
Пайка алюминия аргон не нужен
ПАЙКА АЛЮМИНИЯ. АРГОН НЕ НУЖЕН!
ПАЙКА АЛЮМИНИЯ. АРГОН НЕ НУЖЕН!
Припой для пайки алюминия, 20шт

Привет друзья! В этом видео покажу как можно просто и дешево паять алюминий без использования аргона. Шов получается прочный, аккуратный и герметичный.
В видео используется припой марки CASTOLIN 192, еще можно использовать HTS-2000. Припой продается в магазинах с медными трубками и радиаторами.
Покупал тут: «Магазин медных труб», Московская обл, г. Реутов, шоссе Энтузиастов, владение 19. Торговый комплекс ‘Владимирский Тракт’, пав. 28Ф, сайт: http://eurometalgroup.ru (звонить им смысла нет, просто приезжаете в точку продаж и покупаете, на сайте несколько адресов)
В сегодняшнем видео я покажу вам малоизвестный способ пайки алюминия.
Недавно на моей машине потек масляный радиатор охлаждения коробки передач. На трубке радиатора образовался тонкий свищ, который практически не заметен, но на заведенной машине из него капает масло. В остальном радиатор цел. Замена его на новый оригинал стоит 16 тысяч рублей, а дубликаты радиатора продают за 7. Аргоновая сварка с заменой трубок в московском регионе тоже не дешева, и никто за тысячу — это делать не будет.
Поэтому для ремонта остается два бюджетных варианта: это пайка, либо лепнина из холодной сварки.
При взаимодействии алюминия с воздухом он сразу окисляется и на его поверхности образуется тверда оксидная пленка, поэтому паять алюминий сложно от слова – ОЧЕНЬ. Если его паять обычным паяльником, даже используя специальные флюсы, то регулярно получается вот такая лажа. Но оказывается, для пайки алюминия продается специализированный припой, он называется HTS-2000 и CASTOLIN 192. Припой представляет из себя цинковую трубку, наполненную твердым порошком флюса в центре. Флюс как раз и нужен для того чтобы растворить твердую оксидную пленку на поверхности алюминия. Сама же пайка происходит при температуре 480 градусов и для этого нужно использовать газовую горелку. Найти такой припой тоже не легко, продается в специализированных магазинах, которые занимаются медными трубками и ремонтом радиаторов. Сидел на телефоне и гуглил несколько часов прежде чем нашел где можно его купить. Еще продают на Авито, но ценник начинается от 200 рублей за пруток. Я же нашел припой на строительном рынке, созвонился, съездил и купил 4 пол метровых прутка по 90 рублей за штуку, итого вышло на 360 рублей.
Прорезал в трубке несколько пазов, взял маленькую горелку и начал учится паять. Сначала получалась лажа, пламя у этой горелки узкое и не прогревает трубку, припой собирается в шарики. В итоге мне удалось научится и запаять несколько пазов.
Делать это при помощи мелких горелок сложно, поэтому лучше использовать горелку насадку на баллон. Пламя у нее широкое и позволяет прогревать сразу область металла.
Сначала немного прогреваем трубку не поднося припой. А потом подносим его, он плавится, и он быстро растекается, заполняя паз.
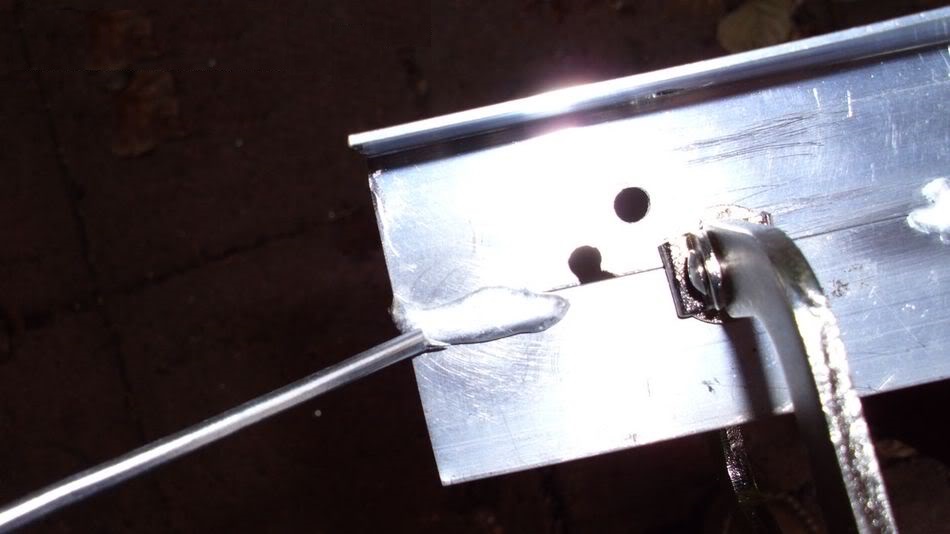
Таким способом можно не только запаивать отверстия в алюминии, но и спаивать вместе листовой алюминий. Пайка получается очень прочная и не ломается даже если прикладывать большие усилия. Сломать этот шов мне так и не удалось.
Давайте еще раз запаяем трубку. Снова сначала разогреваем ее горелкой и далее достаточно прикоснутся припоем, и он сразу заполняет весь паз.
И давайте спаяем вместе две трубки, смотрите как быстро это происходит. Разогрели горелкой, ткнули припоем, и трубки сразу спаялись. Припой полностью заполнил шов по кругу, но при этом он не попал внутрь и не забил трубку. Эта пайка также получилась очень прочная, сломать мне ее тоже не удалось. Гнется сам алюминий, но шов остается целым. Этот припой обладает высокой текучестью и заполняет все пазы обеспечивая полную герметичность шва.
Радиатор мне также без проблем удалось запаять. Но как видите трубка имеет большую коррозию и не равномерна по диаметру, поэтому скорее всего она протечет в другом месте и в данном случае мой ремонт является временным. И тут лучше будет заменить трубки целиком.
Сам же метод пайки алюминия оказался рабочим, он бюджетен и позволяет паять трубки и полоски алюминия, обеспечивает высокую адгезию, герметичность и прочность шва. Этот способ часто используют в автомастерских для ремонта алюминиевых деталей, но при этом они не уточняют как ремонтировали и берут с клиентов полную стоимость работы аргоновой сварки.
Ставьте лайк если не знали о таком способе пайки алюминия. А адреса магазинов где мне удалось найти и купить этот припой будут в описании видео. И как я уже сказал еще его могут продавать на строительных рынках, в магазинах, которые продают медные трубки и радиаторы.
А сегодня на этом все, всем спасибо за просмотр, и пока-пока!
Как паять алюминий без аргона
Самой качественной сваркой алюминия является — аргонодуговая сварка. Однако для данного способа необходимо как дорогостоящее оборудование, так и высокая квалификация сварщика, что зачастую не всегда соответствует реальности. Кроме того, оборудование для данного способа сварки достаточно громоздкое и в некоторых местах его использование вообще запрещено. В этой статье мы расскажем об альтернативных и недорогих способах сварки алюминия без применения аргона.
Способ 1: использование электрода по алюминию Zeller 480
Ремонтный электрод Zeller 480 c 12% содержанием кремния предназначен для сварки широкого спектра алюминиевых сплавов включая силумин и дюраль. Этот способ позволяет надежно сваривать алюминий без применения дорогостоящего аргонодугового оборудования.
Преимущества и области применения
- При соблюдении технологического процесса сварки, по своему качеству сварочный шов, сделанный при помощи электрода Zeller 480, не уступает аргонодуговой сварке;
- Высокая производительность наплавки;
- Плотный наплавленный металл без пор;
- Благодаря мягкой, равномерной дуге, шов получается ровный и гладкий;
- Zeller 480 единственный алюминиевый электрод, выпускаемый в «низкотемпературном» размере 2 мм;
- Электрод снабжен специальной защитной обмазкой, которая обладает высокой влагостойкостью, что существенно продлевает срок эксплуатации электрода;
- Сварка осуществляется без флюса, так как все необходимые элементы для удаления оксидной пленки находятся в защитной обмазке электрода;
- Используется для сварки алюминиевых листов, профилей, токопроводящих шин, резервуаров, алюминиевого литья, устранение дефектов литья, картеров, кузовов автомобилей и т.п.
Важно! Так как в покрытии алюминиевых электродов содержатся гигроскопические соли, после выполнения всех сварочных работ, следует герметично закрыть упаковку и убрать ее в сухое, теплое место.
Инструкция по использованию
Шаг 1. Перед началом сварки, убедитесь, что подготовленный образец из металла сухой, так как алюминий гигроскопичен (впитывает влагу). При помощи нержавеющей щетки зачистить соединения до металлического блеска, и удалить остатки загрязнений в зоне около шва.

