
Соединение полипропиленовых труб без пайки
Соединение пластиковых труб без пайки. Фитинги и холодна сварка
 Полимерные детали могут быть соединены не только с помощью нагревательных элементов. Но как соединить полипропиленовые трубы без пайки? Пайка полипропиленовых труб для их соединения применяется не всегда. Наличие иных видов соединения помимо пайки является одной из их характерных особенностей. Отсутствие необходимости приобретать тем или иным образом сварочное оборудование делает этот тип сварки еще более популярным и доступным, так как немногие знают, как паять или как сварить трубы. Также отличительной чертой является возможность соединения пластиковых труб своими руками без специального оборудования. Как соединить пластиковые трубы без пайки?
Полимерные детали могут быть соединены не только с помощью нагревательных элементов. Но как соединить полипропиленовые трубы без пайки? Пайка полипропиленовых труб для их соединения применяется не всегда. Наличие иных видов соединения помимо пайки является одной из их характерных особенностей. Отсутствие необходимости приобретать тем или иным образом сварочное оборудование делает этот тип сварки еще более популярным и доступным, так как немногие знают, как паять или как сварить трубы. Также отличительной чертой является возможность соединения пластиковых труб своими руками без специального оборудования. Как соединить пластиковые трубы без пайки?
Существует два способа соединения полипропиленовых, полиэтиленовых и иных полимерных материалов без применения специального сварочного оборудования: сварка пластиковых труб с помощью компрессионных фитингов и холодная сварка.
Единственное, что вам потребуется помимо компрессионных фитингов для первого вида сварки – это специальный обжимной ключ. Обычно они продаются вместе. Для холодной сварки нужен только специальный клей. Последний тип соединения без пайки чаще применим только для холодного водоснабжения. Минусом соединения деталей без пайки является то, что на это требуется больше времени. Далее более детально будут рассмотрены каждый из видов и изложены ответы на вопросы как соединить полипропиленовые трубы без пайки и как спаять полипропиленовые трубы своими силами.
Соединение с помощью компрессионных фитингов
Спаять пластиковые детали можно с помощью компрессионных фитингов. Они применимы не только для соответствующего им типа труб. Как правило, нельзя использовать фитинги из материала, отличного от материала соединяемых элементов. Однако, особенностью таких фитингов является их универсальность, так как соединять можно разные трубы: алюминиевые с медными, из полиэтилена низкого давления с ПВХ и так далее. Поэтому, не каждой детали соответствует определенный тип фитинга. Еще одно преимущество этого вида соединения в том, что конструкция может быть как собрана, так и разобрана. Если же вы спаяли две детали, разъединить их как было уже не получится.

Конструкция фитинга состоит из следующих элементов: те, которые устанавливаются на окончание трубы (например, заглушки) и те, которые объединяют соединяемые элементы в единое целое.
Современный рынок насчитывает множество фитингов. Вот основные из них:
- Обжимные (они же компрессионные)
- Фланцевые
- Сварные
- Резьбовые
Компрессионный фитинг представляет собой корпус, не подверженный влиянию ультрафиолета. Внутри этого корпуса содержится запрессовывающая втулка и крышка. В материале корпуса содержится уплотнительное кольцо, которое способствует герметичному соединению, зажимное и упорное кольцо (иногда эти два кольца сочетаются в одном). В случае разборки/сборки деталей, уплотнительное кольцо подлежит замене на новое. Данные фитинги применяются для изделий из полиэтилена низкого давления (ПЭ 100, ПЭ 80, ПЭ 40), и полиэтилена низкой плотности. Обжимные фитинги помимо устойчивости к ультрафиолету, характеризуются также устойчивостью к химическим веществам агрессивного воздействия. Сфера применения соединений с использованием компрессионных фитингов характерна для малоэтажных домов, в уличных водопроводных системах деревней и поселков, теплицах. В связи с этим повторно следует отметить особенность этого вида соединения, а именно возможность разбора трубопровода в одном месте с целью переноса его к новому месторасположению.

