
Сварочный пост для пайки медных труб
Пайка медных труб – инструменты и технология
Несмотря на популярность пластиковых трубопроводов, металлические коммуникации не теряют своих позиций. Пайка медных труб производится несколько сложнее, нежели соединение между собой металлопластиковых моделей, но все же она может выполняться своими руками.
Технология пайки и инструменты
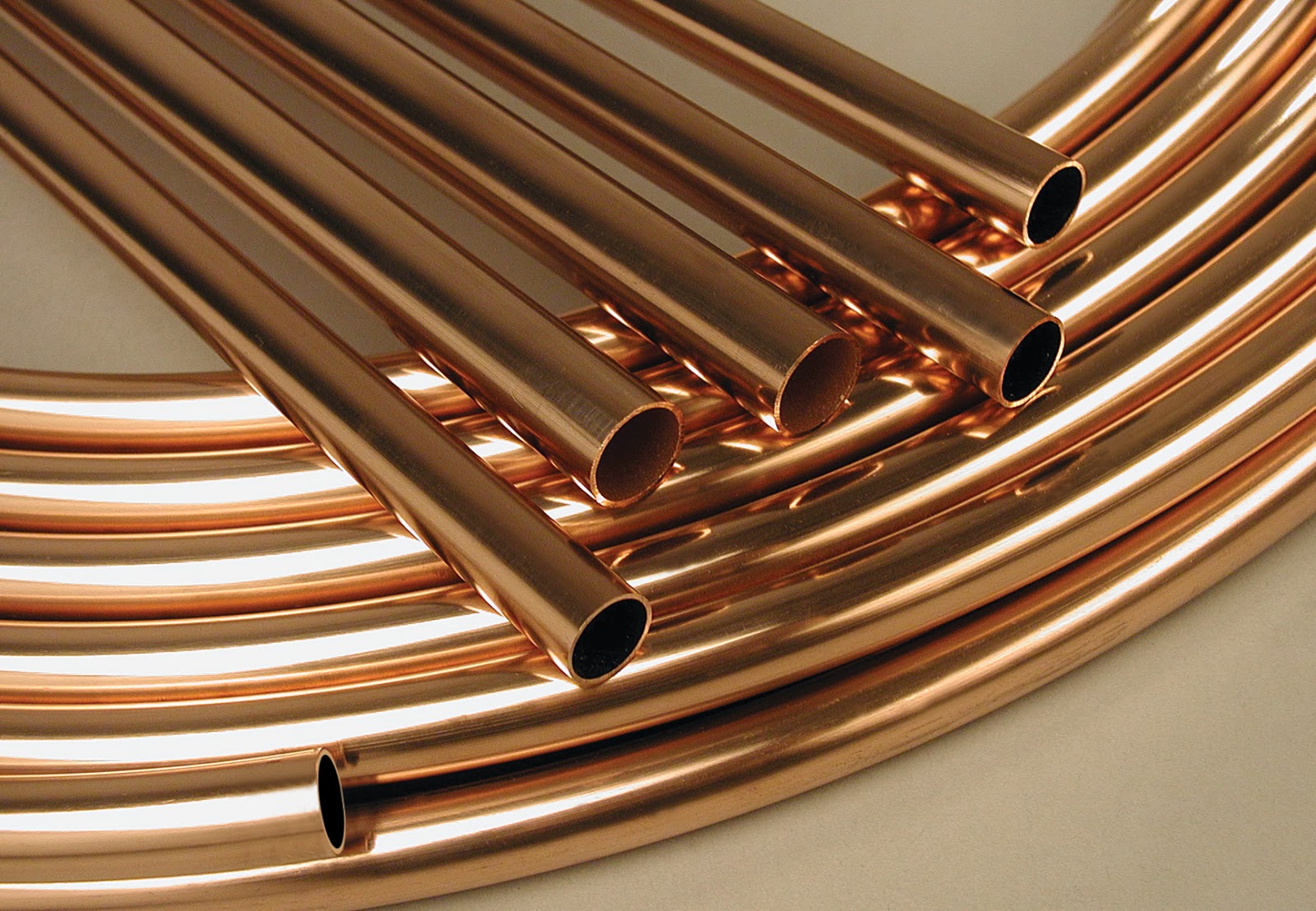
Медные трубы имеют множество достоинств, которые положительно их выделяют среди остальных металлических собратьев:
- Медь не поддается коррозийным процессам. Это является весьма важным фактором при выборе материала для разводки канализационной системы. Благодаря этому качеству её часто применяют также для установки на дом в качестве водостока;
- На таких трубопроводах практически не собираются минеральные наросты, которые часто забивают стальные магистрали;
- Медные трубы очень долговечны. Они отлично переносят воздействие низких температур, не трескаются при замерзании воды внутри них и поддаются монтажу в труднодоступных местах.
Перед началом термического воздействия нужно знать о некоторых особенностях установки и пайки медных разветвлений. Во-первых, этот процесс производится только при использовании специального оборудования. Во-вторых, канализация из этого материала имеет стенки разной толщины. Предварительно нужно узнать, каков тот индекс, чтобы определить, какой будет температура спайки.
Для пайки медных труб водоснабжения нужно подготовить следующее оборудование и материалы:
- Припой;
- Флюс;
- Фитинги (ГОСТ Р 52922-2008);
- Абразивную бумагу и щетки;
- Газовую или электрическую горелку.
Припой или горелка для пайки медных труб продается в магазинах сантехники, инструмент (газ и электро) находится в разделе электротоваров. Существует несколько типов паяльников: простые, с автоматическим зажиганием (пьезорозжигом) и работающие на газовых горелках. Горелки еще классифицируются по типу используемой газовой смеси, она может быть с азотом, пропаном и другими газоразрядными смесями:
- Пропан-кислород;
- Пропан-бутан;
- Пропан с ацетиленом;
- Индукционная.
Небольшие коммуникации можно паять и феном, который используется для сварки пластиковых магистралей.
 Фото – фитинг
Фото – фитинг
Также есть еще вариант провести соединение канализации типа Сплит холодной пайкой, тогда Вам не понадобится сварочный аппарат. Для таких креплений используется специальный состав, к примеру, BCuP. Мягкая запайка с использованием этого состава получается прочная и имеет достаточно аккуратный шов.
