
Пайка алюминия газовой горелкой присадочная проволока
Пайка алюминия газовой горелкой
Автор: Игорь
Дата: 11.07.2016
- Статья
- Фото
- Видео
Потребность в спаивании различных деталей возникает как в домашних, так и в промышленных условиях, так как данный процесс можно отнести к мелкому ремонту, хотя нередко приходится сталкиваться и с более масштабными процедурами. Дело в том, что различные виды и способы сварки металла не всегда могут предоставить результат достойного качества, а также не всегда являются подходящими. Поэтому, пайка алюминия газовой горелкой является вполне востребованным методом, который все же имеет ряд своих особенностей, которые придется освоить новичкам. Дело в том, что спаиваемость этого металла не так хороша, как у других разновидностей, но пайка становится более предпочтительной, так как при сильном нагревании металл меняет структуру и сварка портит его свойства, поэтому не всегда можно использовать сварку. Для поддержания качества следует использовать все имеющиеся дополнительные средства, которые предоставляет инфраструктура, разработанная за долгое время.

Пайка алюминия газовой горелкой
При работе с алюминием возникают проблемы в борьбе с оксидной пленкой, которой металл покрывается за относительно небольшой промежуток времени, так что может появиться даже после предварительной обработки. Пайка горелкой заметно отличается от пайки паяльником и считается более удобным процессом, так как тут можно регулировать температуру и мастер получает больше возможностей для деликатной обработки поверхности, причем как тонкого, так и толстого металла. Нередко в это время используются дополнительные флюсы и различные средства обработки. Пайка алюминия в домашних условиях газовой горелкой облегчает предварительное прогревание металла и расплавку дополнительных расходных материалов.

Пайка алюминия своими руками
Естественно, что для получения качественного соединения требуется опыт работы, так как алюминий относится к легкоплавким металлам, а соответственно, его припои имеют высокую растекаемость. При неправильном подходе материал просто растечется по поверхности, так и не заполнив шов соединения, не говоря уже о заделке дыр, где требуется настоящее мастерство. Здесь же очень важным моментом является подбор присадочного материала, так как для каждого вида пайки он требуется свой припой. Из алюминия может создаваться как корпус механизма или какой-либо толстой герметичной емкости, так и обыкновенные провода. Пайка алюминиевых проводов при помощи горелки проходит более легко за счет удобного регулирования температуры пламени и его интенсивности.
Преимущества 

- Пайка алюминия горелкой является универсальной, в отличие от применения паяльника, и может использоваться как для тонких деталей, так и для толстых;
- Газовая горелка имеет возможность регулировки интенсивности горения пламени, что определяет температуру нагрева, тогда как при работе с паяльником необходимо иметь несколько инструментов различной мощности;
- Горелкой можно подогревать поверхность металла, расплавлять припой и флюс;
- Скорость работы медленнее, так что появляется возможность делать все более качественно и спокойно;
- Итоговые результаты оказываются более качественными, чем при использовании паяльника;
- Инструмент практически сразу готов к использованию и не нужно долго ждать пока он остынет после работы.
Недостатки
- Подготовка к работе занимает более длительный отрезок времени;
- Себестоимость процесса спаивания становится более высокой;
- Работа становится менее безопасной, так как емкость, в которой находится газ, может взорваться, если на нее будет воздействовать открытый источник огня, или же шланги могут пропускать газ, что также нанесет вред организму;
- Оборудование для работы является более дорогостоящим.
Материалы и инструмент
- Основным инструментом является газовая горелка, которая пропускает через себя газ под давлением. Во время горения он расплавляет металл припоя и действует, как главная сила температурной обработки. За счет регулировки подачи давления определяется общая температура пламени.
- Емкость с газом, которая может быть представлена небольшим баллоном. Здесь находится расходный горючий материал, который должен быть надежно изолирован от внешнего воздействия.
- Шланг для соединения горелки и баллона. Его самого, а также соединения, следует всегда проверять на целостность перед использованием.
- Припой для пайки алюминия, который выбирается согласно той разновидности процедур, с которыми будет взаимодействие. Когда идет пайка алюминия газовой горелкой присадочная проволока выбирается по составу основного металла.
- Флюс для улучшения свойств спаивания. Он преимущественно используется для толстых заготовок, но также используется и для пайки различных сортов металла, таких как пайка алюминия со сталью газовой горелкой, или особо сложных случаев.
Температура плавления проволоки всегда должна быть ниже температуры плавления основного металла.»
Пошаговая инструкция
- Для начала проводится подготовка поверхности металла, для чего осуществляется предварительная зачистка поверхности детали мелкой металлической щеткой или наждачной бумагой. Также нужна обработка растворителем, который поможет ликвидировать налеты жира и масла, убрать оксидную пленку и прочие негативные эффекты.
- Затем необходимо обработать всю поверхность, где будет проходить пайка, флюсом. Это поможет улучшить свойства спаивания, текучесть и смачиваемость материала.
- После нужно прогреть заготовку при помощи горелки, чтобы припой смог лучше расплавиться и растечься по поверхности.
- После этого уже можно приступать к спаиванию, поднеся припой или присадочную проволоку к поверхности заготовки и зажечь горелку. Обрабатывая пламенем горелки расплавить материал, чтобы он растекся по поверхности и застыл там. Накладывание нескольких слоев может проходить в несколько этапов.
- В конце, когда расходный материал заполнит все трещины и выемки, образуя ровную поверхность, нужно дать остыть и проверить качество соединения.

