлением располагают встроенными интеллектуальными системами, которые самостоятельно подбирают оптимальные параметры работы, исходя из диаметра проволоки и типа защитного газа. При этом вероятность образования дефектов сведена к минимуму.
При сварке алюминия обычным полуавтоматом рабочие параметры выставляют вручную.
Отличия между MIG/MAG и TIG сваркой

Раньше считалось, что для создания надежного неразъемного соединения необходимо применять исключительно аргонодуговую сварку неплавящимся электродом. Работа осуществляется переменным током. Дуга образуется между вольфрамовым электродом и основной поверхностью. Ширина и плотность регулируется путем изменения частоты тока. В качестве защитной среды используют аргон, к чистоте которого предъявляют строгие требования.
Развитие технологий и появление импульсных сварочных полуавтоматов позволило повысить качество соединения и увеличить производительность. В отличие от TIG сварки, дуга образуется между присадочной проволокой и рабочей поверхностью. Сварку алюминия полуавтоматом осуществляют в среде аргона. Инертный газ обеспечивает должный уровень защиты и не взаимодействует с расплавленным металлом. Сварка алюминия полуавтоматом в среде углекислого газа не получила распространения, ввиду окислительных свойств защитной среды.
Какие расходные материалы потребуются
Как указано выше, аргон – лучший газ для сварки алюминия полуавтоматом. Присадочный материал – специальная алюминиевая проволока, требующая особых условий эксплуатации:
- Диаметр отверстия наконечника должен превышать величину сечения проволоки. Требование вызвано физическими свойствами алюминия – он расширяется при незначительных температурных воздействиях.
- Подающий механизм, конструкция которого включает в себя 4 ролика. В противном случае велика вероятность замятия проволоки. Форма профиля роликов – U-образная. Рывки при протяжке проволоки недопустимы.
- Не рекомендуется использовать шланги длиной больше 3 метров. Для снижения трения проволоки о стенки канала металлический подающий шланг необходимо заменить тефлоновым. Искривления и перегибы канала препятствуют нормальной протяжке проволоки.
- С увеличением диаметра присадочной проволоки упрощается процесс ее подачи в зону расплава. Для решения проблемы подачи используют горелки с механизмом Push-Pull (тяни-толкай).
Особенности и преимущества сварки алюминия полуавтоматом
Рассмотрим, как правильно варить алюминий полуавтоматом. К отличительным особенностям данного процесса относят:
- Ввиду высокой теплопроводности металла, для эффективного проплавления необходимо использовать аппараты с силой тока не ниже 200 А;
- Сварка алюминия полуавтоматом выполняют постоянным током обратной полярностиДля повышения качества готового соединения рекомендуется использовать сварочные аппараты синергетического типа с готовыми режимами сварки алюминиевых сплавов.
- При работе с тонколистовыми изделиями необходимо использовать формирующую теплоотводящую подкладку.
- Горелку располагают под углом 20º к вертикали. Направление сварки – справа налево (от себя) с высокой скоростью движения.
К достоинствам сварки алюминия полуавтоматом относят доступную стоимость рабочего оборудования и расходных материалов, производительность метода. Основные приемы работы на полуавтомате по силам освоить даже неподготовленный человек, чего не скажешь о TIG-сварке.

Вывод
Использование синергетических аппаратов при сварке алюминия позволяет получать надежные швы без дефектов. При этом стоимость оборудования гораздо ниже, по сравнению с ценами на оснастку для аргонодуговой сварки.
Как выбрать сварочный аппарат для алюминия

Даже опытные сварщики, впервые сталкиваясь с соединением алюминия ручным дуговом способом, часто испытывают разочарование от качества шва. Если Вам понадобилось регулярно работать с таким «капризным» металлом, то наша статья поможет подобрать сварочный аппарат для алюминия, которым получится создавать качественные герметичные швы.