 Фото – капиллярная пайка
Фото – капиллярная пайка
Виды пайки:
- Низкотемпературная. Она более безопасна и может использоваться даже в электрических холодильных установках, для ремонта радиаторов, починке труб кондиционера и т. д.;
- Высокотемпературная. Производится на температуре от 450 градусов, известна прочностью получаемых соединений, но при этом во время проведения работ выжигается медь.
Для систем отопления всегда выбирается второй вариант, в то время как для холодного водообеспечения – первый. Также низкотемпературная пайка используется на небольших диаметрах коммуникаций – до 40 мм.
 Фото – газовая горелка
Фото – газовая горелка
Стоимость аппаратов, которыми проводится пайка стандартных медных труб варьируется от 6000 рублей до нескольких десятков, цена зависит от марки и типа устройства. Купить паяльник или переносной пост пайки для ремонта канализации можно во всех городах Москве, СПб, Екатеринбург и т. д.
Видео инструкция по пайке
Как паять трубы
Перед началом работ нужно подготовить коммуникации к воздействию. Сварка трубопроводов осуществляется на небольших отрезках канализационных систем, поэтому нужно обрезать трубу до определенного размера. Место среза зачищается, после чего там делается фаска. Эта операция поможет облегчить соединение ответвлений тепло- и холодоснабжения с фитингами.
 Фото – пошаговая инструкция
Фото – пошаговая инструкция
Для монтажа отожженных материалов понадобится использование так называемого труборасширителя. Этот инструмент необходим для установки на нестандартный диаметр фитингов. Существуют устройства разных диаметров, практически до 110 мм.
Пошаговая инструкция, как паять медные трубы оловом:
- Согласно СНиП, всегда номинальный диаметр должен быть меньше фитинга;
- Высокотемпературная обработка соединений начинается только после их зачистки. Фитинги и трубы нужно прочистить при помощи щетки и при необходимости затереть наждачной бумагой. В зависимости от хранения коммуникаций, рекомендует также их стыки обработать спиртом для обезжиривания;
- Далее, на место, где будет проводиться запайка медных труб и монтироваться фитинги, которые будут установлены для соединения частей коммуникации, наносится тонким слоем флюс-паста;
 Фото – флюс-паста
Фото – флюс-паста
Теперь включается горелка на нужную температуру. Припоем необходимо провести точно по краю соединений, а горелкой разогреть место стыковки фитинга. Для сварки водопроводных коммуникаций удобнее всего работать оловом, т. к. оно впитывается в металл и можно сэкономить время на разогреве соединений;
 Фото – процесс нагрева
Фото – процесс нагрева
Для сварки медных труб с небольшой разностью диаметров используется технология «капиллярная пайка». Она позволяет осуществить соединение паяльником отдельных коммуникаций при разнице между ними до 0,5 мм. В таком случае, спайка заполняет собой пространство между трубами. Это позволяет осуществить монтаж системы без шва. При методике используются твердые припои, которые обладают улучшенной защитной функцией.
Во многом успех пайки зависит от вида припоя, который используется. Наиболее часто медные трубы сваривают серебром, латунью и оловом, которые обладают высокими показателями текучести. Реже работы производятся с алюминием.
Вы можете сразу купить не только аппарат для пайки медных труб, но и набор расширителей и фитингов, которые понадобятся при разводке канализации без профессионального сантехника. Перед началом работ советуем пройти обучение технике, или хотя бы просмотреть видео.
Оборудование и инструмент для пайки меди твердым припоем
Стоит задача создания уличных художественных изделий в виде деревьев из медных трубок различного диаметра.
Максимальный диаметр- дюйм те 25мм
Пайка мягким припоем не знаю как себя поведет во всепогодных условиях. есть опасения, что припой будет разрушаться.
Тем более, что пайка не капиллярная, где весь припой в зазоре.
Хотелось бы обойтись без покупки сварочного поста.
Какие горелки возьмут трубу диаметром дюйм?
И какой наиболее бюджетный припой использовать. С серебром — достаточно дорогие. Мне механические характеристики не так уж и важны.
Главное- удобство пайки и минимальная цена.
старыймастер , медь меднофосфорным припоем хорошо паяется. Пропанкислородный пост придется купить для вашей затеи. Просто пропановая с балончиками с трудом запаяет трубу 15. Побольше, типо паяльной лампы тоже можно паять, но колхозно получается.
спасибо за дельный совет. А флюс нужен? Если да- то какой?
старыймастер ,
Горелка на МАПП газе возьмёт и дюймовку и температура выше. Флюс на прутки не надо.
У меня пропановый атмосферник паяет и 28мм. Вопрос в другом, вся эта фигня будет со временем обвисать под снеговой и ветровой нагрузкой, гнуться в местах около пайки.
Надо лачить 100%, иначе окись сделает просто страшный вид, а под лаком хоть сколько нибудь простоит. А раз так, то лучше посмотреть в сторону ковки из стали, художественных красок, патин, сейчас на выбор.
Да, и пайка меднофосфорным конечно по меди самое то (делается с закрытыми глазами), но она даёт белый стальной цвет, а не красный — мелкие детали надо паять аккуратно, если залудишь — шлифовать устанешь, пайка твёрже меди
ALPIC написал:
У меня пропановый атмосферник паяет и 28мм. Вопрос в другом, вся эта фигня будет со временем обвисать под снеговой и ветровой нагрузкой, гнуться в местах около пайки.
Надо лачить 100%, иначе окись сделает просто страшный вид, а под лаком хоть сколько нибудь простоит. А раз так, то лучше посмотреть в сторону ковки из стали, художественных красок, патин, сейчас на выбор.
Да, и пайка меднофосфорным конечно по меди самое то (делается с закрытыми глазами), но она даёт белый стальной цвет, а не красный — мелкие детали надо паять аккуратно, если залудишь — шлифовать устанешь, пайка твёрже меди
ALPIC , Что это за устройство? В смысле- без кислорода?
Hitgher , Возможно. Но я по деньгам прикинул. Выходит выгоднее купить все же пропановый сварочный пост с баллонами на 5 литров.
Мапп это для портативности. А так. баллончики по 800 руб, горелка тоже нормальная в р-не 5 тыс.
Да и сварочный пост более нужен в хозяйстве. И подварить что-то и для закалки нагреть режущий инструмент.
старыймастер , фирменный, вроде сейчас в продажах бывает, найду фотку, да он атмосферный, но мощный
что значит-атмосферный? на пропане без кислорода как я понимаю, температура невысокая. Все равно нужен наддув.