Пайка алюминия горелкой
Если толщина детали более 4 мм, то следует заняться разделкой кромок, так как алюминий иначе не пропаяется.»
Режимы пайки горелкой
Толщина заготовки, мм
Техника безопасности
Перед каждым использованием газовой техники нужно проверять целостность и исправность работы газового баллона, шлангов и прочих. Баллоны нужно держать максимально далеко от открытого пламени. Вблизи рабочего места не должно быть никаких легко воспламеняемых предметов, а также горючих вещей.
Пруток для пайки алюминия в домашних условиях
Всем привет! Многие знают, что алюминий паяют в основном в аргоновой среде специальным сварочным аппаратом, но есть еще вариант для работы с газовой горелкой, да даже турбозажигалкой в небольших масштабах можно пользоваться.
Вообще это не первое мое знакомство с данной проволокой, но опыт покупок не очень хороший, так что поделюсь не только результатом тестирования, но и проверенными местами для покупки, чтобы не получить образец №2, но начнем по порядку.
Содержание
- Характеристики
- Распаковка и внешний вид
- Тестирование
- Итоги
Характеристики
B-Zn98Al 381-400
Примерный состав (вес %): 2,4 Al – остальное Zn
Температура плавления ºС: 360
Прочность на разрыв (МПа): До 100 (Al)
Плотность (г/cм3): 7,0
Распаковка и внешний вид
Последним и самым выгодным приобретением был образец №3 из banggood.
Пришел в небольшом сером пакете
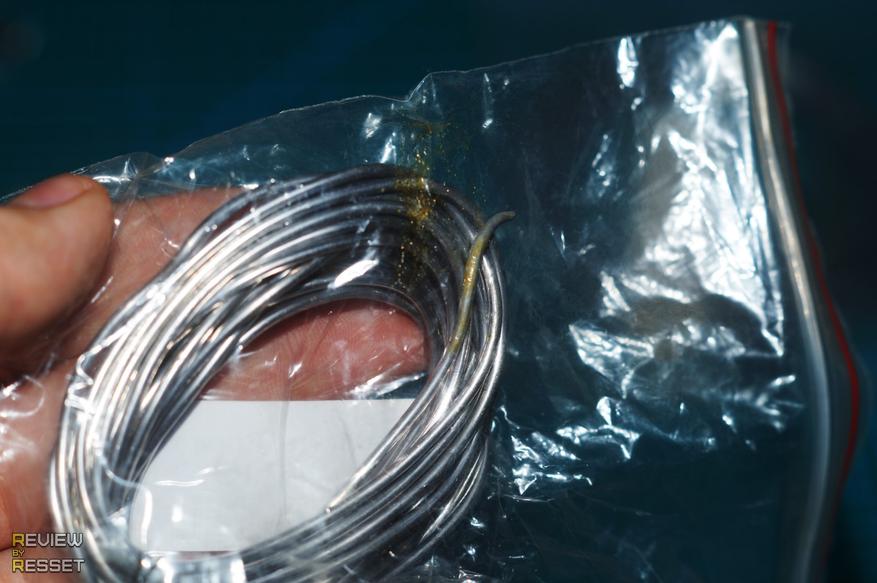
Пруток дополнительно упакован в прозрачный зип-пакет.

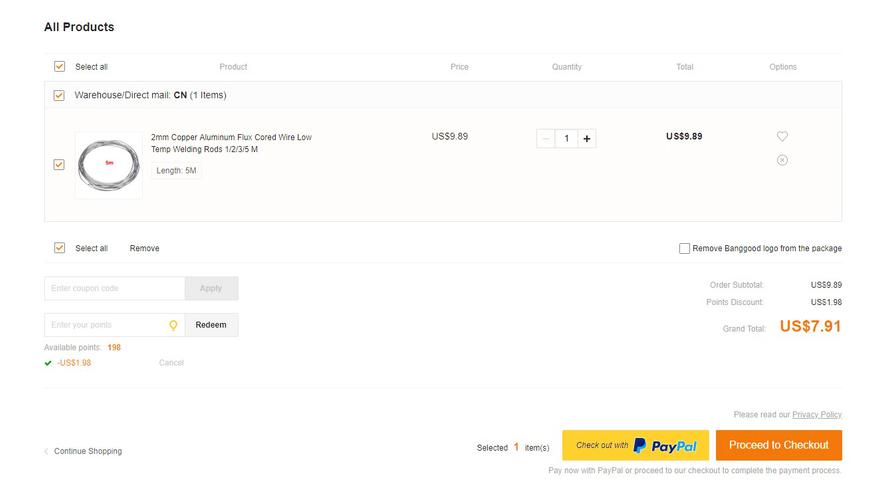
5 метров обошлись мне в $8 с поинтами, то есть $1.6 за метр — перейти в магазин
В центре виден белый порошковый флюс, пруток в меру жесткий, выглядит как алюминий без окисления

Сравнение
Первым был куплен крайний левый образец №1 в али. Он абсолютно идентичен по свойствам с образцом №3, но 3 метра обошлись мне в $12, то есть $4 за метр, что почти втрое дороже. проверить текущую цену
В центре образец №2. Он стоит $5 за 3 метра или $1.7 за метр, как и образец №3

Но как только берешь пакет в руку, понимаешь, что это ПОС с не очень густым флюсом внутри.
Еще два образца по $8 за 3 метра так и не были доставлены, вероятно их даже не отправили.
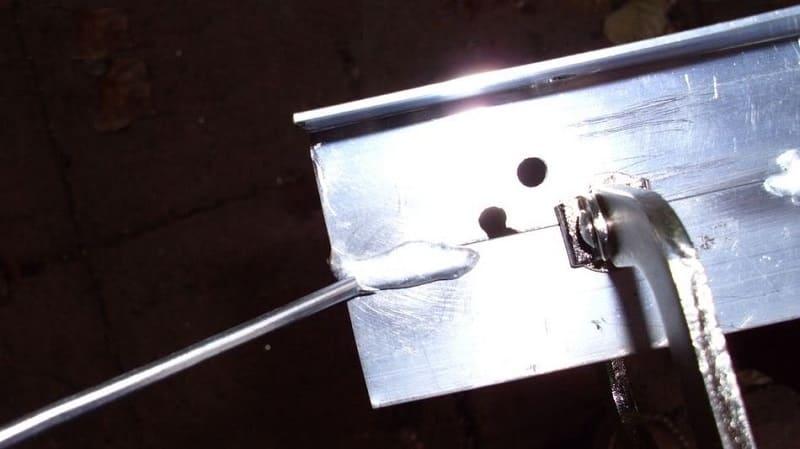
Тестирование
Алюминий со временем покрывается оксидной пленкой, из-за которой поверхность становится матовой, так вот, перед спаиванием поверхности обязательно нужно зачищать до блеска, иначе припой просто будет шариками скатываться по поверхности независимо от степени ее нагрева. Образец №1

Вообще правильно нагреть деталь до температуры около 400 градусов, а затем просто водить прутком, который будет плавиться и заполнять собой щели, но у меня мало опыта, поэтому чтобы не перегреть поверхность, я периодически вношу пруток в пламя горелки. Если температура низкая, припой скатится по поверхности шариком, если достаточная — залудит ее.