Особенности и сложности сварки алюминия
Сварка алюминия может понадобиться для заделки трещины в поддоне картера ДВС или коробки передач. Нередко так ремонтируют размерзшийся блок «рубашки» охлаждения двигателя. Аппараты для сварки алюминия востребованы в химической и пищевой промышленности, изготовлении емкостей, коллекторов, фильтров и других изделий.
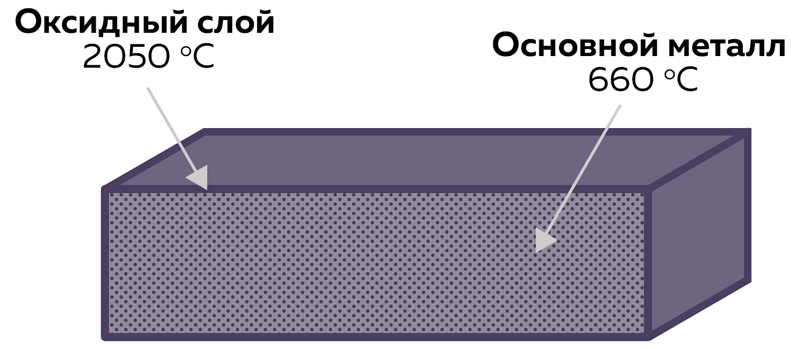
Но алюминий и его сплавы AlMn, AlSi, AlMg хуже свариваются за счет главной особенности — наличия тугоплавкого оксидного слоя на поверхности. Температура его плавления составляет 2044 градуса, тогда как метал под ним течет уже после 660 градусов. Это составляет основную проблему, поскольку малая сила тока не способна проплавить наружный слой, и присадочный металл ложится на поверхности. Большая сила тока приводит к сквозным прожогам. Поэтому классические технологии для сварки алюминия не подходят.
Среди других трудностей в работе с этим металлом следующие:
- Малая разница между температурой плавления и застывания. Алюминий становится текучим при 660 градусах. Но если ему дать остыть всего на 15-20º С, то он уже начинает кристаллизоваться. Требуется аппарат для сварки алюминия, который сможет поддерживать рабочий ток в таком диапазоне, чтобы можно было формировать шов.
- Повышенная теплопроводность. Распространение тепла по алюминию происходит в 5 раз быстрее, чем у малоуглеродистой стали. Сварочная ванная быстро остывает, а деталь может значительно покоробится на большой площади даже от маленького шва.
- Сохранение цвета в расплавленном виде. При сварке черных металлов сварщику легко контролировать состояние сварочной ванны и количество подаваемой присадки, поскольку она становится ослепительно белой, в отличие от красного шлака. Алюминий не меняет цвет в жидком виде и сварщику сложнее визуально понимать насколько сформирован шов.
- Повышенная усадка. После остывания наплавленные валики металла могут значительно просесть, что образует ямки в шве и потребуется повторная наплавка сверху.
- Взаимодействие с внешней средой. При контакте с окружающим воздухом алюминий испаряет водород, что приводит к крупным порам в структуре шва. Давление воды или другой жидкости такое соединение не выдержит. Необходима защита сварочной ванны от внешних газов.
- Повышенная текучесть. В расплавленном состоянии алюминий похож на воду — направлять жидкий металл горелкой сложнее, особенно при ведении шва в наклонной плоскости. Еще это приводит к ускоренным сквозным прожогам.
Первые швы у начинающих сварщиков на алюминии всегда плохие. Постепенно проблема решается тренировками на практике. Но первостепенное значение здесь играет правильный выбор сварочного аппарата, рассчитанного на соединение алюминия.
Какой аппарат лучше всего подходит для сварки алюминия
Поскольку в продаже существуют покрытые электроды с алюминиевым сердечником, то, кажется, самым дешевым способом сваривать этом металл является ручная дуговая сварка при помощи инвертора. Но в действительности ММА сварка по алюминию позволит лишь соединить две стороны металла наложенными сверху каплями присадки.
Прочный и герметичный шов здесь не получится. Для качественного соединения потребуется сварочный аппарат для сварки алюминия с режимами MIG или TIG. У каждого из них есть свои особенности, что следует учесть при выборе.