У меня была когда-то миниатюрная бензиновая горелка с помпой-лягушкой. Но для мелких работ. Массивные вещи не брала.
А у пропана калорийность ниже чем у бензина. (((
Поэтому мне надо с кислородом. Иначе будут мучения.
старыймастер написал:
Стоит задача создания уличных художественных изделий в виде деревьев из медных трубок различного диаметра.
Попутно стоит рассмотреть задачу сбережения изделий от кражи.

брали в CPS , россыпью, но были и наборы с редуктором, но он нужен только на морозе. По мощности не скажу, но фен на 2 квт рядом не валялся
старыймастер написал:
Стоит задача создания уличных художественных изделий в виде деревьев из медных трубок различного диаметра.
Попутно стоит рассмотреть задачу сбережения изделий от кражи.
Alex___dr , Если кому то жизнь покажется дешевле цвет мета- то welcome, как говорится.  . Мой кобель кавказец всегда голодный.
. Мой кобель кавказец всегда голодный.
Есть уже у кого опыт эксплуатации горелки Turbojet TJ8250-M ? Больно цена привлекательна.
cineman , если она без редуктора, то должна отдавать приличную мощность, надо брать и пробовать под задачу, иначе не поймёшь.
Я вот добился приличных результатов, увеличив отверстия подачи воздуха.
старыймастер написал:
Поэтому мне надо с кислородом. Иначе будут мучения.
Ну, как знаете, меня устраивает, потому как оно для производства, где соответственно не должно быть мучений, это просто одна из обычных операций, как гайку затянуть — спаял, пошёл дальше.
Хе, таки нашёл кое какую инфу, (левый) на 2200 ватт, а до 44 мм.
Вот держатель с пьезой тоже был, но быстро сломался, видать перегрели
ALPIC написал:
Я вот от такой добился приличных результатов, увеличив отверстия подачи воздуха.
Не хотелось бы экспериментировать. Я твёрдым не паяю. Мне бы чтоб работал поджиг стабильно. Я почему то никогда не видел таких охватывающих насадок, как на Вашем фото в этой теме. Долгое время обходился туристической горелкой. Даже термина «краб» не слышал в горелках. Наверно отложу покупку и буду изучать матчасть. Спасибо за толчок. У меня на текущей горелке есть клавиша фиксации клапана в открытом предустановленном состоянии. Может это попсовая горелка, но очень удобно пользоваться. Хотелось найти подобное.
Да, не за что, я как раз и хотел, чтобы вы поизучали.
Для меня вообще стало откровением, что эти горелки работают без редуктора на высоком давлении.
cineman написал:
фиксации клапана в открытом предустановленном состоянии
Вот для пайки меди на высокое рабочее давление такое не понравилось, иногда надо убавить пламя и где то подправить, а если при этом ещё держать клавишу, то неудобно, может только мне так.
Поджиг, как я понимаю нужен для частых коротких стартов, была такая, но они видимо короче и не выносят длительного нагрева трубки, провод там плавится.
Не подскажете, где это? Мне непонятен стандарт шланга с гайкой на конце подачи газа. Со стороны баллона должен быть какой то вентиль, но не вижу предложений подобного в продаже. Мне удобнее жить на одноразовых баллонах. Нашёл лишь одну , у которой на конце шланга вентиль и резьба 7/16
Отдельно такого вентиля не встречал. Есть ли стандарт гаек на таких шлангах?

Это производитель оборудования, были раньше магазины в Москве, теперь наверно надо искать по модели горелок.
Моя фотка под стандартный вентиль 50 л балона, теперь такие и на 5л ставятся, так она и продавалась, но есть у меня и самодельные адаптеры под пятёрку с нипелем (где то у меня есть чертёжик), там да, нужен такой краник, как по вашей ссылке
Пойду искать. Пару лет назад случайно нашёл куст магазинов для холодильщиков, собравшихся на территории базы ОАО «Моспищестрой»
Отдельно похожего не находил. Есть много краников под американский баллон, что тянет покупку тяжелого переходника. Боюсь, придётся покупать ту горелку по ссылке.
cineman написал:
Есть много краников под американский баллон
Там же мы брали и краники, низ у них под американский балон или под советский литровый, но советские настолько похабно были сделаны, что потихоньку срезало уплотнительное кольцо. А выход был под неизвестную мне резьбу, но там же продавали и переходик, получалась резьба как на нашем 50л балоне, вот туда наворачивалась эта горелка, если балон с нипелем а не с краном. Адаптеры к балону с американским (нашим литровым) выходом точили под заказ
ALPIC , нашел в распродаже Куплю по-дешевке. Со временем надеюсь соорудить к ней шлаг и вилку для труб. Я очень привык к триггерной кнопке на горелке. Достало меня крутить вентиль на предыдущей лампе. Работа с кнопкой гораздо легче проходит.
В процессе поисков я нашёл много туристических горелок для приготовления пищи, у которых есть шланг с вентилем и наконечником 6/17. Но все эти шланги очень тонкие, т.к. мощность этих горелок редко превышает 1,5 кВт.
cineman , не знаю какие диаметры вы паяете, мне в основном хватает наконечника 2квт и в быту тоже.
Вилку для труб в принципе можно сделать самому, я восстанавливал пару угоревших крабов , там главное отверстия подобрать, можно сетки подкладывать, чтобы пламя не срывало и чтобы вокруг трубы было равномерно распределено, вот и весь секрет.
а по мощности, с медью засада, она очень теплопроводная, отдаёт в концы, а прогреть надо быстро
ALPIC написал:
Вилку для труб в принципе можно сделать самому,
Я утратил былую рукастость. И много времени стало уходить на принятие решений.
