Как варить электродами по алюминию?
Виды электродов по алюминию и правила качественной сварки
Электроды по алюминию, представляющие собой металлические стержни, покрытые специальной обмазкой, очень редко используют на крупном производстве. С их помощью варят металл в домашних условиях, на небольших предприятиях или при выполнении сложных монтажных работ вне стен производственного цеха. При использовании таких электродов удается избавиться от оксидной пленки на поверхности алюминия, которая очень сильно затрудняет сварочные работы, выполняемые с деталями из данного металла.

Шведские электроды Elga для сварки алюминия и его сплавов
Особенности сварочных работ с деталями из алюминия
Всем специалистам-сварщикам известно: варить алюминий непросто. Это объясняется наличием на поверхности деталей из этого металла тугоплавкой оксидной пленки. Важнейшими задачами, которые необходимо решить для того, чтобы сварка была выполнена качественно, являются тщательная очистка поверхностей соединяемых заготовок от загрязнений и удаление с них оксидной пленки.
Чтобы эффективно очистить и обезжирить поверхности алюминиевых деталей перед тем, как вы начнете выполнять сварочные работы, можно использовать органический растворитель (ацетон, РС-1, РС-2, уайт-спирит) либо щелочную ванну (в ней заготовки оставляют на несколько минут – не более 5). Выдержка в щелочной ванне является более эффективным способом очистки деталей из алюминия. Приготовить раствор для нее несложно даже в домашних условиях своими руками. Для этого потребуются:
- 1 л воды;
- 50 г карбоната натрия;
- 50 г технического тринатрийфосфата;
- 30 г жидкого стекла.
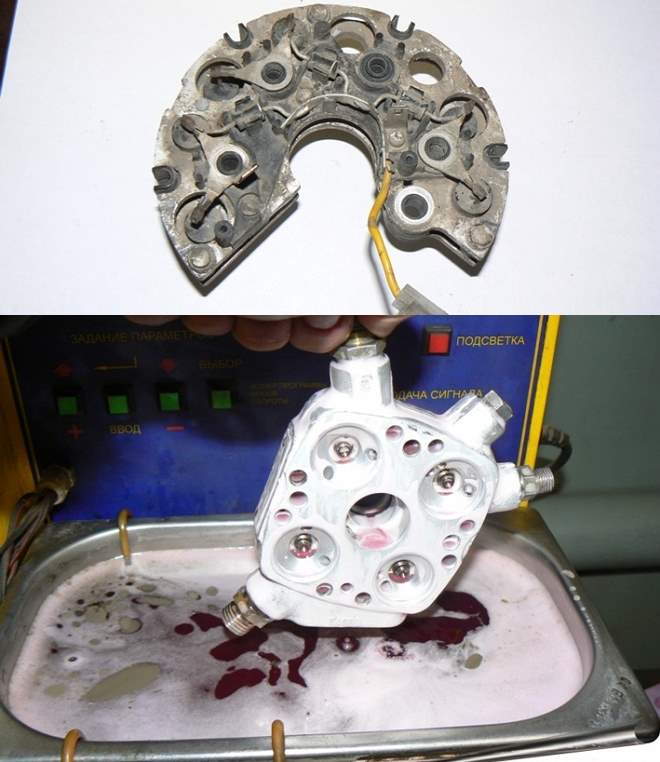
Пример очистки алюминиевой детали в щелочном растворе
Раствор, приготовленный в результате тщательного смешивания данных компонентов, надо нагреть до 65 градусов Цельсия. Только после этого можно помещать в него заготовки из алюминия.
После очистки деталей из алюминия и их обезжиривания надо решить еще одну важную задачу – удалить тугоплавкую оксидную пленку. Если этого не сделать, варить такие заготовки будет очень затруднительно, а полученное соединение будет обладать низким качеством и невысокой надежностью. Для удаления оксидной пленки в производственных и домашних условиях используют металлические щетки, напильники или шлифовальные машинки. После выполнения механической обработки поверхности соединяемых деталей второй раз обрабатывают растворителем.

Поверхность детали из алюминия, качественно подготовленная к сварке путем механической чистки
По окончании вышеперечисленных подготовительных работ можно приступать к сварке деталей из алюминия. Лучше всего делать это с помощью инвертора, используя специальные электроды для сварки алюминия. Их, чтобы получить стабильно горящую дугу и качественный сварочный шов, необходимо прогреть в печи, выдерживая температуру 200 градусов Цельсия. Продолжительность такого прогрева должна составлять порядка 2 часов.
Чтобы варить алюминий, необходимо использовать источник постоянного тока и подключать его в обратной полярности. Используя определенные электроды для сварки алюминия, важно правильно выбирать силу сварочного тока: его величина должна составлять 25–30 А на один миллиметр их диаметра.
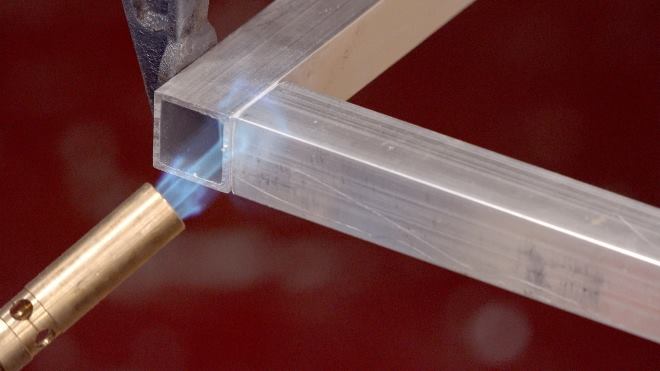
Прогрев алюминиевых заготовок газовой горелкой
Необходимо учитывать еще одну тонкость, которая позволяет получать надежные и качественные сварные соединения. Заключается эта тонкость в том, что место будущего соединения прогревают при помощи газовой горелки. Температура, до которой необходимо нагреть соединяемые детали из алюминия, зависит от их толщины. Чем этот показатель выше, тем интенсивнее следует прогревать заготовки из алюминия.
