
Обработка алюминия на фрезерном станке
Особенности фрезеровки заготовок из алюминия
В настоящий момент алюминий в качестве конструкционного материала находит очень широкое применение — в строительстве, транспорте, авиационной промышленности, электронике, рекламной и бытовой индустрии, а также во многих других областях. Столь широкое распространение объясняется целым рядом уникальных свойств, присущих алюминию. Это, прежде всего, лёгкость, высокая тепло- и электропроводность (при сравнительно малом удельном электрическом сопротивлении), прочность при сверхнизких температурах, неподверженность коррозии, очень широкая распространённость в земной коре и т. д.
Алюминий пластичен, легко поддаётся обработке. Шлифованная поверхность обладает эстетичным внешним видом и в ряде случаев не требует дополнительного покрытия. Лёгкость напыления алюминия делает его идеальным материалом для ювелирной промышленности и основным — в производстве зеркал. Химические соединения алюминия не обладают токсическим действием, что обуславливает широкое применение в пищевом производстве, изготовлении посуды, упаковки и т. д. Изделия из алюминия поддаются 100%-ой переработке, а, следовательно, безопасны для окружающей среды.
Особенности обработки
Алюминий является пластичным металлом, что при фрезеровании означает повышенную склонность к появлению рисок, вмятин и прочих дефектов, очень заметных на поверхности готового изделия. Испортить заготовку можно уже на этапе закрепления на рабочем столе станка. Поэтому для алюминиевых заготовок — особенно тонкостенных панелей больших размеров (например, рекламных коробов) — рекомендуется заменять механический прижим заготовки на её крепление системой «вакуумный стол». Это решение также остаётся единственно возможным при гравировке (нанесении изображений) сверхтонкой фольги — закреплять её механически просто невозможно! По той же причине (склонности к появлению дефектов при обработке) алюминий очень чувствителен к вибрации инструмента. При ошибочном выборе режима фрезеровки, или при использовании несбалансированных (неправильно закреплённых) фрезы или цанги поверхность среза может получаться «измятой», что сводит на нет усилия получения качественной детали.
Вопреки распространённому мнению, податливость алюминия не означает возможность его лёгкой обработки на любых, в том числе предельных, режимах резания. При определённых условиях, даже на умеренной скорости обработки, алюминиевая стружка склонна «намертво» забивать канавки фрезы, делая инструмент непригодным к использованию. Для исключения подобного явления требуется использовать качественные фрезы (с «правильным» числом зубьев для данных условий обработки), применять систему СОЖ и грамотно подбирать режимы резания, следуя, прежде всего, рекомендациям производителей инструмента и оборудования. Также следует учитывать, что понятие «алюминий» включает в себя большое количество сплавов на его основе. Обработка фрезерованием, к примеру, «мягкого» сплава АМГ совсем не то же самое, что фрезерование дюралюминия. В каждом конкретном случае требуются собственные режимы резания, выбираемые с учётом мощностных характеристик станочного оборудования и требований к качеству готовых изделий.
Обработка алюминия на высоких скоростях
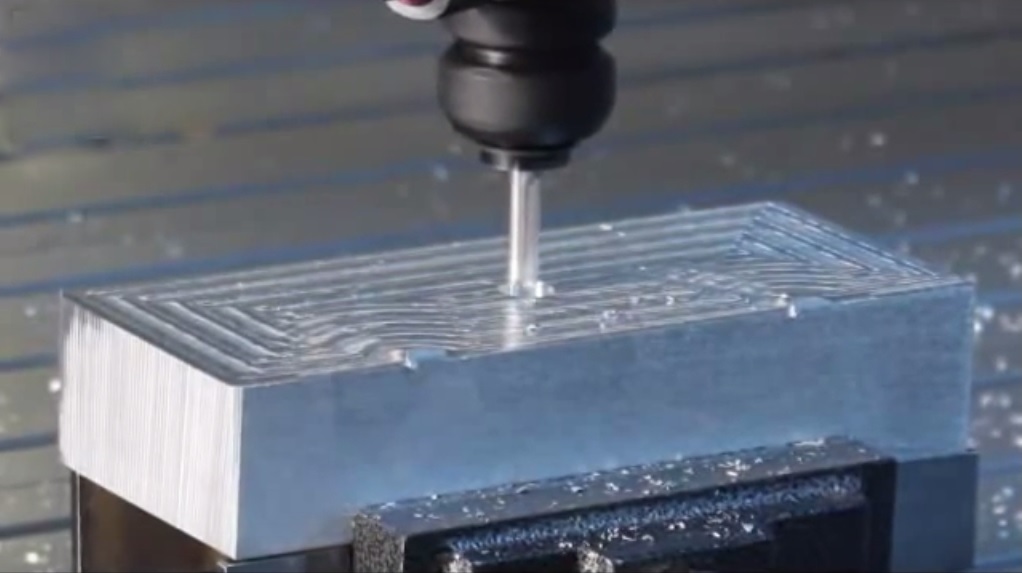
Фрезеровка алюминия является одним из самых простых и востребованных способов его обработки. Технологическая операция осуществляется на фрезерном станке, где режущий инструмент, снимая слой материала, придаёт заготовке нужный размер и форму. При использовании современного оборудования с ЧПУ появляется уникальная возможность точной обработки даже мельчайших элементов алюминиевой заготовки. Так получается сложный рельеф (плоский или объёмный), а также чёткие, детальные изображения на поверхности изделия.
Хорошо известно, что экономическая эффективность того или иного вида обработки материалов неодинакова. Известно также, что высокоскоростная обработка (ВСО) является предпочтительным способом обработки металлов. Что касается алюминия, то для этого материала высокоскоростное фрезерование является, если можно так выразиться, сверхпредпочтительным! Особенность заключается в том, что высокая частота вращения шпинделя при обработке алюминия сочетается с возможностью увеличения глубины резания. В то время как, например, для сталей глубина резания при ВСО остаётся той же, что и при «медленной» обработке. Новые методы приводят к пересмотру технологических приёмов обработки деталей. Так возможность быстрой и качественной фрезеровки позволяет отказаться от выпуска отдельных, дорогостоящих в обработке корпусных деталей, и заменить их более экономичными цельными компонентами сложной конструкции и формы (что особенно актуально для авиационной и аэрокосмической промышленности). Порой экономически выгодней изготовить одну деталь, переведя при этом до девяноста процентов заготовки в стружку, чем «выкраивать» из этой же заготовки несколько отдельных деталей. Отсюда востребованными становятся высокие показатели съёма материала на режимах ВСО.
Однако привлекательная технологическая комбинация — ВСО и увеличенная глубина резания — выдвигает на первый план проблему возросших вибраций. Для борьбы с этим нежелательным, но неизбежным, явлением уже недостаточно традиционных методов. Мало иметь высокую жёсткость системы «станок — приспособление — инструмент — заготовка» — необходимо знание гармонического закона, которому подчиняются колебания шпинделя и инструмента. Иными словами, необходимо учитывать динамическую характеристику вибраций, а не только её статическую (количественную) оценку. Например, теоретически определено и экспериментально подтверждено, что для ВСО алюминия идеально подходит концевая фреза с тремя спиральными канавками. Большее число канавок, при тех же размерах фрезы, не справятся с эффективным отводом стружки (ввиду относительного уменьшения каждой канавки при росте их числа). Однако и снижение числа до двух также невозможно. Ибо ведёт к возникновению нежелательных гармонических явлений, так как собственная частота колебаний фрезы будет не совпадать с количеством ударов двух режущих кромок по заготовке при высокой частоте вращения шпинделя (порядка 20 000 об/мин).
Для оценки оптимальной частоты вращения шпинделя при ВСО в настоящее время применяются даже специальные программы, оценивающие «тон» собственных колебаний путём «прослушивания» станочной системы через микрофон, подключенный к ПК. Возможно, в скором времени фрезерный станок с ЧПУ, работающий на новейших технологических режимах, потребует для обслуживания настоящего виртуоза, вместо «обычного» наладчика.
10 полезных советов по резке алюминия на станках с ЧПУ