ALPIC написал:
не знаю какие диаметры вы паяете,
И я не знаю. Нет работы. В этом году впаял насос в трубу 28 мм, и даже эти два стыка были субботником. Покупаю на светлое будущее, которого может не быть. Предпочитаю готовится инструментом заранее. В прошлом году немного попаял на хорошие деньги. Нынешняя горелка бесила своим пьезоподжигом. Пока он работал хорошо, его почти не замечаешь. Быстро привыкаешь к хорошему. А теперь он поджигает нестабильно и в очень узком диапазоне расходов газа. Похоже на залив свечей в автомобиле. Уже сменил пару пьезов, воздушные каналы чистил, не помогло. Весной было предложение припаяться к патрубку радиатора диаметром 70 мм. Я думаю, такое нужно быстро греть двумя горелками, есть риск отпаять патрубок от коллектора. Тогда то и появилась мысль о двух горелках.
cineman написал:
припаяться к патрубку радиатора диаметром 70 мм
Ну для такого я бы уже кислородный пост выкатил , если паять твёрдым, а оловом надо на лежачем и патрубок желательно прихватить струбцинами, чтобы не уехал
ALPIC написал:
Ну для такого я бы уже кислородный пост выкатил , если паять твёрдым
Там и мягким паять не стоило. Это радиатор от КАМАЗа, который больше 1,3 бар не держит. Припаять резьбовой переходник было бредовой идеей, подкреплённой некоторой суммой. Я поставил в свою смету покупку второй горелки за 4 тыс. руб, и чудики с радиатором пропали. Чудики давно чудят, но они непотопляемы. Предпоследний их запрос был, поставить внутрь майнингового сервера защиту от протечки. И сделать эту установку в их понимании можно было с стиле прапорщика «Поезд стой! Раз-два!»
Сегодня я купил обе горелки. За разговором продавец скинул 20% с той горелки с вентилем на конце шланга. Я решил, что лучше варианта за 1050 руб я не найду. Прежде всего меня интересовали вентиль и шланг, но и сама горелка может пригодиться какую нибудь термоусадку большую осаживать на улице.
Сегодня открутил шланг от горелки Providus AV084.

И со стороны баллонного вентиля и со стороны ручки шланг накидных гаек не имеет. Это штуцеры с внутренней резьбой, посаженные на анаэроб. Декоративно как то. На ручке резьба М12х1,0 или что то очень похожее. Резьба на стороне вентиля однозначно по шагу не бьётся.


и куда планировалось соединять, какой балон?
ALPIC , Я хотел иметь горелку с кнопкой и поджигом и шлангом.
здесь хотел
cineman написал:
ALPIC , нашел в распродаже Куплю по-дешевке. Со временем надеюсь соорудить к ней шлаг и вилку для труб. Я очень привык к триггерной кнопке на горелке. Достало меня крутить вентиль на предыдущей лампе. Работа с кнопкой гораздо легче проходит.
В процессе поисков я нашёл много туристических горелок для приготовления пищи, у которых есть шланг с вентилем и наконечником 6/17. Но все эти шланги очень тонкие, т.к. мощность этих горелок редко превышает 1,5 кВт.
Такой Бензоматик стоит около 8 т.руб. Я хотел собрать из двух купленных горелок одну. Для этого нужно собрать переходной ниппель М12х1,0 х 7/16″. Тупо поиском подобного ниппеля не нашёл. Хотелось иметь этот шланг с вентилем общим звеном для обеих горелок, чтобы в случае нужды широкого факела использовать горелку 084. Искать токаря уже не хочу. Нынешний токарь заведёт на полчаса разговор о старых временах, о том, какой он мастер, а в конце разговора спросит:»Материал принесли?» Я уже насобачился зажимать пруток в дрель и болгаркой выбирать ненужное. Нужно найти плашку 7/16″. Резьбу М12х1,0 надеюсь найти в готовом виде
Пайка медных труб
Всё чаще можно услышать разговоры о том, что, мол, я спаял себе отопление из медных труб. И вправду, медь отличается хорошими эксплуатационными характеристиками, единственное что «кусается», так это цена.
Тем не менее, пайка медных труб, востребованная работа, которую можно при большом желании осуществить собственными руками. Существует две технологии, по которым можно паять медные трубы: низкотемпературная и высокотемпературная.
Для монтажа систем отопления выбирают вторую, высокотемпературную пайку. Что для её осуществления нужно? Какой припой и инструмент использовать? Всё это вы сможете узнать из данной статьи сайта «Сварка и Пайка» svarkapajka.ru .
Что нужно для пайки медных труб
Для выполнения работ связанных с пайкой медных труб понадобятся флюс, припой и газовая горелка. Флюс при пайке меди нужен для того, чтобы удалить с поверхности металла оксиды. Припой, само собой разумеется, нужен для спаивания вместе фитингов и труб.

Что касается припоя, то для высокотемпературной пайки медных труб понадобится припой без содержания свинца. Если будет осуществляться низкотемпературная пайка, то можно использовать припой с содержанием меди, олова, серебра и висмута.
Также для пайки будет необходим труборез, поскольку болгарку для резки медных труб лучше не использовать. Кроме того, потребуется фаскосниматель, с помощью которого можно было бы убрать заусенцы внутри труб. Ну и, само собой разумеется, что для пайки меди понадобится небольшая газовая горелка с узконаправленным пламенем.
Подготовка медных труб перед пайкой
Итак, после того, как все инструменты заготовлены, можно приступать к пайке медных труб. Для начала подгоняем две трубы, таким образом, чтобы они расположились друг к другу почти без зазора. Если нужно просто спаять две медные трубы вместе, то в работе понадобится фаскосниматель и развальцовка.

Сначала снимаем внутри труб заусеницы при помощи фаскоснимателя, а затем развальцовываем край одной трубы. Делать это нужно для того, чтобы труба зашла в другую трубу. Можно, конечно же, использовать для этих целей и специальные соединительные муфты, особенно в начале обучения.

Когда всё готово для пайки, концы труб нужно будет зачистить, и, по возможности, обезжирить. Для зачистки лучше всего использовать не наждачную бумагу, а специальную шлифовальную шкурку. После зачистки ещё раз проверяем, как хорошо соединяются медные трубы, после чего можно приступать к их пайке.