Проверка на излом показывает хороший результат — разрыв происходит не по шву

Образец №2. Плавится очень хорошо, выделяет много дыма, воняет горелым «аспирином». К алюминию липнет, но если перегреть, довольно быстро выгорает.

Работать неудобно из-за вони и необходимости контролировать температуру.

Образец №3. Решил спаять трубки внешними стенками

Пробуем разорвать шов. После того как трубка выскочила из тисков, я зажал ее выше, выведя из фокуса и заметил это только на стадии создания гифок

Но есть фото результата на котором видно, что шов не пострадал.

Ну и напоследок срастим алюминиевую трубку с куском «дюральки»

Тест на разрыв так же прошел успешно

Итоги
Занятная проволока — алюминий паяет отлично, заполняя собой даже мелкие щели, главное чтобы стыки не были загрязнены. К меди тоже липнет хорошо, но опытные люди говорят, что для работы с ней лучше использовать другие сплавы, хотя для экстренного полевого ремонта вполне сгодится и этот пруток.
Температура плавления алюминия около 660ºС, казалось бы, можно использовать прутки и на 450-500 градусов, но можно столкнуться с двумя проблемами:
1. Массивную деталь до 500 градусов нужно еще чем-то прогреть
2. Можно перегреть место пайки и испортить деталь
Самым оптимальным мне показался образец №3. Соответствует заявленным характеристикам и стоит дешевле остальных минимум вдвое. Так же на выбор есть лоты разной длины:
1 метр — $2.89
2 метра — $4.39
3 метра — $6.39
5 метров — $9.89
Особенности пайки алюминия газовой горелкой
Существует несколько способов соединить детали из алюминия. Одним из таких способов является пайка алюминия газовой горелкой. При использовании этого метода можно надёжно скрепить заготовки различной толщины. Пайка алюминия газовой горелкой широко применяется как в промышленных условиях, так и в быту. Как и другие методы соединения, пайка имеет определённые преимущества и недостатки.
Плюсы и минусы пайки
Спаивание алюминия при помощи газовой горелки имеет ряд достоинств. К ним относятся:

- Качество работ. Использование горелки даёт возможность получить качественный шов, соединяющий между собой металлические детали.
- Простота в использовании. Осуществлять прогрев поверхностей газовой горелкой сможет даже человек, не имеющий определённого опыта.
- Универсальность. Возможность регулировки интенсивности пламени исключает необходимость использовать одновременно несколько паяльников.
- Мобильность. В отличие от пайки алюминия электрическим паяльником, нет необходимости подключать оборудование к сети питания.
- Равномерный прогрев. Можно осуществлять прогрев поверхностей заготовок одновременно с флюсом и припоем.
- Экономия времени на подготовку оборудования. Пайку алюминия можно выполнять сразу после подключения приспособления к газовому баллону.
 Строение атмосферной газовой горелки
Строение атмосферной газовой горелки
При всех этих достоинствах такой метод спайки алюминия имеет и определённые недостатки:
- Высокая стоимость. Для пайки алюминия газовой горелкой применяется дорогостоящее оборудование.
- Риск возникновения пожара. Открытое пламя, при нарушении техники безопасности во время работы, может привести к возгоранию.
- Низкая скорость выполнения работ (по сравнению со сваркой алюминия).
- Необходимость в индивидуальных средствах защиты.
- Высокая взрывоопасность. Утечка газа может привести к взрыву.
Технология процесса во время выполнения работ
При спаивании алюминия на поверхностях деталей образуется оксидная плёнка. Если выполнять пайку, не удалив предварительно оксидную плёнку, шов не будет иметь необходимую прочность. Плёнка образуется на поверхности металла очень быстро, поэтому от неё не удастся избавиться путём механической очистки заготовки.
 Угол наклона горелки во время пайки алюминия
Угол наклона горелки во время пайки алюминия
Для удаления оксидной плёнки применяются специализированные флюсы. Они блокируют доступ кислорода к месту пайки. Флюсы, применяемые при пайке алюминия, способствуют быстрому расплавлению присадочной проволоки и лучшему её сцеплению с деталями. Существует возможность подготовить металл к спаиванию при помощи химических веществ. В таком случае предварительно изготавливают раствор и наносят его на заготовки.
После механической очистки и химической обработки алюминия заготовки нагреваются до высокой температуры. Степень нагрева регулируется интенсивностью пламени. На разогретое место соединения подаётся присадочная проволока. Её температура ниже, чем у спаиваемого металла. Припой расплавляется, и заполняет все неровности и микропоры, находящиеся на поверхности. По мере остывания припой отвердевает, создавая при этом прочный шов.
Оборудование и материалы
Для выполнения работ по спаиванию алюминия необходимо определённое оборудование и расходные материалы. От качества материалов, применяемых при пайке, зависит прочность соединения. Приспособления и материалы, которые понадобятся при работе, перечислены ниже.
Газовая горелка
Одним из главных приспособлений при проведении процесса является газовая горелка. Может применяться как мощное устройство, так и небольшое устройство. Приспособление осуществляет подачу газа под высоким давлением. Содержимое баллона на выходе из устройства смешивается с воздухом и воспламеняется. С помощью регулировки давления на выходе из приспособления можно задавать необходимую температуру пламени.
Приспособление осуществляет нагрев поверхностей металла. Оказывая температурное воздействие, пламя расплавляет присадочную проволоку и позволяет припою растечься в месте соединения деталей.
 Портативная многофункциональная газовая горелка
Портативная многофункциональная газовая горелка
Газовый баллон
Газовый баллон является герметичной ёмкостью для хранения газообразных веществ. Для проведения процесса можно использовать баллоны различного объёма. Во избежание взрыва, ёмкость следует устанавливать на безопасном расстоянии от места проведения работ.

