
Почему алюминий не поддается пайке на воздухе?
Паяем алюминий
Почему возникают проблемы с пайкой?
Этот металл обладает множеством достоинств, в частности, лёгкостью и гибкостью. Кроме того, благодаря образуемой на его поверхности плёнке оксида, металл практически нейтрален и не вступает в реакцию с агрессивными средами или пищевыми продуктами.
Однако именно это свойство металла и является проблемой в тех случаях, когда необходимо произвести соединение нескольких алюминиевых деталей при помощи пайки.
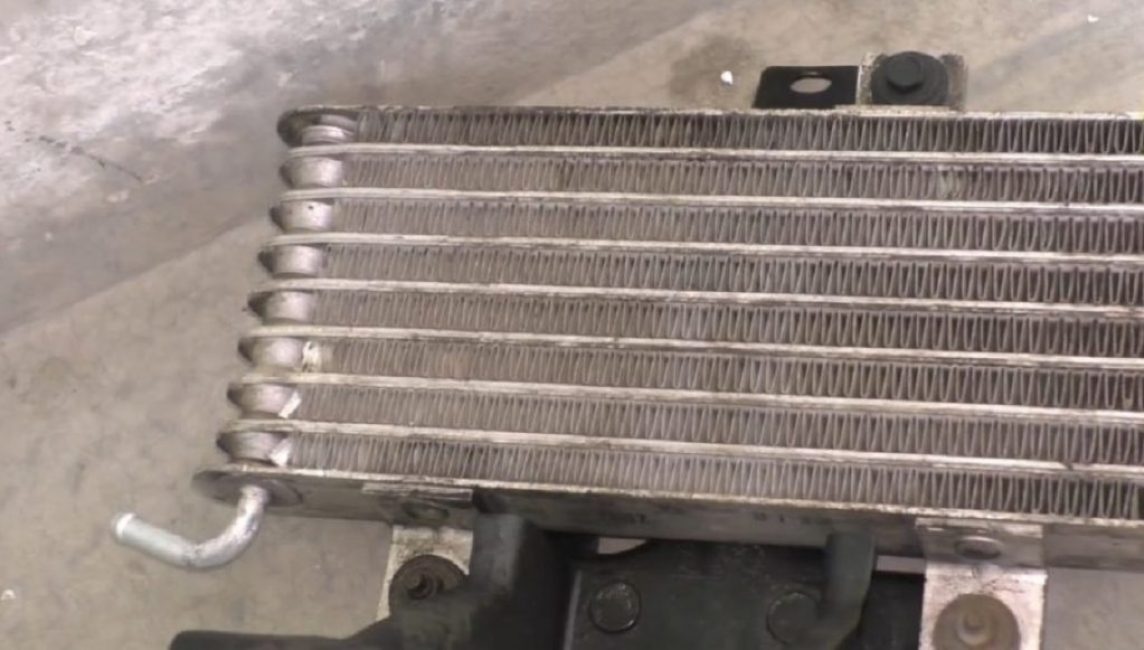
Радиатор из алюминия
Чаще всего алюминий применяется, как материал для изготовления различных радиаторов: систем отопления, охлаждения компонентов электроники, автомобильных жидкостей и пр. Подобное использование обусловлено низкой теплоёмкостью и высокой теплопроводностью металла.
Несмотря на достаточно низкую химическую активность время и температура делают своё дело и в корпусах алюминиевых радиаторов появляются трещины, заделать которые достаточно проблематично.
Микротрещины, возникающие в радиаторах, могут быть даже незаметны человеческому глазу, но из них может уходить достаточно большое количество жидкости, которую придётся регулярно подливать в систему охлаждения.

Ремонт системы охлаждения – достаточно дорогостоящее мероприятие. Зачастую сервисные центры или автомастерские, особо не напрягаясь, просто меняют радиатор целиком вместо того, чтобы исправить его при помощи запаивания отверстия.

Спайка нескольких элементов
Самостоятельно устранить отверстие можно двумя путями: при помощи пайки или с применением холодной сварки. При этом, в обоих случаях придётся столкнуться с одной серьёзной проблемой.

Алюминий на воздухе сразу же окисляется
При взаимодействии алюминия с воздухом, он сразу же окисляется, а его поверхность покрывается тонкой плёнкой оксида.
Оксид обладает изолирующими свойствами и традиционные материалы, используемые в качестве припоя, не способны не то чтобы соединить две алюминиевые поверхности, но даже просто хорошо «прилипнуть» к поверхности, которую покрывает оксид.
Именно поэтому паять алюминий очень и очень непросто.
Пайка при помощи обычного паяльника не даёт желаемых результатов. Можно даже сказать, что она не даёт никаких результатов, поскольку даже при использовании специальных флюсов для пайки регулярно получается вместо ровного паянного шва неравномерное нагромождение припоя, явно не имеющее хорошего контакта ни с одной из припаиваемых поверхностей.

Изготовление теплицы своими руками из профильной трубы и поликарбоната: полное описание процесса, чертежи с размерами, полив и обогрев (Фото & Видео)
Почему алюминий плохо паяется
Многие пробовали паять алюминий в домашних условиях и хорошо поняли: припой не хочет прилипать к поверхности деталей. Это происходит по причине образования на металле устойчивой оксидной пленки, которая имеет низкую адгезию к материалу припоя. Методы пайки алюминия в домашних условиях сводятся к борьбе с защитной пленкой.
В минералогии оксид алюминия называют корундом. Он состоит из прозрачных кристаллов, являющихся драгоценными камнями. Корунд имеет различную окраску, зависящую от примесей: хром придает красноватый оттенок, сапфир — синеватый. Окисная пленка обладает высокой прочностью и не поддается пайке. Ее необходимо удалить с поверхности и после этого начинать паять детали.