На качество сварного соединения деталей из алюминия влияет в том числе и скорость их охлаждения: она должна быть очень медленной. Такие технологические приемы позволяют хорошо проплавить металл даже при сварке на невысоких токах, избежать коробления соединяемых деталей и появления в месте их соединения кристаллизационных трещин.
Есть ряд обязательных действий, которые выполняют при сварке алюминия (их можно также изучить по видео).
- Перед сваркой, если предстоит варить детали значительной толщины, место соединения необходимо прогреть при помощи газовой горелки.
- Полученный сварной шов следует тщательно очистить от шлака.
- Очищенный сварной шов обдается горячей водой (это обеспечит его медленное остывание).
- После остывания шов тщательно очищается от остатков шлака металлической щеткой. Если не выполнить это требование, остатки шлака на сформированном соединении могут привести к образованию и развитию коррозии.
Виды и методы использования электродов по алюминию
Варить алюминий можно с помощью электродов различного типа – угольных, графитовых, вольфрамовых. На их выбор оказывает влияние ряд факторов. В первую очередь, это технология сварки, которую планируется использовать.
Сварка, выполняемая по ручной дуговой технологии
Эта технология предполагает использование в качестве электродов угольных стержней, а также металлических прутков со специальным покрытием, выполняющим роль присадочного материала. Такую сварку проводят на прямом токе обратной полярности. Особенно активно она используется при соединении алюминиевых деталей небольшой толщины, при исправлении брака, обнаруженного в отливках из алюминия. Для сварки с использованием данной технологии, как правило, пользуются инвертором.
Дуговая сварка, выполняемая по автоматической технологии
Такая технология эффективна при соединении встык алюминиевых деталей, толщина сечения которых больше 4 мм. В качестве электродов используется алюминиевая проволока, а сам процесс выполняется под слоем флюса, обладающего невысокой электропроводностью. Основу такого флюса составляет карбоксиметилцеллюлоза, замешиваемая на обычной воде. После замешивания флюс перетирается через ячейки сита, а затем прогревается в течение 6 часов при высокой температуре – 300 градусов Цельсия.
Сварка в среде защитных газов (аргона или его смеси с гелием)
Такая сварка, для которой применяется алюминиевая проволока, используется для соединения алюминиевых деталей, отличающихся небольшой толщиной. Для зажигания и поддержания в стабильном состоянии сварочной дуги при применении данной технологии необходимы вольфрамовые электроды. Выполняться такая сварка может и в ручном, и в автоматическом режимах, для чего используется погруженная или импульсная дуга. Сварочная дуга, создаваемая при помощи вольфрамового электрода, отличается высокой стабильностью, что дает возможность получать качественные и надежные соединения.
Такая сварка характеризуется высокой скоростью выполнения и проходит с применением вольфрамовых электродов и присадочной алюминиевой проволоки. Для плазменной сварки необходим источник переменного тока. Диаметр вольфрамовых электродов, применяемых при этом, находится в интервале 0,8–1,5 мм. Защитным газом для такой сварки выступает аргон (в чистом виде или в смеси с гелием).
Небольшой обзор дорогих электродов для сварки алюминия и его сплавов от производителя Weldcap.
Популярные типы электродов для сварки алюминия
Среди большого разнообразия электродов, которые применяют для сварки деталей, выполненных из алюминия, есть ряд марок, которые пользуются наибольшей популярностью.
Щелочно-солевые электроды марки ОК
Наиболее популярными моделями являются 96.10, 96.20, 96.50. Такими электродами рекомендуется варить технический алюминий, а также изделия из сплавов данного металла с марганцем и магнием. Электроды названных марок отличаются высокой гигроскопичностью, поэтому хранить их следует в помещениях с минимальным уровнем влажности.

Сварочные электроды ОК
Распространенными модификациями этих электродов для алюминия являются ОЗАНА-1 и ОЗАНА-2. Первые используют, если необходимо выполнить сварку или наплавку деталей из сплавов А0-А3, вторые – для сплавов АЛ4, АЛ9, АЛ11 и др.
Для их изготовления используется проволока сварочная алюминиевая марок СвА 1,3,5,10. Применяются электроды данной марки для сварки деталей, которые изготовлены из чистого алюминия или выполнены из сплавов данного металла с кремнием.

Марки электродов по алюминию и их особенности
Их применяют для сварки заготовок из деформируемых и литейных сплавов алюминия.
Это электроды из вольфрама, сварка с их использованием выполняется в защитной среде аргона. Изделия данной марки не в состоянии обеспечить качественного зажигания сварочной дуги, поэтому они не очень популярны у профессионалов.
На видео ниже вы можете ознакомиться с кратким обзором турецких электродов по алюминию Kobatek.
Как изготовить электроды по алюминию своими руками
Все марки электродов, которые используются для сварки деталей из алюминия, стоят недешево, поэтому у многих домашних умельцев возникает естественный вопрос: можно ли сделать их своими руками. В интернете есть много видео, наглядно демонстрирующих процесс изготовления самодельных электродов по алюминию. Кроме того, чтобы своими руками сделать электроды, применимые для сварки алюминия, вы можете воспользоваться следующей инструкцией.
- Алюминиевая проволока, диаметр которой составляет 3–4 мм, нарезается на куски длиной 25–30 см.
- Для приготовления обмазки электродов необходимо измельчить обычный мел и смешать полученный порошок с силикатным клеем – жидким стеклом. Смесь данных компонентов надо довести до однородной массы и обмазать ею прутки из алюминиевой проволоки.
- Обмазку из силикатного клея и измельченного мела наносят на поверхность алюминиевого прутка слоем толщиной 1,5–2 мм, затем полученный электрод сушат до полного затвердевания его поверхности.