При работе с фитингами обязательно предварительно нужно ознакомится с инструкцией и следовать строго ее положениям, а также правилам, изложенным далее по тексту. Перед работой необходимо ознакомиться с качеством труб, их размерами и их соответствием фитингам. Существуют максимально допустимые пределы отклонений от нормы при соединении: диаметр не может быть отклонен от номинального значения больше чем на 1%, а овал сечения не может быть больше 2%. Если эти пределы нарушены, тогда трубопровод лучше прокладывать в горизонтальном положении. Вручную трубопровод соединяют, если диаметр менее 50 мм, если более – тогда нужен специальный ключ. Соединение пластиковых труб без пайки должно осуществляться с соблюдением требований к тщательной очистке деталей от загрязнений и заусенцев, зачистке, чтобы кромки были гладкими, без дефектов. Для обрезки используют специальные ножницы. Отмечают необходимую длину вставки на изделии с помощью маркера.
Скорость соединения довольно быстрая. Гайку насаживают на один конец трубы, устанавливают кольцо зажима, после чего трубу вставляют в фитинг. Кольцо должно достичь упора. В заключение, в зависимости от диаметра трубопровода, закручивают гайку ручным способом или с применением ключа.
В результате мы получаем готовое соединение пластиковых труб без пайки.
Главные преимущества обжимных фитингов:
- Прочность конструкции
- Долговечность конструкции
- Простота и быстрота сборки
- Отсутствие подверженности к коррозии
- Универсальность
- Возможность соединения пластиковых труб своими руками без сварочного оборудования
Как спаять полипропиленовые трубы без паяльника с помощью холодной сварки или клеевого соединения
Холодная сварка пластиковых труб – это процесс соединения деталей без их нагрева. Спаять пластиковые элементы можно путем применения специального клея, который быстро затвердевает. Состав клеящегося вещества обычно состоит из эпоксидной смолы и отвердителя. Холодная сварка имеет черные или белые цвета. Обычно она используется для холодного водоснабжения. Но некоторые клеи применяются и для горячего. Это обязательно должно быть указано отдельно на упаковке.

Какая бывает клеевая масса:
- Текучие смеси (в упаковке должно быть две тубы: один с отвердителем, второй – с эластичным веществом; для примера: если вы собираетесь устранить отверстие в полимерном изделии, то содержимое туб нужно соединить непосредственно перед началом работы (своеобразный ремонт); обязательно нужно использовать смесь в течение не более, чем 20-ти минут, иначе она станет твердой).
- Пластическая масса (представляет собой брусок, состоящий из двух слоев: сверху отвердитель, а внутри – пластичная составляющая; напоминает пластилин).
Большинство профессионалов советуют использовать метод холодной сварки для конкретного перечня материалов, который предусмотрен инструкцией.
Также на упаковке указывается максимально допустимое значение температуры для конкретной смеси (обычно это около 260 градусов). Если четко соблюдать правила эксплуатации, то шов будет долговечным, прочным и герметичным. Существует клей для высоких температур воды (около 130 градусов).

Таким образом, пайка полипропиленовых труб является не единственным способом соединения полимеров. Возможно соединение пластиковых труб своими руками без применения сварочного аппарата. Полипропиленовые трубы своими руками можно соединять холодной сваркой или с применением компрессионных фитингов. Соединение полипропиленовых труб без паяльника с помощью фитингов обладает особенностями, среди которых самая важная – это возможность сборки и разборки конструкций.
Как соединить полипропиленовые трубы – обзор проверенных способов стыковки
По сравнению с металлическими и металлопластиковыми трубами полипропиленовые аналоги дешевле, долговечнее и надежнее. Еще один важный аргумент в их пользу − простота соединения и герметика стыков, что позитивно отражается на жизнеспособности всей трубопроводной системы.