Способы
Для того чтобы пайка алюминия с медью прошла успешно, сначала нужно разобраться в том, какие именно соединения нужно создавать. Например, провода в холодильнике, где применяют такие жилы, опытные мастера скрепляют только припоем, рекомендованным производителями техники. На производстве и в быту также может потребоваться соединение трубчатых элементов именно в неразрывном, герметичном виде. Под это определение подходит только пайка
Можно выделить ряд актуальных способов ее выполнения.
- С применением стальной муфты. В этом случае между стыками алюминиевой и медной деталей устанавливается вставка из черного металла. Пайка осуществляется с каждой стороны отдельно, что позволяет сделать соединение более прочным, исключает возникновение проблем из-за разницы температур плавления. Со сталью и медь, и алюминий хорошо взаимодействуют.
- С применением специализированных припоев. Наиболее ярким примером является материал, выпускаемый брендом Castolin, к которому компания предлагает дополнительно целую линейку флюсов с нужными характеристиками. Стоят такие расходные материалы заметно дороже, встречаются редко. Именно их обычно используют в мастерских по ремонту сложной бытовой техники.
- Поверхностный способ. Он заключается в использовании особого соединения, при котором медная часть вставляется в алюминиевый раструб. По краю широкой части наносится припой, закрывающий зазор. Используются легкоплавкие составы, при работе мастеру нужно захватить как можно большую часть поверхности медной детали. Этот способ применим при работе с трубчатыми элементами.
- Скрутками. Этот метод позволяет использовать общий оловянно-свинцовый припой, но с использованием специальных флюсов для каждого металла. Таким образом исключается возможность окисления, устраняется потеря алюминиевой жилой ее прочности и первоначальных рабочих характеристик. Эта технология пайки проводов считается допустимой, но не рекомендована для применения под высокими сетевыми нагрузками.
- С меднением алюминия. В этом случае на поверхности металла создаются контактные площадки, позволяющие образовать надежное соединение с мало совместимой с ним медью. Кислотный состав не применяется.
Это основные способы, которые используют, чтобы получить соединение медных и алюминиевых элементов путем пайки.
Недостатки
- После завершения процесса готовое изделие будет иметь уже более низкую температуру плавления в месте спайки;
- Прочность соединения не рассчитана на высокие механические нагрузки;
- Пайка алюминия оловом в домашних условиях не дает столь высокого качества соединения, как другие способы соединения и может применяться преимущественно для мелкого ремонта изделий с небольшой ответственностью при эксплуатации.
Нюансы при пайке
Главной особенностью при спаивании алюминия является борьба с оксидной пленкой. Она стала самой большой проблемой, которую нужно решать еще до процесса спаивания при помощи очистки, растворителей и других методов. Пайка алюминия твердыми припоями требует четкого следования режимам, так как слишком большая температура может испортить сам металл, а слишком маленькая не даст произвести качественное соединение. При работе с большой толщиной металла пайка проводится в несколько слоев.
Оксидная пленка алюминия
Способы пайки оловом
Одним из основных способов является пайка алюминия газовой горелкой. Для этого горелка присоединяется при помощи шланга к газовому баллону. При включении газ под давлением, которое может регулироваться, подается на сам инструмент и через сопла выходит наружу. При поджигании образуется пламя, которое постоянно горит. Чем выше давление подачи, тем больше его температура.
Пайка алюминия газовой горелкой
Существуют такие же бензиновые горелки, которые работают на парах высококачественного бензина, но они обладают относительно низкой температурой горения и применяются преимущественно для работы с тонкими изделиями.
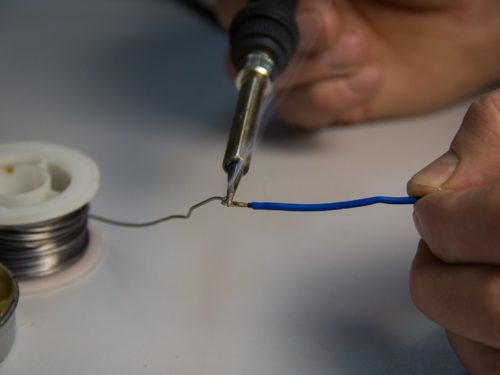
Пайка паяльником, зачастую производится при помощи дополнительных материалов, таких как канифоль сосновая и других флюсов. Инструмент подключается к электрической розетке и нагревается до такой температуры, которая может расплавить оловянный припой.
Пайка алюминия паяльником
Необходимые материалы и инструмент
Помимо самого припоя следует иметь еще:
- Растворитель (для обработки поверхности);
- Флюс;
- Щетку по металлу;
- Режущий инструмент для обработки кромок;
- Паяльник или горелку.
Выбор олова и подбор инструмента
Пайка алюминиевыми припоями с добавлением олова может иметь несколько различных вариантов, в зависимости от состава самого припоя
Для такого металла в нем должно быть как можно меньше свинца, но что следует обратить внимание при изучении процентного содержания состава. Содержание цинка помогает снизить температуру плавления
Инструмент подбирается исходя из личных предпочтений, но для работы с особенно тонкими деталями лучше подходит горелка, чем паяльник.
Подготовка поверхности
Первым делом, поверхность изделия зачищается при помощи щетки по металлу, или наждачной бумаги, если речь идет о тонких листах. После этого обязательно следует обработать поверхность при помощи растворителя, так как он помогает снять все имеющиеся налеты жира и масел с металла. При их наличии качество соединения ухудшается. Растворители помогают бороться и с оксидной пленкой, которую нельзя расплавить паяльником или горелкой. Если речь идет о проводах, то их требуется еще залудить, чтобы спаивание прошло быстрее и сам основной металл не пострадал во время воздействия. Когда производится пайка металлов толщиной от 4 мм и выше, то перед подготовкой необходимо еще разделать кромки, чтобы пропаялась вся поверхность и площадь контакта была максимальной.
Зачистка алюминия для пайки оловом
Пошаговая инструкция
- Сначала металл подвергается предварительной подготовке, как это описано выше;
- После этого можно включать паяльник или выставлять горелку на нужный режим;
- Далее следует обработка поверхности паяльника и места спайки флюсом;
- С этого момента можно приступать к спаиванию, расплавляя постепенно металл припоя над основным;
- Когда будет заделан последний слой, то следует сначала дать металлу остыть, а потом проверить качество пайки любым удобным способом.
Как спаять алюминий в домашних условиях, особенности пайки алюминия
Пайка алюминия — трудновыполнимый в домашних условиях процесс. Сложность объясняется свойствами металла, которые затрудняют соединение отдельных частей из алюминия с другими веществами. Соединять алюминий нужно с соблюдением специально разработанных технологий, обеспечивающих качество пайки. Значение имеет опыт мастера, соединяющего пайкой детали из алюминия.
Почему алюминий плохо паяется
Многие пробовали паять алюминий в домашних условиях и хорошо поняли: припой не хочет прилипать к поверхности деталей. Это происходит по причине образования на металле устойчивой оксидной пленки, которая имеет низкую адгезию к материалу припоя. Методы пайки алюминия в домашних условиях сводятся к борьбе с защитной пленкой.
В минералогии оксид алюминия называют корундом. Он состоит из прозрачных кристаллов, являющихся драгоценными камнями. Корунд имеет различную окраску, зависящую от примесей: хром придает красноватый оттенок, сапфир — синеватый. Окисная пленка обладает высокой прочностью и не поддается пайке. Ее необходимо удалить с поверхности и после этого начинать паять детали.