Шаг 2. Если необходимо, просушите электроды 1-1,5 часа при температуре 100°С.
Шаг 3. Подогреваем алюминиевый образец до температуры 150-200°С при помощи горелки.
Важно! Без подогрева сварку проводить нельзя!
Шаг 4. Сварка осуществляется на постоянном токе обратной полярности. Наиболее вертикальное положение электрода с поддержанием короткой дуги. Подавать электрод в зону сплавления следует быстро, максимально продвигая вперед и поддерживая очень короткую дугу.

Шаг 5. Выполняйте сварку в один слой за один проход.
Будьте внимательны! Скорость сварки такая же, как и у полуавтоматической сварки.
Предел прочности сварочного шва — 200 ньютонов на миллиметр кв., что близко к пределу прочности основного металла. Поэтому этот метод сварки можно использовать на ответственных конструкциях.
Способ 2: Использование припоя HTS-2000 или Castolin 192
Припой HTS-2000 или Castolin 192 — это сплав в виде цинковой трубки, наполненный твердым порошком флюса по центру, при помощи которого сварка становится быстрой и легкодоступной. Припой сделан при помощи высоких технологий и специально предназначен для того, чтобы проводить работы по восстановлению деталей, сделанных из алюминия. При этом сварка не предполагает использования технологий высокой стоимости.

Все что потребуется для ремонта алюминиевых деталей, это только сам припой и газовая горелка для сварки.
Преимущества и области применения
- Прост в применении и не требует высокой квалификации;
- Высокая скорость пайки;
- Температура плавления ниже чем у алюминия;
- 100% металлическое соединение как при сварке;
- Незаменим в «полевых» условиях;
- Паяльный шов по прочности не уступает сварке;
- Не подвержен коррозии и не имеет срока годности;
- Для работы подойдет любой источник тепла;
- Используется при ремонте любых изделий из алюминия: радиаторов, двигателей, велосипедных рам, профилей, кузовов, трубопроводов, арматуры, топливных баков, картеров и т.п.
Инструкция по использованию
Шаг 1. ВАЖНО! Перед началом работ необходимо зачистить обрабатываемую поверхность алюминия, удалив оксидную пленку. Обычно используются напильник или щетка из нержавеющей стали (кордщетка).
Шаг 2. Нагреваем рабочую поверхность образца из алюминия (не сам стержень припоя) до температуры 200° C.
Совет: для лучшего проникновения припоя, можно зачистить поверхность еще раз, так как при нагревании алюминия сваркой, на поверхности проявляется оксидная пленка.
Нагревание позволит открыть структурные поры рабочей поверхности для лучшего проникновения сплава вглубь металла.
Шаг 3. Когда соответствующая температура при сварке будет достигнута, нужно равномерно и как можно лучше залудить рабочую поверхность: проводя прутиком по отверстию, натягивая припой с краев, как мыльную пену.