Использование аппаратов MIG/MAG для сварки алюминия
МИГ сварка — это применение полуавтоматов, в которых сварочная проволока непрерывно подается по каналу прямо в горелку. Второй кабель с зажимом крепится непосредственно на изделие. Замыкание проволоки о поверхность заготовки приводит к возбуждению электрической дуги. Параллельно газ из сопла изолирует сварочную ванну от внешней среды.


- высокая скорость сварки;
- хорошая видимость происходящего в сварочной ванне;
- вторая рука сварщика свободна, чтобы поддерживать заготовку или держаться на высоте;
- можно создавать непрерывные длинные швы;
- после окончания процесса нет шлаковой корки.

- Дороговизна самого оборудования. Еще есть дополнительные расходы на защитный газ (смесь аргона и углекислоты).
- Алюминиевая присадочная проволока тонкая и гибкая, поэтому сильно «гуляет» и сварщику труднее направлять ее.
- Если часто требуется чередовать сварку черных металлов и алюминия одним полуавтоматом, то смена стального канала в горелке на тефлоновый занимает много времени.
- Шов от полуавтомата на алюминии неоднородный по ширине. Если он расположен на лицевой стороне заготовки, то нужна последующая механическая зачистка.
Какие функции должны быть у полуавтоматов для алюминия
Соединять алюминий можно не любыми полуавтоматами. Оборудование для сварки должно обладать следующими функциями:
Hot Start. Эта функция называется «Горячий старт», потому что позволяет накладывать качественный шов с первых миллиметров соединения. Для этого на проволоке поддерживается высокий показатель холостого хода (80-90 В), а сила тока сперва подается чуть выше основного.
Для алюминия это полезно быстрым прогревом поверхности и разрушением оксида. Благодаря этому эффекту шов начинает формироваться сразу, без налипания валиков присадки сверху. На профессиональных аппаратах можно настраивать значение регулировки «Горячего старта», чтобы определять насколько он будет «горячим».
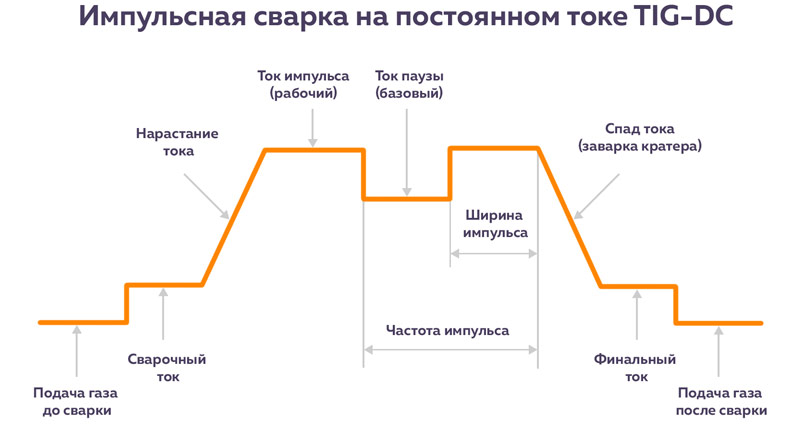
Pulse. Эта функция выдает не ровный базовый ток, а содействует его чередованию. В результате получается амплитуда, где происходит нарастание тока до рабочего импульса, а затем пауза со спадом. В момент пикового напряжения плавится оксид, а в период паузы обеспечивается спокойное вплавление присадочного металла с минимальным количеством брызг.
На профессиональных полуавтоматах можно регулировать как частоту импульса, так и его длину, что позволяет настроить сварку в зависимости от толщины алюминия и вида его сплава. Функция актуальна особенно для тонкого металла, чтобы избежать перегрева поверхности и образования сквозных дыр.