Как удалить оксидную пленку
Пленку с поверхности металла удаляют несколькими способами, наиболее эффективными являются химический и механический. Оба метода для работы требуют безвоздушной среды, в которой нет кислорода.
Химический метод основан на осаждении на поверхности заготовки цинка или меди путем электролиза. На место, подготовленное к пайке, наносят медный купорос в виде концентрированного раствора. К чистому участку металла прикрепляют минусовую клемму аккумулятора или другого источника питания. Один конец медной проволоки подключают к плюсовой клемме, другой опускают в раствор на поверхности алюминия. В результате электролиза медь или цинк тонким слоем оседает на алюминии и крепко к нему прилипает. Теперь можно производить пайку алюминия оловом.
Для удаления оксида используют масляную пленку. Для этого способа лучше брать масло синтетическое или трансформаторное с малым содержанием воды. Другие виды масел нужно подержать при температуре +150…+200°С, вода испарится. При более высокой температуре содержимое начнет разбрызгиваться. Обезвоженное масло наносится на поверхность алюминиевой детали. Наждачной бумагой нужно под нанесенным слоем потереть алюминий для удаления оксида.
Наждачную шкурку заменяют скальпелем, зазубренным жалом паяльника или железной стружкой, полученной из натертого напильником гвоздя. Стружку насыпают на масло и жалом паяльника трут по поверхности, сдирая оксидный слой. Массивную деталь желательно подогреть горячей воздушной струей. Припой паяльником погружается в масляную капельку и растирается по месту пайки. Для лучшего прохождения процесса пайки добавляется канифоль или другой флюс.
Для пайки алюминиевых проводов созданы флюсы на основе ацетилсалициловой или ортофосфорной кислоты, солей борной или натриевой кислоты. Канифоль применяется редко, она малоэффективна в случае с алюминием. Флюсы применяются при пайке проводов, кастрюль и других вещей.
Флюсы для пайки алюминия
Флюсы имеют высокую активность, поэтому после пайки их нужно смывать раствором воды с щелочью. Роль щелочи хорошо выполняет пищевая сода. После щелочи место соединения промывается чистой водой. Следует беречь органы дыхания от попадания в них паров флюса. Они способны раздражать слизистые и попадать в кровь. Наиболее распространенные из них требуется рассмотреть каждый в отдельности.
Канифоль
Канифоль — наиболее востребованный из всех флюсов. Он используется при соединении различных металлов. На алюминии работает только при отсутствии воздуха, поэтому применяется редко. Времени при работе с канифолью тратится больше, эффективности меньше. Этот флюс не для профессионалов, выполнять пайку может, но качество соединения не отличается прочностью.
Порошковый флюс
Алюминий паяют газовой горелкой с применением порошковых флюсов. Не рекомендуется к пламени добавлять кислород, он снижает эффективность работы флюса. Наиболее распространенные флюсы:
- Ф-34А;
- бура;
- ацетилсалициловая кислота;
- паяльный жир.

Ф-34А — активный флюс, имеющий в составе 50% хлорида калия, 32% хлорида лития, 10% фторида натрия и 8% хлорида цинка. Состав применяется с припоями, содержащими химические добавки. Он обладает гигроскопичностью и растворяется в воде.
Бура — порошок, плавящийся при 700°С, обладает растворимостью в воде, смывается водным раствором лимонной кислоты. Отличается низкой стоимостью.
Ацетилсалициловая кислота встречается в виде таблеток аспирина. При нагреве паяльником выделяются вредные для здоровья человека пары, обжигающие нос, глаза и органы дыхания.
Паяльный жир состоит из парафина, хлорида аммония и цинка, деионизированной воды. Хорошо паяет предварительно прогретые места, прошедшие процедуру лужения. После спаивания алюминиевых деталей рекомендуется остатки флюса смывать, иначе он вызывает коррозию металла.
Жидкий флюс
Жидкий флюс наносится на место пайки тонким слоем. При работе паяльником быстро испаряется с выделением обжигающих паров. Флюс Ф-64 в своем составе содержит фториды, тетраэтиламмоний, ингибиторы коррозии и дионизированную воду. Хорошо разрушает оксидную пленку и помогает паять заготовки из алюминия больших размеров. Используется при паянии меди, алюминия, оцинкованного железа и других металлов.
Ф-61 состоит из триэтаноламина, фторбората аммония и фторбората цинка. Используется при лужении и пайке сплавов алюминия при температуре до 250°С. Castolin Alutin 51 L состоит из кадмия, свинца и 32%-ного олова. Наиболее эффективно работает при температурах выше 160°С.
Любой из перечисленных флюсов помогает запаять алюминиевую кастрюлю, алюминиевые заготовки разных размеров, соединять методом пайки дюралюминий, дюралевые (дюраль) заготовки.
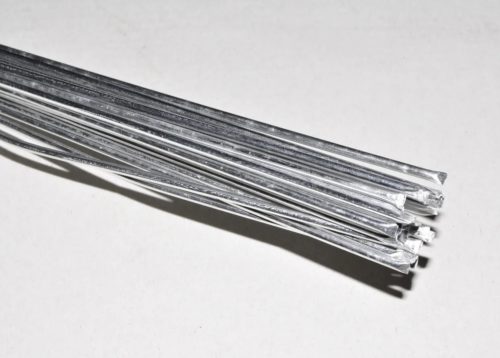
Припой для пайки алюминия
Припой для пайки алюминия делается на основе цинка или алюминия. В него вносятся добавки для достижения различных характеристик: для понижения температуры плавления, увеличения прочности. Производят их в Америке, Германии, Франции, России. Рассмотрим некоторые из них.
Распространенный и широко разрекламированный припой для алюминия — HTS 2000. Его производит компания из США. Практика свидетельствует о его непрочности: спаянные детали пропускают воздух и влагу. Без флюса его применять невозможно.
Castolin 192FBK на основе цинка (97%) и алюминия (2%) производится во Франции. Компания Castolin выпускает припои 1827 и AluFlam-190, предназначенные для пайки меди и алюминия при 280°С.