Пользуясь этой несложной инструкцией, вы сможете сделать своими руками электроды для сварки заготовок из алюминия, а приведенное ниже видео на данную тему вам в этом поможет. Несмотря на простоту изготовления, самодельные электроды дают возможность выполнять сварку деталей из алюминия с высокой эффективностью, получать качественные и надежные соединения.
Сварка алюминия электродом в домашних условиях инверторной сваркой
Сварка алюминия электродом в домашних условиях может проходить вполне на высоком уровне, как по качеству, так и по скорости. При этом, стоимость таких работ не будет слишком уж высокой, а соответственно сварить алюминиевые детали – это вполне реализуемая задача для всех у кого есть инверторный сварочный аппарат и хотя бы небольшой опыт работы с ним. Итак, о самой технологии работы.
Электроды по алюминию для инверторной сварки
Логично, что электроды по алюминию для инверторной сварки будут специального назначения. И их важно правильно подобрать. Выбирая сварочные электроды для алюминия, нужно помнить одно простое правильно.
Толщина свариваемых деталей ограничена диаметром электрода.
Соответственно, померяв толщину металла на заготовках – вы получаете необходимый диаметр электродов, который нужно купить. Обычно популярные электроды в диапазоне диаметров 3 – 5 мм. Еще одну вещь важно помнить при покупке электродов.
Электроды по алюминию для дуговой сварки сгорают в 2-3 раза быстрее стальных, поэтому малыми диаметрами очень и очень сложно работать.
Но если уж ими придется воспользоваться – нужно купить их в 2 – 3 раза больше, чем на такую же длину швов вы покупали бы стальных электродов.
Существуют самые разнообразные марки электродов для сварки алюминия. Но мы не будем сейчас вдаваться в подробности относительно химических составов и т.д., так как статья ориентирована на практиков, поэтому сразу хотим отметить, что высокой популярностью пользуются электроды для сварки алюминия инвертором с наименованием Unitor ALUMIN-351N.
После того, как определились с выбором электродов, переходим непосредственно к работе.
Сварка алюминия электродом в домашних условиях, основные моменты
Для успешной сварки алюминия в домашних условиях важно убедиться что толщина металла не менее 2 миллиметров. Если меньше – тоже можно попробовать, но скорее всего без навыка и спец оборудования сделать правильный шов будет крайне сложно.
Сварка алюминия электродом в домашних условиях начинается с подготовки кромок свариваемых деталей. В тех местах, где планируется выполнить соединение, важно тщательно зачистить поверхности, полностью удалив всю грязь и жир. Не лишним будет протереть поверхности растворителем или обезжиривающим средством (не критично но есть легенда что это помогает).
Если свариваемые детали имеют толщину больше 3мм – необходимо сделать V-образную канавку под углом 60 градусов в местах будущих швов. При этом воздушный зазор должен быть в пределах 1 – 3 мм. Сварка алюминия электродом деталей разной толщины требует того, чтоб более тонкий металл был плотно зафиксирован на детали с толстым металлом.
Определившись сварка алюминия каким электродом выполняется, подготовив детали, важно установить положительную полярность на вашем сварочном аппарате и переключится на постоянный ток. Это уж очень важный момент.
Сварка алюминия выполняется постоянным током положительной полярности
Положительная полярность (она же обратная) – это когда «+» на электрод, а «-» кидаем на «массу».
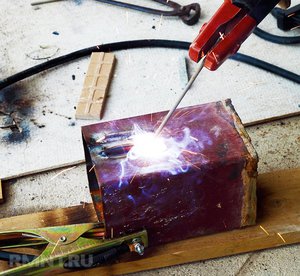
Непосредственно перед сваркой литых или крупных деталей, обязательно прогревайте заготовки до 300 градусов. В процессе сварки алюминия электродами инверторной сваркой, держите электрод под небольшим углом наклона или вертикально относительно заготовки. Конец электрода перемещайте по направлению шва.
Предпочтительное положение сварки – нижнее. Важно – сварочную дугу держите в коротких промежутках, не допуская перегрева и расплавления деталей. Сварка алюминия электродом выполняется максимально быстро. После обрыва дуги необходимо очистить поверхность металла от корки шлака и продолжать сварку. Каждым следующим валиком нужно перекрывать предыдущий приблизительно на 8 – 10 мм. По завершению сварки шов нужно очистить от шлаков и промыть водой.
В процессе сварки следите за прогревом заготовок, так как алюминий очень легко перегреть и испортить материал или детали.

Упомянутые электроды для сварки алюминия инвертором Unitor ALUMIN-351N важно хранить в защищенном от влаги месте. Они быстро поглощают влагу из воздуха, поэтому выполняя работы в помещении с высокой влажностью или на улице в сырую погоду – старайтесь брать минимальное количество электродов с собой, чтоб не испортить всю пачку (это уже соображения по экономии денег).
В целом, как вы наверняка заметили – сварка алюминия электродом в домашних условиях вполне решаемая задача.
Оставьте свой комментарий Отменить ответ
Качественная сварка соединений деталей из низкоуглеродистой стали выполняется как правило в…
Как варить алюминий электродом
Из алюминия произведено множество конструкций применяемых в устройстве автомобиля. Это могут быть блоки двигателя, коробки передач и элементы кузова. Изготавливают из этого нержавеющего материала различные емкости для промышленных и бытовых нужд. В случае образования трещины или свища заварить проблемное место лучше в среде аргона специальным аппаратом. Но если такой возможности нет, то можно воспользоваться инвертором. Сварка алюминия электродом в домашних условиях требует определенного режима и предварительной подготовки. Используются и специализированные расходные материалы. Как все это осуществить описывается ниже и демонстрируется на дополнительном видео.

Сварочный процесс-трудности работы с материалом
Электрической дугой можно соединять многие виды железа. У нее достаточно высокая температура горения, что позволяет хорошо проплавлять разную толщину пластин и создавать надежные и герметичные соединения. Но сваривать алюминий инвертором сложнее ввиду нескольких специфичных особенностей этого материала.