С какими деталями стыкуются изделия из полипропилена
Если вы не знаете, как соединить полипропиленовые трубы, наши разъяснения окажутся кстати. Данная разновидность труб востребована при подготовке магистралей водопровода, отопления и орошения. Из-за долговечной эксплуатации полипропиленовых труб в сети водоснабжения, а это примерно полвека, такой вид все чаще предпочитают в качестве замены изношенных линий. А также данные трубы превосходно комбинируются со вспомогательными элементами из стали и полиэтилена.
Все трубы из полипропилена, согласно сфере применения, классифицируются на виды:
- Обычные трубы для монтажа трубопроводов с холодной водой (PN 10, 16).
- Универсальные толстостенные трубы для проведения отопительной системы, выдерживающие горячую воду с температурой +80ºC (PN 20).
- Композитные трубы, имеющие прослойку из металла или капрона, счищаемую при спайке. Применяются для монтажа системы отопления, где предельная температура горячей воды может достигать +95ºC (PN 25).

Соединения труб из полипропилена отличает отсутствие швов между составляющими трубопровода.
При их диаметре меньше 50 миллиметров можно воспользоваться всевозможными фитингами:
- муфтами для соединения участков одного поперечного размера;
- крестовинами для образования разветвлений;
- заглушками для герметизации концов трубы;
- переходниками для стыковки трубных изделий всевозможных диаметров;
- штуцерными фитингами для соединения труб с гибкими шлангами.

Если вы решили выполнить монтаж пропиленовых труб своими руками, то, в первую очередь, нужно купить или взять в аренду особый паяльник с насадками.
В придачу к нему потребуются:
- ножницы для труб из пластика;
- рулетка, маркер для разметочных работ;
- зачистка для трубных поверхностей.
Сваривание труб
Стыковка составляющих трубопроводной магистрали заключается в их обязательном нагревании и оперативном соединении частей. Для сварки труб используют бытовые аппараты мощностью до киловатта, которой вполне достаточно для оперативного и безупречного разогрева материала. В промышленном производстве применяют более сильные и дорогостоящие приборы. Покупая для этих целей специальный паяльник, вы дополнительно получаете насадки к трубам всевозможных диаметров. Трубу из полипропилена нужно прогревать снаружи, а фитинги − изнутри.

Как пользоваться паяльником? Во-первых, его нужно подключить к электросети и установить требуемую для разогрева температуру, которая зависит от величины поперечных сечений подлежащих свариванию пластиковых труб. Средняя температура варьирует от +250̊ до +270̊C.
Во-вторых, необходимо обязательно надеть защитные перчатки во избежание ожогов даже при малейшем касании к раскаленным деталям. При сваривании труб в домашних условиях важно соблюдать осторожность и основные требования техники безопасности. Читайте также: «Какое соединение полипропиленовых труб надёжнее – виды и особенности стыковки».
Спаивание труб
Рассмотрим соединение труб методом спаивания:
- С помощью ножовки или острых ножниц, не деформирующих пластик, отрезать трубы под углом 90̊. Если вы не знаете, как отрезать трубу под углом, нужно прочесть дополнительную информацию.
- При наличии на торце заусениц тщательно их счистить.
- Разметить глубину спайки, т.е. отмерить на трубе участок определенной длины для вхождения в муфту или тройник и нарисовать маркером риску. Помнить, что длина погружения в соединяющий элемент находится в прямой зависимости от диаметра изделий. Чем крупнее трубы, тем глубина спаивания должна быть больше.
Алгоритм действий немного изменится, если трубы армированные. Тогда перед процессом спаивания нужно обработать верхний слой трубного изделия, включающий фольгу из алюминия, волокно из базальта или капрона. С помощью специального инструмента легко удалится необходимая величина слоя. Нужно обратить особое внимание на тщательность снятия фольги. Даже незначительные ее излишки на трубе негативно отразятся на герметичности спайки.