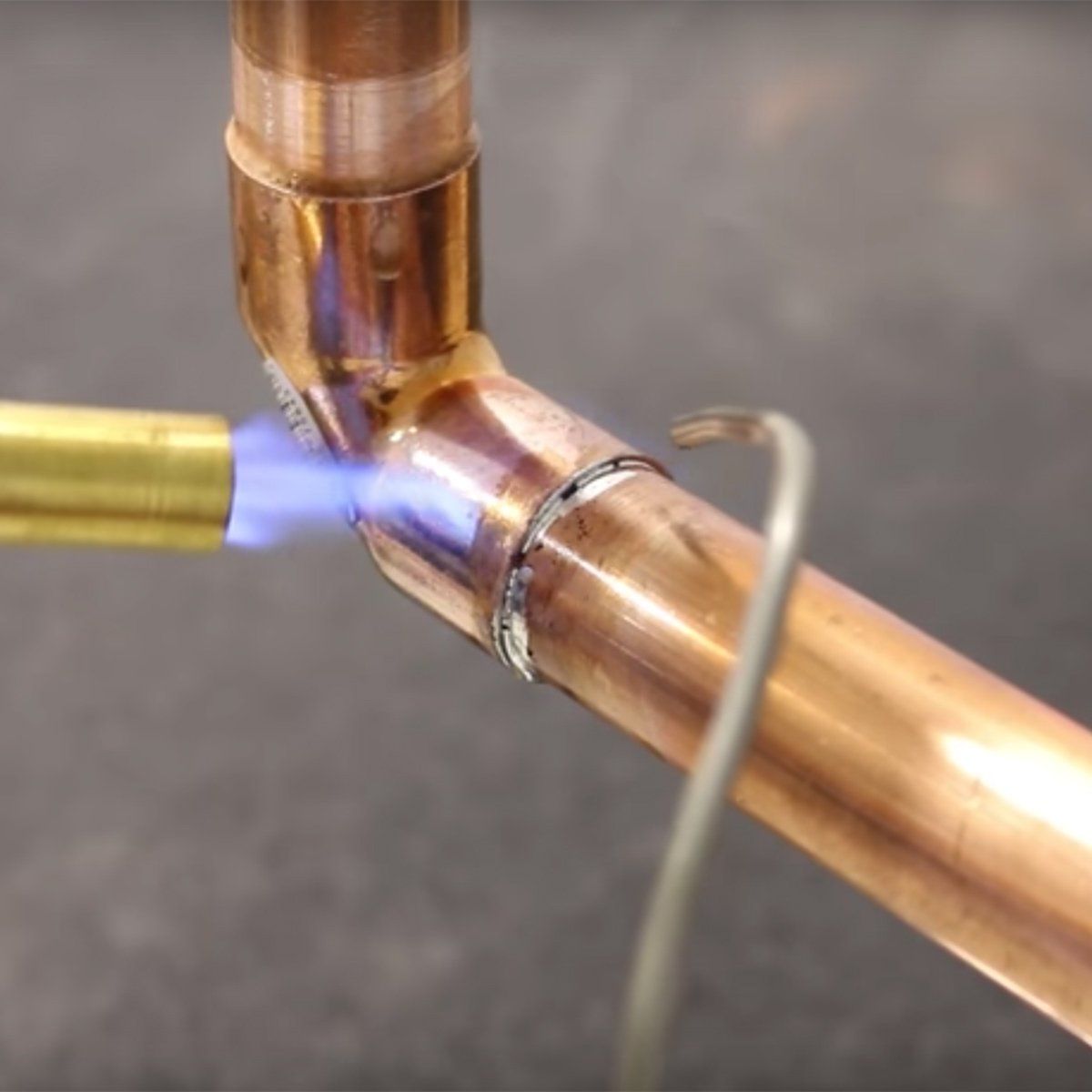
Пайка медных труб газовой горелкой
В первую очередь на концы соединяемых труб нужно нанести флюс. Для этих целей при помощи кисточки наносим одну каплю флюса на наружную часть той трубы, которая будет вставляться в другую. Флюсом трубу промазываем полностью, на всю глубину захода.

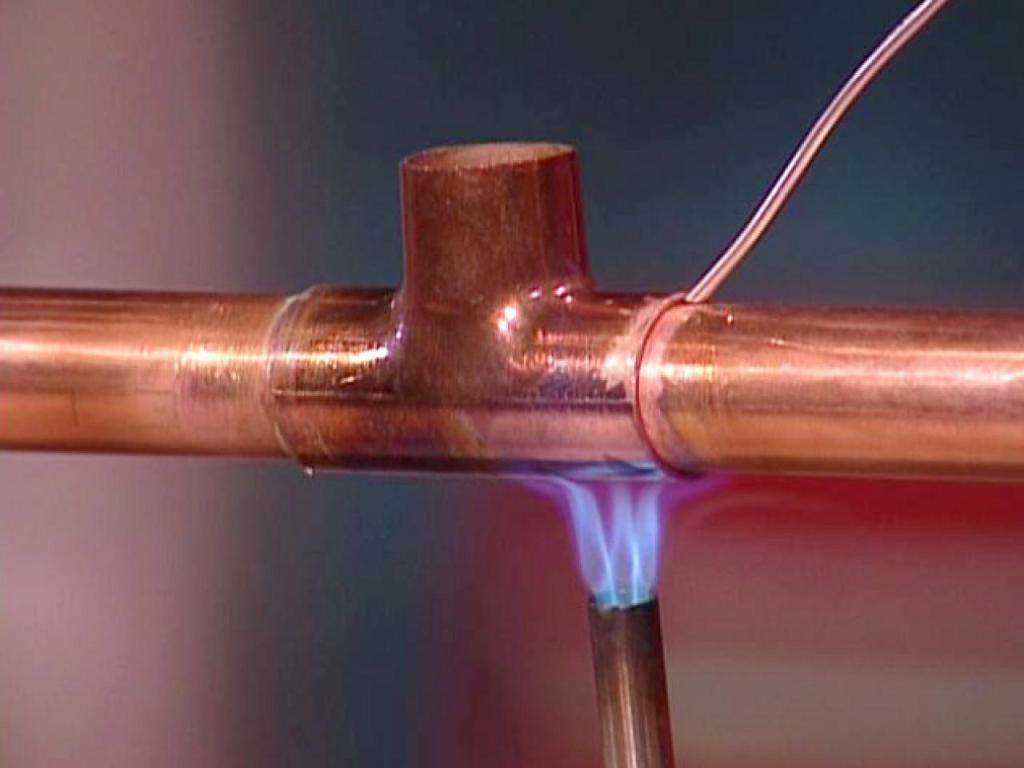
Затем берём и аккуратно вставляем одну трубу в другую до упора. Как только трубы соединены, можно зажигать газовую горелку и осуществлять пайку. Действовать нужно достаточно быстро, поскольку припой легко плавится.
Сначала хорошо прогреваем место соединения труб, промазанное флюсом, а затем подносим к нему пруток припоя. Как только припой начал плавиться, нужно добиться равномерного его растекания по всему месту соединения, слегка, по возможности, проворачивая медные трубы. При этом важно добиться, чтобы не было щелей в месте соединения, а припой не свисал бы со стыка в виде застывшей капли.