Первой трудностью являются гигроскопичные свойства алюминия. Материал способен впитывать окружающую влагу и накапливать в себе. Это не проявляется видимым образом на охлажденном изделии, но сразу станет заметно при ведении сварки. Когда зажигается дуга и металл оказывается в зоне повышенной температуры, то влага начинает испаряться с его поверхности, неизбежно попадая в зону сварки. Это приводит к чрезмерным брызгам и помехам при выполнении шва. Чтобы предупредить такое явление, требуется предварительный подогрев изделия горелкой при температуре 150-190 градусов. Во время выполнения процедуры можно увидеть выделение влаги на поверхности.
Еще одной сложностью является оксидная пленка, покрывающая все изделие тонким слоем. Она защищает металл от разрушения в кислотной среде, но существенно мешает свариванию инвертором в домашних условиях. Трудность заключается в огромной разнице температур плавления. Алюминиевый материал плавится при 500 градусах, а его оксид при 2000 градусах. Чтобы устранить этот перепад необходимо зачистить место сварки железной щеткой, дающей доступ к основному металлу.
Взаимодействие с окружающим воздухом способствует образованию пор в структуре шва, что значительно понижает его герметичные свойства. Защита сварочной ванны выполняется подачей аргона в случае TIG, или созданием газового облака от покрытых электродом при сварке инвертором в домашних условиях.
Поскольку чистый алюминий не используется в изделиях, то трудностью для сварки могут быть другие элементы входящие в сплав. Так, марки Ал2 и Ал9 с содержанием силумина от 4 до 13% считаются ограниченно свариваемыми. Такие же показатели имеют марки AMr1 и AMr6, где марганец может добавляться от 2 до 6%. Дюралюминий Д16 относится к трудносвариваемым.
Выполняем сварку: этапы работы
Как сварить алюминий стало понятно после многочисленных попыток и экспериментов. Далее представлены пошаговые действия, позволяющие получить качественное соединение в домашних условиях:
- Если свариваемые пластины имеют толщину более 5 мм, то необходима разделка кромок. Стандартом считается срез краев под 45 градусов, но допускаются и другие значения. Стоит отметить, что чем больше угол разделки, тем шире получится сварочный шов. При толщине пластин более 7 мм между ними требуется технологический зазор в 2 мм. Если рабочим объектом является трещина, то ее необходимо расширить отрезным диском и «болгаркой», иначе шов будет поверхностным.
- Подготовленное изделие необходимо прогреть. Удаление влаги производится пропан-кислородным пламенем. Это может быть резак или обычный баллончик с бытовой горелкой. Нагреть необходимо поверхность до 150 градусов. Проверить это можно специальным аппаратом или визуально по сухому состоянию материала.
- После нагрева быстро осуществляется зачистка оксидной пленки. Для этого подойдет обычная щетка по металлу. Снять тугоплавкий слой важно в начале зоны сварки. Последующее действие будет оказывать электрод, чей состав и температура разъедают оксид, позволяя производить сварку.
- На подготовленном материале ставятся прихватки, фиксирующие свариваемые стороны. Корневой шов необходимо провести ровно, заполнив зазор. Угол относительно свариваемых частей необходим в 90 градусов. Это непривычно для начинающих сварщиков, или тех, кто работал только с углеродистой сталью. Но так расплавляемый металл будет точнее попадать в место соединения. После небольшого остывания поверхности отбивается шлак. Это происходит довольно трудно, поэтому требуется острый молоточек.
- Последующие слои шва наносятся до того уровня, чтобы заполнить всю толщину материала и создать небольшой валик поверх места соединения.
- Швы ведутся короткой дугой. Чрезмерное увеличение зазора может приводить к обрыву дуги. На конце электрода образуется нагар в виде белого слоя. Это выступающая щелочь. Чтобы продолжить сварку требуется удалить этот диэлектрик.
Электрод при сварке алюминия инвертором плавится быстрее, чем при работе с обычной сталью, поэтому тренировки на нерабочей поверхности помогут привыкнуть руке к сохранению дистанции.
Оборудование и электроды
Сваривание изделий из алюминия можно выполнять обычным инвертором. Аппарат удобен для транспортировки и передвижению на месте. Полярность необходимо выставить так, чтобы в руках сварщика находился «плюс», а на изделие крепился «минус». Потребуется розетка с 220 V.
Электроды необходимы специализированные, например UTP 48, или аналоги. Они бывают различных диаметров и подбираются по толщине металла. Состав расходных материалов тоже имеет гигроскопичные свойства, что требует предварительной просушки для образования качественного соединения. Подходящие режимы для сварки могут быть такими:
| Толщина пластин, мм | Диаметр электрода, мм | Сила тока, А |
| 2 | 2.5 | 50-70 |
| 3 — 4 | 3.2 | 80-100 |
| 5 | 4 | 90-130 |
Алюминий позволяет долго служить изделиям. А его сварка в домашних условиях простым инвертором обеспечивает быстрый ремонт важной детали или корпуса. Применяя вышеизложенные рекомендации и приобретя подходящие электроды можно быстро заварить требуемую конструкцию из алюминия.
Технология сварки алюминия электродом
 В настоящее время алюминий используется в самых различных сферах деятельности. Этот тонкий и гибкий материал часто присутствует в деталях транспортных средств, включая блоки двигателя, коробках передач и кузовных элементов. Также на его основе создаются нержавеющие ёмкости для бытовых и промышленных нужд и множество других важных предметов ежедневного обихода.
В настоящее время алюминий используется в самых различных сферах деятельности. Этот тонкий и гибкий материал часто присутствует в деталях транспортных средств, включая блоки двигателя, коробках передач и кузовных элементов. Также на его основе создаются нержавеющие ёмкости для бытовых и промышленных нужд и множество других важных предметов ежедневного обихода.