Припой обладает достаточным поверхностным натяжением, что делает удобным заделывание отверстий до 1 см без использования дополнительных заплаток.
Совет: чтобы исключить повторное возникновение оксидной пленки под слоем припоя, следует, поддерживая горелкой жидкое его состояние, еще раз пройтись щеткой (стальным прутом) по поверхности. В этот момент и происходит проникновения припоя в поры металла.
Шаг 4. Если вам требуется соединить несколько деталей, то для начала, по отдельности залудите обе поверхности, затем, соединив и нагрев оба элемента, притирающими движениями сцепите их друг с другом.
Шаг 5. После завершения сварки, дайте алюминию остыть естественным путем, не используя при этом воздух или воду для ускорения остывания.
Важно помнить, что чем толще и массивнее материал, тем больше потребуется времени для достижения необходимой температуры при сварке алюминия.
Свариваем алюминий без аргона

Привет друзья! Я покажу как сварить алюминий без аргона, обычным инвертором. Весь процесс будет полностью идентичен как при электродуговой сварке стали, за исключением одного небольшого изменения. С помощью этого способа вы сможете без труда производить ремонт алюминиевых деталей или узлов дома, без дорогостоящего оборудования для аргонной сварки.
Понадобится
- Инверт постоянного тока, способный выдать 120 А.
- Специальный электрод для сварки алюминия — http://alii.pub/5nyy46
Со сварочным аппаратом, думаю все понятно, а про электрод нужно пояснить. Оказывается, не так давно, в продаже появились специализированные электроды для сварки алюминия обычной сваркой без аргонной среды.
Марки их могут быть различны, так что спрашивайте в магазинах. В любом случае их без проблем можно приобрести в интернете.

Строение они имеют такое же как электрод для стали: жила, имеющая толстое покрытие. Тут все также, только электрод имеет другую цветовую палитру: жила — блестящая, так как состоит преимущественно из алюминия, покрытие — белое.


Такие электроды предназначены не только для алюминия, а так же для его сплавов: силумин, дюраль. Поэтому без труда можете варить и их.
Что нужно знать, чтобы сделать качественный шов?
Хоть метод почти ничем не отличается от обычной дуговой сварки, нужно учесть следующие:
- Сварочный ток должен быть порядка 70-100 А
- Сварка ведется на короткой дуге.
- Угол электрода при сварке должен быть 90 градусов.
- Электрод сгорает в три раза быстрее, чем при обычной сварке стали.
Варить алюминий гораздо сложнее, поэтому, если вы не разу этого не делали, то советую обязательно потренироваться, что буду делать и я.
Свариваем алюминий обычным инвертором без аргона
Мой первый опыт сварки этого металла в без аргонной среде. Я буду сваривать толстые пластины. Закрепляем детали струбцинами. Минус подключаем к нижней пластине. Плюс к электроду.

Изначально рекомендую установить ток 100 А и попробовать.

Варим все на короткой дуге, так как из-за быстрого плавления электрода ее очень трудно ловить, особенно с непривычки.

Приноровившись уже получается стабильно держать дугу.
Как и после обычной сварки отбиваем окалину молотком.

И зачищаем щеткой.

Не судите строго, для первого тренировочного раза, я считаю, это хороший результат.

Особенно учитывая насколько это трудоемко и непривычно после обычной сварки стали.

Рекомендации для качественной сварки
- Зачистите щеткой по металлу место сварки, чтобы удалить оксид с поверхности.
- Если есть возможность, нагрейте детали газовой горелкой до 150-200 градусов Цельсия, это упростит задачу получения качественного шва.
- В момент сварки ведите электрод быстрее, так как он сгорает быстрее примерно в 3 раза.
Подведение итогов
Прочность шва получается ничуть не хуже чем у аргонной сварки.
Конечно, немного трудоемкий процесс, но следует только приноровиться и все пойдет как по маслу. Из недостатков хочется отметить небольшую дороговизну электродов, по сравнению с обычными. Но если с сравнивать с аргонной сваркой, то сантиметр шва получается в разы дешевле, так что способ все равно выигрывает.
Смотрите видео
Обязательно посмотрите видео, где видно насколько это тяжело сделать с первого раз.
[Инструкция] Пайка алюминия в домашних условиях
Алюминий является достаточно распространённым металлом, широко используемым в народном хозяйстве. Преимущественно используются его сплавы, но иногда он применяется в практически чистом виде. Мы расскажем вам как можно паять алюминий в домашних условиях.
Почему возникают проблемы с пайкой?
Этот металл обладает множеством достоинств, в частности, лёгкостью и гибкостью. Кроме того, благодаря образуемой на его поверхности плёнке оксида, металл практически нейтрален и не вступает в реакцию с агрессивными средами или пищевыми продуктами.
Однако именно это свойство металла и является проблемой в тех случаях, когда необходимо произвести соединение нескольких алюминиевых деталей при помощи пайки.

Радиатор из алюминия
Чаще всего алюминий применяется, как материал для изготовления различных радиаторов: систем отопления, охлаждения компонентов электроники, автомобильных жидкостей и пр. Подобное использование обусловлено низкой теплоёмкостью и высокой теплопроводностью металла.
Несмотря на достаточно низкую химическую активность время и температура делают своё дело и в корпусах алюминиевых радиаторов появляются трещины, заделать которые достаточно проблематично.
Микротрещины, возникающие в радиаторах, могут быть даже незаметны человеческому глазу, но из них может уходить достаточно большое количество жидкости, которую придётся регулярно подливать в систему охлаждения.