Пайка медных труб — это достаточно сложный технологический процесс, успех которого во многом зависит от правильной подготовки материалов. По этой причине рекомендуется потренироваться, и только затем приступать к соединению ответственных узлов и деталей из меди.
Принципы пайки медных трубок газовой горелкой
Медь обладает высокой устойчивостью к влаге, кислотным и щелочным растворам, износу стиранием. Трубопровод и фитинги из меди служат значительно дольше аналогичных изделий из стали. При пайке медных трубок газовой горелкой следует учитывать высокую электропроводность и теплоотдачу материала.
Внешне медный трубопровод с соединением фитингами, напоминает пластиковые трубы. Процесс создания герметичного соединения намного сложнее. Металл покрыт пленкой окислов с высокой температурой плавления. Соединить его нагревом и давлением невозможно. Создана особая технология пайки для меди и ее сплавов.
 Пайка медных трубок газовой горелкой
Пайка медных трубок газовой горелкой
Технология пайки
Детали из меди необходимо прочно соединить, исключая разрушение от внешних воздействий. Технология пайки медных деталей заключается в их нагреве и соединении между собой скрепляющим веществом. Припой имеет температуру плавления ниже, чем основной металл. Он легко проникает в пространство между деталями, заполняет капилляры. После остывания образуется прочное соединение материалов на уровне кристаллической решетки.
Флюс растворяет окисную пленку, позволяя нагретому припою соединиться с медью. Припой подносится к месту соединения хорошо прогретых деталей. Его температура плавления ниже. Припой расплавляется и затекает во все капилляры, равномерно по всей окружности. При остывании металлы образуют прочное соединение.
Компоненты для пайки
Трубопроводы из меди изготавливаются для систем водоснабжения и отопления. Начинать следует с составления чертежа. По нему рассчитывается количество всех необходимых компонентов:
- длина труб;
- количество фитингов;
- расход флюса и припоя.
Для создания изгибов труб нужны фитинги в виде уголков и тройников. Наращивание удобнее осуществлять соединительными муфтами. Пайка меди осуществляется с заходом одной детали в другую.
Выбор припоя
Прочность и герметичность соединения зависит от температур плавления материала. Существует два типа припоев:
- мягкие;
- твердые.
Мягким припоем осуществляется соединение труб водопроводов в частных домах. Он состоит из олова или свинца с дополнительными элементами, улучшающими жидкотекучесть. Металлы имеют низкую температуру плавления.
Твердым припоем соединяют медные детали при температуре нагрева выше 450⁰. В его составе содержится серебро или медь. Соединения с тугоплавкими материалами применяют для систем отопления, паротрубопроводов с высоким давлением и температурой более 130⁰.
 Мягкий припой
Мягкий припой
Выбор флюса
Флюс должен растворять окислы и способствовать растеканию припоя. Для меди подходят низкотемпературные составы, предназначенные для паяльников:
- натриевая соль;
- канифоль;
- вазелин;
- борная кислота.
Все материалы легко купить в магазине. Они безопасны, не выделяют вредных веществ при расплавлении.
Для высокотемпературной пайки подойдут смеси на основе фосфора и салициловой кислоты.
Инструмент для проведения пайки
Для герметичного и прочного соединения необходимо иметь оборудование для пайки медных изделий:
- труборез;
- фаскосниматель;
- наждачную бумагу;
- металлический ершик;
- кисточку;
- газовую горелку.
Для разметки понадобятся рулетка и карандаш или маркер. Если удлинение трубопровода будет производиться без переходников, понадобится труборасширитель. С его помощью нагревается и расширяется конец одной трубы и в него заводится вторая, по аналогии с пластиковыми соединениями.
Фаскосниматель обеспечивает ровные кромки без заусенцев. Его может заменить наждачная бумага средней зернистости.
Металлический ершик должен входить внутрь трубы и зачищать грязь, снимать пленку окислов. Кисточка используется для нанесения флюса на соединяемые поверхности.
Выбор газовой горелки
Газовая горелка для пайки меди выбирается с узким соплом, бытовая. Ширина пламени не должна превышать диаметр трубы. Конструкцию инструмента определяет газ, на котором он работает:
- МАРР-газ состоит из метилацетилен-пропадеина и природного сжиженного газа;
- пропан;
- ацетилен-кислород.
МАРР-газ обеспечивает быстрый нагрев, применяется профессионалами для пайки холодильников.
Пропановые горелки подходят для работы в маленьких мастерских. Они могут включаться пьезоэлементом при нажимании на кнопку пуска газа.
Ацетилен-кислородные горелки работают с одноразовыми малыми баллонами в условиях ограниченного пространства и со стационарными емкостями под газ.
При выборе горелки следует обращать внимание на наличие инжектора. Мощность должна быть достаточной, чтобы нагреть трубу за пару минут на заданную температуру. Назначение инструмента в техпаспорте — для пайки. Среди материалов, с которыми может работать горелка, должна числиться медь и ее сплавы.
 Ацетилен-кислородная горелка для пайки медных трубок
Ацетилен-кислородная горелка для пайки медных трубок
Сборка самодельной газовой горелки
Правильно собранная самодельная газовая горелка может заменить покупную при небольших объемах работ. Для изготовления инструмента своими руками нужны следующие детали:
- латунная трубка Ø 15 мм;
- деревянные бруски для ручки;
- кусок латуни для форсунки;
- регулировочный вентиль.
Латунную трубку следует вставить в ручку перпендикулярно, если она ровная. Согнутая монтируется в одной оси с рукояткой. Сверло должно иметь диаметр Ø 15 мм. Им просверливается отверстие в деревяшке, трубка вставляется и фиксируется эпоксидной смолой.
Отверстие форсунки должно быть 0,1 мм. Его следует просверлить сверлом 0,2–0,3 мм. Затем деталь зажимается в тиски, и торец клепается легкими ударами, пока отверстие не сузится до нужного размера. На другой стороне нарезается резьба для ввинчивания в трубку.
На трубке, возле ручки устанавливается регулировочный винт. На конце нарезается резьба для присоединения штуцера или шланга газового баллона.