- Особенности работы с алюминием
- Этапы сварочных мероприятий
- Подготовительные действия
- Оборудование и электроды
- Важные рекомендации для сварщиков
- Причины ухудшения свариваемости металла
Если же в подобной конструкции образуется трещина или проблемное отверстие, закрыть его лучше посредством специального аппарата в среде аргона. Однако, не у каждого среднестатистического человека есть в распоряжении подобный агрегат, поэтому приходится искать более доступные решения. Одним из них является сварка алюминия электродом.
 Чтобы успешно провести такое действие, необходимо получить определенный набор навыков и приобрести соответствующее оборудование и расходные материалы. Принцип и технология подобной сварки вполне простые, поэтому при правильном подходе вы сможете выучить их за короткое время.
Чтобы успешно провести такое действие, необходимо получить определенный набор навыков и приобрести соответствующее оборудование и расходные материалы. Принцип и технология подобной сварки вполне простые, поэтому при правильном подходе вы сможете выучить их за короткое время.
Особенности работы с алюминием
Посредством электрической дуги соединяют множество видов железа. Подобная методика обеспечивает достаточно высокую температуру горения, в результате чего происходит качественное проплавление разной толщины пластин, создавая надёжную и герметичную защиту. Однако сварка алюминия с помощью инвертора считается самой сложной из-за определенных специфических характеристик.
Первая сложность заключается в гигроскопических свойствах материала, который может накапливать в себе окружающую влагу. И хоть это нельзя заметить в естественном охлажденном состоянии, но при начале сварочных работ обязательно появятся проблемы. При зажигании дуги и прогревании металла до повышенных температур частицы влаги начинают испаряться с поверхности и неизбежно проникать в зону сварку. В результате образуются чрезмерные брызги и помехи, которые мешают провести нормальный шов.
 Для предотвращения подобного явления достаточно предварительно подогреть конструкцию при температурном режиме 150−190 градусов Цельсия. В таком случае можно заметить интенсивное выделение влаги на поверхности.
Для предотвращения подобного явления достаточно предварительно подогреть конструкцию при температурном режиме 150−190 градусов Цельсия. В таком случае можно заметить интенсивное выделение влаги на поверхности.
Следующая сложность — наличие окисной пленки, которой покрыты все изделия. Её предназначение заключается в защите конструкции от агрессивного воздействия кислотной среды. Однако это существенно утрудняет обработку с помощью инвертора. Основная неприятность связано с большой разницей температур плавления. Известно, что сам алюминий начинает расплавляться при показателях 500 градусов Цельсия, а его оксид при 2000 градусов. Для устранения подобного перепада достаточно очистить место сварки с помощью железной щетки, чтобы обеспечить требуемый доступ к металлу.
Взаимодействие с окружающей средой обеспечивает правильное формирование пор в структуре шва, что существенно ухудшает герметичность. Для защиты сварочной ванны применяют аргон или газовое облако при инверторной сварке.
 Не секрет, что чистый алюминий практически не применяется для изготовки деталей, поэтому входящие в его состав наполнители и дополнительные элементы могут стать проблемой. Для примера, марки Ал2 и Ал2 содержат в себе силумин от 4 до 13%, поэтому их принято называть ограниченно свариваемыми. Подобные показатели характерны для моделей АМ r 1 и Amr 6, где марганец добавляется в пропорции 2−6%.
Не секрет, что чистый алюминий практически не применяется для изготовки деталей, поэтому входящие в его состав наполнители и дополнительные элементы могут стать проблемой. Для примера, марки Ал2 и Ал2 содержат в себе силумин от 4 до 13%, поэтому их принято называть ограниченно свариваемыми. Подобные показатели характерны для моделей АМ r 1 и Amr 6, где марганец добавляется в пропорции 2−6%.
Этапы сварочных мероприятий
Разобраться с ключевыми тонкостями сварки алюминия не так сложно, как может показаться на первый взгляд. Посредством многочисленных попыток и экспериментов можно достичь успешных результатов и выучить подобное мастерство наизусть. Итак, пошаговые действия качественного соединения металлических изделий состоят из таких этапов и особенностей:
- Если толщина свариваемой пластины превышает 5 миллиметров, необходимо провести разделку кромок. Для этого рекомендуется сделать срез краев под углом 45 градусов, хотя другие значения тоже допускаются. Не секрет, что от величины угла разделки зависит ширина сварочного шва. Если толщина пластин превышает 7 миллиметров, то придётся сделать технический зазор между каждой деталью в два миллиметра. Если рабочий объект представлен трещиной, то её расширяют с помощью отрезного диска и «болгарки». В противном случае шов будет поверхностным.
- Подготовленную заготовку тщательно прогревают. Для удаления лишней жидкости используют пропан-кислородное пламя. Роль рабочего инструмента выполняет резак или обычный баллончик с бытовой горелкой. Необходимо прогреть поверхность до 150 градусов и убедиться, что материал достаточно сухой.
- После тщательно прогрева необходимо выполнить зачистку оксидной пленки. В этом случае вы можете воспользоваться обычной щеткой для очистки металла. Важно снять тугоплавкий слой в начале зоны сварки. Следующие действия проводятся посредством электрода, состав и температура которого способны разъедать оксид и проводить повторную сварку.
- На подготовленном изделии устанавливают прихватки, которые фиксируют все свариваемые части. Корневой шов должен быть ровным и полностью заполнять зазор. Угол относительно свариваемых частей должен составлять не меньше 90 градусов. Это может показаться непривычным для неопытных сварщиков, или тех, кто вынужден был работать с углеродистыми сталями. Однако подобным образом расплавляемый металл будет более точно попадать в место соединения. После остывания поверхности происходит осыпание шлака. К сожалению, такое действие осуществляется с большим трудом, поэтому без острого молоточка не обойтись.
- Следующие слои шва наносятся до того уровня, пока не заполнится вся толщина.
Подготовительные действия
Независимо от условий сварки — производственных или домашних, нужно правильно отнестись к подготовке кромок заготовки. Подобное действие заключается в таких процессах:
- Поверхность детали, которая будет поддаваться сварке (а также поверхность присадочного материала), тщательно очищают от грязи, масла и жира. Для обезжиривания поверхности используют уайт-спирит, ацетон, авиационный бензин и множество других растворителей.