Dable Pulse. Удваивает предыдущий эффект. Кроме амплитуды, чередующей базовый и основной ток, присутствует колебательное нарастание и спад пикового тока. Такая функция еще больше повышает качество сварки алюминия вплоть до капельного переноса металла. Минимальное тепловложение не дает перегреть заготовку и деформировать ее. Швы получаются тонкими, но глубокими, а скорость сварки возрастает.
Использование аппаратов TIG для сварки алюминия
ТИГ сварка алюминия проводится при помощи инвертора, выдающего переменный ток.
В одной руке у сварщика горелка с вольфрамовым электродом. Ее касание о поверхность детали, к которой подключена масса, приводит к образованию электрической дуги. Вольфрам не плавится, поэтому длина электрода не меняется. Для сварки алюминия применяется круглая форма заточки стержня.
Во второй руке сварщика присадочная проволока, подающаяся в сварочную ванну для увеличения высоты шва и придания крепости соединению. Из горелки выходит защитный газ аргон, предотвращающий контакт с внешним воздухом.
Плюсы TIG для сварки алюминия
- шов получается плотным и герметичным;
- не требуется механическая обработка;
- отсутствуют поры в структуре;
- можно выполнять узкие швы 2-3 мм в ширину.
Минусы TIG для сварки алюминия
- повышенный расход средств на присадочную проволоку и газ;
- низкая скорость сварки;
- высокая стоимость оборудования;
- можно создавать только короткие швы;
- игла быстро покрывается брызгами и ее форму нужно править;
- при сварке листового алюминия 1-2 мм толщиной, требуется подложка для предотвращения провалов разогретого металла.

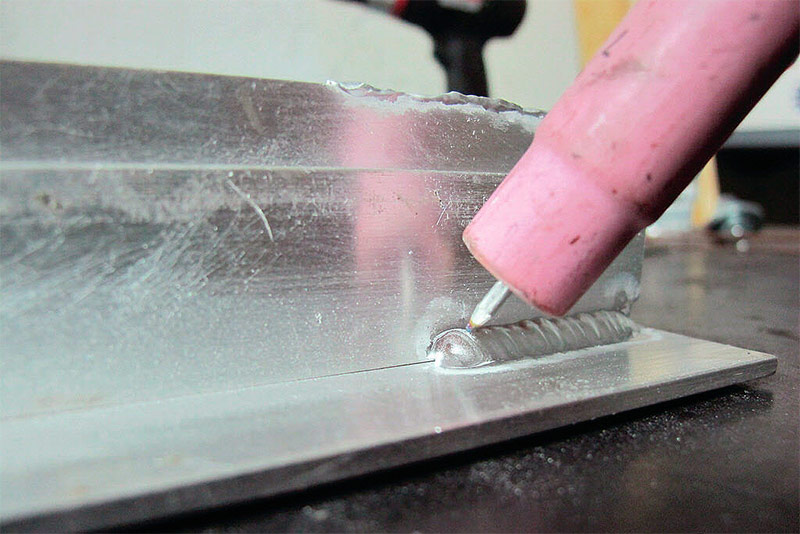
Качество швов, которое можно получить при сварке алюминия при помощи TIG сварки.
Какие функции должны быть у инверторов TIG для алюминия
Хотя любой инвертор можно оснастить вентильной горелкой для ТИГ сварки, но качественно соединить алюминий аргонодуговым методом получится только при наличии следующих функций:
Pulse. Играет такую же роль, что и в полуавтомате. Сокращает тепловложение и не дает прогореть жидкотекучему материалу. Профессиональные аппараты поддерживают настройку волны пульса. Прямоугольная волна дает глубокое проплавление и высокую скорость процесса. Треугольная позволяет легко сваривать тонкие листы алюминия с минимальной передачей тепла. Скругленная волна облегчает контроль сварочной ванны для равномерного провара ответственных соединений. Синусоидальная дает мягкую дугу с широким захватом сварочной ванны, но не глубоким проваром.
Пред и пост газ. Запускает на 2 с предварительную продувку защитного газа, чтобы вытеснить окружающий воздух с места начала сварки. Подает аргон после прерывания дуги в течение 3-10 секунд, давая нормально кристаллизоваться сварочной ванне без вмешательства кислорода.