Чаще всего в интернете можно встретить статьи о работе на станках с ЧПУ по дереву или пластику, тем не менее хорошему станку по зубам и алюминий. Главное знать, как правильно с ним работать.
Есть несколько принципиально важных отличий в работе по алюминию от работ по дереву или пластмассам, о которых необходимо помнить. Во-первых, пределы оптимального режима резки у алюминия гораздо у?же. При выходе за пределы оптимального режима фрезы начинают изнашиваться гораздо быстрее, а поверхность оставляет желать лучшего. Также надо иметь в виду, что алюминий и его сплавы так и норовят забить наглухо канавки вашего режущего инструмента. Когда стружка полностью забьёт вашу фрезу, она перестанет резать металл, а при подаче инструмент просто будет давить на заготовку, что приведёт к его поломке. Даже если изначально работа по алюминию может показаться сложной задачей, обрабатывать его можно практически на любом станке с ЧПУ. В данной статье рассмотрим 10 полезных советов, которые позволят проводить работы правильно и безопасно.
1. Не торопиться.
Несмотря на то, что станок с ЧПУ может обрабатывать различные металлы, это не самый подходящий инструмент для производства крупногабаритных изделий, например, больших запчастей для автомобиля. Для качественной резки нужно работать не спеша, просто разрешив машине выполнять своё дело – а в таком случае деталь большого размера будет обрабатываться неоправданно долго. Вообще обработка металла является весьма серьёзной нагрузкой для станка, поэтому необходимо правильно рассчитывать скорость и глубину резания, величину подачи — согласно характеристикам вашего станка.
2. Использовать калькулятор для расчёта скорости подачи шпинделя.
Возьмите на вооружение калькулятор скорости резания и подачи для оптимизации настроек. Не стоит резать «на слух», ни к чему хорошему это не приведёт. Лучше воспользоваться калькуляторами, которые в наше время нетрудно найти на просторах интернета как в виде сайтов с необходимыми полями для заполнения и расчёта в онлайн-режиме, так и отдельных профессионально разработанных программных продуктов. В идеале следует использовать такой калькулятор, который будет выводить следующие показатели:
— Установка нижнего предела минимально возможных оборотов в минуту. Толку от калькулятора, если он продолжает предлагать вам заниженные обороты чем позволяет ваш станок?
— Поддерживать как можно больше типов режущего инструмента: цилиндрические фрезы, торцевые, червячные, концевые, конические, и многие другие;
— Учитывать прочность материала на изгиб;
— Выводить предупреждения о скорости износа. При работе на низких оборотах и повышенной температуре она значительно возрастает.
— Учитывать утончение стружки: когда вы делаете небольшие надрезы, шириной менее половины диаметра вашего инструмента, это также приводит к повышению износа инструмента.
— Возможность по мере необходимости рассчитать сразу несколько режимов работы станка по мощности.
После расчёта режима работы, у вас скорее всего всё же возникнет проблема несоответствия рекомендуемого числа оборотов, так как обычно калькуляторы выдают очень низкие значения. Минимальная скорость большинства станков ограничена, и она зачастую гораздо выше необходимой для резки алюминия, но тем не менее есть способы решить эту проблему иными путями. Следующая пара советов покажет возможные пути решения этой проблемы.
3. Использование фрез с износостойким покрытием.
Хорошим вариантом будет использовать фрезы, которые изначально рассчитаны на работу по металлам на высоких скоростях. Обычно это инструмент из твердосплавных материалов. Обычные фрезы из быстрорежущей стали, а также кобальтовые могут оказаться всё же слишком медленными, поэтому следует поискать инструмент с износостойким покрытием типа CC AluSpeed® (TiB2 — диборид титана). У фрез по алюминию с таким покрытием стружка скользит по поверхности фрезы без прилипания и теплопередачи. Они стоят немного больше, но продуктивность работы и качество изделия это окупят сполна. Допустим у вас в наличии концевая фреза из обычной быстрорежущей стали для которой рекомендуемая скорость вращения шпинделя 3.000 об/мин. А ваш станок имеет минимальную скорость 8.000 оборотов в минуту (весьма распространенная минимальная скорость для ЧПУ станков). Концевая фреза с покрытием из CC AluSpeed® может иметь рекомендованную скорость в 7.824 об/мин, что гораздо ближе к минимальной скорости станка. Поэтому такой фрезой, в принципе, уже можно смело работать. Пытайтесь найти концевой инструмент по параметрам наиболее приближенный к скорости вашего станка с ЧПУ, это позволит эффективно обрабатывать ваши заготовки.
4. Работайте фрезами меньшего диаметра
Еще один способ увеличить число оборотов в минуту – работать фрезой малого диаметра. Старайтесь работать фрезами диаметром менее 6 мм. Важно помнить, что в этом случае следует выбирать фрезы из наиболее жестких материалов, с высокой прочностью на изгиб. Чем меньше диаметр, тем ближе мы можем подобраться к 20.000 об/мин. Главный принцип – комбинируя различные размеры и режимы работы подобраться как можно ближе к штатным возможностям вашего станка.
5. Уделяйте внимание своевременной очистке рабочей области от стружки
Уделите особенное внимание удалению стружки. Наличие стружки в обрабатываемых отверстиях и пазах – верный путь к поломке инструмента. И здесь не стоит сильно надеяться, что встроенная система удаления стружки достаточно хороша, и повышенное внимание не нужно.
6. Следите за глубиной резания – глубокие отверстия очистить тяжелее
Сложность извлечения стружки увеличивается с глубиной резания, поэтому лучше сделайте больше проходов, освобождая больше пространства и работая не очень глубоко, чем пытаться сэкономить немного времени.
7. Не забывайте о смазке
Хорошей идеей будет использование смазочно-охлаждающей жидкости, подаваемой под давлением через распылитель — это позволит избежать как прилипания стружки к фрезе, так и перегрева режущего инструмента. Крайне полезное и, в целом, недорогое решение позволит сделать работу гораздо более комфортной.
8. Не уменьшайте скорость подачи слишком сильно!
Если вы идете слишком медленно, то вы рискуете перейти в такой режим, где инструмент будет больше изнашиваться, чем резать. Подача завязана на обороты шпинделя. Мало просто соблюдать оптимальную скорость резания, нужно еще держать в оптимальных пределах подачу на зуб.