Дальнейшие действия процесса спаивания:
- Установить на гладкую и надежную поверхность паяльник с насадками, которые заранее подобраны согласно диаметру труб.
- Одновременно на раскаленную насадку с двух сторон насаживают трубу и фитинг, продвигая до нанесенной маркером разметки.
- Разогреть пластик, выдержав определенное время, которое зависит от диаметрального размера труб. Например, если величина поперечного сечения изделия составляет 20 мм, то для разогрева достаточно 6 сек; если 32 мм — 8 сек.
- Затем элементы снимают с насадки и обеспечивают прочную фиксацию друг в друга. Ни в коем разе не производить поворотных движений.
- Чтобы обеспечить прочное сцепление стыка, нужно выдержать 4-10 сек. Этого времени будет достаточно для качественного застывания полипропилена и получения неразъемного соединения.
Обратите внимание, что очень важно соблюсти необходимое время нагрева. Если разогрев недостаточный, могут образоваться протечки. Излишний перегрев приведет к запаиванию пространства внутри трубы и возникновению оплыва. Не стоит его тут же удалять, т.к. разогретый пластик начнет деформироваться еще больше. Лучше подождать, пока изделие окончательно остынет, а потом удалить излишки.
Наши советы
Прежде чем приступить к процессу спаивания труб, лучше выполнить парочку тренировочных стыков. Проще работать с небольшими соединениями, установив аппарат для сварки прямо на столе. Так можно проверить, насколько правильно выполняется спайка труб.
А вот присоединять элементы к частично готовому трубопроводу будет сложнее:
- На трубу из полипропилена надеть насадку паяльника, в другую часть вставить тройник, держа сварочный аппарат на весу.
- При подготовке магистрального водопровода обязательно чередование последующих соединений. На труднодоступных участках лучше избегать стыковочных работ из-за сложности пользования паяльником.
- Материал должен быть сухим и чистым, потому что присутствие грязи и воды снизит качество стыка. Известно, что материал, если он мокрый, может деформироваться при нагревании.
- Все изделия (трубы, фитинги) приобретать от одного изготовителя, потому что химический состав элементов от разных производителей может отличаться, что в конечном итоге приведет к негерметичному соединению.
- Температурный режим в помещении, где ведутся работы с полипропиленом, должен быть оптимальным и не ниже +5̊C.
Соединение труб методом обжима
Нередко для ремонта потребуется разборка трубопровода. Если соединение составляющих магистрали выполнено методом спайки, что надежно и долговечно, то разобрать его практически нереально. Давайте рассмотрим, как соединить полипропиленовые трубы без паяльника, который не всегда можно купить либо арендовать у знакомых. В данном случае потребуются резьбовые фитинги с прижимным кольцом, которые получили название − цанговые (обжимные). И не зря, ведь такого рода соединение выдерживает нагрузку до 16 атмосфер.
Чтобы методом обжима состыковать между собой составляющие трубопровода, будут нужны дополнительные детали:
- тройники;
- паечные и комбинированные муфты с внутренней и наружной резьбой;
- угольники;
- переходники с наружной резьбой;
- заглушки;
- шаровые краны;
- тройники с накидной гайкой;
- всевозможные фитинги с резьбой;
- уплотнительные кольца для раструбного соединения полипропиленовых труб и др.

Нужно обратить внимание на один нюанс, что для обеспечения надежной герметичности все уплотнители и места соединения щедро обрабатываются силиконом.
- Отрезать часть полипропиленовой трубы.
- Надежно вставить ее в фитинг.
- Обмотать резьбу детали нитью для герметизации.
- Натянуть сверху обжимное кольцо, гайку.
- Обжимным ключом, о котором нужно позаботиться заранее, выполнить полное затягивание элементов трубы.
По сравнению со свариванием, на этот метод уходит намного больше времени, но он очень удобный при соединении полипропиленовых труб и радиаторов.
Стыковочная комбинация металла и полипропилена
При установке водопроводной и системы отопления встречаются места, где обязательно соединение труб из стали и пластика. Для таких случаев потребуются специальные переходники-фитинги, у которых с одной стороны присутствует гладкое отверстие для трубы из пластика, а с другой − вставка с резьбой из металла. Поэтому полипропиленовая труба стыкуется методом сваривания, а стальная − затягивается обжимным ключом. В результате, полученное соединение по прочности уступает сварному, но все равно прослужит много лет.