Шланг и зажимы
Для подачи вещества из баллона к устройству используется гибкий резиновый шланг. Он должен отвечать требованиям безопасности. Запрещается использовать шланги с нарушенной герметичностью, так как это может привести к утечке вещества. Шланг крепится к горелке и баллону специализированными хомутами.

Редуктор
Для обеспечения безопасности во время проведения процесса необходимо подключать оборудование к баллону через редуктор. Он предотвращает возникновение обратного удара пламени. Редуктор устанавливается на выходе из баллона, и является обязательным приспособлением при подключении.
 Пропановый редуктор для газовой горелки
Пропановый редуктор для газовой горелки
Для получения качественного соединения следует использовать специализированный флюс. Его состав может отличаться, в зависимости от разновидности выполняемых работ. Это вещество способствует быстрому расплавлению присадочной проволоки и очищению поверхности от оксидной плёнки.
 Флюс для пайки
Флюс для пайки
Присадочная проволока (припой)
Применяемый припой может быть различным, в зависимости от вида работ. Состав и диаметр присадочной проволоки определяется исходя из физических характеристик металла заготовок. При выборе припоя следует обратить внимание на температуру его плавления. Она должна быть ниже, чем у металлической детали.

Средства защиты
Во избежание получения травм, нужно использовать средства индивидуальной защиты. К ним относятся перчатки и защитные очки. Перчатки защищают руки оператора от ожогов. Защитные очки применяются для защиты глаз работника от попадания мелких абразивных частиц.

Подготовка и выполнение процесса
Подготовка заготовок
Перед началом процесса места спаивания необходимо очистить от грязи, окислений и других посторонних наслоений. Сделать это можно механическим способом, применяя наждачную бумагу или металлическую щётку. Затем, используя специализированные химические составы, материал очищается от жирового налёта и оксидной плёнки. В качестве очистителя можно применять ацетон или растворитель.
 Восстановление деталей пайкой
Восстановление деталей пайкой
Пайка
Первым шагом при спаивании деталей на места соединения наносится флюс. Затем, при помощи газовой горелки, заготовки нагреваются до необходимой температуры. Степень нагрева должна быть такой, чтобы можно было расплавить присадочную проволоку до жидкого состояния.
На нагретые детали подаётся припой. Он должен полностью расплавиться и растечься, заполнив все неровности и поры на поверхностях. При необходимости накладываются несколько швов. После растекания припоя деталям следует дать время полностью остыть. Остывшее соединение пригодно для использования.
 Пайка алюминиевой трубы газовой горелкой
Пайка алюминиевой трубы газовой горелкой
Итак, пайка является одним из способов соединения алюминиевых деталей. При правильной подготовке поверхностей заготовок и выполнении технологических требований этот метод позволяет получить шов высокой прочности с применением минимального количества оборудования. Производить процесс спайки, таким образом, без труда можно в бытовых условиях.
Видео: Как обычной турбогорелкой паять алюминий
Пайка алюминия паяльником и газовой горелкой
Существует распространенное убеждение, согласно которому невозможно паять или лудить алюминий (а также сплавы на его основе) не имея для этого спецоборудования.
В качестве аргумента приводится два фактора:
- при контакте с воздухом на поверхности алюминиевой детали образуется химически стойкая и тугоплавкая оксидная пленка (AL2O3), в результате чего создается препятствие для процесса лужения;
- процесс пайки существенно осложняется тем, что алюминий расплавляется при температуре 660°С (для сплавов это диапазон в пределах от 500 до 640°С). Помимо этого металл теряет прочность, когда в процессе нагрева его температура поднимается до 300°С (у сплавов до 250°С), что может вызвать нарушение устойчивости алюминиевых конструкций.
Учитывая приведенные выше факторы, осуществить пайку алюминия обычными средствами действительно невозможно. Решить проблему поможет применение сильнодействующих флюсов, в сочетании с использованием специальных припоев. Рассмотрим подробно эти материалы.
Припой
Обычно в качестве основы легкоплавкого припоя используются: олово (Sn), свинец (Pb), кадмий (Cd), висмут (Bi) и цинк (Zn). Проблема в том, что алюминий в этих металлах практически не растворяется (за исключением цинка), что делает соединение ненадежным.
Применив флюс с высокой активностью и проведя должным образом обработку мест соединения, можно использовать припой на оловянно-свинцовой основе, но лучше отказаться о такого решения. Тем более, что паянное соединение на основе системы Sn-Pb обладает низкой устойчивостью к коррозии. Нанесение лакокрасочного покрытия на место пайки позволяет избавится от этого недостатка.
Для пайки алюминиевых деталей желательно использовать припой на основе кремния, меди, алюминия, серебра или цинка. Например 34A, который состоит из алюминия (66%), меди (28%) и кремния (6%), или более распространенный ЦОП-40 (Sn – 60%, Zn – 40%).
 Припой отечественного производства – ЦОП-40
Припой отечественного производства – ЦОП-40
Заметим, что чем больше процентное содержание цинка в составе припоя, тем прочнее будет соединение и выше его устойчивость к коррозии.
Высокотемпературным считается припой, состоящий из таких металлов, как медь, кремний и алюминий. Например, как упомянутый выше отечественный припой 34A, или его зарубежный аналог «Aluminium-13» , в котором содержится 87% алюминия и 13% кремния, что позволяет осуществлять пайку при температуре от 590 до 600°С.
 «Aluminium-13» производства компании Chemet
«Aluminium-13» производства компании Chemet
При выборе флюса необходимо учитывать, что не каждый из них может быть активным к алюминию. Мы можем порекомендовать использовать в таких целях продукцию отечественного производителя – Ф-59А, Ф-61А, Ф-64, они состоят из фторборатов аммония с добавлением триэтаноламина. Как правило, на пузырьке есть пометка – «для алюминия» или «для пайки алюминия».
 Флюс отечественного производства
Флюс отечественного производства
Для высокотемпературной пайки следует приобрести флюс, выпускаемы под маркой 34А. Он состоит из хлористого калия (50%), хлорида лития (32%), фторида натрия (10%) и хлористого цинка (8%). Такой состав наиболее оптимален, если производится высокотемпературная пайка.
 Рекомендуемый флюс для паки при высокой температуре
Рекомендуемый флюс для паки при высокой температуре
Подготовка поверхности
Прежде чем начинать лужение, необходимо выполнить следующие действия:
- обезжирить поверхность при помощи ацетона, бензина или любого другого растворителя;
- удалить оксидную пленку с места, где будет производится пайка. Для зачистки используется наждачная бумага, абразивный круг или щетка с щетиной из стальной проволоки. В качестве альтернативы можно применить травление, но эта процедура не так сильно распространена в силу своей специфичности.
Следует учитывать, что полностью оксидную пленку удалить не получится, поскольку на очищенном месте моментально появляется новое образование. Поэтому зачистка производится не с целью полного удаления пленки, а для уменьшения ее толщины, чтобы упростить флюсу задачу.
Нагрев места пайки
Для пайки небольших деталей можно воспользоваться паяльником мощностью не менее 100Вт. Массивные предметы потребуют более мощного нагревательного инструмента.
 Паяльник мощностью 300 Вт
Паяльник мощностью 300 Вт
Наиболее оптимальный вариант для нагрева — использование газовой горелки или паяльной лампы.
 Простая газовая горелка
Простая газовая горелка
При использования горелки в качестве нагревательного инструмента следует учесть следующие нюансы:
- нельзя перегревать основной металл, поскольку он может расплавиться. Поэтому в процессе необходимо регулярно контролировать температуру. Делать это можно, касаясь припоем нагреваемого элемента. Расплавление припоя даст знать, что достигнута необходимая температура;
- не следует использовать кислород для обогащения газовой смеси, поскольку он способствует сильному окислению металлической поверхности.
Инструкция по пайке
Процесс пайки алюминиевых деталей не имеет своих отличительных особенностей, он осуществляется также как со сталью или медью.
Алгоритм действий следующий:
- обезжиривается и зачищается место пайки;
- производится фиксация деталей в нужном положении;
- нагревается место соединения;
- прикасаются стержнем припоя (содержащим активный флюс) к месту соединения. Если используется безфлюсовый припой, то для разрушения пленки оксида наносится флюс, после чего трут твердым куском припоя по месту пайки.
Для разрушения пленки оксида алюминия также используется щетка со щетиной из стальной проволоки. При помощи этого простого инструмента производят растирание расплавленного припоя по алюминиевой поверхности.
Пайка алюминия — полная видео инструкция
https://www.youtube.com/watch?v=ESFInizLE9U
Что делать при отсутствии нужных материалов?
Когда нет возможности подготовить все необходимые для пайки материалы, можно использовать альтернативный способ, при котором применяется припой на оловянной или оловянно-свинцовой основе. Что касается флюса, то он заменяется канифолью. Чтобы не образовывалась новая пленка оксида алюминия на месте старой, зачистка производится под слоем расплавленной канифоли.
Паяльник, помимо своего прямого назначения, будет использоваться как инструмент, разрушающий оксидную пленку. Для этого на его жало надевается специальный скребок. Увеличить результативность процесса можно, добавив в канифоль металлических опилок.
Процесс производится следующим образом:
- нагретым луженым паяльником расплавляют канифоль в месте пайки;
- когда канифоль полностью покрывает поверхность, начинают тереть об нее жалом паяльника. В результате этого металлические опилки и жало разрушают пленку оксида алюминия. Поскольку слой расплавленной канифоли не позволяет проникать воздуху к алюминиевой поверхности, на ней не образовывается оксидная пленка. По мере того, как производится разрушение пленки, будет происходить лужение детали;
- когда процесс лужения завершен, детали соединяют и прогревают, пока не будет достигнута температура плавления припоя.
Необходимо предупредить, что процесс пайки алюминия без специальных материалов — довольно хлопотный процесс без гарантии успешного завершения. Поэтому лучше не тратить на такую работу свои силы и время, тем более, что качество и надежность такого соединения будут сомнительными.
Гораздо проще купить активный флюс и высокотемпературный припой, при помощи которых пайка алюминия даже в домашних условиях не вызовет затруднений.
Пайка алюминия дома своими руками: пошаговая инструкция