Зоны оптимальных режимов у металлов гораздо уже, чем у дерева или пластика
9. Если станок не может перемещать шпиндель по XY c достаточно большой скоростью, используйте фрезы с меньшим числом зубьев.
При недостаточной скорости подачи для работы с алюминием рекомендуется использовать однозубые и двузубые фрезы с широкими канавками для стружки. А четырех- или более зубыми фрезами работать по алюминию не стоит вообще! Причина заключается в том, что при обработке алюминия образуется очень много крупной стружки. Чем меньше зубьев, тем больше пространство между режущими кромками, и тем больше места для продуктивного отвода больших кусков стружки. Многозубые же фрезы забиваются стружкой наглухо очень быстро. Следующая вещь, которую следует учитывать — это так называемое «радиальное истончение стружки». Если глубина резания, т.е. высота области радиального контакта фрезы и заготовки будет меньше радиуса фрезы, это вызовет истончение стружки, и вместо резания начнётся трение и нагревание инструмента, которое в конечном итоге приведёт к преждевременному износу и высокой вероятности поломки. Последний тип резания постоянно наблюдается при операциях зубофрезерования, поскольку глубина резания при этом относительно небольшая по сравнению с диаметром фрезы. Рекомендации по выбору максимальной толщины стружки обычно приводятся в технических характеристиках режущего инструмента.
10. Не работайте на полной мощности
Теперь, когда усвоено 9 предыдущих советов, можно поговорить о мощности. Машина, работающая на пределе, скорее разрушит режущий инструмент, оставит неудовлетворительное качество поверхности, а точность обработки заготовки будет желать лучшего. Не всегда доступны данные о мощности и жесткости того или иного станка. Жесткость несущей системы оценивается по величине относительных смещений инструмента и заготовки под действием сил резания. Всё это зависят от величины силы резания, собственной жесткости отдельных узлов станка, контактной жесткости между узлами станка и от порядка расположения этих узлов в пространстве. При высокоточных работах необходимо оценивать погрешности под действием упругих деформаций, а также необходимо учитывать деформации инструментальной оснастки, приспособления и заготовки. Элементы технологической системы могут деформироваться по-разному при различном их расположении и разном направлении сил резания, и, если не принимать во внимание этот фактор, могут возникнуть недопустимые погрешности при обработке. Поэтому при изготовлении точных деталей необходимо особенно тщательно провести предварительную оценку упругих деформаций технологической системы.
Особенности обработки алюминия на станках с ЧПУ
Обработка алюминия на станках с ЧПУ – рентабельный процесс. Этот метод преимущественно используется в мелкосерийном производстве деталей, но при необходимости технология позволяет наладить и выпуск больших производственных объемов. Качество и точность, которые достигаются при обработке этого материала на станках с компьютерным управлением, не могут быть достигнуты никаким другим способом.
Выбор оборудования для обработки алюминия
Детали из алюминия, которые получены с использованием станков с ЧПУ, отличаются высокой точностью и могут поставляться на производства, работающие в авиационной, военной или космической сфере. Компактные модели, позволяющие оптимизировать технологический процесс, нередко приобретаются и автомобильными мастерскими.