Castolin 192FBK — трубчатый припой, содержащий в сердечнике флюс. Выпускается в виде прутков, 100 г которых стоит 100-150 руб. Хорошо паяет мелкие отверстия и трещинки.
Chemet Aluminium 13 — припой, используемый при сварке деталей при 640°С и выше. В его основе лежит алюминий (87%) и кремний (13%). Температура плавления припоя — около 600°С. Выпускается в виде прутков, которых на 100 г приходится 25 шт. 100 г стоят 500 руб. Разновидность под наименованием Chemet Aluminium 13-UF имеет полую структуру и содержит в сердечнике флюс. Его стоимость за 12 прутков, которые весят 100 г, 700 руб.
Алюминиевый припой производится и на отечественных предприятиях. Для пайки с помощью газовой горелки применяется состав марки 34А. Он плавится при температуре 525°С, хорошо паяет сплавы АМц, АМ3М, АМг2. 100 г стоят 700 руб.
Марка А состоит из 60% цинка, 36% олова и 2% меди. Плавится при 425°С. Выпускается прутьями весом 145 г. Стоимость одного прута — 400 руб.
SUPER A+ производится в Новосибирске и является аналогом HTS-2000. Применяется вместе с флюсом марки SUPER FA. Стоит 800 руб. за 100 г. В расплавленном состоянии становится тягучим, приходится применять стальные инструменты для его разравнивания.
Проблемы пайки алюминия и его сплавов
Опасность разупрочнения и расплавления алюминия при пайке
Алюминий— металл, не имеющий полиморфного превращения, с относительно невысокой температурой плавления ( 660°С ), легкий (плотность 2,7 г/см 3 ), с высокой теплопроводностью и коррозионной стойкостью в атмосферных условиях и некоторых кислотах. При нагреве его модуль упругости быстро снижается, поэтому алюминиевые конструкции при температурах 250—300°С и выше могут терять устойчивость. Температура солидуса промышленных алюминиевых сплавов низкая (500—640°С). Велика вероятность их перегрева, поэтому высокотемпературная пайка проводится в узких интервалов нагрева. Температура рекристаллизации алюминия и его сплавов составляет 250—300 °С, при ней происходит разупрочнение алюминиевых сплавов, упрочненных предварительно наклепом.
Алюминиевые сплавы, упрочняемые по механизму дисперсионного твердения («старения»), при нагреве под пайку разупрочняются в результате коагуляции упрочняющих их фаз. В связи с этим пайке подвергают только алюминий и небольшое число деформируемых, термически необрабатываемых сплавов систем Al — Si, Al—Si—Mg, Al—Mg—Si, Al—Mg—Mn и др. Практически не подвергаются высокотемпературной пайке деформируемые, термически обрабатываемые сплавы систем Al—Сu—Mg (дюралюминий) и Al—Zn— Mg, а также литейные сплавы систем Al—Si—Mg, Al—Сu—Si, Al—Mg, Al—Сu—Ti; Al—Сu—Ti—Si. Одной из причин этого является близость температур нагрева при закалке этих сплавов к температурам их солидуса и опасность вследствие этого пережога паяемых сплавов. Закалка паяных соединений после пайки от более низких температур не обеспечивает достаточной прочности паяных соединений.
Слабая растворимость компонентов припоя
Алюминий с большинством легкоплавких элементов, составляющих основу легкоплавких припоев (Sn, Pb, Cd, Bi, In, Li, Na), образует монотектические диаграммы состояния, с весьма слабой взаимной растворимостью компонентов (кроме цинка, образующего с алюминием эвтектику при температуре 382°С и широкую область твердых растворов со стороны алюминия и олова). Поэтому низкотемпературная пайка алюминия и его сплавов применяется весьма ограниченно.
Большинство депрессантов алюминиевых припоев, таких, как Сu, Сг, Mn, Mg, Ti, имеют с алюминием высокое химическое сродство и образуют химические соединения, входящие в эвтектики. Такой компонент алюминиевых припоев, как кремний, образует с алюминием сплавы с простой, относительно пластичной эвтектикой.
Наиболее прочной является эвтектика с серебром (σв = 24,4 МПа), а затем по мере убывания прочности располагаются эвтектики Al—Si—Сu, Al—Сu; Al—Ni, Al—Mg—Si. Наименее прочной является эвтектика Al—Mg—Сu (σв = 7,5 МПа).
Барьер из оксидной пленки
Первые же попытки паять алюминий припоями и флюсами, пригодными для сталей и медных сплавов, потерпели неудачу. Этот металл и его сплавы не смачивались припоями, пригодными для пайки сталей и медных сплавов. Более двух десятилетий алюминий считали трудно паяемым и даже непаяемым металлом. Причина этого заключалась прежде всего в высокой химической стойкости его оксида.
Пленка оксида, образовавшаяся на воздухе при 20°С, состоит из двух слоев. Внутренний слой оксида, прилежащий к металлу (барьерный), — компактный, с недостроенной кристаллической решеткой, т. е. аморфный, который может перейти в кристаллическую модификацию после длительной выдержки на воздухе или после двухчасовой выдержки при температуре свыше 20°С.
Наружный слой так называемой воздушно-оксидной пленки состоит из более проницаемого пористого оксида; его толщина зависит от продолжительности реакции и влажности окружающей атмосферы.
Наибольшая выдержка при температуре до ∼500°С приводит к образованию аморфного оксида. После выдержки при температуре до 475°С в течение 10—12 ч или после выдержки при температуре 500°С в течение 2—4 ч наблюдается частичный переход оксида в кристаллическое состояние. Длительное окисление при температуре свыше 475 °С ведет к полному переходу оксида в кристаллическое состояние.
После погружения в воду при температуре 60 °С на поверхности алюминия мгновенно образуется пленка байерита (Al2O3·ЗН2O) . При контакте с водой на поверхности алюминия образуется также гидрат оксида алюминия.
Состав и структура оксидной пленки, покрывающей алюминий, обусловливают ее свойства. При температуре 20°С теоретическая плотность α- Al2O3 составляет 3,97 г/см 3 .
В интервале температур 0—100°С средний коэффициент линейного расширения оксида алюминия α= (6—8) 10 -6 °С -1 . Температура плавления α- Al2O3 составляет 2045°С, температура кипения равна °С. Коэффициент его теплопроводности при температуе 20°С λ = 30,145 Вт/(м·°С). Давление паров α- Al2O3 при температуре его плавления равно 455 Па; давление диссоциации α- Al2O3 при температуре 2000 °С — 1,33·10 -3 Па , т. е. оксид Al2O3 практически не восстанавливается в используемых для этой цели газообразных средах и не испаряется при пайке. Этот оксид устойчив к действию воды и кислот.
На поверхности сплавов Al—Mg (с 2,8—8 % Mg) при нагреве до 120°С образуется пленка аморфного оксида Al2O3 ; при 120— 350°С — γ- Al2O3 . При нагреве выше 400°С растет двухслойная оксидная пленка: сверху оксид MgO, а под ним γ- Al2O3 , что обусловлено большим давлением пара магния.
Вследствие перестройки кристаллической решетки и изменения физических свойств при нагреве до температуры пайки в оксиде алюминия возможны местные нарушения ее сплошности и другие дефекты, по которым может происходить контакт паяемого металла с жидким припоем.
Перед пайкой поверхность алюминиевых сплавов нуждается в подготовке
Как запаять алюминий с помощью паяльника своими руками
К числу одних из самых распространенных металлов относится алюминий. Он встречается не только на производстве, но и в домашних условиях. И иногда возникает необходимость соединить между собой некоторые детали из алюминия или его сплавов. Однако сделать это, не имея специального оборудования, не так уж и просто. Поэтому следует рассмотреть варианты, как паять алюминий паяльником в домашних условиях, и что для этого потребуется.
Алюминий относится к числу трудноспаиваемых металлов
Почему возникают проблемы с пайкой алюминия
Данный металл отличается легкостью, гибкостью, а благодаря образуемой на его поверхности оксидной пленке, он не вступает в реакцию с продуктами и агрессивными компонентами. Но именно эта особенность алюминия и создает трудности при спайке этого металла.
Однако существует несколько вариантов для решения проблемы. И, чтобы узнать, как припаять алюминий к меди оловом паяльником, или детали из других металлов, нужно рассмотреть их более детально.
Подготовка к пайке алюминиевых деталей
На этапе подготовки нужно провести качественную зачистку поверхностей от краски, если она есть, и загрязнений. Затем следует обезжирить детали бензином, ацетоном или другим подходящим растворителем.
А также следует обязательно удалить оксидную пленку, которая всегда появляется на поверхности металла после контакта с воздухом.
Важно! Без предварительной подготовки к пайке добиться качественного сцепления между деталями не удастся.
Как удалить оксидную пленку
Снять оксидную пленку с алюминия дома можно механическим путем. Для этого рекомендуется использовать углошлифовальную машину, щетку по металлу, наждачку, специальную сетку из нержавеющей проволоки.
Также провести зачистку можно химическим способом при помощи кислоты. Но в домашних условиях он применяется крайне редко.
Важно! После удаления оксидная пленка полностью не исчезнет, но станет значительно тоньше, что позволит провести качественную спайку.
Используемые в работе материалы
Для качественной пайки алюминия следует использовать специально подобранные флюсы и припои. Это позволит провести качественно работу.
Флюсы для пайки алюминия
Флюсом называется вспомогательный компонент, который препятствует образованию оксидной пленки во время пайки. Также его функция заключается в обеспечении хорошего смачивании поверхности жидким припоем, что обеспечивает надежное сцепление.
Но при отсутствии флюса его можно заменить трансформаторным маслом, предварительно зачистив поверхности наждачной бумагой. Это позволит замедлить процесс образования оксидной пленки.