Ремонт системы охлаждения – достаточно дорогостоящее мероприятие. Зачастую сервисные центры или автомастерские, особо не напрягаясь, просто меняют радиатор целиком вместо того, чтобы исправить его при помощи запаивания отверстия.

Спайка нескольких элементов
Самостоятельно устранить отверстие можно двумя путями: при помощи пайки или с применением холодной сварки. При этом, в обоих случаях придётся столкнуться с одной серьёзной проблемой.

Алюминий на воздухе сразу же окисляется
При взаимодействии алюминия с воздухом, он сразу же окисляется, а его поверхность покрывается тонкой плёнкой оксида.
Оксид обладает изолирующими свойствами и традиционные материалы, используемые в качестве припоя, не способны не то чтобы соединить две алюминиевые поверхности, но даже просто хорошо «прилипнуть» к поверхности, которую покрывает оксид.
Именно поэтому паять алюминий очень и очень непросто.
Пайка при помощи обычного паяльника не даёт желаемых результатов. Можно даже сказать, что она не даёт никаких результатов, поскольку даже при использовании специальных флюсов для пайки регулярно получается вместо ровного паянного шва неравномерное нагромождение припоя, явно не имеющее хорошего контакта ни с одной из припаиваемых поверхностей.
Как осуществляется пайка
Для пайки алюминия используется специализированный припой, способный противостоять защитному действию оксидной плёнки на поверхности металла.
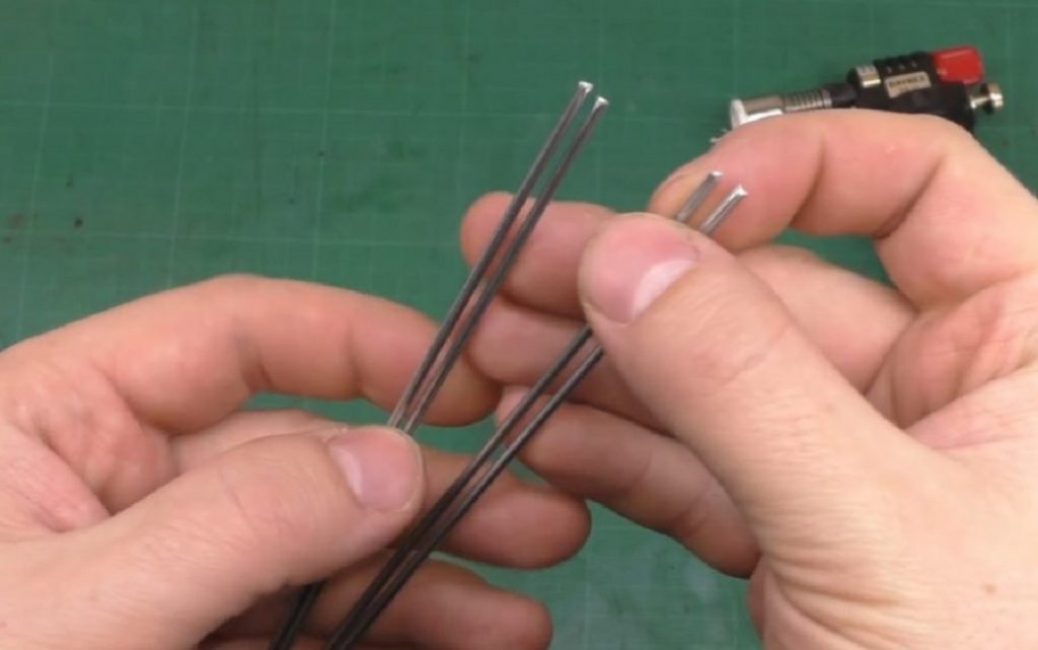
Специальный припой для пайки
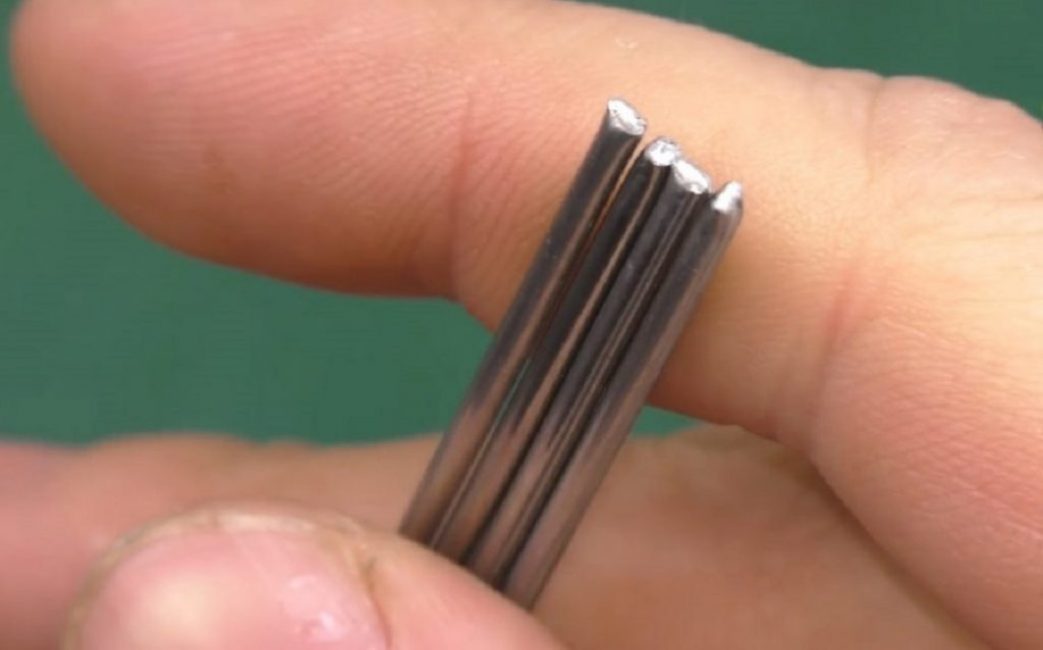
В качестве такого припоя могут выступать несколько марок, например, HTS-2000 или Castolin-192. Конструктивно данные припои представляют собой трубку из легкоплавкого металла (используются соединения цинка), в центр которой залит специальный флюс для пайки алюминия.
Именно этот флюс и используется для того, чтобы растворить тонкую оксидную плёнку на поверхности алюминия. Для того, чтобы правильно провести пайку, необходимо обеспечить температуру спаиваемых поверхностей +480°С.
Припой бывает разных размеров
При меньших температурах металл припоя не будет способен вступить в реакцию с оксидом и разложить его на составляющие, дав таким образом возможность материалу припоя обеспечить хороший контакт с поверхностью.
Для того, чтобы придать элементам конструкции требуемую температуру, используется обычная газовая горелка. Для этой цели можно воспользоваться как переносной, так и стационарной газовой горелкой.
Достать припой, позволяющий спаивать алюминий можно в специализированных магазинах, которые изготавливают и продают различные изделия из медных трубок и радиаторов. Это может быть, например, сервисный центр по ремонту холодильников и пр.
Иногда поиск правильного припоя может занимать достаточно существенное время, поскольку проблема достаточно специфическая и не везде может находиться интересующая информация. В крайнем случае, можно воспользоваться услугами любой торговой площадки. Это может быть, например, та же сеть Авито.
Но лучше всего (если, конечно, есть возможность подождать) обратиться на Алиээкспресс. Там можно заказать любой интересующий припой для алюминия по привлекательной цене и довольно быстрых сроках доставки.
Желательно перед началом пайки, особенно ели она делается в первый раз, провести тренировочную пропайку отверстий. Для этого в любой ненужной трубке следует проделать несколько отверстий, которые нужно будет запаять.