Переключение на переменный ток. Вести ТИГ сварку инвертором можно только на переменном токе. Для этого обязательно в характеристиках аппарата должно быть обозначение AC/DC.
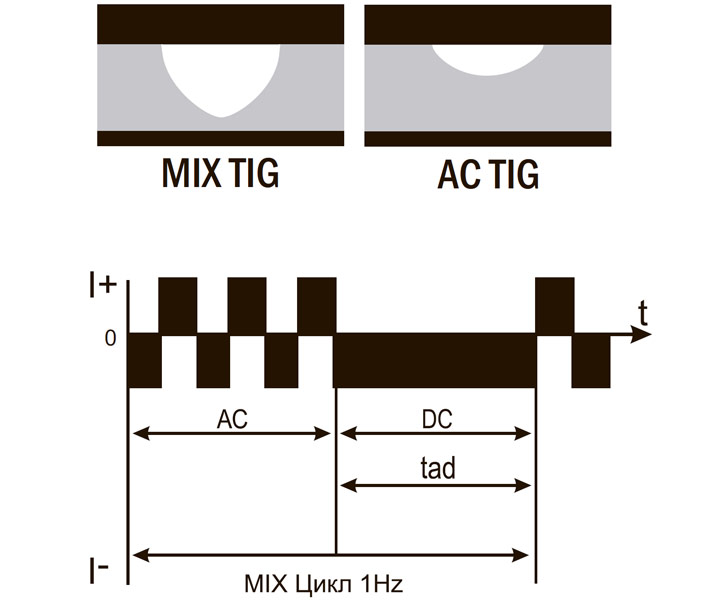
MIX TIG. Этот режим чередует воздействие на материал постоянного и переменного тока. Сперва в работу вступает AC, который разрушает своей частотой оксидную пленку. Затем он сменяется на DC, обеспечивающим глубокий провар с равномерным распределением присадочного металла. Эта функция особенно практична, когда требуется соединить алюминий, толщиной 2 и 7 мм между собой.
Регулировка баланса. Позволяет устанавливать частоту автоматической смены полярности напряжения, что при положительном значении продлевает срок службы вольфрамового электрода и повышает глубину провара, а при отрицательном показателе снижает тепловложение и защищает от прожогов и деформаций.
Изучив требования к аппаратам для сварки алюминия, Вы без проблем сможете подобрать сварочное оборудование для своей автомастерской, цеха или гаража.
Сварочные полуавтоматы для сварки алюминия
Универсальный сварочный полуавтомат с двойным пульсом TRITON ALUMIG 250P DPULSE SYNERGIC предназначен для сварки в режимах MIG/MAG PULSE и MMA. Инвертор подходит для сварки алюминия (чистого и сплавов), стали, меди, чугуна и никеля. Двойной импульсный режим, реализованный в аппарате, позволяет сваривать заготовки с более высоким качеством соединения, чем при использовании классической полуавтоматической сварки.
Высоконадежный полуавтомат NOVASTAR 320 E SPEEDPULSE используется в различных отраслях промышленности: нефтехимической, железнодорожной, военной, автомобильной, а также в металлургии и строительстве.
Предназначен для сварки низкоуглеродистых и нержавеющих сталей, алюминия и его сплавов проволокой сплошного сечения в среде защитных газов, низкоуглеродистых сталей порошковой проволокой без использования защитного газа, сварки покрытыми электродами в режиме ММА различных металлов, в зависимости от типа электрода и сварки в режиме TIG на постоянном токе.