- Электропитание 110В/220В
- Размеры, мм 610 х 490 х 390
- Программное обеспечение Mach3, Emc2
- Количество оборотов шпинделя 11000 об./мин
- Количество осей 3
- Мощность шпинделя 300 Вт
- Повторяемость 0.05 мм
- Рабочая подача 4000 мм/мин
- Рабочая скорость, мм/мин 300-3000
- Рабочее поле 390 х 280 х 55 мм
- Формат файла gcode, nc, ncc, tab, txt
- Тип двигателя шаговый 57/1. 8A
- Цена 82 758 руб.
Фрезерный станок с ЧПУ – высокоточное устройство, которое может гарантировать максимально эффективную обработку деталей и обеспечивать идеальную гладкость поверхности. Технология позволяет подобрать оптимальную скорость обработки за счет синхронизации действий рабочего инструмента. Все это позволяет также сократить временные затраты на выполнение операций (в сравнении со стандартными методами).
Важной конструктивной деталью обрабатывающего устройства при работе с алюминием является вакуумный стол. Он позволяет обеспечить эффективное крепление деталей и исключить риск случайного сдвига заготовок под воздействием фрезы.

Режимы обработки алюминия на фрезерном станке с ЧПУ
Неверно подобранный режим резания может привести к порче оборудования, деформации материала и экстремальной нагрузке на шпиндель станка.
Чаще всего оптимальный для каждого устройства режим обработки алюминия определяется экспериментально для каждого конкретного случая обработки в индивидуальном режиме. При этом существуют рекомендации, которые могут стать базовой отправной точкой в поиске индивидуальных показателей.
Работы по раскрою алюминиевых заготовок с использованием концевой фрезы с диаметром от 3,175 мм до 6 мм могут быть осуществлены при следующих условиях:
- числе оборотов – от 15 000 до 18 000 оборотов в минуту;
- скорости подачи материала – от 700 до 1200 мм в минуту;
- глубине врезания материала заготовки – от 0,2 до 0,5 мм.
ВАЖНО! Форсирование режимов (скорости обработки материала, при подаче превышающей 1000 мм в минуту) может привести к возникновению эффекта «перескока шагов». Это существенно снизит качество готовых изделий, поэтому скорость подачи следует уменьшить, или перейти на фрезерные станки, оборудованные не шаговыми, а сервомоторами.
В ходе проведения работ по раскройке алюминия программирование максимальной глубины резания необходимо задавать чуть меньше, чем составляет толщина обрабатываемого листа (на глубину от 0,05 мм до 0,1 мм). В противном случае разрезанные детали сместятся под воздействием рабочего оборудования и выпадут из матрицы, что может привести к поломке фрезы.

Гравировка алюминиевых заготовок производится фрезами однозаходного типа с диаметром от 2 до 3 мм. Если в ходе обработки требуется нанесение более тонких рисунков – применяются фрезы меньшего размера. Так как однозаходных фрез с диаметром менее 2 мм практически не существует – в работу включаются двухзаходные фрезы, что приводит к снижению производительности станка.

- Электропитание AC220V/50-60Hz
- Размеры, мм 1400 x 1100 x 1200
- Программное обеспечение DSP A11 (Digital Signal Processor), Type3 Software/France (в комплекте), ArtCAM, PowerMILL, MasterCAM
- Вес, кг 200
- X-Z структура Немецкие ШВП, круглые прецизионные направляющие
- Y-структура Немецкие ШВП (шарико-винтовые пары), квадратные рельсовые направляющие
- Количество оборотов шпинделя 11000 об./мин
- Количество осей 3
- Мощность шпинделя 2,2 кВт
- Охлаждение шпинделя Водяное
- Рабочая скорость, мм/мин 6,000 мм/мин
- Рабочее поле 600 x 900 x 150 мм
- Разрешение/Точность 0.003125 мм /0.025 мм
- Формат файла G code
- Цанговый патрон ER20
- Максимальная скорость перемещения, мм/мин 10,000
- Интерфейсы USB 2.2
- Цена 374 000 руб.
При использовании двухзаходной фрезы для гравировки (с диаметром 1 мм) соблюдаются следующие режимы:
- число оборотов – около 18 000 оборотов в минуту;
- скорость подачи материала – до 200 мм в минуту;
- толщина материала, который снимается за один проход фрезой, – 0,1 мм.
Особенности работы с алюминием и преимущества материала
Алюминий – популярный в современном мире материал, который обладает следующими преимуществами:
- отличается высокой прочностью;
- обладает сравнительно небольшим весом;
- устойчив к коррозии;
- обладает низкими показателями теплопроводности;
- является электропроводником;
- отличается небольшой стоимостью.