- К подготовительному этапу относятся и такие действия, как разделка кромок свариваемых деталей, которую выполняют только при острой необходимости. Если при сварке вы не используете покрытые электроды, то разделку кромок осуществляют при толщине соединяемых деталей, превышающей 4 миллиметра. Если толщина алюминиевого сплава превышает 20 мм, то без применения электродов не обойтись. Если сварке поддаются алюминиевые листы толщиной до 1,5 миллиметров, то их торцы предварительно отбортовывают перед соединением.
- Как уже говорилось выше, непосредственно перед сваркой поверхность детали нужно полностью очистить от оксидной пленки. В таком случае принято использовать качественный напильник или щетку с ворсинками для зачистки металла. В некоторых случаях тонкий слой оксидной пленки удаляется и посредством специальных химических средств, таких как, каустическая сода, бензин и другие. При обработке каустической содой заготовку нужно тщательно промыть проточной водой.
Оборудование и электроды
 Обратите внимание на список самых необходимых инструментов и приспособлений. В большинстве случаев действие проводят с помощью обычного инвертора. Такой прибор обладает удобной конструкцией, поэтому его легко перемещать или передвигать по мастерской. Полярность выставляется таким образом, чтобы в руках рабочего размещался «плюс», а на заготовку воздействовал «минус». В этом случае нужно обзавестись розеткой с 220 V.
Обратите внимание на список самых необходимых инструментов и приспособлений. В большинстве случаев действие проводят с помощью обычного инвертора. Такой прибор обладает удобной конструкцией, поэтому его легко перемещать или передвигать по мастерской. Полярность выставляется таким образом, чтобы в руках рабочего размещался «плюс», а на заготовку воздействовал «минус». В этом случае нужно обзавестись розеткой с 220 V.
При выборе электродов нужно отдавать предпочтение специализированным моделям типа UTP 48 или подобным аналогам. Они могут обладать разным диаметром и подбираться с учётом толщины металла. Состав расходного сырья тоже обладает некоторыми гигроскопичными свойствами, поэтому его приходится предварительно просушивать, чтобы обеспечить более качественное соединение.
Важные рекомендации для сварщиков
 Как заявляют опытные специалисты, электрическая сварка такого гибкого металла без применения аргона, иногда осуществляется так же хорошо, как при аргонной сварке. Если кто-то отговаривает вас от такого решения, аргументируя это низким качеством конечного шва и плохой свариваемостью, не верьте. Скорее всего, он неправильно подошёл к методу или никогда не пробовал варить алюминий с помощью электрода.
Как заявляют опытные специалисты, электрическая сварка такого гибкого металла без применения аргона, иногда осуществляется так же хорошо, как при аргонной сварке. Если кто-то отговаривает вас от такого решения, аргументируя это низким качеством конечного шва и плохой свариваемостью, не верьте. Скорее всего, он неправильно подошёл к методу или никогда не пробовал варить алюминий с помощью электрода.
Чтобы избежать непоправимых ошибок и непредсказуемых неприятностей, достаточно соблюдать ряд рекомендаций и правил:
- Метод стыкового соединения считается самым перспективным. Остальные разновидности в виде таврового или нахлесточного сварного соединения нецелесообразны, т. к. они повышают вероятность затекания шлака в зазоры, что станет причиной коррозийной реакции.
- После сварочных мероприятий шов промывают водой для очистки заготовки от шлака.
- Непосредственно перед обработкой материал нужно правильно подготовить. Для этого следует провести удаление оксидной пленки, а также предотвратить её появление в будущем.
- При сварке массивных деталей с толщиной от трёх миллиметров требуется разделить кромки под углом 60 градусов с V — образной формой.
- Первичный прогрев алюминия осуществляется при 150−250 градусах Цельсия.
Не забывайте, что  технически чистый алюминий поддаётся свариванию гораздо лучше, чем сплавы с содержанием магния или марганца. Речь идёт о дюралюминии или силумине. Однако, изделия из чистого материала практически не эксплуатируются, поэтому при сварке могут возникать некоторые сложности.
технически чистый алюминий поддаётся свариванию гораздо лучше, чем сплавы с содержанием магния или марганца. Речь идёт о дюралюминии или силумине. Однако, изделия из чистого материала практически не эксплуатируются, поэтому при сварке могут возникать некоторые сложности.
Причины ухудшения свариваемости металла
Если в процессе сваривания вы столкнулись с какими-либо трудностями и неприятными моментами, необходимо учесть множество уникальных свойств металла:
- Ключевая трудность тепловой сварки заключается в наличии окисной пленки, которая поддаётся плавлению лишь под воздействием температур 20440 градусов Цельсия. Плавление самого металла начинается при более низкой температуре — от 660 градусов.
- Капли расплавленной детали, появляющиеся в сварной зоне, очень быстро покрываются тугоплавкой окисной пленкой, которая предотвращает образование сплошного шва. Чтобы защитить заготовку от подобного явления, сварную зону защищают от контакта с окружающим воздухом с помощью аргона.
- Расплавленный алюминий характеризуется высокой текучестью, а это существенно усложняет дальнейшее формирование сварочной ванны. По этой причине работы проводят с помощью дополнительных теплоотводящих подкладок.
- В состав алюминия входит растворенный водород, который направляется наружу после застывания расплавленного металла. В результате это вызывает появление пор и кристаллизационных трещин в шве. К тому же для сплавов такого метала характерна повышенная концентрация кремния, что тоже вызывает появление трещин от охлаждения изделия.
- Для алюминия характерен приличный коэффициент линейного расширения. Из-за этого может происходить значительная усадка металла при застывании, что вызывает ряд серьёзных деформаций соединяемых деталей.
- Сварку чистого алюминия и его сплавов проводят под воздействием высоких значений сварочного тока. Для металла характерна высокая теплопроводность. Также при сварке стали принято использовать токи с меньшей силой.