Предназначен для сварки низкоуглеродистых и нержавеющих сталей, алюминия и его сплавов проволокой сплошного сечения в среде защитных газов, сварки металлов медной проволокой CuSi, низкоуглеродистых сталей порошковой проволокой без использования защитного газа, сварки покрытыми электродами в режиме ММА различных металлов, в зависимости от типа электрода и сварки в режиме TIG на постоянном токе
Малогабаритный универсальный сварочный полуавтомат TRITON ALUMIG 200 SPULSE SYNERGIC позволяет выполнять сварку в режиме MIG/MAG, TIG и MMA. Инвертор поддерживает импульсный режим сварки в режиме MIG/MAG, что позволяет сваривать алюминий (чистый и сплавы), сталь, нержавеющую сталь, медь, чугун, никель с более высоким качеством соединения, по сравнению с классической полуавтоматической сваркой. Возможность регулировать индуктивность дуги, управлять предварительной и финишной продувкой газа, режим Burn-back и 2Т/4Т позволяют добиться полного контроля над сварочным соединением и высокого качества шва. А запрограммированный Job List сокращает время настройки инвертора и определяет его как профессиональный источник для работ высокой сложности.
START ALUWELD 200 MIG PULSE это инверторный сварочный аппарат нового поколения с импульсным режимом и синергетическим управлением
SKYWAY 350 DUAL PULSE – 3-х фазный синергетический инвертор для полуавтоматической сварки в среде инертного/активного защитного газа MIG-MAG, для ручной дуговой сварки штучным электродом MMA, а так же для аргонодуговой сварки в режиме TIG DC.
Предназначен для сварки низкоуглеродистых и нержавеющих сталей, алюминия и его сплавов проволокой сплошного сечения в среде защитных газов, низкоуглеродистых сталей порошковой проволокой без использования защитного газа, сварки покрытыми электродами в режиме ММА различных металлов, в зависимости от типа электрода и сварки в режиме TIG на постоянном токе.
Аппарат предназначен для полуавтоматической сварки MIG/MAG Pulse, аргоно-дуговой сварки на постоянном токе TIG DC и сварки покрытыми электродами ММА.
SKYWAY 350 DUAL PULSE – 3-х фазный синергетический инвертор для полуавтоматической сварки стальной проволокой в среде инертного/активного защитного газа MIG-MAG, а также для ручной дуговой сварки штучным электродом MMA.
Универсальный сварочный полуавтомат с двойным пульсом TRITON ALUMIG 350P DPULSE SYNERGIC предназначен для сварки в режимах MIG/MAG PULSE и MMA. Инвертор подходит для сварки алюминия (чистого и сплавов), стали, нержавеющей стали, меди, чугуна и никеля. Двойной импульсный режим, реализованный в аппарате, позволяет сваривать заготовки с более высоким качеством соединения, чем при использовании классической полуавтоматической сварки.
Универсальный сварочный полуавтомат с двойным пульсом TRITON ALUMIG 250P DPULSE SYNERGIC 380v предназначен для сварки в режимах MIG/MAG PULSE и MMA. Инвертор подходит для сварки алюминия (чистого и сплавов), стали, меди, чугуна и никеля. Двойной импульсный режим, реализованный в аппарате, позволяет сваривать заготовки с более высоким качеством соединения, чем при использовании классической полуавтоматической сварки.
Мощный сварочный инвертор TRITON ALUMIG 500P Dpulse Synergic DW – многофункциональный аппарат, который гарантирует чистую и точную сварку алюминия (чистого и сплавов), стали, нержавеющей стали, меди, никеля и чугуна с качественной проваркой корня шва.
Профессиональный полуавтомат MULTIMIG200 PFCDUAL PULSE SYN – мощный источник сварки с двойным импульсным режимом и синергетическим алгоритмом управления, что делает работу максимально эффективной и качественной.
Профессиональный многофункциональный сварочный полуавтомат VIKING MIG 200 DOUBLE PULSE SYNERGIC PRO предназначен для использования в широком диапазоне сварочных видов работ.
Представляем Вашему вниманию сварочный инверторный аппарат PICOMIG 180 PULS для полуавтоматической сварки MIG/MAG.
Инверторный многофункциональный цифровой полуавтомат с синергетическим управлением, созданный для промышленных предприятий среднего и тяжёлого машиностроения. Синергетические программы аппарата адаптированы для работы со диаметрами проволок от 0.8 мм до 1.6 мм и с большим количеством защитных газов и смесей.