Обратите внимание, что по завершению установочных работ обязательно проведение пробного запуска воды в системе. Так можно проверить герметичность мест стыков труб и составляющих трубопровода. Возможно протекание резьбовых соединений, которые необходимо сразу же подтянуть ключом.
Как видим, можно провести самостоятельный монтаж водопроводной или отопительной системы из полипропиленовых труб. Главное − безукоризненно соблюдать требования инструкции по применению аппарата для сварки и технологию установочных работ. Очень полезным будет просмотр видео на эту тему.
Соединение полиэтилена и полипропилена
Такой вариант магистрали предусматривает приобретение специальных фитингов. Они понадобятся в случае, если вода в постройку поступает по трубам из ПНД, а в дальнейшем разводится с помощью полипропиленовых труб. В таких случаях достаточно часто выполняется пайка труб ПНД паяльником для полипропилена, что вполне допустимо.
Рассмотрим два случая, как соединять полипропиленовые трубы без сварки с полиэтиленовыми:
- К изделию из ПНД крепится муфта с резьбой, с одной стороны которой располагается соединение зажима. На конец полипропиленовой трубы также монтируется подобная резьбовая муфта, с одного края которой находится паечный стык, с противоположного − резьбовой. Чтобы избежать течи и добиться качественной стыковки, на резьбу накладывается пакля или ФУМ-лента.
- С применением фланцевого соединения. Уплотнитель из резины располагается между фланцами, которые между собой стыкуются болтами. Читайте также: «Виды соединений труб без сварки – какие бывают, плюсы и минусы».
Как соединить полипропиленовые трубы
Полипропиленовые трубы намного удобнее и практичней своих металлических собратьев. Их основные достоинства:
- легкий монтаж;
- не большой вес;
- не подвержены коррозии;
- не дорогие.

Благодаря своим преимуществам, они становятся все более популярными.
Как соединить полипропиленовые трубы
Еще одним важным преимуществом этого материала является то, что для монтажа не требуется ни кого нанимать, все можно сделать своими руками. Поэтому, если Вам необходимо заменить старый протекающий водопровод можете смело приступать к работе. Соединить полипропилен можно с помощью спайки или же применяя холодный метод.
1 способ – спаивание
Этот способ подразумевает наличие специального сварочного аппарата, который у специалистов именутся «утюг». Утюг — это своеобразный паяльник работающий от электричества. В комплекте с ним идут насадки разного диаметра.

Если Вы не собираетесь профессионально заниматься монтажом водопровода, такой прибор покупать не обязательно. Его можно взять в прокат, обычно все продавцы предоставляют такую услугу. Процесс спаивания полипропиленовых труб не сложный.
Видео: Как правильно паять трубы своими руками
Технология пайки
Соединяются изделия из полипропилена под воздействием высокой температуры. Сама труба должна нагреваться с внешней стороны, а все соединительные элементы с внутренней. Таким образом получается прочное соединение.

Этапы спаивания
- Включаем паяльник, он должен разогреться до 270 гр С. Пока происходит нагрев можно нарезать нужные заготовки и зачистить. Для удобства можно сделать пометки, которые покажут на какую глубину погружать их в сварочный аппарат. Отрезают их специальным труборезом или обычной ножовкой по металлу. Если нарезка производится ножовкой, следует обратить внимание на заусеницы и если они остаются, их необходимо срезать ножом.
- После того как паяльник нагрелся до необходимой температуры, на его насадки вставляем трубу и соединительные элементы. Для качественной спайки все элементы должны вставляться ровно. Движения должны быть быстрыми и уверенными. Детали которые подвергаются нагреванию нельзя сдвигать и крутить.
- Когда все элементы хорошо нагрелись, их снимают с паяльника и производят соединение друг с другом. Это также делается быстрыми и уверенными движениями. Детали соединяются с легким нажимом (без вращения) и фиксацией 10-15 секунд.
- После этой процедуры можно переходить к спаиванию следующего узла и так до победного конца, когда водопровод будет полностью спаян.
Нагретый полипропилен быстро остывает, при этом образуется прочное и надежное соединение. Буквально через час в систему можно подавать воду.