- Электропитание AC110V/ 220V±10% / 50
60Hz
- Вес, кг 70
- Количество оборотов шпинделя 24 000 об/мин
- Макс. скорость обработки, мм/мин 15000
- Максимальная скорость 4000 мм/мин
- Мощность шпинделя 800 Вт
- Охлаждение шпинделя Воздушное
- Повторяемость 0,05 мм
- Рабочее поле 400х590х75 мм
- Формат файла HPGL, G-code
- Интерфейсы LPT
- Тип двигателя шаговый
- Цена 165 517 руб.
При обработке алюминиевых заготовок следует учесть некоторые особенности:
- Так как алюминий – высокопластичный материал, его обработка требует неукоснительного соблюдения принятой последовательности. Если ее не соблюдать – материал деформируется, и заготовка будет испорчена.
- Неправильное крепление материала на рабочей поверхности станка может привести к порче заготовок, поэтому при работе с алюминием предпочтительно использование стола вакуумного типа.
- Материал отличается высокой чувствительностью к вибрационному воздействию.
- Особое внимание при обработке деталей следует уделить процессу балансировки цанги и точности подбора оптимального для конкретного случая режима обработки.

Раскрой алюминия на фрезерном станке с ЧПУ
Современные станки с ЧПУ позволяют проводить процедуру раскроя алюминия с максимально возможной точностью и качеством, придавая листам заданные формы и требуемый размер.
Высокая технологическая эффективность процесса обеспечивается благодаря развитию станкостроения. При производстве фрезерных работ по раскрою алюминия с использованием станков ЧПУ требуются навыки работы с промышленным оборудованием и специфические знания в вопросах обработки металлов. При использовании технологии на производстве существенно сокращаются затраты собственника на обучение сотрудников работе в приложениях SCADA. Для работы достаточно создать коды по предварительно составленным чертежам прямо на экранах станков. Для этого требуется только грамотно задать координаты и размеры детали, а также направления движения режущего инструмента.

Система самостоятельно контролирует процесс производства, поэтому готовое изделие получается идеальным с точки зрения геометрии.

- Требования по электропитанию 380 В (220 В)
- Интерфейс подключения USB 2.2
- X-Y перемещение Зубчатая рейка (косозубая) / Тайвань
- Высота Z, мм 200 (300)
- Габариты, мм 2150 x 3150
- Двигатели привода Шаговые (опционально)
- Код управления G code
- Количество осей 3
- Линейные направляющие Линейные рельсовые / Тайвань
- Макс. скорость обработки, мм/мин 35000
- Мощность шпинделя 3,5-7,5 кВт, 18000 об/мин
- Охлаждение шпинделя Воздушное
- Поддерживаемое программное обеспечение Type3 Software/France (в комплекте, лицензия), а также ArtCAM, Ucancam и т.д.
- Рабочее поле 2000 x 4000 х 200 мм
- Разрешение, мм 0.01
- Система управления DSP0501
- Цанговый патрон ER25
- Цена 1 218 000 руб.
Раскрой алюминиевых листов на станках с компьютерным управлением – надежный способ, позволяющий обеспечить высокую производительность и качество готовых изделий.
Полезные советы по резке алюминия на фрезере с ЧПУ
При обработке алюминиевых заготовок на станках с ЧПУ необходимо соблюдать следующие рекомендации:
- Не повышать темпы обработки материала. Обработка металлов является серьезной нагрузкой на станок, поэтому неверно рассчитанные скорость, глубина резания, а также периодичность подачи материала может привести к поломке оборудования или порче обрабатываемого изделия.
- Для расчета скорости подачи шпинделя следует использовать специальный калькулятор резания и подачи.
- Применять фрезы, покрытые износостойкими материалами (чаще всего твердосплавными). Стандартные фрезы из стали или кобальта являются слишком медленными, поэтому предпочтительно использовать инструменты, в которых покрытие состоит из диборида титана.
- Применять фрезы небольшого диаметра. Это позволяет увеличить число оборотов в минуту, повышая производительность станка.
- Своевременно проводить очистку рабочего стола. Стружка, которая в больших количествах возникает при обработке алюминия, забивается в пазы и отверстия, что может привести к поломке оборудования.
- Отслеживать глубину резания. Чем больше глубина резания, тем сложнее извлекать стружку из образовавшихся борозд.
- Использовать смазочные материалы. Оптимальным является применение смазочно-охлаждающей жидкости, которая подается к рабочим частям станка под давлением через распылитель. Это позволяет исключить налипание стружки на фрезу и не допустить перегрева инструмента.
- Следует избегать сильного уменьшения скорости подачи материала. Если она будет слишком низкой – инструмент будет не резать, а изнашиваться.
- В том случае, когда станок не может использовать шпиндель по XY с нормальной скоростью, следует применять фрезы, в которых сокращено число зубьев.
- Не нужно программировать станок на работу на максимально возможной мощности. Это приведет к снижению точности обработки и неудовлетворительному качеству поверхности изделия.
Можно ли обрабатывать алюминий на фрезере без СОЖ?