Предназначен для сварки низкоуглеродистых и нержавеющих сталей, алюминия и его сплавов проволокой сплошного сечения в среде защитных газов, низкоуглеродистых сталей порошковой проволокой без использования защитного газа, сварки покрытыми электродами в режиме ММА различных металлов, в зависимости от типа электрода и сварки в режиме TIG на постоянном токе.
Особенности: цифровой дисплей; синергетическое управление; функция VRD; двойной импульсный режим; увеличенная катушка до 20 кг; защита от потери фазы; питающей сети; увеличенное ПВ%; стабильная дуга; 3х уровневая защита (влага, коррозия, соляной туман); опционально тележка и блок водяного охлаждения.
Промышленный импульсный инверторный полуавтомат с максимальным током сварки 500 А.
Helvi TP 220 XL Pulse — многофункциональный сварочный инвертор MIG Pulse/TIG/MMA c синергетическим управлением. Аппарат предназначен для полуавтоматической сварки MIG/MAG Pulse, аргоно-дуговой сварки на постоянном токе TIG DC и сварки покрытыми электродами ММА.
Сварочный полуавтомат KEMPPI Kempact Pulse 3000 для синергетической сварки MIG/MAG алюминия и других материалов, имеющий разнообразные функции для профессионалов с четкими требованиями к точности управления качеством сварки. Имеет функцию импульсной сварки, сварки двойными импульсами, а также сохраненные в памяти программы сварки, используемые для автоматической оптимизации настроек конкретных сварочных операций.
Сварочный инверторный аппарат PHOENIX 355 PROGRESS PULS для импульсной полуавтоматической сварки MiG/MAG, стандартной полуавтоматической сварки MiG/MAG, сварки покрытым электродом MMA и сварки неплавящимся электродом TIG DC.
Полуавтоматы МС-501 МX Pulse являются сложной высокотехнологичной установкой с инверторным источником питания, основой которого служат высокочастотные преобразователи последнего поколения – модули IGBT.
На строительной площадке, при монтаже, в мастерской или в заводском цеху — cоответствующий аппарат оснащен для использования в любом месте и для решения любой задачи.
На строительной площадке, при монтаже, в мастерской или в заводском цеху — cоответствующий аппарат оснащен для использования в любом месте и для решения любой задачи.
Инверторный аппарат EWM Picomig 355 puls TKG с поддержкой нескольких методов импульсной сварки с простой однокнопочной панелью управления Synergic и интегрированным приводом механизма подачи проволоки.
FUBAG INMIG 500 T DW SYN PULSE – промышленный сварочный полуавтомат, оснащенный выносным 4-х роликовым механизмом подачи проволоки DRIVE INMIG и горелкой FB 400
На строительной площадке, при монтаже, в мастерской или в заводском цеху — cоответствующий аппарат оснащен для использования в любом месте и для решения любой задачи.
На строительной площадке, при монтаже, в мастерской или в заводском цеху — cоответствующий аппарат оснащен для использования в любом месте и для решения любой задачи.
Предназначен для сварки низкоуглеродистых и нержавеющих сталей, алюминия и его сплавов проволокой сплошного сечения в среде защитных газов, низкоуглеродистых сталей порошковой проволокой без использования защитного газа, сварки покрытыми электродами в режиме ММА различных металлов, в зависимости от типа электрода и сварки в режиме TIG на постоянном токе.
Сварочные аппараты серии ТСС PULSE PMIG — это многофункциональные цифровые аппараты для импульсной полуавтоматической сварки широкого спектра металлов. Благодаря технологии DSP и технологии контроля формы волны обеспечивают отсутствие разбрызгивания, оптимальный контроль дуги и сварочной ванны, гарантируют красивый сварочный шов и высокую производительность.
Аппарат предназначен для полуавтоматической сварки MIG/MAG Pulse, аргоно-дуговой сварки на постоянном токе TIG DC и сварки покрытыми электродами ММА.
