
Труба 48х3 ГОСТ 10704 91
ГОСТ 10704-91
Сортамент
Electrically welded steel line-weld tubes. Range
ОКП 13 7300, 13 8100, 13 8300
Дата введения 01.01.93
1. Настоящий стандарт устанавливает сортамент стальных электросварных прямошовных труб.
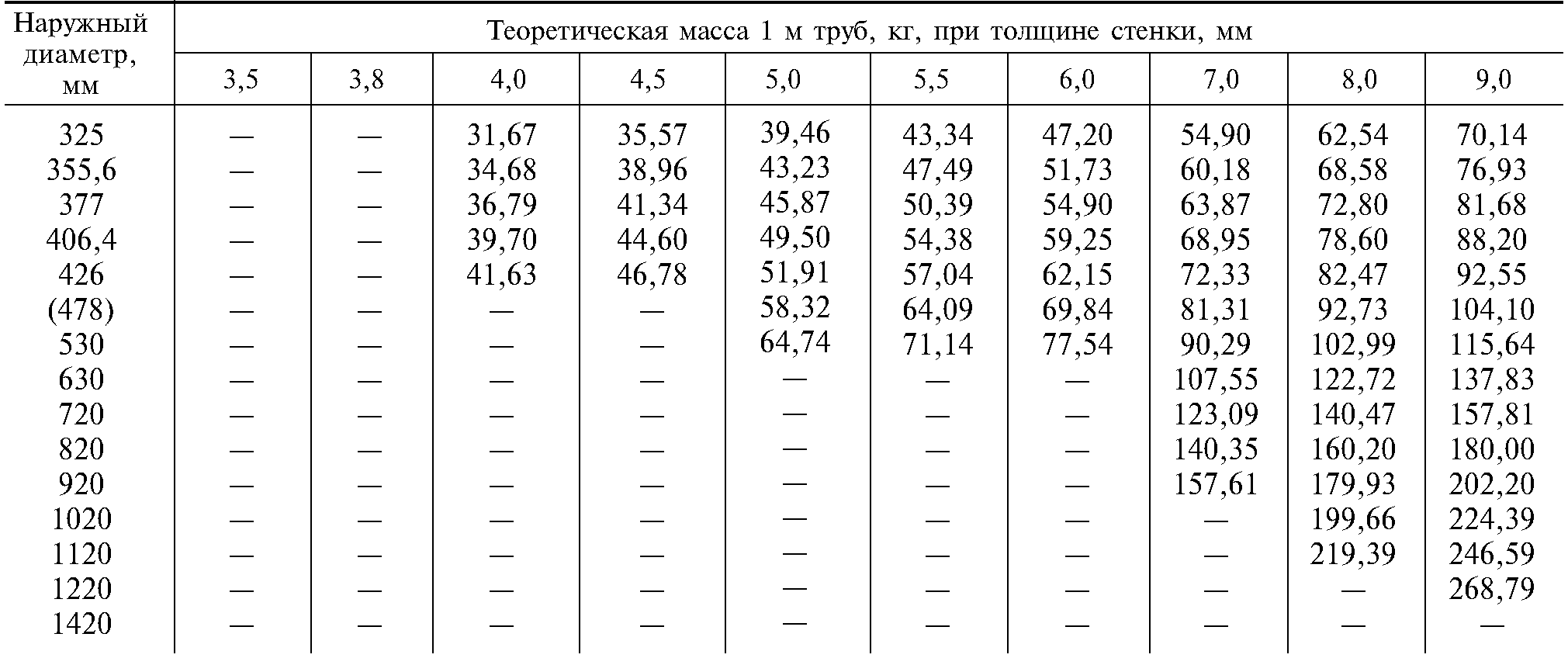
2. Размеры труб должны соответствовать табл. 1.
3. По длине трубы изготовляют:немерной длины:
при диаметре до 30 мм — не менее 2 м; при диаметре св. 30 до 70 мм — не менее 3 м;при диаметре св. 70 до 152 мм — не менее 4 м;при диаметре св. 152 мм — не менее 5 м.
По требованию потребителя трубы групп А и В по ГОСТ 10705 диаметром свыше 152 мм изготовляют длиной не менее 10 м; трубы всех групп диаметром до 70 мм — длиной не менее 4 м;мерной длины:
при диаметре до 70 мм — от 5 до 9 м;
при диаметре св. 70 до 219 мм — от 6 до 9 м;
при диаметре св. 219 до 426 мм — от 10 до 12 м.
Трубы диаметром свыше 426 мм изготовляют только немерной длины. По согласованию изготовителя с потребителем трубы диаметром свыше 70 до 219 мм допускается изготовлять от 6 до 12 м;
кратной длины кратностью не менее 250 мм и не превышающей нижнего предела, установленного для мерных труб. Припуск для каждого реза устанавливается по 5 мм (если другой припуск не оговорен) и входит в каждую кратность.
Т а б л и ц а 1