Хотите попробовать паять алюминий в домашних условиях , но терзают сомнения, что ничего не получится?
Не переживайте — мы расскажем, что и как нужно делать, а самое главное — чем паять , чтобы все получилось! Все рекомендации опробованы на практике и доказали свою эффективность.
Что вообще понадобится для пайки алюминия ? Один из основных инструментов — это нагревательный прибор.
Это может быть как электрический паяльник с самодельной насадкой (о том, как ее изготовить — расскажем ниже), так и более продвинутый вариант — газовый баллончик с горелкой . В данном случае понадобится баллон со смесью из двух (пропан/бутан) или трех газов (пропан, бутан, изобутан).
Обратите внимание, что пайка и сварка алюминия — это совсем не одно и то же. Хотя многие люди очень часто путают эти понятия. Давайте внесем некоторую ясность, что такое пайка алюминия, и что такое сварка.
Под сваркой подразумевается соединение металла путем его нагрева с последующим расплавлением и перемешивания в сварочной ванне. Обычно для этих целей используется аргонная сварка и специальные присадочные прутки .
Некоторые домашние умельцы даже переделывают обычные сварочные инверторы под аргонную сварку.
В результате сварки алюминия получается очень прочное и монолитное соединение с одной и той же кристаллической решеткой. Качество свариваемых деталей довольно высокое.
Под термином « спаять алюминий » подразумевается использование специального припоя (или обычного олова), который и соединяет между собой алюминиевые детали. При этом сам металл не разогревается до температуры плавления.