На строительной площадке, при монтаже, в мастерской или в заводском цеху — cоответствующий аппарат оснащен для использования в любом месте и для решения любой задачи.
KEMPPI Kemparc Pulse 350 — это синергетический источник питания для сварочных аппаратов разработанный специально для автоматизации сварки и подходящий для сварки MIG c питанием от источника постоянного тока.
Сварочные аппараты сериии ТСС PULSE PMIG — это многофункциональные цифровые аппараты для импульсной полуавтоматической сварки широкого спектра металлов.
Модульный инверторный аппарат для импульсной сварки MIG/MAG с отдельным механизмом подачи проволоки
SAGGIO MIG 500-NS DOUBLE PULSE — инверторный сварочный полуавтомат с полностью цифровым управлением, построенный на новейших IGBT модулях, предназначен для широкого использования в автоматизации сварочных процессов, в отраслях по производству различных стальных конструкций.
Управляемый микропроцессором, MIG-MAG / FLUX / BRAZING / MMA / TIG DC-Lift инверторный многопроцессорный сварочный аппарат с 4-х валковым механизмом подачи проволоки.
Мощное трехфазное сварочное оборудование размером всего в один механизм подачи проволоки: это главная особенность CONVEX MOBILE 255 PULSE, инновационного многопроцессорного синергетического оборудования для сварки в режимах MIG / MAG, MMA и TIG с режимом «Lift».
На строительной площадке, при монтаже, в мастерской или в заводском цеху — cоответствующий аппарат оснащен для использования в любом месте и для решения любой задачи.
На строительной площадке, при монтаже, в мастерской или в заводском цеху — cоответствующий аппарат оснащен для использования в любом месте и для решения любой задачи.
Управляемый микропроцессором, MIG-MAG / FLUX / BRAZING / MMA / TIG DC-Lift инверторный многопроцессорный сварочный аппарат с 4-х валковым механизмом подачи проволоки.
Инверторный сварочный полуавтомат TELWIN Inverpulse 60.30 Wave — микропроцессорное многофункциональное сварочное оборудование MIG-MAG / FLUX / BRAZING / MMA / TIG DC-Lift с 4-х валковым механизмом подачи проволоки
Инверторный аппарат для импульсной сварки постоянным током, с жидкостным охлаждением со сдвоенным устройством подачи проволоки Мультипроцесс: Сварка MIG/MAG, сварка TIG с контактным зажиганием, сварка стержневыми электро-дами и строжка Строжка угольным электродом сечением до 13 мм² (551) Очень большие резервы мощности позволяют применять длинные промежуточные пакеты шлангов: 70 мм² до 30 м 95 мм² до 40 м Декомпактное, передвижное исполнение под кран и штабелер Progress: Настройка всех параметров сварки и функций, а также индикация параметров сварки на устройстве подачи проволоки, однокнопочное управление (Synergic) – удобная регулировка рабочей точки, запрограммированные сварочные задания (JOBs), выбор из списка сварочных заданий (JOB) Более эффективная сварка с применением технологий forceArc и rootArc Возможность подключения дистанционного регулятора (кроме R40) и функциональной горелки Оснащены серийными интерфейсами для соединения с ПК 4-роликовый подающий механизм для стальной проволоки 1,0 мм + 1,2 мм Мощная система охлаждения с центробежным насосом, пневматическим выключателем и большим баком емкостью 12 л.
Полуавтомат МС-275 МЕ представляет собой аппарат в моноблочном исполнении, состоящий из инверторного источника и механизма подачи проволоки.
Полуавтоматы МС-351 МX Pulse являются сложной высокотехнологичной установкой с инверторным источником питания, основой которого служат высокочастотные преобразователи последнего поколения – модули IGBT.
Сварочные аппараты сериии ТСС PULSE PMIG — это многофункциональные цифровые аппараты для импульсной полуавтоматической сварки широкого спектра металлов.