Продолжение табл. 1

Продолжение табл. 1

Продолжение табл. 1

Продолжение табл. 1

Продолжение табл. 1

Продолжение табл. 1
Продолжение табл. 1

Продолжение табл. 1

П р и м е ч а н и я:
1. При изготовлении труб по ГОСТ 10706 теоретическая масса увеличивается на 1 % за счет усиления шва.
2. По согласованию изготовителя с потребителем изготовляют трубы размерами 41,51,5—3,0; 43 1,0;1,5—3,0; 43,51,5— 3,0; 52 2,5; 69,61,8; 111,8 2,3; 146,15,3; 6,5; 7,0; 7,7; 8,5; 9,5; 10,7; 152,41,9; 2,65;1682,65; 177,31,9; 1982,8; 203 2,65; 299 4,0; 530 7,5; 720 7,5; 820 8,5; 1020 9,5; 15,5; 1220 13,5; 14,6;15,2 мм, а также с промежуточной толщиной стенки и диаметров в пределах табл. 1.
3. Размеры труб, заключенные в скобки, при новом проектировании применять не рекомендуется.
3.1. Трубы мерной и кратной длины изготовляют двух классов точности по длине:
I — с обрезкой концов и снятием заусенцев;
II — без заторцовки и снятия заусенцев (с порезкой в линии стана).
3.2. Предельные отклонения по длине мерных труб приведены в табл. 2.
Т а б л и ц а 2

3.3. Предельные отклонения по общей длине кратных труб не должны превышать:
+ 15 мм — для труб I класса точности;
+ 100 мм — для труб II класса точности.
3.4. По требованию потребителя трубы мерной и кратной длины II класса точности должныбыть с заторцованными концами с одной или двух сторон.
4. Предельные отклонения по наружному диаметру трубы приведены в табл. 3.
Т а б л и ц а 3

П р и м е ч а н и е. Для диаметров, контролируемых измерением периметра, наибольшие и наименьшие предельные значения периметров округляются с точностью до 1 мм.
5. По требованию потребителя трубы по ГОСТ 10705 изготовляют с односторонним или смещенным допуском по наружному диаметру. Односторонний или смещенный допуск не должен превышать суммы предельных отклонений, приведенных в табл. 3.
6. Предельные отклонения по толщине стенки должны соответствовать:
±10 % — при диаметре труб до 152 мм;
ГОСТ 19903 — при диаметре труб свыше 152 мм для максимальной ширины листа нормальной точности.
По согласованию потребителя с изготовителем допускается изготовлять трубы с односторонним допуском по толщине стенки, при этом односторонний допуск не должен превышать суммы предельных отклонений по толщине стенки.
7. Для труб диаметром свыше 76 мм допускается утолщение стенки у грата на 0,15 мм.
8. Трубы для трубопроводов диаметром 478 мм и более, изготовленные по ГОСТ 10706, поставляют с предельными отклонениями по наружному диаметру торцов, приведенными в табл. 4.

9. Овальность и равностенность труб диаметром до 530 мм включительно, изготовленных поГОСТ 10705, должны быть не более предельных отклонений соответственно по наружному диаметру и толщине стенки.
Трубы диаметром 478 мм и более, изготовленные по ГОСТ 10706, должны быть трех классов точности по овальности. Овальность концов труб не должна превышать:
1 % от наружного диаметра труб для 1-го класса точности;
1,5 % от наружного диаметра труб для 2-го класса точности;
2 % от наружного диаметра труб для 3-го класса точности.
Овальность концов труб с толщиной стенки менее 0,01 наружного диаметра устанавливается по согласованию изготовителя с потребителем.
10. Кривизна труб, изготовленных по ГОСТ 10705, не должна превышать 1,5 мм на 1 м длины.По требованию потребителя кривизна труб диаметром до 152 мм должна быть не более 1 мм на 1 мдлины.
Общая кривизна труб, изготовленных по ГОСТ 10706, не должна превышать 0,2 % от длины трубы. Кривизна на 1 м длины таких труб не определяется.
11. Технические требования должны соответствовать ГОСТ 10705 и ГОСТ 10706.
П р и м е р ы у с л о в н ы х о б о з н а ч е н и й
Труба наружным диаметром 76 мм, толщиной стенки 3 мм, мерной длины, II класса точности по длине, из стали марки Ст3сп, изготовленная по группе В ГОСТ 10705—80:

То же, повышенной точности по наружному диаметру, длиной, кратной 2000 мм, I класса точности по длине, из стали марки 20, изготовленная по группе Б ГОСТ 10705—80:

Труба наружным диаметром 25 мм, толщиной стенки 2 мм, длиной, кратной 2000 мм, II класса точности по длине, изготовленная по группе Д ГОСТ 10705—80:

Труба наружным диаметром 1020 мм, повышенной точности изготовления, толщиной стенки 12 мм, повышенной точности по наружному диаметру торцов, 2-го класса точности по овальности,немерной длины, из стали марки СтЗсп, изготовленная по группе В ГОСТ 10706—76:

П р и м е ч а н и е. В условных обозначениях труб, прошедших термическую обработку по всему объему, после слов «труба» добавляется буква Т; труб, прошедших локальную термообработку сварного шва, добавляется буква Л.
1. РАЗРАБОТАН И ВНЕСЕН Министерством металлургии СССРРАЗРАБОТЧИКИ
В. П. Сокуренко, канд. техн. наук; В. М. Ворона, канд. техн. наук; П. Н. Ившин, канд. техн. наук; Н. Ф. Кузенко, В. Ф. Ганзина
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Комитета стандартизации и метрологии СССР от 15.11.91 № 1743
3. ВЗАМЕН ГОСТ 10704-76
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Труба сталь электросварная прямошовная оц ГОСТ 10704-91 ТМК



- Дн 57 х3,0 Ду 50
- Дн 57 х3,5 Ду 50
- Дн 76 х3,0 Ду 65
- Дн 76 х3,5 Ду 65
- Дн 89 х3,5 Ду 80
- Дн 108 х3,5 Ду 100
- Дн 114 х4,5 Ду 100
- Дн 133 х4,0 Ду 125
- Дн 133 х4,5 Ду 125
- Дн 159 х4,0 Ду 150
- Дн 159 х4,5 Ду 150
Еще.
- Дн 57 х3,0 Ду 50
- Дн 57 х3,5 Ду 50
- Дн 76 х3,0 Ду 65
- Дн 76 х3,5 Ду 65
- Дн 89 х3,5 Ду 80
- Дн 108 х3,5 Ду 100
- Дн 114 х4,5 Ду 100
- Дн 133 х4,0 Ду 125
- Дн 133 х4,5 Ду 125
- Дн 159 х4,0 Ду 150
- Дн 159 х4,5 Ду 150
- Дн 57 х3,0 Ду 50
- Дн 57 х3,5 Ду 50
- Дн 76 х3,0 Ду 65
- Дн 76 х3,5 Ду 65
- Дн 89 х3,5 Ду 80
- Дн 108 х3,5 Ду 100
- Дн 114 х4,5 Ду 100
- Дн 133 х4,0 Ду 125
- Дн 133 х4,5 Ду 125
- Дн 159 х4,0 Ду 150
- Дн 159 х4,5 Ду 150
При входе в личный кабинет после подтверждения менеджером на сайте активируются индивидуальные цены для клиента.

При входе в личный кабинет после подтверждения менеджером на сайте активируются индивидуальные цены для клиента.
При входе в личный кабинет после подтверждения менеджером на сайте активируются индивидуальные цены для клиента.
При входе в личный кабинет после подтверждения менеджером на сайте активируются индивидуальные цены для клиента.
- Сертификаты не загружены
При входе в личный кабинет после подтверждения менеджером на сайте активируются индивидуальные цены для клиента.
При входе в личный кабинет после подтверждения менеджером на сайте активируются индивидуальные цены для клиента.
При входе в личный кабинет после подтверждения менеджером на сайте активируются индивидуальные цены для клиента.
При входе в личный кабинет после подтверждения менеджером на сайте активируются индивидуальные цены для клиента.
При входе в личный кабинет после подтверждения менеджером на сайте активируются индивидуальные цены для клиента.
При входе в личный кабинет после подтверждения менеджером на сайте активируются индивидуальные цены для клиента.
При входе в личный кабинет после подтверждения менеджером на сайте активируются индивидуальные цены для клиента.
Вы добавляете в сравнение товар из категории « », а в списке сравнения товары из категории « ».
- Пожалуйста, заполните имя и телефон
- Произошла ошибка, попробуйте еще раз
Зарегистрируйтесь и вы сможете участвовать в наших бонусных программах и сократить время покупок.