Действие флюса зависит от его состава
Канифоль
Этот вид флюса является самым востребованным. Канифоль можно применять для пайки любых металлов. Но в случае с алюминием работу следует выполнять без доступа воздуха, что значительно осложняет ее проведение. В итоге время на выполнение пайки требуется больше, а эффективность низкая.
Важно! При использовании канифоли качество соединения алюминия не отличается особой прочностью.
Порошковый флюс
Для пайки алюминия можно применять порошковые флюсы вместе с газовой горелкой. При проведении работ нельзя добавлять к пламени кислород, так как это вызывает окисление алюминия.
Наиболее распространенные порошковые флюсы:
- бура (смесь натриевой соли и борной кислоты);
- активный флюс Ф-34А (содержит хлориды калия, лития, цинка и хлорид цинка);
- ацетилсалициловая кислота;
- активный паяльный жир.
Жидкий флюс
Эту разновидность флюсов можно наносить на поверхность тонким слоем. Но при этом они испаряются намного быстрее и способны выделять обжигающие пары.
Наиболее популярные виды:
- флюс Ф-61— рекомендован для низкотемпературной пайки;
- флюс Ф-64 — разрушает даже достаточно прочную оксидную пленку;
- Castolin Alutin 51 L — подходит для работы при температуре от 160 градусов.
Припой для пайки алюминия и его сплавов
С целью пайки данного металла рекомендуется применять припои из таких материалов, как алюминий и цинк. При этом они могут содержать различные добавки, что улучшает их функциональность.
Самые популярные импортные припои для алюминия:
- HTS-2000;
- Castolin 192FBK;
- Castolin 1827;
- Chemet Aluminium 13;
- Chemet Aluminium 13-UF.
Важно! Припой должен хорошо смачивать поверхности деталей, иначе провести качественную пайку не удастся.
Отечественные припои и их качество
Использовать для работы с алюминиевыми деталями в домашних условиях можно и отечественные припои. Они не уступают по эффективности импортным, но стоят на порядок дешевле.
Самые популярные из них:
- ПОС-61;
- марки А;
- 34А;
- SUPER A+.
Сравнение припоев для пайки алюминия
При сравнении импортных припоев HTS-2000 с Castolin 192fbk, а также отечественного «алюминиевого огурца» многие профессионалы отмечают, что последний отличается высокой прочностью пайки, так как состоит из алюминия. Но недостаток его в том, что работу нужно проводить в печке.
А что касается HTS-2000, то отзывы в основном негативные, так ка припой отличается тягучей консистенцией и для его разравнивания на поверхности следует прибегать к стальным инструментам.
Castolyn 192FBK также характеризуется высокой текучестью. Он идеально подходит для того, чтобы запаять небольшие отверстия, а при использовании его для больших дыр может проваливаться внутрь алюминиевых деталей.
При выборе припоя нужно учитывать режим пайки
Порошковая проволока
Этот материал можно применять только при сварке алюминия, а не пайке. Поэтому нельзя путать эти два совершенно разных вида работ по соединению деталей. Применение порошковой проволоки дает возможность проводить сварку без газа.
Источники нагрева
Чтобы правильно спаивать детали, нужно не только знать какие флюсы и припои можно применять, но и как паять дома алюминий паяльником, используя разные источники нагрева.
Паяльник для пайки алюминия
При использовании паяльника нужно учитывать размер деталей для соединения. Количества тепла от источника должно поступать больше, чем будет его рассеиваться. Примерно на 1 тыс. кв. см алюминия рассеивается около 50 Вт тепловой мощности. Значит, для спаивания деталей с такой суммарной площадью, нужно использовать паяльник мощностью 90-100 Вт.
Горелки для пайки алюминия
Если нужно спаять толстые алюминиевые листы, то лучше использовать газовые горелки. Преимущество такого источника в том, что он бесконтактно доносит тепло и характеризуется высокой скоростью разогрева.
Важно! При использовании горелки детали могут даже не успеть нагреться, как уже будут спаяны.
Спаивание компонентов из алюминия
Спаять алюминий в домашних условиях паяльником можно, как при высокой, так и низкой температуре. Но процесс проведения работ в этих случаях несколько отличается.
Пайка алюминия в высокотемпературном режиме
Этот метод применяется для соединения элементов крупного размера. К этой категории относятся алюминиевые детали с толстой стенкой и повышенной массой. В этом случае температура разогрева должна быть в пределах 550-650 °С. В качестве источника тепла следует использовать горелку, работающую на газу.
Пайку нужно проводить после нагрева деталей до нужной температуры, что приведет к плавлению твердого припоя.
Пайка алюминия в низкотемпературном режиме
Такой метод пайки больше подходит для сцепления мелких деталей, алюминиевых проводов, кабелей. В этом случае достаточно температуры 250-450 °С. Для этого режима проведения работ нужно применять жидкие припои.