Форсунку можно сделать из обычной иглы для инъекций. Она изготовлена их высоколегированной нержавейки и выдержит высокие температуры. Нужно сделать переходник для крепления иглы к трубке. Скошенный кончик сточить, сделать ровным, чтобы факел пламени горел прямо.
Этапы спайки медных труб
Процесс пайки медных труб простой, но требующий точного выполнения всех операций. Перед работой следует выбрать способ соединения труб. Следует заранее приготовить все детали и инструменты. Затем проводится пайка:
- Обрезка трубы до нужного размера с учетом захода ее в фитинг. Зачистка торцов.
- Поверхность медной трубы и отверстие соединительной детали следует тщательно обезжирить, зачистить щеткой и шкуркой. Металл должен стать блестящим, чистым.
- Смазать соединяемые поверхности тонким слоем флюса.
- Завести трубу в фитинг до упора.
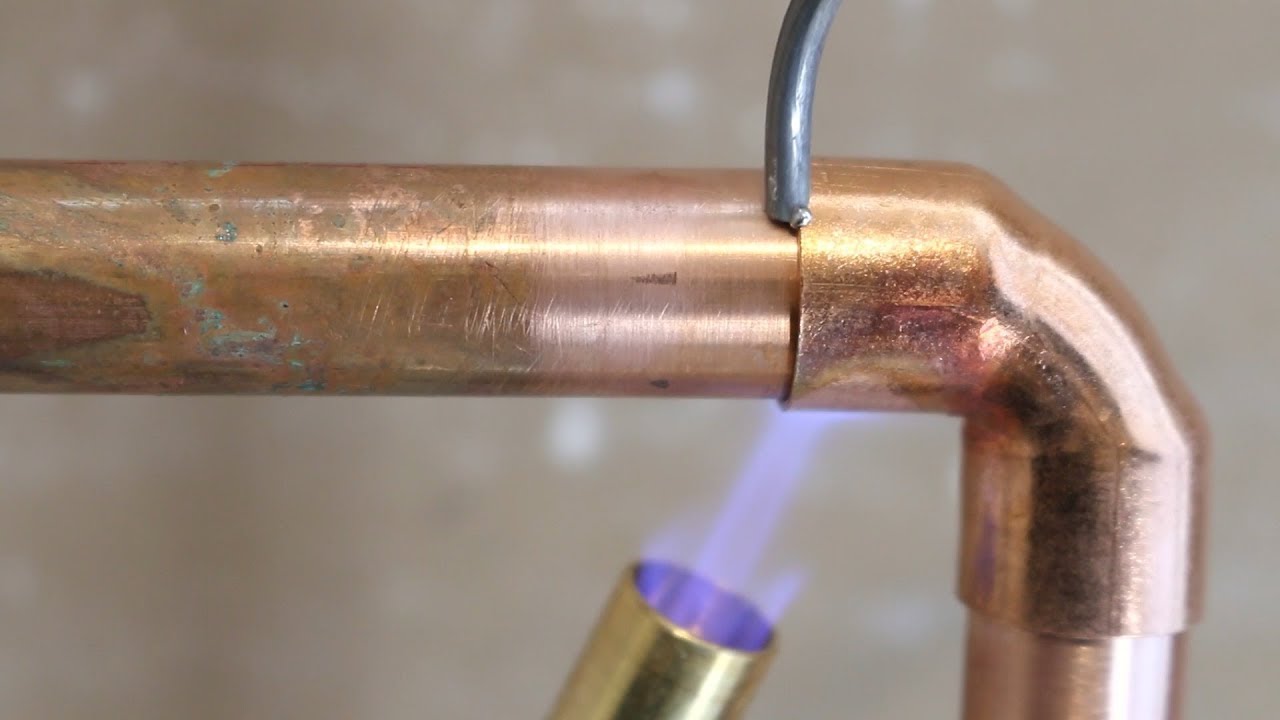
- Нагреть соединение с помощью пламени горелки. Медь должна стать красной.
- Поднести к торцу фитинга припой и расплавить его.
После остывание в естественных условиях с соединения удаляется шлак, остатки флюса и припоя.
Пайка медных трубок доступна в домашних условиях. Новичкам рекомендуется сначала потренироваться на обрезках, чтобы научиться чувствовать температуру нагрева и момент, когда нужно подносить припой.
Пайка медных труб: чем паять медь, разновидности флюса и припоев для меди
Да, на стальные и пластиковые (металлопластиковые) трубы приходится практически 80 % продаж трубопроводных коммуникаций. Остальной объем проката припадает на медные трубы. Низкая популярность медных коммуникаций обусловлена лишь их высокой стоимостью, в остальном же медные трубы значительно превосходят аналоги из стали и пластика. В обзоре будет рассказано как паять медные трубы.
Профессионально смонтированный медный трубопровод не имеет срока годности. Время службы медных коммуникаций сопоставимо со сроком эксплуатации самого здания.
Сборка и монтаж медного трубопровода может осуществляться несколькими способами:
- При помощи резьбовых соединений
- Методом пайки
Если говорить за медные трубы для бытовых коммуникаций, то практически всегда используется тонкостенный трубопровод. Такой прокат является пластичным и гибким, по этой причине к нему практически не применяются соединители под резьбу. Для монтажа медного трубопровода принято использовать пайку. В обзоре пойдет речь о том, как и чем паять трубы из меди.
Можно ли соединять медные трубы сваркой
Касательно сварки меди, традиционная электродуговая сварка не подходит для соединения медных деталей. Для сварки меди используются следующие методы:
- Газосварка
- Аргоновая сварка
Разумеется, соединение труб методом сварки применимо далеко не к любому виду медного проката. Сварка медных труб актуальна лишь для толстостенных коммуникаций, которые используются в промышленности. При помощи сварки соединяются медные трубы диаметром от 100 (мм) и более того.
Между газосваркой и пайкой медных труб есть много общего. И тот, и другой метод использует нагрев труб и припой.
Теперь подробнее о том, как паять медные трубы.
Какие методы пайки медных труб существуют
Различают несколько основных способов пайки меди:
- Горячий
- Холодный (капиллярный метод)
Горячая пайка отличается от холодной не толь ко температурой, а еще и типами припоя и флюса. Отличаться будет и технология подготовки медных соединений.
Горячая пайка медных труб
Горячий способ пайки подразумевает использование нагрева свыше 450 С. В данном случае припоем будет выступать тугоплавкий материал. Обычно это сплав меди (BCuP) или серебра (BAg). Конечно, для бытовых нужд вполне подойдет медный припой. Он недорого стоит и обеспечивает приличные прочностные характеристики соединений.