Предложение не является публичной офертой. Цены на сайте и в розничной сети могут отличаться. Информация на сайте о товаре носит рекламный характер и расценивается как приглашение делать оферты на основании п.1 ст. 437 Гражданского кодекса РФ.
ГОСТ 10704-91 Трубы стальные электросварные прямошовные. Сортамент
.jpg)
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ТРУБЫ СТАЛЬНЫЕ ЭЛЕКТРОСВАРНЫЕ ПРЯМОШОВНЫЕ
СОРТАМЕНТ
ИЗДАТЕЛЬСТВО СТАНДАРТОВ
Москва
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ТРУБЫ СТАЛЬНЫЕ ЭЛЕКТРОСВАРНЫЕ ПРЯМОШОВНЫЕ
Сортамент
Electrically welded steel line-weld lubes. Range
OKП 13 7300, 13 8100, 13 8300
ГОСТ
10704-91
Дата введения 01.01.93
1. Настоящий стандарт устанавливает сортамент стальных электросварных прямошовных труб.
2. Размеры труб должны соответствовать табл. 1.
3. По длине трубы изготовляют: немерной длины:
при диаметре до 30 мм — не менее 2 м;
при диаметре св. 30 до 70 мм — не менее 3 м;
при диаметре св. 70 до 152 мм — не менее 4 м;
при диаметре св. 152 мм — не менее 5 м.
По требованию потребителя трубы групп А и В по ГОСТ 10705-80 диаметром свыше 152 мм изготовляют длиной не менее 10 м; трубы всех групп диаметром до 70 мм — длиной не менее 4 м;
при диаметре до 70 мм — от 5 до 9 м;
при диаметре св. 70 до 219 мм — от 6 до 9 м;
при диаметре св. 219 до 426 мм — от 10 до 12 м.
Трубы диаметром свыше 426 мм изготовляют только немерной длины. По согласованию изготовителя с потребителем трубы диаметром свыше 70 до 219 мм допускается изготовлять от 6 до 12 м;
кратной длины кратностью не менее 250 мм и не превышающей нижнего предела, установленного для мерных труб. Припуск для каждого реза устанавливается по 5 мм (если другой припуск не оговорен) и входит в каждую кратность.




1. При изготовлении труб по ГОСТ 10706-76 теоретическая масса увеличивается на 1 % за счет усиления шва.
2. По согласованию изготовителя с потребителем изготовляют трубы размерами 41,5х1,5—3,0; 43х1,0; 1,5¾3,0; 43,5х1,5¾3,0; 52х2,5; 69,6х1,8; 111,8х2,3; 146,1х5,3; 6,5; 7,0; 7,7; 8,5; 9,5; 10,7; 152,4х1,9; 2,65; 168х2,65; 177,3х1,9; 198х2,8; 203х2,65; 299х4,0; 530х7,5; 720х7,5; 820х8,5; 1020х9,5; 15,5; 1220х13,5; 14,6; 15,2 мм, а также с промежуточной толщиной стенки и диаметров в пределах табл. 1.
3. Размеры труб, заключенные в скобки, при новом проектировании применять не рекомендуется.
По длине трубы изготовляют:
По требованию потребителя трубы групп А и В по ГОСТ 10705-80 диаметром свыше 152 мм изготовляют длиной не менее 10 м; трубы всех групп диаметром до 70 мм — длиной не менее 4 м;
- немерной длины:
- при диаметре до 30 мм — не менее 2 м;
- при диаметре св. 30 до 70 мм — не менее 3 м;
- при диаметре св. 70 до 152 мм — не менее 4 м;
- при диаметре св. 152 мм — не менее 5 м.
- мерной длины:
- при диаметре до 70 мм — от 5 до 9 м;
- при диаметре св. 70 до 219 мм — от 6 до 9 м;
- при диаметре св. 219 до 630 мм — от 10 до 12 м.
Трубы диаметром свыше 630 мм изготовляют немерной длины. По согласованию изготовителя с потребителем трубы мерной длины допускается изготавливать до 12 м — при диаметре св. 70 до 219 мм, до 18 м — при диаметре свыше 219 до 630 мм;
кратной длины кратностью не менее 250 мм и не превышающей нижнего предела, установленного для мерных труб. Припуск для каждого реза устанавливается по 5 мм (если другой припуск не оговорен) и входит в каждую кратность.
(Измененная редакция, Изм. N 1).
3.1. Трубы мерной и кратной длины изготовляют двух классов точности по длине:
I — с обрезкой концов и снятием заусенцев;
II — без заторцовки и снятия заусенцев (с порезкой в линии стана).
3.2. Предельные отклонения по длине мерных труб приведены в табл. 2.
Длина труб, м
Предельные отклонения по длине мерных труб, мм, классов
ГОСТ 10704-91 Трубы стальные электросварные прямошовные. Сортамент

ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ТРУБЫ СТАЛЬНЫЕ ЭЛЕКТРОСВАРНЫЕ ПРЯМОШОВНЫЕ
ИПК ИЗДАТЕЛЬСТВО С ТАНДАРТОВ
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ТРУБЫ СТАЛЬНЫЕ ЭЛЕКТРОСВАРНЫЕ ПР ЯМО ШОВ НЫЕ
С ортамент
Electrically w elded steel line-weld lubes. Range
Дата введ ения 01.01.93
1. Настоящи й стандарт устана вливает сор тамент стальных электросварных прямошовных труб.
2. Размеры труб должны соответство вать табл. 1 .
3. По длине трубы изготовляют: немерной длины:
при диаметр е до 30 мм — не мене е 2 м;
пр и д иаметре с в. 30 до 70 мм — не менее 3 м;
при диаметре св. 70 до 152 мм — не менее 4 м;
при диам етре св. 152 мм — не менее 5 м.
По тр ебованию потребителя трубы групп А и В по ГОСТ 10705 диам етром с выше 152 мм изготовляют длиной не менее 10 м; трубы вс ех групп диам етром до 70 мм — длиной не менее 4 м;
при диаметр е до 70 мм — от 5 до 9 м;
при диаметре св. 70 до 219 мм — от 6 до 9 м;
при диаметре св. 219 до 426 мм — от 10 до 12 м.
Трубы диам етром свыше 426 мм изготовляют только немерной длины. По согласован ию изготовит еля с потребит ел ем трубы диам етром свыше 70 до 219 мм допускается изготовлять от 6 до 12 м;
кратной длины кратностью не менее 250 мм и не пре вышающей нижн его пред ела, установл енного для м ерных труб. Припуск для каждого реза ус танавливается по 5 мм (если другой припуск не оговор ен) и входит в к аждую кратность.
Наружны й д иаметр, мм
Теоретическая масса 1 м труб, кг, при толщине стенки, мм
Продолжение табл. 1
Наружный диаметр, мм
Теоретическая масса 1 м труб, кг, при толщине стенки, мм
Продолжение табл. 1
Наружный диаметр, мм
Теоретическая масса 1 м труб, кг, при толщине стенки, мм
Продолжение табл. 1
Наружный диаметр, мм
Теоретическая масса 1 м труб, кг, при толщине стенки, мм
Продолжение табл. 1
Наружный диаметр, мм
Теоретическая масса 1 м труб, кг, при толщине стенки, мм
Продолжение табл. 1
Наружный диаметр, мм
Теоретическая масса 1 м труб, кг, при толщине стенки, мм
Продолжение табл. 1
Наружный диаметр, мм
Теоретическая масса 1 м труб, кг, при толщине стенки, мм
Продолжение табл. 1
Наружный диаметр, мм
Теоретическая масса 1 м труб, кг, при толщине стенки, мм
1. При изготовлении труб по ГОСТ 10706 теоретическ ая масса увеличивается на 1 % за счет усиления шва.
2. По согласованию изготовителя с потребителем изготов ляют трубы р азмерами 41,5 ґ1,5-3,0; 43 ґ1,0; 1,53,0; 43,5 ґ1,5-3,0; 52 ґ2,5; 69,6 ґ1,8; 111,8 ґ2,3; 146,1 ґ5,3; 6,5; 7,0; 7,7; 8,5; 9,5; 10,7; 152,4 ґ1,9; 2,65; 168 ґ2,65; 177,3 ґ1,9; 198 ґ2,8; 203 ґ2,65; 299 ґ4,0; 530 ґ7,5; 720 ґ7,5; 820 ґ8,5; 1020 ґ9,5; 15,5; 1220 ґ13,5; 14,6; 15,2 мм, а также с промежуточной толщи ной стенки и диаметров в пределах табл. 1.
3. Размеры труб, заключенные в скобки, при новом проектировании применять не рекомендуется.
3.1. Трубы мерной и кратной дл ины изготовляют двух классов точности подл ине:
I — с обрезко й концов и снятием з аусенцев;
II — без заторцовки и снят ия заусенцев (с порезкой в л ин ии стана).
3.2. Предельные отклон ения по длине мерных труб пр ив едены в табл. 2.
Длина труб, м