2 способ – без пайки
Это способ соединения, для которого не требуется наличие паяльного оборудования. При этом способе есть два варианта: соединение компрессионными фитингами и так называемая «холодная сварка».
Для варианта с компрессионными фитингами понадобится только специальный обжимной ключ. Этот ключ обычно продается в комплекте с фитингами.

Если вы остановитесь на варианте — «холодная сварка», тогда понадобится специальный «агрессивный» клей. Его наносят на детали, после чего соединяют их и прижимают, зафиксировав в таком положении на несколько секунд.
Соединение полипропиленовых труб с помощью клея подходит только для водопровода с холодной водой. Соединение полипропиленовых труб без спайки имеет большой недостаток, а именно — по сравнению с пайкой, время на монтаж трубопровода требуется существенно больше.

В заключение хочется сказать, что в самостоятельном соединении полипропиленовых труб нет ничего сложного. Как и в большинстве других строительных работах, от вас потребуется добросовестное и четкое выполнение всех технологических норм.
Тогда процесс соединения полипропиленовых труб будет выполнен быстро и главное качественно. А качество выполненной работы является залогом долговечной и надежной работы систем водоснабжения и отопления.
Посмотрите видео: Как правильно паять полипропиленовые трубы своими руками
7 ошибок пайки полипропиленовых труб с плачевными последствиями
Полипропиленовые трубы — востребованный материал для коммуникаций. Изделия используются для отопления и водоснабжения. Полипропилен, в виду своей доступной цены, завоевал сердца миллионов тех, кто не хочет сильно тратится. Если не тратишься на трубы, то и на рабочую силу не обращаешь должного внимания. Это побудило рынок сдвинуться в сторону большого количества мало обученных специалистов, которые не особо знают правила сварки полипропиленовых труб. В этой статье поговорим с вами о ключевых ошибках пайки ппр труб своими руками и обсудим, чем каждая ошибка может для вас кончиться.
Раньше применялись металлические трубы. Системы ремонтировались путем сварки. Такие сварщики и слесари были профильными специалистами. Могли обеспечить качественный ремонт. Отвечали за результат. Предоставляли гарантии.
Сейчас по-другому. Монтажом занимаются любители. Халтурщики без соответствующего образования и профессиональной подготовки. Даже мастер-специалист устанавливает трубы не по правилам. Из лени и экономии времени.
Ниже разберем семь грубейших нарушений пайки, допускаемые большинством профи и любителей. И советы, которые помогут смонтировать систему с полипропиленовыми трубами грамотно своими руками.
Посмотрите так же видеоверсию статьи с подробными примерами:
Не подготавливают материал перед сваркой
В 90% пайка полипропиленовых труб своими руками происходит на строящемся объекте или во время капитального ремонта. Грязь, пыль, цемент, песок — здесь стандартная ситуация.
Работники не обращают на грязь внимания. Стараются быстрее сдать объект, получить плату и уйти. В итоге трубы устанавливаются следующим образом: берется фитинг, вставляется в сварочный аппарат, стыкуется с трубой. Однако, упущен ключевой момент. Соединения нужно тщательно подготовить.
Трубы и фитинги находятся на грязном полу. На пыльных полках. Из-за ремонта на трубах скапливается большое количество строительной грязи, пыли, цемента. Полипропилен перед сваркой нужно обязательно очистить. Неочищенные соединения могут начать протекать. Через месяц, год, два или пять лет.
- протирают чистой влажной тряпкой;
- просушивают;
- обезжиривают.
Очищенные детали — ключевое условие грамотной установки. Обработку рекомендуют сами производители. Лишние элементы на стыках делают соединение неплотным. В последствии образуются щели, течи.