Метод горячей пайки применим к трубам диаметром от 12 до 150 (мм). Ключевым преимуществом горячего метода является получение шовного соединения повышенной твердости. Горячий метод еще называют «твердой пайкой».
Горячая пайка медных труб имеет допуск на создание даже газопроводных коммуникаций.
Паянные горячим способом медные трубы можно использовать в следующих сферах:
- Водопровод (горячий, холодный)
- Отопление
- Газопровод
- Кондиционирование
- Холодильные и морозильные камеры
Разумеется, у горячей пайки имеются и некоторые недостатки. Основным из них является появление эффекта отжига меди. При нагреве свыше 450 С структура меди становится более мягкой. То есть при использовании горячего метода пайки снижается прочность труб в месте пайки.
При пайке меди горячим методом обычно используют трубы со стенками потолще, чтобы отжиг был не так заметен.
Холодная или капиллярная пайка медных труб
Холодный метод пайки предусматривает нагрев коммуникаций до 450 С. При такой температуре можно использовать лишь припои начального класса: олово или свинец. По этой причине на высокие прочностные характеристики шовных соединений можно не рассчитывать.
Низкотемпературная (холодная) пайка применима для медных труб толщиной от 6 до 100 (мм). Ключевое преимущество холодного способа заключается в том, что при нагреве меди до температуры менее 450 С не происходит отжига. Это значит, что медные трубы останутся после пайки такими же жесткими и прочными, как и были изначально.
Холодный способ хорошо себя зарекомендовал при пайке медных труб с тонкой стенкой. Кстати, для бытовых нужд применяется в основном тонкостенный прокат.

Да, шовные соединения после капиллярной (холодной) пайки испытывают недостаток прочностных характеристик. Данный метод пайки медных труб не используется при создании газопроводных коммуникаций.
Дополнительно холодную пайку не используют и в том случае, когда коммуникации предназначены для транспортировки или циркуляции жидкости с температурой свыше 130 С.
Но несмотря на имеющиеся недостатки холодный метод пайки активно используется при установке труб в жилищных, административных и даже коммерческих объектах. Низкотемпературная пайка имеет допуск на использование в тех местах, где есть риск воспламенения находящихся рядом предметов.
Чем паять трубы из меди.
Что потребуется для пайки медных труб
При установке трубопроводных коммуникаций из меди мастеру будет сложно обойтись без следующего инвентаря:
- Газовая горелка – речь идет о компактных баллончиках с насадкой-резаком. Горелка должна обеспечивать тонкое направленное пламя длиной 50-100 (мм). Разумеется, можно обойтись и полоноразмерным газовым резаком, если он есть в наличии. Но резак достаточно опасно использовать на территории жилищных объектов.
Для работы с медными трубами существует специальный паяльник. Но специализированный нагреватель сможет себе позволить лишь специалист по установке медных коммуникаций, который занимается этим делом на коммерческой основе.
- Труборез – приспособление для порезки труб. Главным преимуществом трубореза перед ножовкой или болгаркой является возможность получения аккуратной кромки. При этом срез получается цилиндрической формы, без появления конуса и овала.
Конечно, при обработке труборезом тонкостенных коммуникаций срез может получаться не цилиндрическим, а овальным. Чтобы предотвратить деформацию торцевой части трубы, рекомендуется использовать специальные вставки. Этот же совет применим и к другим методам порезки труб.
Многие мастера при порезке медных труб отдают предпочтение ножовке по металлу. Помимо деформации торца в этом случае на стенках останутся заусенцы, которые впоследствии нужно будет аккуратно убирать.
Работа с медными трубами является деликатной. Даже мелкие заусенцы на торце коммуникаций могут стать препятствием для качественной пайки соединений.
- Наждак – перед нагревом труб и нанесением флюса контактные поверхности нужно зачистить от оксидной пленки. Если этого не сделать, то существенно снизится адгезия припоя.
Некоторые мастера используют вместо наждака щетку для зачистки металла. Для медных труб подходит лишь щетка с мягким металлическим ворсом. Такие щетки в народе называют «ведьмой».
- Расширитель труб – данный инструмент применим лишь к медным трубам с толщиной стенки не выше среднего. Благодаря расширителю появляется возможность увеличить диаметр торцевой части. В данном случае можно вставляются трубки одна в одну.
Для качественной пайки медных труб величина зазора между диаметрами торцевых частей соединения должна находиться в пределах 0,1-0,4 (мм). Это достаточно плотная посадка, которая при этом пропустит внутрь расплавленный припой.
Под действием флюса расплавленный припой становится неимоверно текучим.
Если не пользоваться расширителем и не увеличивать диаметр торца, то коммуникации придется соединять фитингом (штуфера, муфты, уголки, тройники и пр.). Негативным моментом использования фитинга является то, что пайку придется осуществлять с двух сторон для каждого соединения. Это лишняя трата сил и времени.
Дополнительно фитинги не растут на деревьях, их нужно покупать. Ударить по карману может приобретение медного фитинга. Если же работать с разнородными материалами, медь плюс нихром, есть вероятность, что в один прекрасный день какое-то из соединений даст течь.
Что еще нужно знать о том, как паять медные трубы.
Чем паять трубы из меди, разновидности припоев и флюса
Припой и флюс выбираются в зависимости от метода пайки. Для соединения медных коммуникаций холодным методом следует применять мягкие виды припоя (свинец или олово) и специальный флюс, предназначенный для нагрева до 450 С.
Низкотемпературный флюс желательно брать с наличием порошка в консистенции. Порошок является индикатором, который плавится при достижении нужной температуры нагрева.
Если медные коммуникации соединяются горячим способом, в этом случае следует применять твердые виды припоя. Для таких труб хорошо подходят припои на основе меди и серебра.
Обычно флюс для пайки медных труб фасуется в специальные баночки с кисточкой на крышке. Такой флюс очень удобно дозировать, его просто и безопасно хранить. Наличие кисточки позволяет наносить флюс точно и быстро. Это очень важно, если мастер рассчитывает получить соединения высокого качества.
Припои для горячей пайки чаще всего представлены стержнями диаметром 2-3 (мм). Касательно холодного метода пайки, в этом случае обычно используется тонкая проволока на основе припоя.