Особенность пайки заключается в том, что можно без проблем запаять алюминиевую кастрюлю или другую емкость (если в ней имеется трещина), а также можно припаять алюминий к другому металлу. А вот сварить два разных металла сложно.
Существуют разные методы пайки алюминия и дюрали . Мы рассмотрим одни из самых популярных и эффективных способов, которые применимы в быту.
Пайка алюминия газовой горелкой
Алюминий довольно капризный материал для пайки. У многих домашних умельцев, которые впервые попробовали спаять между собой две алюминиевые детали, как правило, ничего не получается, и они отказываются от этой затеи.
А все потому, что этот металл довольно быстро окисляется при взаимодействии с воздухом (практически сразу после зачистки поверхности образуется оксидная пленка), и припой попросту скатывается в шарик.
Поэтому пайкой алюминия в домашних условиях мало кто занимается всерьез — по причине неэффективности этого процесса.
Но безвыходных ситуаций не бывает — всегда можно найти решение той или иной проблемы.
Цель данной статьи — рассказать о некоторых нюансах, а также поделиться с читателями полезными советами, как паять алюминий домашних условиях , чтобы все получилось если не с первого раза, то со второго точно.
Одним из важных условий успешной пайки алюминия является очень плотная подгонка деталей — зазор между ними должен быть минимальным, чтобы припой никуда не утек. Это не относится к тем случаям, когда надо запаять сквозную трещину.
Еще один немаловажный момент, на который нужно обращать внимание — это температура поверхности металла.
Нужно разогреть поверхность так, чтобы не перегреть деталь (алюминий начинает плавиться при температуре от 650 градусов по Цельсию), но при этом, чтобы температура была достаточной для того, чтобы припой работал.
Оптимально нагревать алюминиевые детали до температуры 500 градусов. Для определения температуры металла можно использовать мультиметр с термопарой.
Выбор горелки
Для пайки алюминия в условиях гаража или домашней мастерской чаще всего используют туристический газовый баллончик с газовой горелкой.
Как правило, газовая горелка приобретается отдельно от баллона, и тут крайне важно не прогадать.
Дело в том, что горелка с широким соплом для пайки алюминиевых трубок или других деталей не подойдет, потому что она разогревает большую площадь поверхности, тогда как нам требуется исключительно локальный нагрев — конкретно в месте пайки.
Поэтому лучше всего использовать газовую горелку с узким соплом (например, можно приобрести горелку для пайки меди). Как она выглядит, можно посмотреть на фото ниже.

Пайка китайским прутком
Один из способов пайки алюминия — использование специального припоя. Например, китайского. Можно использовать припой Castolin 192 или HTS2000.
Пруток представляет собой твердую цинковую трубку, которая наполнена порошковым флюсом. Последний-то как раз и нужен, чтобы «растворять» оксидную пленку на поверхности алюминия.

По утверждению производителя, при помощи данного припоя можно качественно паять алюминиевые детали, при этом не потребуется даже зачищать поверхность, чтобы избавиться от оксидной пленки.
Способ пайки очень прост. Максимально плотно прижимаем детали друг к другу (в данном случае это алюминиевые пластины), чтобы не было больших зазоров.
После этого разогреваем место соединения до температуры 500 градусов по Цельсию с помощью газовой горелки. Когда припой заполнит зазор между деталями и сформирует шов, нагрев прекращаем.

Точно таким же образом можно спаивать между собой алюминиевые трубки (стык в стык или под углом), а также можно припаять другие детали из разных металлов к алюминию .

В общем, китайский припой (несмотря на то, что китайский) со своей задачей справился. Поскольку припой обладает хорошей текучестью и отлично заполняет любые щели и пазы, можно использовать для пайки автомобильных радиаторов.
Подробно о том, как паять алюминий с помощью специального припоя, можно посмотреть на видео ниже. Своим опытом поделился автор YouTube канала voltNik.
Способ с щеткой-насадкой по металлу
Если нет возможности купить китайский пруток, есть простой способ, как можно паять алюминий оловом . Подойдет этот способ и для пайки дюралюминия (алюминиевого сплава ).
Для этого нам потребуется газовый баллончик с горелкой, оловянная палочка и шуруповерт или электродрель с проволочной щеткой по металлу — чтобы зачистить поверхность алюминиевой детали перед пайкой.

Многих людей интересует, как запаять сквозное отверстие в детали. Самое время осветить эту тему.
Рассмотрим данный способ на конкретном примере — в нашем случае необходимо запаять разрез на крыле автомобиля.

Первым делом потребуется зачистить и залудить поверхность алюминия.
Сначала разогреваем поверхность алюминия при помощи газовой горелки, и наносим небольшое количество олова. Оно сразу будет скатываться в шарики, но ничего страшного — это так и задумано.

Далее снова нагреваем поверхность алюминия с помощью горелки, и одновременно зачищаем ее щеточной насадкой.

По мере необходимости добавляем еще немного олова, чтобы на поверхности алюминия образовался равномерный слой . После этого можно приступать непосредственно к самой пайке.


Когда алюминий полностью остынет, необходимо будет обработать место пайки углошлифовальной машинкой (болгаркой). Чтобы выровнять поверхность в идеал, надо будет пройтись мелкой наждачкой.

Более подробно об этом способе пайки алюминия вы можете посмотреть в авторском видеоролике ниже. Своим опытом поделился автор YouTube канала «АС МАСТЕР ремонт авто в омске».
Доработка паяльника для пайки алюминия
Мы уже разобрались, что в домашних условиях алюминиевые детали обычно припаиваются друг к другу с помощью газовой горелки. Но в некоторых случаях можно обойтись и электропаяльником. Нужно будет только его немного доработать.
Для этого нам потребуется купить новое жало для паяльника диаметром 8,5 мм (продается в любом магазине радиодеталей).

От начала жала паяльника отступаем около 8 мм, и затем сверлим отверстие диаметром сверлом по металлу 2 мм.

После этого ножовкой по металлу необходимо сделать в жале паяльника продольный пропил глубиной 10 мм.

На следующем этапе от старого пильного полотна для ручной ножовки по металлу нужно отрезать кусочек длиной 13 мм.

Для облегчения последующей обработки заготовки ножовочное полотно необходимо нагреть (сделать отпуск металла). После охлаждения сверлим по центру отверстие диаметром 3 мм.

Медное жало паяльника зажимаем в тисках, и сгибаем под углом 90 градусов. Затем нужно нарезать резьбу в просверленном отверстии (резьба — 2,5 мм).

Край ножовочного полотна нужно облудить — для этого автор использует специальный флюс для пайки стали.

Кусок ножовочного полотна вставляем в пропил в жале паяльника, и фиксируем с помощью винта. Конец винта надо обрезать и заклепать.