При низкотемпературном режиме шов получается ровным и аккуратным
Что лучше: сварка или пайка алюминия
Однозначно сказать, что лучше сварка или пайка алюминия нельзя. Это зависит от предназначения деталей и профессионализма человека. Для опытного сварщика естественно более приемлемым вариантом является сварка, а мастеру с паяльником подходит больше пайка.
При необходимости починить радиатор лучше использовать пайку, так как это намного дешевле, а для проведения более ответственных работ больше подойдет сварка.
Пайка алюминия процесс сложный, но выполнить его можно самостоятельно в домашних условиях. Однако проведения работы без использования специальных материалов не дает гарантии качественного сцепления деталей. Это приведет только к бесполезно потраченному времени и усилиям. Поэтому нужно сразу подготовиться к процедуре, чтобы провести ее качественно и быстро.


Коровин Сергей Дмитриевич
Магистр архитектуры, закончил Самарский Государственный Архитектурно-Строительный Университет. 11 лет опыта в сфере проектирования и строительства.
 Как обычная пластиковая бутылка может справиться с засором в ванной или туалете?
Как обычная пластиковая бутылка может справиться с засором в ванной или туалете?- Как рассчитать, сколько кубов бетона нужно на фундамент?
 Как обычная пластиковая бутылка может справиться с засором в ванной или туалете?
Как обычная пластиковая бутылка может справиться с засором в ванной или туалете? Как рассчитать, сколько кубов бетона нужно на фундамент?
Как рассчитать, сколько кубов бетона нужно на фундамент?—>
Пайка алюминия
Пайка алюминия – технологический процесс, используемый при ремонте двигателей внутреннего сгорания, соединении алюминиевых проводов методом скрутки, заделке трещин и отверстий в кастрюлях, выварках, тазиках из этого металла и его сплавов. В отличие от аналогичного процесса для деталей из меди или ее сплавов, такие паечные работы требуют более тщательного подхода к выбору флюса, припоя, инструмента (паяльника или газовой горелки).

Особенности процесса
Основными особенностями данного вида паечных работ являются:
- Применение специальных флюсов и припоев;
- Тщательная подготовка спаиваемых поверхностей: очистка, обезжиривание, лужение.
- Применение мощных паяльников и газовых горелок, способных разогревать рабочие поверхности до определенной температуры.
Также в процессе паечных работ на деталях из этого металла постоянно производится контроль температуры нагрева рабочих поверхностей. Делается это для того, чтобы не перегреть легкоплавкий металл, – при нагреве до температуры свыше +250-300 градусов по Цельсию сделанная из него металлоконструкция начинает терять свою прочность, деформироваться.
Почему алюминий плохо паяется
Данная проблема обусловлена образованием на поверхности металла прочной оксидной пленки, препятствующей адгезии к ней припоя. Для того чтобы разрушить эту пленку, используют специальные флюсы, тщательно очищают ее при помощи различных абразивных материалов: крупнозернистой наждачной бумаги, щетки по металлу.
Используемые материалы
Флюсы для пайки алюминия
Перед тем, как паять алюминий, с его поверхности необходимо удалить прочную и тугоплавкую оксидную пленку. Для этого перед началом паечных работ на нее наносят специальный состав – флюс, способствующий быстрому растворению окисла и предотвращению его образования на некоторое время.
В качестве флюса для данного вида работ применяют канифоль, порошковые, жидкие составы.
Канифоль
Такой не обладающий активностью флюс для алюминия используется крайне редко. Он не растворяет пленку оксида и не обеспечивает образование качественного паечного шва.

Порошковый флюс
Из порошковых флюсов для данного вида работ применяют буру, состав марки Ф-34А (активный флюс на основе хлоридов калия, лития и цинка, фторида натрия), паяльный жир.
Жидкий флюс
В качестве жидкого флюса для пайки алюминия применяют такие составы, как:
- Ф-61;
- Ф-64;
- Castolin Alutin 51 L.
Плюсы жидких составов, по сравнению с канифолью и порошкообразными веществами, заключаются в удобстве и равномерности их нанесения, более экономном расходе.
Припой для пайки алюминия
Припой для алюминия бывает следующих видов:
- Оловянно-свинцовый сплав – ПОС-40,ПОС-61 (содержат 41 и 61% олова, соответственно);
- Цинково-оловянный сплав – ЦОП-40 (содержание цинка – 40%);
- Алюминиевые сплавы – HTS 2000, Castolin 192FBK, 34А.
Отечественные припои
Из отечественных припоев для данного вида паечных работ подходят цинко-оловянные марки с содержанием цинка 40%, а также специальный алюминиевый припой марки 34А.
Сравнение припоев для пайки алюминия
Из всех используемых для такого вида работ марок припоев максимальную прочность и надежность шва обеспечивают зарубежные сплавы HTS 2000, Castolin 192FBK, а также отечественная марка 34 А.
Обычные оловянно-свинцовые сплавы, в отличие от специализированных, не обеспечивают надежную адгезию с рабочей поверхностью, сильно окисляются на воздухе, не обладают необходимой прочностью на разрыв.
На заметку. Для того чтобы припаять медь к алюминию, применяют как флюсы, так и припои тех же марок и видов, что для паечных работ на алюминиевых деталях.
Порошковая проволока
Порошковая проволока с флюсом применяется при сварке алюминиевых деталей. Для того, чтобы их спаять, она непригодна, так как имеет очень высокую температуру плавления.