Предельные отклонения по длине мерных труб,
мм, классов
3.3. Предельные отклон ен ия по общей дл ин е кратных труб не должны превышать:
+ 15 мм — для труб I класса точности;
+ 100 мм — для труб II класса точности.
3.4. По требован ию потребит еля трубы мерной и кратно й длины II к ласса точности должны быть с заторцованными концам и с одной или двух сторон.
4. Предельные отклон ения по наружному диаметру трубы прив ед ены в табл. 3.
Н аружный ди аметр труб, мм
Предельные отклонения по наружному д иаметру пр и точ ности изготовления
С в. 10 до 30 включ.
Примечание. Для д иам етро в, ко нтролиру емых и змер ением п ерим етра, наибольшие и наиме ньши е пред ель ные значения периметров округляются с точностью до 1 мм.
5. По тр ебованию потребителя трубы по ГОСТ 10705 изгото вляют с односторонним или смещ енным допуском по нару жному диаметру. Односторонний или смещенный допуск не должен превышать суммы предельных отклонений, приведенных в табл. 3.
6. Предельные отклонен ия по толщ ине стенки должны соответствовать:
± 10 % — при диаметре труб до 152 мм;
ГОСТ 19903 — при диаметре труб свыше 152 мм для максим альной ширины листа нормальной точност и.
По согласованию потребителя с изготов ителем допускается изготовлять трубы с односторонним допуском по толщине стенки, при этом односторонний допуск не должен превышать суммы предельных отклоне ний по толщине стенки.
7. Для труб диаметром свыше 76 мм допускается утолщение стенки у грата на 0,15 мм.
8. Трубы для трубопроводов диаметром 478 мм и более, изготовленные по ГОСТ 10706, поставляют с предельными отклонениями по наруж ному д иаметру торцов, приведенными в табл. 4.
Н аружный ди аметр труб
Предельные отклонения по наружному диаметру торцов для т очности изготовления
повышенной
От 478 до 720 включ.
9. Овальность и равностепенность труб диам етром до 530 мм включительно, изготовленных по ГОСТ 10705, должны быть не более предельных отклон ений соответственно по наружному диаметру и толщине стенки.
Трубы диаметром 478 мм и более, изготовленные по ГОСТ 10706, должны быть трех классо в точности по овальности. Овальность концо в труб не должна превышать:
1 % от наружного диаметра труб для 1-го класса точности;
1,5 % от наружного диаметра труб для 2-го класса точности;
2 % от наружного диаметра труб для 3-го класса точности.
Овальность концов труб с толщиной стенки мен ее 0,0 1 н аружного д иаметра устанавливается по согласованию изготов ит еля с потреб ит елем.
10. Кривизна труб, изгото вленных по ГОСТ 10705, не должна превышать 1,5 мм на 1 м длины. По требованию потребителя кр ив изна труб диаметром до 152 мм должна быть не более 1 мм на 1 м длины.
Общая кривизна труб, изготовленных по ГОСТ 10706, не должна пр евышать 0,2 % от длины трубы. Крив изна на 1 м длины таких труб не определяется.
11. Техн ические требования должны соответствовать ГОСТ 10705 и ГОСТ 10706.
Примеры условных обозначений:
Труба с наружным диаметром 76 мм, толщино й стенки 3 мм, мерной длины, II класса точност и по дл ине, из стали марки Ст3сп, изготовленная по группе В ГОСТ 10705-80:

То же, повышенно м точности по наружному диаметру, длиной, кратной 2000 мм, 1 класса точности подлине, из стал и марки 20, изготовл енная по группе Б ГОСТ 10705-80:

Труба с наружным д иаметром 25 мм, толщиной стенки 2 мм, длиной, кратной 2000 мм, II класса точности подлине, изготовленная по группе Д ГОСТ 10705-80;

Труба с наружным д иаметром 1020 мм, повышенной точности изготовления, толщиной ст енки 12 мм, повышенной точности по наружному диаметру торцов, 2-го класса точности по овальности, немерной длины, из стали марк и Ст3сп, изготовл енная по групп е В ГОСТ 10706-76

Примечание. В условных обозначениях труб, прошедших термическую обработку по всему объему, после слов «труба» добавляется буква Т; труб, проше дших локальную термообработку сварного шва, — добавляется буква Л.
1. РАЗРАБОТАН И ВНЕСЕН Министерством металлургии СССР
В. П. Сокуренко, канд. техн. наук; В. М. Ворона, канд. техн. Наук; П. Н. Ившин, канд. техн. Наук; Н. Ф. Кузенко, В. Ф. Ганзина
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Комитета стандартизации и метрологии СССР от 15.11.91 № 1743
3. ВЗАМЕН ГОСТ 10704-76
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка
ГОСТ 10704-91
Трубы стальные электросварные прямошовные. Сортамент








Изменение №1 к ГОСТ 10704-91
| Обозначение: | Изменение №1 к ГОСТ 10704-91 |
| Дата введения в действие: | 01.10.2012 |
| Дата актуализации: | 19.06.2012 |



Наши события —>
Разделы
- Главная
- Новости
- Статьи
- Объявления
- Форум
- Организации
- Справочники
- Документы
- Мероприятия
- Издания
- Лица отрасли
О портале
Сервисы
- СКЛАД, Тендеры, Маркет
- Расчёт веса кабеля
- Расшифровка марки кабеля
- Расчёт схемы погрузки КПП
- Фото,Видео
- На карте
- ГОСТы, СНиП
- Вакансии, резюме
- Рейтинг сайтов
- Мобильные приложения
- Версия для мобильных
- RSS-ленты
- English version
Медиахолдинг «РусКабель»
- Портал «RusCable.Ru»
- RusCable Insider Digest
- ЭНЕРГОСМИ
- ElektroPortal.Ru
- Поисковая система «1EL.ru»
- Премия RCWA
- Желтая страница электротехники
- Проект «ПУНП.РФ»
- Проект «ОГНЕСТОЙКОСТЬ.РФ»
- Хроники Cabex
- Совещание 8 декабря
- «RusCableCLUB» (гимн клуба)
- Производственный
календарь 2018 (pdf, 1.4 МБ)
- Главная
- Новости
- Статьи
- Объявления
- Форум
- Организации
- Справочники
- Документы
- Мероприятия
- Издания
- Лица отрасли
- О RusCable
- Отзывы
- Медиа-кит (pdf, 4,8 МБ)
- Презентация (pdf, 6 МБ)
- Корпоративный календарь (pdf, 15 МБ)
- Реклама на портале
- Спецпроект «Выживет сильнейший»
- Карта сайта
- Поиск по сайту
- Сообщение администрации
- FacebookВКонтактеTwitterYouTubeInstagramTelegram+7 (999) 003-33-36
- СКЛАД, Тендеры, Маркет
- Расчёт веса кабеля
- Расшифровка марки кабеля
- Расчёт схемы погрузки КПП
- Фото,Видео
- На карте
- ГОСТы, СНиП
- Вакансии, резюме
- Рейтинг сайтов
- Мобильные приложения
- Версия для мобильных
- RSS-ленты
- English version
- Портал «RusCable.Ru»
- RusCable Insider Digest
- ЭНЕРГОСМИ
- ElektroPortal.Ru
- Поисковая система «1EL.ru»
- Премия RCWA
- Желтая страница электротехники
- Проект «ПУНП.РФ»
- Проект «ОГНЕСТОЙКОСТЬ.РФ»
- Хроники Cabex
- Совещание 8 декабря
- «RusCableCLUB» (гимн клуба)
- Производственный
календарь 2018 (pdf, 1.4 МБ)
 Онлайн-приёмная секции «Кабельная промышленность» Консультативного Совета при председателе Комитета по энергетике ГД РФ
Онлайн-приёмная секции «Кабельная промышленность» Консультативного Совета при председателе Комитета по энергетике ГД РФ