Алюминий занимает обширную нишу в промышленном производстве уже вторую сотню лет. Материал применяется в машиностроении и авиационной промышленности, в строительстве и электронике, в рекламной и дизайнерской сфере и т.д. Такая популярность обусловлена его уникальными свойствами, сочетание которых не встречается больше ни у одного другого металла. Он пластичный и легко поддается формовке, отличается высокой электро- и теплопроводностью, имеет малый вес в сравнении с прочими металлами промышленной группы и не подвержен коррозии. После шлифовки готовые алюминиевые изделия имеют эстетичный внешний вид и не нуждаются в дополнительной обработке.
Особенности фрезеровки алюминия
При большом количестве плюсов, у него есть и несколько минусов, из-за которых алюминий и его сплавы являются одними из самых сложных в обработке на фрезерном станке.
Во-первых, несмотря на свою мягкость и податливость при резке, он склонен к излишнему стружкообразованию. Длинная стружка, которая образуется в процессе фрезерования, забивает собой канавки фрезы и обматывает режущий инструмент. Это может привести не только к нарушению оттока тепла из зоны реза, но и к затуплению и поломке фрезы/сверла.
Концевая фреза, обмотанная алюминиевой стружкой
Во-вторых, во время фрезеровки алюминия происходит так называемое наростообразование – наплавление мелких частиц на кромку инструмента. Это забивает канавки и затрудняет отвод стружки. Кроме того, такая наплавка вызывает перегрев и дисбаланс режущего элемента, что может привести к заклиниванию оборудования и выводу его из строя.
Наплавление алюминия на режущей кромке фрезы
Для минимизации последствий фрезеровки алюминия рекомендуется использовать только максимально остро заточенные двух- и трехзаходные фрезы, выполненные из твердосплавных материалов.
Предпочтительный способ работы с алюминием
Если вопрос стружкообразования можно решить правильным подбором режущего инструмента, то проблема наплавления алюминия на фрезу решается только увеличением скорости реза. На обычном станке необходимых скоростных параметров достичь невозможно, поэтому оптимальным вариантом для фрезеровки алюминия и сплавов является станок с ЧПУ. Это оборудование
способно обеспечить оптимальный наклон инструмента относительно плоскости металла при частоте вращения шпинделя от 18 тыс. оборотов в минуту.
Обработка алюминия на фрезерном станке с ЧПУ
При таких скоростях повышается температура самой фрезы и поверхности материала в зоне реза, поэтому для своевременного отвода тепла необходимо использовать СОЖ или другими словами смазочно-охлаждающую жидкость. В противном случае велика вероятность возникновения коррозии на режущем инструменте или его поломка. В качестве хладагента может служить масло или эмульсия. Оптимальной системой при работе фрезерного станка с алюминием считается установка “масляный туман”, которая с нескольких сторон равномерно распыляет масло на фрезу в процессе резки. При таком способе обработки стойкость и долговечность инструмента повышается в 3-4 раза.
Система “масляный туман” непрерывно увлажняет фрезу, одновременно охлаждая ее и препятствуя налипанию алюминиевой стружки
Основным требованием к СОЖ является стабильная работа. Неравномерное или пульсирующее поступление охлаждающей жидкости приводит к перепадам в температурном поле инструмента и возникновению микротрещин, сокращающих срок службы фрезы.
Обработка аллюминия без СОЖ
Несмотря на то, что наличие системы охлаждения является практически необходимым условием для фрезеровки алюминия, при наличии специальных инструментов можно обойтись и без нее. Речь идет о фрезах с алмазоподобным углеродным покрытием (DLC), обладающих стойкостью к износу, наплавлению, налипанию стружки и низким коэффициентом трения.
Отличия обработки алюминия на станках ЧПУ
Принципиально важные отличия оборудования ЧПУ по алюминию от тех многих устройств, которые обрабатывают дерево или пластмассу, надо знать и учитывать в работе всем, кто их эксплуатирует.
Процесс фрезерования алюминия с использованием станков ЧПУ считается весьма рентабельным. Их используют в производстве деталей малыми партиями. Хотя, работая в автоматическом режиме, можно наладить выпуск больших объемов продукции, причем высокого качества. Точность размеров другим путём не досягаема.
Плюсы материала
Среди достоинств этого конструкционного материала, специалисты отмечают несколько.
- прочностью;
- легкостью;
- устойчивостью к коррозии;
- низкой теплопроводностью (этим обуславливается его применение в судостроительной отрасли);
- высокой электропроводностью;
- доступной стоимостью.
Очень важно соблюдать режим резки. Выход за его оптимальные пределы заканчивается быстрым износом фрезы. К тому же, у алюминиевых заготовок (или из его сплавов) есть свойство забивать канавки у режущих инструментов.
Главное, учесть нагрузку на ЧПУ станок, рассчитав оптимальную скорость, глубину резки, величину подачи, исходя из характеристик устройства.