Место спайки должно быть хорошо прогрето
Поэтому не нужно выбирать для нагрева спаиваемых частей горелки небольшой мощности или откровенно низкокачественный товар.
Пламя у таких горелок будет слишком узким, оно плохо прогреет края шва, и пайка будет длиться очень долго, поскольку припой будет постоянно пытаться стечь с места пайки, собираться в шарики, неохотно прилипать к металлу и т.д.

Делать спайку алюминиевых деталей при помощи маломощных горелок очень проблематично, поэтому лучше использовать горелку-насадку на баллон
Её широкое пламя позволяет прогревать за один проход не только спаиваемые места, но и металл на некотором расстоянии от них.
Последовательность пайки

Для того, чтобы спаять две алюминиевых детали, необходимо сделать следующее:
При помощи такого способа можно не только запаивать изделия из алюминия, но и спаивать вместе листовой алюминий.

Спаянные между собой два элемента
Аналогично ранее рассмотренному случаю, вначале осуществляется всесторонний прогрев спаиваемых поверхностей, а затем внесение припойно-флюсовой трубочки в пламя горелки в месте контакта двух деталей.
В итоге должно получиться примерно так:
- Прочность пайки таким способом получается очень высокой, а соединение надёжным
- Сломать шов очень и очень трудно
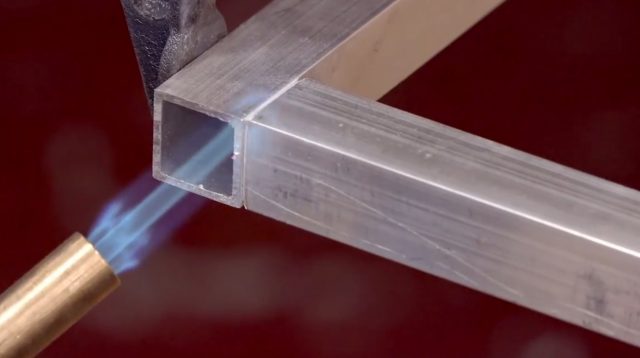
Рассмотрим на примере, как необходимо спаять две трубки. В начале их располагают друг напротив дуга и выравнивают.

Важно чтобы трубки были правильно выставлены и закреплены
Далее всё происходит по классической схеме: у обеих трубок нагревают концы на глубину не менее 3 см. Далее концентрируют огонь на шве и просто подносят припой к месту шва.
Припой быстро растекается и трубки сразу же спаиваются.

Припой полностью заполняет шов по кругу. При этом благодаря флюсу, который растекается исключительно по шву, припой не попадает внутрь трубки и не забивает её. При этом шов получается очень прочный. Трубка изгибается достаточно легко, но шов при этом остаётся целым.

Проверка на прочность готовой пайки
Цинковый припой обладает очень высокой текучестью; он заполняет паз полностью, делая соединение герметичным. Аналогичным образом можно запаивать любые алюминиевые конструкции любого диаметра.
В таких случаях может потребоваться полная замена элемента элемента. Но это уже совсем другая история.
Вывод
Сам же метод пайки с использованием цинкового припоя в виде трубочки с флюсом внутри является рабочим вариантом, кроме того, его можно отнести к бюджетным.
Стоимость 50 см трубки с флюсом составляет порядка 90 руб. Это более, чем удачное решение, на фоне таких операций, как аргонная сварка. Её стоимость может составлять несколько сотен, а то и тысяч рублей.
Подобный способ пайки часто используется в автомобильных мастерских для ремонта радиаторов.
ВИДЕО: ПАЙКА АЛЮМИНИЯ. АРГОН НЕ НУЖЕН!
ПАЙКА АЛЮМИНИЯ. АРГОН НЕ НУЖЕН!
[Инструкция] Пайка алюминия в домашних условиях
Для нас очень важна обратная связь с нашими читателями. Если Вы не согласны с данными оценками, оставьте свой рейтинг в комментариях с аргументацией Вашего выбора. Ваше мнение будет полезно другим пользователям.
Пайка алюминия дома своими руками: пошаговая инструкция