- Сварку деталей из этого метала считают сложной в тех случаях, если определить точную марку сплава не удаётся. В таком случае приходится долго и усердно выбирать подходящий режим сварки и используемые методы.
Постичь все тонкости сварки алюминия электродом может любой желающий. Достаточно запастись терпением и желанием выделить несколько часов своего времени на изучение соответствующего материала и руководства. В таком случае вы сможете выполнять множество важных операций в домашних условиях, без обращения за помощью к квалифицированным сотрудникам.
Как заварить алюминий электросваркой
Алюминиевые конструкции, детали иногда нужно срочно отремонтировать. Имея навыки сварщика, многие самостоятельно заваривают алюминий электросваркой. В домашних условиях качественно выполнить шов не получится. Но как экстренную меру сварку алюминия электродом часто используют. Во время работы с легким металлом нужно учитывать особенности сплавов. Марганец увеличивает окислительную способность, магний улучшает свариваемость, кремний снижает температуру плавления.

Особенности сварки алюминия электродом
Сварить алюминий электродом без защитной атмосферы не получится. Горячий металл быстро насыщается водородом, шов получается пористым, расплав сильно разбрызгивается, шов получается неровным. Чтобы уменьшить разбрызгивание, металл варят на токе обратной полярности, на деталь подключают минусовую клемму, к держателю подводят плюс. Заготовки предварительно прогревают до +150 – +190°С, чтобы устранить воду, накапливающуюся в порах оксидного слоя.
Возникают трудности из-за оксидной пленки, она расплавляется при +2037°С, алюминий – при +660°С. Перед сваркой оксидный слой зачищают до блеска. Чистота поверхности влияет на качество соединения. У сплавов хорошая теплопроводность, он быстро нагревается, остывает, дает большую усадку, возникают внутренние напряжения, трещины. При сварке металла используют теплоотводящие подкладки. Они поддерживают необходимую температуру. Легкий металл в домашних условиях варят на высоких токах. Электроды выбирают специальные, предназначенные для сварки.
Выбор сварочного аппарата и электродов
Алюминий относится к плохо поддающимся сварке металлам. Сила рабочего тока должна быть в 1,5 раза выше, чем для стали. Сварочный аппарат должен генерировать постоянный ток до 250–300 ампер. Для работы подойдет бытовой аппарат для сварки, работающий от сети 220 В. Можно подобрать выпрямители, трансформаторы или генераторы, но лучше остановить выбор на инверторе, его преимущества:
- высокий КПД, до 95%;
- низкие индуктивные потери;
- снижение расхода тока за счет автоматического отключения;
- аппарат спокойно переносит просадку напряжения в сети;
- поддерживается стабильная дуга, достаточно задеть заготовку;
- есть дополнительные функции;
- небольшие габариты, можно переносить его в любое место.
Легкие сплавы несколькими электродами с солевой обмазкой, образующей шлаковый защитный слой:
- Озана, Озана-2 производства Спецэлектрод;
- ОК 96.20, 96.10, 96.50, шведская компания ESAB;
- УАНА отечественных производителей.
Можно использовать другие расходники, предназначенные для сварки алюминиевого литья и сплавов. Заготовки 2мм варят диаметром 2,5, для 3–4 мм деталей выбирают толщину 3,2; максимальный диаметр стержней – 4
Технология сварки алюминия электродом
В домашних условиях заготовки предварительно зачищают. У деталей, свыше 3 мм, разделывают кромки под углом 45–60°. Чем больше угол, тем качественнее получится шов. Если пластины толще 7 мм, их укладывают с зазором 2 мм. Трещины предварительно выравнивают, углубляют болгаркой, края высверливают, чтобы снять внутренние напряжения.
Как варят алюминий электродами:
- сначала заготовки прихватывают в нескольких местах;
- корневой шов ведут, держа электрод перпендикулярно;
- толстые детали варят в несколько проходов, каждый слой простукивают для снятия окалины;
- наплавочный валик должен выступать на 2-5 мм в зависимости от толщины деталей.
Сваривать алюминий нужно с соблюдением рабочего режима (толщина заготовки, мм/ток, А):
Толщина заготовки, мм
Начинающим сварщикам до выполнения шва нужно потренироваться на нерабочих поверхностях, чтобы привыкнуть держать короткую дугу.
Электросваркой ремонтируют детали, работающие под статической нагрузкой на сжатие. Это не самый эффективный метод ремонта. Швы не выносят скручивания, изгибов, сразу трескаются.
Сварка алюминия при помощи электрода
Как осуществляется сварка алюминия электродом, что нужно знать о технологии, материалах и способах такого вида работ. Об этом далее в нашей статье.
Многие бытовые вещи сегодня изготавливаются из алюминия или его сплавов. Такие изделия легкие, прочные и относительно дешевые, но часто приходиться их ремонтировать. А качественное восстановление возможно только с применением сварки.
Как осуществляется сварка алюминия электродом, что нужно знать о технологии, материалах и способах такого вида работ. Об этом далее в нашей статье.
Особенности сварки электродами
Алюминий — очень непростой металл для сваривания. Неправильный подход к технологии приведет к некачественному сварному шву и изделие будет испорчено.
Сварка алюминия в домашних условиях инвертором требует соблюдения двух основных правил.
- Варить «крылатый» металл нужно только с использованием специальных расходников.
- Аппарат настраивают на постоянный ток с обратной полярностью.
Приемы сварки, использование присадок и подготовка материалов также важны. Но нарушение этих двух главных правил приведет к браку.
Электроды для алюминия существуют различных марок, их подбирают в зависимости от того, какие детали будут свариваться.
- ESAB с маркировкой «ОК» 96.20, 96.10 или же 96.50. подходят для сваривания изделий из алюминия, а так же его сплавов с магнием или марганцем.
- Расходники марки «ОЗАНА» — применяют для сварки по алюминию марок А0 (металл с небольшими добавлениями титана, меди, цинка и прочих). «ОЗАНА 2» позволяют сваривать детали и в вертикальном положении.