Полезные советы всем, обрабатывающим алюминий
Чтобы правильно выполнять обработку этого материала, соблюдая меры безопасности, надо знать и выполнять 10 важных правил:
- Качественная резка не любит спешки. Крупногабаритные изделия, например, автозапчасти, могут быть в работе долгое время.
- Пользуйтесь онлайн-калькулятором или обычным, оптимизируя настройки и определяя скорость, с которой будет подаваться шпиндель. Это поможет установить нижнюю границу числа оборотов за минуту; поддерживать разнообразные фрезы для обработки алюминия, пользуясь фрезами цилиндрического, торцевого, червячного, концевого или конического типа.
- Важно при расчете считаться с прочностью на изгиб, утончением стружки, различными мощностными режимами работы.
- Применяйте фрезы, имеющие износостойкие покрытия. Материал их изготовления – твердые сплавы. Инструмент из кобальта, стальной и быстрорежущий не подходит. Лучше всего подойдет покрытие из диборида титана. Это исключает теплопередачу и налипание стружки. Их высокая стоимость окупится качеством обработанной детали.
- Лучше использовать фрезы меньшего диаметра – до 6 мм, благодаря чему реально добиться увеличения числа оборотов за минуту.
- Вовремя очищайте область обработки от стружечных отходов.
- Контролируйте глубину процесса резки. Целесообразно сделать большее число проходов обрабатываемого материала, чем экономить время. Очистка глубоких отверстий – более сложный процесс.
- Подачу смазочно-охлаждающей жидкости лучше выполнять под давлением посредством распыляющего устройства.
- Недопустимо слишком быстрое уменьшение скорости подачи! Этот режим больше влияет на износ инструмента. В случае неспособности ЧПУ по алюминию быстро перемещать шпиндель по осям X и Y, лучше использовать фрезы, имеющие меньшее число зубьев – одно-, двузубые при большей ширине канавок.
ВАЖНО! Если у инструмента четыре или больше зубьев, для обработки заготовок из алюминиевого профиля он не подходит!
- Надо избегать работы по полной мощности. На станках, которые эксплуатируются на пределе возможностей, инструмент быстрее разрушится, а качество, при такой обработке, будет страдать.
Применение соответствующего оборудования
Высокоточные детали, полученные в результате обработки алюминия на ЧПУ, поставляются на заводы, представляющие космическую, авиационную, военную промышленность. В последнее время создано немало доступных компактных моделей, которые приобретают автомастерские. Даже обработка при помощи хоббийного ЧПУ (4-осного), способствует созданию редких запчастей, по стоимости превышающих цену станка, затраты на покупку материала.
Когда обрабатывается алюминиевый профиль на автоматизированных устройствах, технология производства деталей хорошо отработана. Существует немало моделей в домашних мастерских, на промышленных предприятиях, – фрезеры ЧПУ, требующие знаний в сфере металлообработки, умения создавать коды по чертежам, задавая координаты деталей, их размеры, направления, по которым будут двигаться инструменты.
Сегодня доверие лишь к процессу автоматической обработки, исключающему даже малейшие ошибки относительно формы и размеров будущих изделий. Фрезерный станок с ЧПУ – весьма высокоточный, гарантирующий идеальную поверхность детали. Благодаря синхронизации движений фрезы, подбирается скорость, направление с тем, чтобы сократить время на выполнение станком данных операций, по сравнению с обычным методом.

Вакуумный стол – важная разработка в сфере крепления деталей. Корпусные и тонкостенные изделия удерживаются по типу присоски. А чтобы контролировать размеры деталей, используют электронные узлы. Среди последних разработок – датчики Renishaw для проведения бесконтактных измерений, которые используют в станке Hyundai Wia (Корея). Все это – новые требования к станку для алюминия, путь для ускорения технологического процесса, исключения брака.
Особенности работы с материалом
Важно обратить внимание на некоторые моменты:
- повышенная пластичность алюминия усложняет любую его обработку. Главное требование технологов – соблюдение принятой последовательности;
- неправильный подход к фрезеровке повышает риск порчи заготовок, в том числе, на этапе их креплений. Поэтому предпочтение отдается вакуумному способу фиксации;
- материал имеет высокую чувствительность на вибрацию различного типа, она может способствовать появлению дефектов на поверхности;
- особое внимание – к точности подбора режима фрезерования, балансировки цанги.
Современные 3d фрезерные станки, имеющие блок ЧПУ занимаются сложной обработкой профилей из алюминия на максимальных скоростях и с более высоким качеством. Можно создать объемные рельефы на металлической поверхности. При программировании всех операций по обработке материала, важно наладить контроль за техническими параметрами процесса.
Обрабатываем алюминий для домашних нужд
Сейчас 3D фрезеровка алюминиевой заготовки может выполняться не только на фрезерных станках с ЧПУ, но и ручным способом на домашнем оборудовании. Для многих важно использовать станок ЧПУ, работающий с алюминием, для производства нужных автозапчастей. Вместо того, чтобы покупать в магазине, они обрабатывают заготовки, производя нужные для дома или автомобиля вещи своими руками. Главное – соблюдать владей знанием технологии и учитывать особенности обработки.
Нужно иметь электроинструмент ручной фрезер, он есть у многих домашних мастеров. У него нет редуктора и коробки передач, но функционал устройства – на высоте.

До начала работ инструмент нуждается в точной настройке и регулировке. Большой плюс ручного фрезера – способность работать в двух плоскостях (вертикальная и горизонтальная), с минимальными физическими усилиями.
Гарантия качественных результатов – в соблюдении технологии процесса и полном контроле за его ходом. Если, фрезеруя алюминий, работать на небольших оборотах, можно устранить риск деформации металла.
Не менее важно освобождать обрабатываемую поверхность от опилок и придерживаться правил техники безопасности.
Станок самостоятельной сборки
Реально также своими руками собрать станок ЧПУ, обрабатывающий алюминий. Он также может работать по дереву, ДСП и МДФ, пластику, акрилу и карбону, то есть будет универсального назначения. Один из созданных вариантов имеет:
- рабочее поле с размерами 850х650 и рабочую высоту по оси Z – 150 мм;
- по всем осям ширина рельсовых направляющих HIWIN 15 мм;
- двигатели марки NEMA 34;
- шпиндель с воздушным охлаждением на 1,5 кВт;
- винт TBI (шаг 5 по оси Z, и 10 по X, Y);
- импульсные блоки питания (70 В для ШД, 24 в для ЧПУ);
- плату Степмастер v2 для блока ЧПУ и программу управления Mach3.
Рабочий стол изготовлен из плиты МДФ толщиной 19 мм. Получилась жесткая, конструкция, на которой можно обрабатывать дюралевые и алюминиевые заготовки.