Хотите попробовать паять алюминий в домашних условиях , но терзают сомнения, что ничего не получится?
Не переживайте — мы расскажем, что и как нужно делать, а самое главное — чем паять , чтобы все получилось! Все рекомендации опробованы на практике и доказали свою эффективность.
Что вообще понадобится для пайки алюминия ? Один из основных инструментов — это нагревательный прибор.
Это может быть как электрический паяльник с самодельной насадкой (о том, как ее изготовить — расскажем ниже), так и более продвинутый вариант — газовый баллончик с горелкой . В данном случае понадобится баллон со смесью из двух (пропан/бутан) или трех газов (пропан, бутан, изобутан).
Обратите внимание, что пайка и сварка алюминия — это совсем не одно и то же. Хотя многие люди очень часто путают эти понятия. Давайте внесем некоторую ясность, что такое пайка алюминия, и что такое сварка.
Под сваркой подразумевается соединение металла путем его нагрева с последующим расплавлением и перемешивания в сварочной ванне. Обычно для этих целей используется аргонная сварка и специальные присадочные прутки .
Некоторые домашние умельцы даже переделывают обычные сварочные инверторы под аргонную сварку.
В результате сварки алюминия получается очень прочное и монолитное соединение с одной и той же кристаллической решеткой. Качество свариваемых деталей довольно высокое.
Под термином « спаять алюминий » подразумевается использование специального припоя (или обычного олова), который и соединяет между собой алюминиевые детали. При этом сам металл не разогревается до температуры плавления.

Особенность пайки заключается в том, что можно без проблем запаять алюминиевую кастрюлю или другую емкость (если в ней имеется трещина), а также можно припаять алюминий к другому металлу. А вот сварить два разных металла сложно.
Существуют разные методы пайки алюминия и дюрали . Мы рассмотрим одни из самых популярных и эффективных способов, которые применимы в быту.
Пайка алюминия газовой горелкой
Алюминий довольно капризный материал для пайки. У многих домашних умельцев, которые впервые попробовали спаять между собой две алюминиевые детали, как правило, ничего не получается, и они отказываются от этой затеи.
А все потому, что этот металл довольно быстро окисляется при взаимодействии с воздухом (практически сразу после зачистки поверхности образуется оксидная пленка), и припой попросту скатывается в шарик.
Поэтому пайкой алюминия в домашних условиях мало кто занимается всерьез — по причине неэффективности этого процесса.
Но безвыходных ситуаций не бывает — всегда можно найти решение той или иной проблемы.
Цель данной статьи — рассказать о некоторых нюансах, а также поделиться с читателями полезными советами, как паять алюминий домашних условиях , чтобы все получилось если не с первого раза, то со второго точно.
Одним из важных условий успешной пайки алюминия является очень плотная подгонка деталей — зазор между ними должен быть минимальным, чтобы припой никуда не утек. Это не относится к тем случаям, когда надо запаять сквозную трещину.
Еще один немаловажный момент, на который нужно обращать внимание — это температура поверхности металла.
Нужно разогреть поверхность так, чтобы не перегреть деталь (алюминий начинает плавиться при температуре от 650 градусов по Цельсию), но при этом, чтобы температура была достаточной для того, чтобы припой работал.
Оптимально нагревать алюминиевые детали до температуры 500 градусов. Для определения температуры металла можно использовать мультиметр с термопарой.
Выбор горелки
Для пайки алюминия в условиях гаража или домашней мастерской чаще всего используют туристический газовый баллончик с газовой горелкой.
Как правило, газовая горелка приобретается отдельно от баллона, и тут крайне важно не прогадать.
Дело в том, что горелка с широким соплом для пайки алюминиевых трубок или других деталей не подойдет, потому что она разогревает большую площадь поверхности, тогда как нам требуется исключительно локальный нагрев — конкретно в месте пайки.
Поэтому лучше всего использовать газовую горелку с узким соплом (например, можно приобрести горелку для пайки меди). Как она выглядит, можно посмотреть на фото ниже.

Пайка китайским прутком
Один из способов пайки алюминия — использование специального припоя. Например, китайского. Можно использовать припой Castolin 192 или HTS2000.
Пруток представляет собой твердую цинковую трубку, которая наполнена порошковым флюсом. Последний-то как раз и нужен, чтобы «растворять» оксидную пленку на поверхности алюминия.

По утверждению производителя, при помощи данного припоя можно качественно паять алюминиевые детали, при этом не потребуется даже зачищать поверхность, чтобы избавиться от оксидной пленки.
Способ пайки очень прост. Максимально плотно прижимаем детали друг к другу (в данном случае это алюминиевые пластины), чтобы не было больших зазоров.
После этого разогреваем место соединения до температуры 500 градусов по Цельсию с помощью газовой горелки. Когда припой заполнит зазор между деталями и сформирует шов, нагрев прекращаем.

Точно таким же образом можно спаивать между собой алюминиевые трубки (стык в стык или под углом), а также можно припаять другие детали из разных металлов к алюминию .