Для того чтобы шов был качественным и надежным, спаиваемые детали тщательно обезжиривают, очищают при помощи наждачной бумаги или щетки по металлу. При применении паяльника рабочие поверхности лудят.
Источники нагрева
В качестве источников нагрева для данного вида работ применяют паяльники и газовые горелки на пропане.
Паяльник для пайки алюминия
Для соединения деталей, заделки пробоин и трещин в заготовках из данного металла применяют паяльник с нихромовым нагревателем и широким медным жалом. Мощность у данного прибора должна быть не менее 80-100 Вт.
Горелки для пайки алюминия
Для данного процесса применяют небольшие газовые горелки на пропане со сменными баллонами.

Важно! Не рекомендуется применять для данного вида работ кислородно-ацетиленовые газовые горелки, так как они разогревают легкоплавкий металл до высокой температуры за короткое время, что может привести к его перегреву и расплавлению.
Технологические приемы пайки
Основными технологическими приемами, используемыми в данном процессе, являются следующие:
- Обезжиривание рабочей поверхности чистой ветошью, смоченной в растворителе, ацетоне;
- Первичная чистка металлической щеткой или грубой наждачной крупнозернистой бумагой;
- Нанесение флюса на очищенную рабочую поверхность;
- Прогревание металла горелкой;
- Расплавление припоя под струей пламени горелки с образованием шва;
- Остывание и затвердение шва;
- Удаление с образовавшегося шва окалины и рыхлого окисла при помощи металлической щетки или наждачной бумаги.
На заметку. Для контроля температуры нагрева рабочей поверхности на нее кладут кусочек припоя. Если он начнет плавиться и превращаться в небольшую капельку в виде шарика, то, значит, металл прогрелся, и необходимо незамедлительно начинать его паять.
Сфера применения процесса
Подобный вид работ используют в ремонте двигателей автомобилей, устранении течей алюминиевой посуды, радиаторов отопления, кондиционеров и отопителей, трубок системы циркуляции антифриза в холодильных установках, бытовых холодильниках.
Что лучше: сварка или пайка алюминия
Пайка алюминиевых деталей лучше сварки, так как она требует менее дорогостоящего и энергоемкого оборудования (не нужны газовый баллон с аргоном, сварочный аппарат, дорогая сварочная маска), данный процесс занимает столько же времени, что и качественная сварка, прочность паечного шва ничем не уступает сварочному соединению.
Использование подручных средств
Из подручных средств, чтобы запаять алюминий, применяют такие, как:
- Ацетилсалициловая и лимонная кислоты – таблетку аспирина или пакетик лимонной кислоты растворяют в 150-200 г. воды и используют полученный раствор в качестве простейшего жидкого флюса;
- Масло для смазки швейных машинок – с помощью масляной пленки очищенный механически участок рабочей поверхности детали защищают от образования пленки оксида.