Некоторые умельцы работают над своим станком целый год, но полученный ними опыт позволит получить модель с нужными параметрами и, возможно, в будущем наладить собственное производство станков, не уступающих в качестве китайским образцам. Такое устройство, конструктивно напоминающее промышленные варианты, легко доработать, переделав под новые нужды.
Среди некоторых узких мест, которые удается решать умельцам, можно отметить:
- достижение максимальной жесткости конструкции;
- сведение к минимуму сварных операций;
- применение в изготовлении устройства прокатной металлотрубы квадратного сечения 80 мм;
- отливку станины из искусственного камня (у нее намного ниже вибрация, чем у чугунной).
Заключение
Задача по обработке алюминия на фрезерном станке – в числе сложных, но выполнимых на оборудовании с ЧПУ и без него. Важно лишь разобраться с выбором инструмента, оптимального режима и параметров резания, учитывать требования скорости обработки. Стоит прибегнуть к онлайн-калькулятору, чтобы при любых профилях заготовок уметь рассчитать нужную скорость для вращающегося шпинделя.
Алюминий и его сплавы. Особенности обработки
Алюминий – мягкий и пластичный металл, который, в общем случае, хорошо поддается механической обработке (фрезерованию, сверлению, гравированию). Режимы резания при этом могут быть намного выше, чем при обработке, например, конструкционных сталей.
С одной стороны, это обусловлено меньшими нагрузками при снятии стружки, с другой — высоким коэффициентом теплопроводности алюминия, благодаря которому тепло из зоны резания хорошо отводится вместе со стружкой, не вызывая перегрева инструмента.
Иногда при обработке алюминия можно столкнуться и с негативными эффектами.
Первый – высокая вязкость некоторых сплавов. В этом случае существует тенденция к формированию длинной стружки, которая наматывается на инструмент и забивает канавки, что приводит к поломке гравировальной фрезы или сверла. Поэтому, как правило, на инструменте для обработки сплавов алюминия делают большие стружечные канавки для облегченного схода стружки, хотя это и ограничивает максимальное количество зубьев на фрезе двумя либо тремя.
Второй негативный эффект – наростообразование. Это явление, при котором происходит точечная наплавка обрабатываемого материала на режущую кромку инструмента в зоне резания. Следствием этого является притупление режущего клина и увеличение нагрузки на инструмент, а так же затрудненный сход стружки из-за ухудшения шероховатости передней поверхности инструмента. Производители инструмента борются с этим явлением, повышая гладкость передней поверхности (например, за счет дополнительной полировки или нанесения ультрагладкого покрытия), а также задавая определенные значения переднего и заднего углов режущего клина.
При наплавке материала, происходит забивание канавки, что ведет к дисбалансу инструмента. При затуплении режущей кромки, происходит перегрев инструмента, что может привезти к заклиниванию и как следствие, к поломке дорогостоящего инструмента.
На степень и глубину наплавки материала, влияют режимы резания, геометрия режущего инструмента, степень его затупления, т.е. все факторы, определяющие протекание пластической деформации в зоне резания.
Увеличение скорости резания способствует уменьшения глубины и степени наплавки, а подачи и глубины резания – к их увеличению!
Для устранения негативных эффектов при обработке алюминиевых сплавов рекомендуется использовать специальные серии твердосплавного инструмента.
Для механической обработки на фрезерных и токарных станках, чаще всего используют марки дюрали Д16 либо Д16Т (Д16ТН).
Д16Т лучше всего подходит для механической обработки на фрезерных и токарных станках. Благодаря термообработке, данный материал имеет более хрупкую структуру, что положительно влияет на режимы его резания.
При фрезеровании Д16Т, лучше всего использовать непрерывную подачу СОЖ либо систему охлаждение инструмента масляным туманом.
При операциях с небольшими съемами за проход, Д16Т можно обрабатывать “на сухую”, либо периодически опрыскивая вручную зону резания.
Сплав Д16, так же удобен для механической обработки. Его сопротивление среза не превышает 15 кг/мм 2 . Основным отличием данного сплава, относительно термообработанного Д16Т, является чуть более высокий параметр вязкости.
При не корректных режимах резания, либо при не правильно подобранном инструменте, может происходить наматывание стружки на инструмент.
При обработке Д16, используют непрерывную подачу СОЖ в зону резания.
Инструмент – максимально остро заточенный.
Самым сложным для фрезерной и токарной обработки является чистый алюминий и его сплав с магнием (АМГ).
Данные сплавы имеют удовлетворительную прочность, хорошую пластичность и высокую коррозийную стойкость. С ростом содержания магния, существенно увеличивается прочность АМГ.
Из всех сплавов алюминия, данный сплав является самым вязким.
При обработке АМГ на фрезерных станках с ЧПУ либо на токарных станках с ЧПУ, оператор может сталкиваться с проблемой забивания канавок инструмента стружкой.
Для обработки АМГ необходимо более тщательно подбирать режимы резания: подачи и скорость вращения. Обязательно использование непрерывной подачи СОЖ в зону реза и специального, максимального остро заточенного и полированного инструмента.
Соблюдая эти правила, можно обрабатывать АМГ без опасности для инструмента и получать необходимую шероховатость.
Остальные сплавы алюминия, не так распространены при механической обработке на Токарных и фрезерных станках с ЧПУ.