В общем, китайский припой (несмотря на то, что китайский) со своей задачей справился. Поскольку припой обладает хорошей текучестью и отлично заполняет любые щели и пазы, можно использовать для пайки автомобильных радиаторов.
Подробно о том, как паять алюминий с помощью специального припоя, можно посмотреть на видео ниже. Своим опытом поделился автор YouTube канала voltNik.
Способ с щеткой-насадкой по металлу
Если нет возможности купить китайский пруток, есть простой способ, как можно паять алюминий оловом . Подойдет этот способ и для пайки дюралюминия (алюминиевого сплава ).
Для этого нам потребуется газовый баллончик с горелкой, оловянная палочка и шуруповерт или электродрель с проволочной щеткой по металлу — чтобы зачистить поверхность алюминиевой детали перед пайкой.

Многих людей интересует, как запаять сквозное отверстие в детали. Самое время осветить эту тему.
Рассмотрим данный способ на конкретном примере — в нашем случае необходимо запаять разрез на крыле автомобиля.

Первым делом потребуется зачистить и залудить поверхность алюминия.
Сначала разогреваем поверхность алюминия при помощи газовой горелки, и наносим небольшое количество олова. Оно сразу будет скатываться в шарики, но ничего страшного — это так и задумано.

Далее снова нагреваем поверхность алюминия с помощью горелки, и одновременно зачищаем ее щеточной насадкой.

По мере необходимости добавляем еще немного олова, чтобы на поверхности алюминия образовался равномерный слой . После этого можно приступать непосредственно к самой пайке.


Когда алюминий полностью остынет, необходимо будет обработать место пайки углошлифовальной машинкой (болгаркой). Чтобы выровнять поверхность в идеал, надо будет пройтись мелкой наждачкой.

Более подробно об этом способе пайки алюминия вы можете посмотреть в авторском видеоролике ниже. Своим опытом поделился автор YouTube канала «АС МАСТЕР ремонт авто в омске».
Доработка паяльника для пайки алюминия
Мы уже разобрались, что в домашних условиях алюминиевые детали обычно припаиваются друг к другу с помощью газовой горелки. Но в некоторых случаях можно обойтись и электропаяльником. Нужно будет только его немного доработать.
Для этого нам потребуется купить новое жало для паяльника диаметром 8,5 мм (продается в любом магазине радиодеталей).

От начала жала паяльника отступаем около 8 мм, и затем сверлим отверстие диаметром сверлом по металлу 2 мм.

После этого ножовкой по металлу необходимо сделать в жале паяльника продольный пропил глубиной 10 мм.

На следующем этапе от старого пильного полотна для ручной ножовки по металлу нужно отрезать кусочек длиной 13 мм.

Для облегчения последующей обработки заготовки ножовочное полотно необходимо нагреть (сделать отпуск металла). После охлаждения сверлим по центру отверстие диаметром 3 мм.

Медное жало паяльника зажимаем в тисках, и сгибаем под углом 90 градусов. Затем нужно нарезать резьбу в просверленном отверстии (резьба — 2,5 мм).

Край ножовочного полотна нужно облудить — для этого автор использует специальный флюс для пайки стали.

Кусок ножовочного полотна вставляем в пропил в жале паяльника, и фиксируем с помощью винта. Конец винта надо обрезать и заклепать.

Принцип работы электропаяльником с самодельной насадкой очень прост. Для начала включаем инструмент в розетку, и ждем, пока он нагреется до нужной температуры.
После этого наносим на конец насадки немного припоя (касаемся поверхности оловянной проволокой или прутком) и канифоли (это смоляная кислота, которая используется специально для пайки), и можно приступать к лужению алюминия .

Царапая поверхность, мы разрушаем оксидную пленку, и припой сцепляется с алюминием, как с родным братом.
Только перед лужением не забудьте нанести на поверхность алюминиевой детали небольшой слой канифоли . Этот способ подойдет и в тех случаях, если надо спаять алюминиевые провода — когда они облуженные , спаять их оловом не составит проблем.
Обратите внимание: в данном случае флюс для пайки алюминия не используется!
Пошаговый процесс изготовления самодельной насадки на паяльник можно посмотреть на видео ниже. Идея самоделки принадлежит автору YouTube канала A Craft.
В сегодняшней статье мы рассмотрели разные способы пайки алюминия, а также как залудить алюминий для пайки оловом. Надеемся, что какой-нибудь из них вам обязательно пригодится и поможет.
Если вам известны другие способы, как паять алюминий в домашних условиях, то напишите об этом в комментариях — многим нашим читателям, наверняка, будет интересно о них узнать.
Способы пайки алюминия в домашних условиях
Пайка алюминия — достаточно сложный процесс, требующий определенных навыков, умений, и без специального оборудования здесь не обойтись. Обычно пайка происходит в специально оборудованных мастерских или в промышленных условиях, что позволяет получить качественный шов и уверенное соединение нескольких алюминиевых деталей или фрагментов. Но как быть, если потребовалось приварить два профиля друг к другу в домашних условиях?
Существуют способы, помогающие провести пайку самостоятельно. В большинстве случаев для этой цели применяется аргонная сварка, т. к. данная технология помогает добиться нужного результата. В домашних условиях можно воспользоваться другим методом.

Для чего это нужно
Способ, о котором будет рассказано далее, позволяет решить проблему на скорую руку. Он применим, когда необходимо:
- починить раму велосипеда;
- запаять радиатор;
- собрать теплицу или алюминиевый каркас.
 Пайка алюминиевого радиатора
Пайка алюминиевого радиатора
У описанного далее метода есть два важных преимущества:
- он получается эффективнее холодной сварки;
- данный способ не требует больших затрат.
Благодаря перечисленным качествам этот метод приобрел популярность среди мастеров и народных умельцев.
Определимся с материалами
Для соединения алюминиевых деталей достаточно воспользоваться подручными материалами, имеющимися в любом гараже или мастерской. Первое и основное — газовая горелка. Подойдет любая, главное, чтобы ее мощности было достаточно для плавки алюминия. Второй компонент — порошковая проволока. Она удобна в работе и отлично подходит для создания надежного и крепкого соединительного шва.