- «УАНА» также используют для алюминиевого сплава и литья.
Можно поискать электроды и других производителей.
Ранее при недоступности специальных расходников для сварки цветных металлов использовали самодельные виды.
Для этого брали алюминиевую проволоку, которую нарезали по длине электрода (250-300 миллиметров). Со стальных расходников соскребали обмазку, ее измельчали и перемешивали с мелом.
Кроме специальных электродов нужен сварочный аппарат, который обеспечит нужный ток и его мощность.
Современные ММА инверторы обладают нужными качествами для проведения сварочных работ по алюминию. Максимальная мощность должна составлять 250-300 Ампер.
Главное требование в том, что такое оборудование должно перенастраиваться на постоянный ток.
Итак, как варить алюминий электродом и что нужно знать?
Подготовительные работы
Электроды перед использованием должны быть хорошо просушены. Чаще всего используется прожарка в печи. Это делается для получения качественного сварного соединения.
Поверхности свариваемых деталей нужно тщательно очистить от загрязнения и, главное, от оксидов, которые в любом случае образуются на металле от контакта с атмосферным кислородом. Также алюминий нужно обезжирить, используя для этого ацетон.
Заготовки или изделие нужно перед сваркой прогреть до соответствующих температур. Для средних по толщине заготовок показатель нагрева составляет 250-300 градусов. Более массивные изделия нагревают до температуры в 400°.
Для сварки алюминия нужно подготовить и место. Металл при варке очень текучий, и, чтобы избежать его протекания, нужно сделать подставку из тугоплавкого материала.
Проведя все подготовительные мероприятия, приступают к непосредственной сварке.
Технология сварки
Как не старайся, но технология сварки электродами не дает отличного качества соединения. Внутри шва все равно образуются поры, которые снизят прочность сварного шва. А после окончания процесса не получиться полностью удалить шлак, он в дальнейшем способствует образованию коррозии.
- Изначально нужно перенастроить инвертор на постоянный ток (AC) и сменить полярность. Для этого кабель держателя подключают на плюс, а массу — на минус.
- Регулируют и силу тока. При сварке алюминия его устанавливают исходя из расчета — 25-30 ампер на каждый миллиметр диаметра электрода.
- После поджигания дуги нужно установить положение электрода в пределах 60-80 градусов к поверхности (лучше всего 90, но тогда будет перекрыт обзор).
- Скорость ведения шва нужно соблюдать соответственно скорости плавления расходника (она выше, чем у обычных стальных электродов).
- Расстояние кончика электрода от поверхности выдерживают в 1,5-2 миллиметра. Если слишком глубоко утопить его, то шов будет всплывать и расплескиваться по металлу. При большом расстоянии металл попросту не провариться должным образом.
- Длину соединения нужно определить на один электрод. При этом не нужно делать поперечных движений, как при сварке стали.
- Расплавленный алюминий — очень текучий материал. Для того, чтоб он не вытекал из сквозных соединений, шов ведут в один слой, при этом также заготовки располагают на подставках из тугоплавкого металла.
- Когда шов пройден, нужно сразу же удалить шлак, используя для этого жесткую щетку по металлу. Изделие также потребуется промыть в горячей воде.
- Чтобы свариваемый алюминий не треснул, нужно обеспечить постепенное остывание. Для этого детали можно поместить в печь, где они нагревались, и оставить до полного охлаждения.
- Также, во избежание деформаций металла, не стоит располагать слишком близко друг к другу сварные соединения.
Ни в коем случае нельзя охлаждать сварные швы алюминия в холодной воде. Это гарантированно поспособствует растрескиванию!
Если Вы не имеете достаточно опыта в сварке, то желательно изначально просто потренироваться на какой-нибудь ненужной детали. В целом сами приемы сварки такие же, как и при работе со сталью, и при наличии опыта не составит труда положить шов по алюминию.
Другие способы сварки
Функция TIG предусматривает дополнительное использование аргона, как защиты от кислорода. Вследствие этого не образуется оксид алюминия. И шов получается намного прочнее.
При этом используют вольфрамовый стержень в качестве электрода.
Сваривание в аргоновой атмосфере проводят на переменном токе. Преимущество этой технологии во-первых, в качественном шве, а во-вторых, можно варить тонкостенные (тоньше 4-х миллиметров) конструкции.
Нужная прочность при аргоновом способе достигается и за счет использования специальных присадок. Их приобретают дополнительно в виде проволоки.
Присадка подается в зону сварки во время сварочного процесса.
Также, благодаря распространению относительно недорогих аппаратов, стала доступна сварка алюминия в домашних условиях и полуавтоматом.
Полуавтомат сваривает детали за счет расплавления специальной проволоки (в данном случае — алюминиевой) в аргоновой среде.
Проволока уже имеет в своем составе необходимые присадочные элементы, а аргон не допускает попадание кислорода в сварочную ванну.
Единственный недостаток использования таких аппаратов на бытовом уровне — это их довольно высокая цена. Обычный ММА (ручная электродуговая сварка) прибор обойдется в два раза дешевле. К тому же дополнительно придется приобретать и газ (аргон или гелий), присадки, вольфрам.
Несмотря на недостаточное совершенство сварки алюминия электродами, это самый доступный способ быстро соединить или починить изделия из этого металла. К тому же инверторы ММА чаще всего используют для сварки стали, которые и придется варить в большинстве случаев.
Использование аппаратов аргонодуговой сварки в домашнем хозяйстве более целесообразно, если Вам приходится часто работать с цветными металлами. Для сварки алюминия в единичных случаях лучше использовать способ варки электродами, а если соединение нужно качественное, то лучше обратиться к профессионалу.
А что Вы сможете добавить к материалу этой статьи? Имеете ли Вы опыт сварки алюминия электродами, насколько важно соблюдение всех перечисленных технологий? Если Вы можете что-то добавить — оставьте свои комментарии к этой статье.