Таким образом, разобравшись в том, как просто спаять алюминий в домашних условиях, можно не только заделывать пробоины в старых кастрюлях и ведрах, но и заниматься дома или в гараже полноценным бизнесом по ремонту автомобильных радиаторов, батарей отопления, двигателей.
Видео
Пайка алюминия: методы, особенности, рекомендации
Так же, как и остальные виды пайки, пайка алюминия, позволяет соединять компоненты, состоящие из паяемых сплавов и припоя. Точка плавления припоя ниже точки плавления паяемого материала. Материал припоя помещается между изделиями, подлежащих пайке, в виде пластины или валика. Обрабатываемые изделия и припой нагревают. Как правило, припой расплавляется при температурах 580-62СГС. Расплавленный материал припоя растекается и заполняет пространство между паяемыми изделиями. Затем температуру в рабочем пространстве понижают, и припой, охладившись и затвердев, образует шов между двумя обрабатываемыми изделиями.
При осуществлении пайки изделий из алюминия специалисты сталкиваются с рядом проблем, без решения которых очень трудно обеспечить желаемый результат. Рассмотрим факторы, мешающие обеспечить высокое качество пайки.
Алюминий является материалом с высокой способностью к окислению. На поверхности изделий образуется слой оксида алюминия (А120 ). Данное химическое соединение появляется за счет контакта материала детали, алюминия, с газовой смесью, содержащей кислород, например, с воздухом. Отличительная особенность оксида алюминия — высокая твердость. Расплавленный материал припоя, контактируя со слоем оксида, не вступает в контакт с материалом обрабатываемого изделия. Процесс пайки изделий происходит не в полной мере, что ведет к образованию брака. Поэтому очень важно устранить данный слой перед проведением пайки и предотвратить его формирование перед завершением плавки и повторным затвердением присадочного материала. Удаление слоя оксида производят, используя коррозийно-активный флюс, кислоту или магний. Подготовку поверхности можно провести и с помощью механического воздействия, например, методом пескоструйной очистки.
При производстве пайки изделий из алюминия необходимо очень точно регулировать и отслеживать температуру нагрева. Ведь интервал температур плавления основного и присадочного металла очень невелик. Специалисту необходимо точно подобрать температуру процесса и гарантировать равномерное распределение тепла по деталям садки.
Температура перехода алюминиевых сплавов из жидкого в твердое состояние определяет, могут ли они подвергаться пайке. Эта температура должна быть выше минимальной температуры пайки припоя.
Таким образом, температура солидуса материала обрабатываемого изделия должна быть выше 600°С. Поэтому многие сплавы алюминия с температурой солидуса около 570СС не могут подвергаться операции пайки. Также необходимо учитывать содержание магния в сплаве, подвергаемом пайке. Если содержание магния в сплаве более 2%, образующийся на поверхности детали оксид становится слишком твердым, и потому пайку данного изделия производить крайне не рекомендуется.
К материалам, которые рекомендуется обрабатывать, относят следующие сппавы алюминия:
•Алюминий технический с содержанием AI > 99% (марки типа АО, А5, А6, А8, А85, А995, А999 и им подобные). Механические свойства данных сплавов могут быть невозвратно ухудшены при осуществлении пайки
•Силумин, сплавы Al-Mn, Al-Mg, Al-Si-Mg (марки типа АЛ4, АЛ9, АК9, АК8М, АК12, АМ4,5, АМ5, АМгЮ и им подобные)
•Дюралюминий, сплавы Al-Cu, Al-Zn-Mg (марки типа АЛ11, АЛЗ, АЛ5, АЛ6, Д16, Д18, АДЗЗ, АД31Е, АД35 и им подобные)
При осуществлении пайки силумина или дюралюминия рекомендуется обеспечить высокую скорость охлаждения по завершении процесса с последующим натуральным или искусственным старением.
Высокое содержание магния в сппавах понижает температуру плавления, но уменьшает склонность сплава к пайке. Данные марки наиболее часто используются в вакуумной пайке без флюса.
На данный момент в промышленности используется около 4000 марок припоев. Их основными отличиями друг от друга являются температуры плавления и интервал температур ликвидус-солидус. При выборе припоя для пайки алюминия и его сплавов руководствуются близостью к эвтектике алюминий-кремний (табл. 1). Это позволяет понять точку плавления материала припоя.
Табл. 1. Соотношение влияния кремния в материале припоя на точку солидус-ликвидус
| Содержание Si, % | Солидус-ликвидус, °С |
| 7,5 | 575 — 615°С |
| 10 | 575 — 590°С |
| 12 | 575 — 585°С |
Альтернативой данному методу пайки служит метод пайки изделий в среде защитного газа с использованием флюса, основным назначением которого является подготовка поверхностей обрабатываемых изделий.
Процесс пайки данным методом осуществятся по следующему принципу:
-На контактную поверхность изделия, которая будет паяться, наносят тонким слоем флюс — фторалюминат калия
-Между обработанными флюсом поверхностями помещают припой
-Изделия нагревают в среде защитного газа до температуры 565- 572°С, флюс расплавляется и вступает во взаимодействие с поверхностью обрабатываемой детали. По отношению к материалу припоя флюс абсолютно нейтрален. Происходит подготовка поверхности изделия с материалом припоя, и при достижении необходимой температуры происходит пайка изделий
Данный метод является более прогрессивным, чем описанный выше, но имеет ряд особенностей, без соблюдения которых невозможно обеспечить требуемое качество пайки:
•Обязательна тщательная подготовка поверхности обрабатываемых изделий. Необходимо удалить слой оксида алюминия. В противном случае, оксид вступит в реакцию с флюсом, что приведет, в конечном итоге, к получению низкого качества пайки
•В рабочем пространстве оборудования во время проведения пайки необходимо обеспечить полное отсутствие воздуха или соединений кислорода. Иначе,произойдет коррозия материала обрабатываемого изделия и самого припоя
•В качестве защитного газа необходимо использовать только азот. Газ должен быть сухим и иметь чистоту содержания основного элемента не менее 99,99% от объема
Следующим методом пайки явпяется пайка изделий в условиях вакуума. Например, с использованием вакуумной печи серии ВА производства французской фирмы Fours Industriels B.M.I, (рис. 1). 
При осуществлении технологического процесса пайки на данном оборудовании также используется флюс.
Технология пайки состоит из четырех последовательных фаз:
I фаза: подготовка поверхности обрабатываемых изделий флюсом, размещение припоя и сборка изделия; достижение необходимого уровня вакуума и нагрев изделия до температуры 400°С. На данном этапе процесса необходимо обеспечить высокую степень точности и необходимую скорость нагрева. За счет этого происходит частичное разрушение слоя оксида алюминия. Это происходит потому, что оксид алюминия и сплав алюминия имеют несколько разную степень термического расширения
2 фаза: при достижении температуры 560°С материал изделия, припоя и флюса остаются в твердом состоянии
3 фаза: флюс, нагретый до температуры 565°С начинает плавиться и вступать во взаимодействие с материалом обрабатываемого изделия. Соединения оксида алюминия крошатся при вступлении в реакцию с материалом флюса
4 фаза: припой в диапазоне температур 577^-600°С расплавляется и вступает в реакцию с материалом обрабатываемых изделий. По завершению выдержки производится охлаждение обработанных деталей и их выгрузка
Представленное Вашему вниманию оборудование для обработки изделий в условиях вакуума отвечает самым высоким технологическим требованиям и позволяет вести четкий учет параметров процесса, точно регулировать температуру нагрева. Обработка в условиях вакуума обеспечивает чистоту обработанной поверхности обработанного изделия.
Мы рассмотрели три метода пайки изделий, изготовленных из алюминия. Суммируем недостатки и преимущества каждого из методов.
1. Метод пайки алюминия в условиях окислительной атмосферы: — необходимость проведения дополнительной подготовки поверхности обрабатываемых изделий; — присутствие в рабочем пространстве воздуха создает условия для восстановления слоя оксида за счет контакта газовой смеси с материалом обрабатываемого изделия. Из-за этого очень трудно обеспечить достойный уровень качества пайки; — негативным фактором является также процентное соотношение содержания кремния и магния как во флюсе, так и в припое — они вступают в реакцию и образуют соединения с кислородом. Отсутствие кремния повышает стойкость оксида алюминия и препятствует улучшению качества пайки. Магний предотвращает образование оксида алюминия. При его отсутствии ничего не мешает образованию слоя и его увеличению; — низкая степень повторяемости результатов пайки
2. Метод пайки алюминия в условиях защитной атмосферы: — по сравнению с методом пайки в среде окислительной атмосферы — сокращение степени воздействия кислорода на материал изделий, флюса и припоя; — не требуется подготовка поверхности обрабатываемых изделий; — необходима дополнительная термическая обработка; — необходимость и сложность обеспечения высокой скорости охлаждения обрабатываемых изделий; — средняя степень повторяемости результатов пайки; — невозможность использования конвективного нагрева за счет наличия в рабочем пространстве печи остаточного кислорода
3. Метод пайки алюминия в условиях вакуума: — полное отсутствие воздействия кислорода на материал изделия, флюса и припоя; — не требуется подготовка поверхности обрабатываемых изделий; — «использование метода конвективного нагрева; — высокая точность нагрева изделий; — сохранение и использование кремния и магния в полной мере; — высокая степень повторяемости результатов пайки; — полная готовность изделия. Таким образом, пайка в вакууме является самым передовым, обеспечивая высокое качество обрабатываемых изделий
Источник: «Индустрия» №3/2014