Принцип работы электропаяльником с самодельной насадкой очень прост. Для начала включаем инструмент в розетку, и ждем, пока он нагреется до нужной температуры.
После этого наносим на конец насадки немного припоя (касаемся поверхности оловянной проволокой или прутком) и канифоли (это смоляная кислота, которая используется специально для пайки), и можно приступать к лужению алюминия .

Царапая поверхность, мы разрушаем оксидную пленку, и припой сцепляется с алюминием, как с родным братом.
Только перед лужением не забудьте нанести на поверхность алюминиевой детали небольшой слой канифоли . Этот способ подойдет и в тех случаях, если надо спаять алюминиевые провода — когда они облуженные , спаять их оловом не составит проблем.
Обратите внимание: в данном случае флюс для пайки алюминия не используется!
Пошаговый процесс изготовления самодельной насадки на паяльник можно посмотреть на видео ниже. Идея самоделки принадлежит автору YouTube канала A Craft.
В сегодняшней статье мы рассмотрели разные способы пайки алюминия, а также как залудить алюминий для пайки оловом. Надеемся, что какой-нибудь из них вам обязательно пригодится и поможет.
Если вам известны другие способы, как паять алюминий в домашних условиях, то напишите об этом в комментариях — многим нашим читателям, наверняка, будет интересно о них узнать.
Сварка алюминия в домашних условиях газовой горелкой
Пайка алюминия газовой горелкой
Потребность в спаивании различных деталей возникает как в домашних, так и в промышленных условиях, так как данный процесс можно отнести к мелкому ремонту, хотя нередко приходится сталкиваться и с более масштабными процедурами. Дело в том, что различные виды и способы сварки металла не всегда могут предоставить результат достойного качества, а также не всегда являются подходящими. Поэтому, пайка алюминия газовой горелкой является вполне востребованным методом, который все же имеет ряд своих особенностей, которые придется освоить новичкам. Дело в том, что спаиваемость этого металла не так хороша, как у других разновидностей, но пайка становится более предпочтительной, так как при сильном нагревании металл меняет структуру и сварка портит его свойства, поэтому не всегда можно использовать сварку. Для поддержания качества следует использовать все имеющиеся дополнительные средства, которые предоставляет инфраструктура, разработанная за долгое время.

Пайка алюминия газовой горелкой
При работе с алюминием возникают проблемы в борьбе с оксидной пленкой, которой металл покрывается за относительно небольшой промежуток времени, так что может появиться даже после предварительной обработки. Пайка горелкой заметно отличается от пайки паяльником и считается более удобным процессом, так как тут можно регулировать температуру и мастер получает больше возможностей для деликатной обработки поверхности, причем как тонкого, так и толстого металла. Нередко в это время используются дополнительные флюсы и различные средства обработки. Пайка алюминия в домашних условиях газовой горелкой облегчает предварительное прогревание металла и расплавку дополнительных расходных материалов.

Пайка алюминия своими руками
Естественно, что для получения качественного соединения требуется опыт работы, так как алюминий относится к легкоплавким металлам, а соответственно, его припои имеют высокую растекаемость. При неправильном подходе материал просто растечется по поверхности, так и не заполнив шов соединения, не говоря уже о заделке дыр, где требуется настоящее мастерство. Здесь же очень важным моментом является подбор присадочного материала, так как для каждого вида пайки он требуется свой припой. Из алюминия может создаваться как корпус механизма или какой-либо толстой герметичной емкости, так и обыкновенные провода. Пайка алюминиевых проводов при помощи горелки проходит более легко за счет удобного регулирования температуры пламени и его интенсивности.
Преимущества
- Пайка алюминия горелкой является универсальной, в отличие от применения паяльника, и может использоваться как для тонких деталей, так и для толстых;
- Газовая горелка имеет возможность регулировки интенсивности горения пламени, что определяет температуру нагрева, тогда как при работе с паяльником необходимо иметь несколько инструментов различной мощности;
- Горелкой можно подогревать поверхность металла, расплавлять припой и флюс;
- Скорость работы медленнее, так что появляется возможность делать все более качественно и спокойно;
- Итоговые результаты оказываются более качественными, чем при использовании паяльника;
- Инструмент практически сразу готов к использованию и не нужно долго ждать пока он остынет после работы.
Недостатки
- Подготовка к работе занимает более длительный отрезок времени;
- Себестоимость процесса спаивания становится более высокой;
- Работа становится менее безопасной, так как емкость, в которой находится газ, может взорваться, если на нее будет воздействовать открытый источник огня, или же шланги могут пропускать газ, что также нанесет вред организму;
- Оборудование для работы является более дорогостоящим.
Материалы и инструмент
- Основным инструментом является газовая горелка, которая пропускает через себя газ под давлением. Во время горения он расплавляет металл припоя и действует, как главная сила температурной обработки. За счет регулировки подачи давления определяется общая температура пламени.
- Емкость с газом, которая может быть представлена небольшим баллоном. Здесь находится расходный горючий материал, который должен быть надежно изолирован от внешнего воздействия.
- Шланг для соединения горелки и баллона. Его самого, а также соединения, следует всегда проверять на целостность перед использованием.
- Припой для пайки алюминия, который выбирается согласно той разновидности процедур, с которыми будет взаимодействие. Когда идет пайка алюминия газовой горелкой присадочная проволока выбирается по составу основного металла.
- Флюс для улучшения свойств спаивания. Он преимущественно используется для толстых заготовок, но также используется и для пайки различных сортов металла, таких как пайка алюминия со сталью газовой горелкой, или особо сложных случаев.
Температура плавления проволоки всегда должна быть ниже температуры плавления основного металла.»
Пошаговая инструкция
- Для начала проводится подготовка поверхности металла, для чего осуществляется предварительная зачистка поверхности детали мелкой металлической щеткой или наждачной бумагой. Также нужна обработка растворителем, который поможет ликвидировать налеты жира и масла, убрать оксидную пленку и прочие негативные эффекты.
- Затем необходимо обработать всю поверхность, где будет проходить пайка, флюсом. Это поможет улучшить свойства спаивания, текучесть и смачиваемость материала.
- После нужно прогреть заготовку при помощи горелки, чтобы припой смог лучше расплавиться и растечься по поверхности.
- После этого уже можно приступать к спаиванию, поднеся припой или присадочную проволоку к поверхности заготовки и зажечь горелку. Обрабатывая пламенем горелки расплавить материал, чтобы он растекся по поверхности и застыл там. Накладывание нескольких слоев может проходить в несколько этапов.
- В конце, когда расходный материал заполнит все трещины и выемки, образуя ровную поверхность, нужно дать остыть и проверить качество соединения.