Если горелка отсутствует, можно воспользоваться стандартной насадкой на газовый баллон. Этого будет достаточно для работы с порошковой проволокой. Разумеется, работая с подобными приборами, необходимо соблюдать предельную осторожность, не забывая о технике безопасности.
Порошковая проволока играет роль припоя. В ее структуре содержатся мелкие крупицы, которые быстро плавятся и столь же быстро отвердевают, создавая крепкий шов. Такой припой отлично подходит для соединения алюминиевых деталей.
Где приобрести материалы
Все необходимое продается в специализированных магазинах. Можно спросить в салонах, продающих автозапчасти или на строительном рынке. Хозяйственные магазины так же реализуют материалы для пайки алюминия в домашних условиях. На крайний случай можно заказать горелку и порошковый припой с популярного китайского маркетплейса AliExpress, причем многие продавцы не берут плату за доставку.
 Паяльная горелка с Алиэкспресс к содержанию ↑
Паяльная горелка с Алиэкспресс к содержанию ↑
Процесс пайки: поэтапно
Перейдем непосредственно к технологии пайки. Ключевым элементом является профиль, который необходимо запаять. Рассмотрим процесс на примере квадратного алюминиевого профиля небольшого сечения, поскольку он легок и прост в обращении.
Чтобы пайка была качественной, надежной, долговечной, необходимо зачистить поверхность профиля металлической щеткой. Это помогает избавиться от тонкого поверхностного слоя, препятствующего соединению компонентов, а также устраняет жирные пятна. При отсутствии щетки подойдет обыкновенная наждачная бумага, главное, чтобы ее зерна были крупными, грубыми.
Правило простое: грубые и глубокие шероховатости обеспечивают качественную пайку. Соединить идеально гладкие детали можно, но малейшее усилие приведет к растрескиванию шва.
Алюминиевая конструкция собирается по чертежу и фиксируется. Для этого рекомендуется воспользоваться струбциной, поскольку данное приспособление надежно удерживает алюминиевый профиль, исключая смещение.
Все стыки прогреваются газовой горелкой, после чего достаточно поднести припой и пройтись им по краям, соединяя их вместе. Работая горелкой, можно заметить, что порошковый припой легко плавится и растекается по стыкам, быстро схватываясь при охлаждении.
Секрет порошкового припоя
Именно мелкие гранулы обеспечивают быструю плавку и прекрасную текучесть. Данные качества необычайно важны, поскольку припой без труда проникает глубоко в стыки, обеспечивая качественное соединение. В результате шов образуется с нескольких сторон, а не только на поверхности алюминиевого профиля, что делает соединение более качественным.
 Порошковая алюминиевая сварочная проволока
Порошковая алюминиевая сварочная проволока
Когда припой полностью расплавился и растекся по стыку, рекомендуется прогреть место соединения еще немного. Это поможет усилить эффект скрепления, что особенно важно в углах. Далее при необходимости можно зачистить шов шкуркой, сделав его более ровным, гладким, однако в случае с порошковым припоем соединение получается достаточно эстетичным.
Как видите, данный метод не отнимает много времени. Он прост и необычайно эффективен, а главное — применим в домашних условиях. Горелку нужно разогреть до температуры примерно 450 градусов Цельсия. Этого будет вполне достаточно для плавки припоя.
Другие способы пайки
Существует еще несколько способов соединения алюминиевых деталей в домашних условиях. Например, можно воспользоваться надфилем и шкуркой. Покрыв стык канифолью, и воспользовавшись надфилем, можно соединить алюминиевые детали при помощи паяльника мощностью 50 Вт. Возможно, потребуется попрактиковаться, но в целом данный метод достаточно эффективен.

Многие умельцы приноровились использовать железные опилки. Они добавляются в канифоль, растворенную в этиловом спирте до тягучего состояния. Полученная смесь наносится на паяльник в небольшом количестве, после чего можно приступать к пайке алюминия.
Удивительно, но добиться желаемого результата помогает даже анальгин. Он используется вместо канифоли и втирается в место соединения. Поверхность залуживается припоем и горячим паяльником, а после соединения можно обработать поверхность ацетоном. Дополнительно прогрев стык паяльником, получаем качественное и прочное соединение.
Вот еще несколько советов, которые могут пригодиться при пайке алюминиевых деталей:
- минеральное машинное масло, смешанное с абразивными веществами (например, с железными опилками) помогает добиться хороших результатов, причем припой должен содержать более 50% олова;
- промышленные флюсы — верный способ получить качественный и крепкий шов, устойчивый к механическому воздействию;
- если есть вакуумная камера, то можно обойтись без предварительной зачистки детали;
- как вариант, можно создать своего рода гальваническую установку, используя медный купорос (алюминий покрывается медью и тщательно залуживается).
 Припой и паяльная кислота
Припой и паяльная кислота
Каждый приведенный способ был опробован на практике, а эффективность пайки алюминия доказана богатым опытом. Обратите внимание, что в обычных условиях в ходе пайки алюминиевых деталей на поверхности образуется оксидная пленка, вследствие чего соединение получается менее прочным, ломким, хрупким. Избавиться от нее помогает аргон — инертный газ. С его помощью пайка алюминиевых деталей становится возможной, поэтому в промышленной сфере чаще применяется именно этот метод.
Не забывайте обезжиривать детали перед соединением. Простой обработки металлической щеткой может быть недостаточно (жирные пятна могут проникнуть глубоко в рубцы). Воспользуйтесь обезжиривающими веществами, и сможете добиться действительно качественного соединения.
Расскажите в комментарии о том, какой способ вы готовы применить на практике и каким уже успели воспользоваться. Поделитесь накопленным опытом с другими читателями.