Пайка алюминия горелкой
Если толщина детали более 4 мм, то следует заняться разделкой кромок, так как алюминий иначе не пропаяется.»
Режимы пайки горелкой
Толщина заготовки, мм
Техника безопасности
Перед каждым использованием газовой техники нужно проверять целостность и исправность работы газового баллона, шлангов и прочих. Баллоны нужно держать максимально далеко от открытого пламени. Вблизи рабочего места не должно быть никаких легко воспламеняемых предметов, а также горючих вещей.
Сварка алюминия газовой горелкой с баллончика
Популярность алюминия в последнее десятилетие увеличилась в несколько раз и продолжает расти с каждым днем. Это обусловлено его прекрасными свойствами, такими как экологическая чистота, устойчивость к коррозии и пластичность. Прекрасным средством для проведения сварочных работ с алюминием является аргонодуговое сваривание. Нередко таким способом пользуются многие сварщики, которым необходимо произвести ремонт алюминиевых деталей.
Идеальным средством для проведения сварочных работ является газовый баллончик. Специальный газовый баллончик для сварки сгорает в кислороде и создает высокий температурный режим – более 2400 градусов по Цельсию. Благодаря тому, что он создает значительный температурный режим, с его помощью можно производить сваривание медных и алюминиевых элементов. Для работы применяются мягкие и твердые припои. Газовый баллончик дает возможность проведения сварочных работ с трубами отожженного и неотожженного качества, толщина стенок которых составляет 1,5 миллиметра.
Помимо этого газ очень экономичен в сравнении с другими видами топлива и от его применения не загрязняются сопла горелок. Максимальную температуру горения можно достичь всего за 10 секунд. Баллоны, которые используются для сварочных работ, производятся по специальной технологии, что дает гарантию отсутствия утечек топлива, а также обеспечивает безопасность при дальнейшей эксплуатации.
Положительными особенностями использования газовых баллончиков являются следующие особенности:
- — Стабильность и безопасность при работе, чего никак нельзя сказать про стандартные газовые баллоны;
- — Газ в маленьких баллончиках безопасен для сваривания, потому как не содержит в своем составе бутадиена;
- — Высокую температуру горения (2400 градусов по Цельсию). Это значительно выше, чем температура, которую можно достичь с помощью бутаново-пропановой смеси;
- — Горелки на газу из баллончиков имеют на половину большую тепловую мощность, чем устройства, которые устроены и оборудованы для работы на пропане;
- — Газ из баллончиков имеет большую эффективность, чем пайка алюминия пропаном;
- — Горелки, в которых используется специальный МАПП газ, легко запускаются даже при низкой температуре;
Множество особенностей преимуществ газа из баллончиков позволяют многим сварщикам постоянно пользоваться данным инструментом для создания качественных сварочных швов и обеспечения комфортного сваривания. Работая с использованием газовых баллончиков, можно достигать высокого качества сварки, а также быстро и эффективно устранять неисправности алюминиевых деталей.
В специальных баллончиках для сварки имеется смесь для продуктивной пайки алюминия при температуре 2400 градусов, а также работать с газом, который на 35% продуктивнее пропана. МАПП алюминиевый баллончик – это специально разработанный газовый баллончик для безопасного использования в рабочем процессе.
Пайка алюминия газовой горелкой


Процесс спаивания алюминия, является весьма востребованным процессом, как в домашних условиях, так и в промышленных сферах, поскольку благодаря ему можно осуществлять соединение различных мелких деталей, однако приходится сталкиваться и с более масштабными деталями. Существует множество разновидностей сварки металла, но иногда для более подходящего и качественного соединения применяют пайку.
В связи с этим, спаивание алюминия газовой горелкой считается вполне популярным способом, поскольку присутствует несколько преимуществ, которые не известны новичкам. Спаивание алюминия не очень удобное в отличие от других способов, однако, все равно предпочтительнее остальных, поскольку при большой температуре у металла меняется структура с применением сварки, поэтому ее не используют.

Для осуществления качественного процесса, необходимо использовать различные вспомогательные приспособления, которые требуются по технологии, существующей на протяжении длительного времени.
При пайке алюминия появляются значительные затруднения с оксидной пленкой на поверхности металла, которая образуется практически сразу, и даже после подготовительных процедур. Осуществлять процесс спаивания с помощью горелки, считается гораздо удобнее, чем при помощи пальника, поскольку присутствует наличие необходимой регулировки температуры, благодаря которой, появляется возможность более аккуратной обработки поверхности металла, как тонкого, так и толстого.
Весьма часто в подобные случаи применяется флюс, и различные химические вещества для обработки. Когда спаивание алюминия газовой горелкой осуществляется в домашних условиях, то предварительный прогрев металла, а также расплавление дополнительных расходных материалов осуществляется проще.

Известно, что алюминий относиться к металлам, которые имеют легкое расплавление, тем самым работа с ними затрудняется, поскольку металл становится сильно текучим, необходим большой опыт, чтобы осуществить качественный процесс. Когда металл начинает растекаться по поверхности, он не сможет заполнить шов, и тем более не получится произвести заделку отверстий и трещин, поэтому потребуются необходимые навыки.
Существует множество разновидностей спаивания металла, поэтому важным моментом является правильный выбор присадочного материала, и припои необходимо подбирать соответственно к предстоящему процессу. Благодаря спаиванию алюминия можно соединять как различные корпусы механизма, включая толстые герметичные емкости, так и обыкновенные провода. Спаивание проводов из алюминия осуществляется довольно легко при помощи горелки, поскольку присутствует наличие необходимой регулировки температуры пламени, а также его интенсивности.