Каждое будущее соединение трубы и фитинга нужно протирать. Желательно делать это спиртосодержащими тряпочками или салфетками
Сварку соединительных деталей производят в проветриваемом помещении. Если работы на открытом воздухе. Участок защищают от осадков: дождя, снега, ветра.
После резки проверяют наличие заусенцев. Удаляют специализированными инструментами. Полирующими и режущими. Стружка внутри недопустима. Область соединения должна быть свободной от повреждений.
Не соблюдение времени нагрева трубы
Контактная сварка полипропиленовых труб производится с помощью сварочного аппарата. Прибор состоит из гильзы и дорна, которые плавят наружную и внутреннюю поверхности раструба.
Время нагрева — ахиллесова пята каждого второго сварщика полипропиленовых труб. ППР трубы должны находиться строго определенное время в сварочном аппарате (он же паяльник). Редкий мастер соблюдает рекомендации производителя. Температуру, количество секунд/минут. Даже если заявляет, что профи.

Для каждого диаметра трубы в сварочном аппарате предусмотрено свое время нагрева
Грамотный специалист следит, сколько времени труба находится в аппарате. Смотрит температуру. Показатели указаны в нормативах и требованиях. Перечислены в инструкциях. Доморощенные монтажники определяют время на глаз. Повышая риски поломки. Стыки дают сбой после установки, либо спустя несколько месяцев-лет.
Есть набор методов, которыми производится пайка полипропиленовых труб своими руками. Время нагрева, рекомендации, числовые значения указаны производителем в инструкции к пайке. Если изделия находились на сварочном аппарате недостаточно, произойдет протекание или расстыковка.
После сварки требуется чистка действующих поверхностей дорна и гильзы. Мастера-халтурщики чистки не делают.
Мгновенная стыковка трубы и фитинга
Третья ошибка плавно проистекает из второй. Трубы нужно не только нагреть и спаять, но и дать им остыть.
Во время пайки трубы с фитингом своими руками, нельзя отпускать соединение сразу. Нужно 3-7 секунд держать их плотно друг к другу (время зависит от производителя и диаметра трубы).

Обратите внимание. Если сразу «спаять» стык и отпустить, то фитинг отойдет от трубы на несколько миллиметров
Однако большинство мастеров соединяют стык и сразу отпускают, переходя к другим делам. Стык не успевает окрепнуть. А изделие-то не остыло. Крепление получится слабое. В области, где производится пайка полипропиленовых труб, появляется сдвиг. Пропускающий воду.
Перегрев трубы во время сварки
Стык недостаточно прогреть до необходимого состояния. Грамотный мастер следит, чтобы детали не перегрелись. Иначе пайка полипропиленовых труб будет непрочной.
- Выставлять в сварочном аппарате максимальную температуру.
- Долго держать трубу на аппарате (утюг расплавит материал).
Если допустить перегрев паяльника и трубы, трубы протекут через 3-5 месяцев. А может и сразу.
Когда стык перегревается, труба сужается. Не превышайте оптимальное время пайки трубы. Средняя рекомендуемая температура — 250-260 градусов.
Средняя длительность нагрева:
- 4 секунды (трубы 20 мм);
- 6 секунд (изделия 25 мм);
- 8 секунд (32 мм);
- 12 секунд (40 мм).

Вот так выглядит соединение перегретой полипропиленовой трубы после «пайки»
Перегреть — хуже, чем не до греть. Если пластик прогрелся недостаточно, процедуру повторяют. Перегретую деталь придется выбрасывать. Доморощенные слесари выставляют на аппарате максимальные показатели. Чтобы наверняка. Якобы сварится покрепче. И сэкономит время. А полипропилен плавится. Теряет свойства.
Проворачивание трубы во время сварки
Одна из распространенных ошибок среди новичков и даже опытных монтажников. Мастера, поставив трубу на сварочный аппарат, начинают ее прокручивать. Либо же прокручивают ее при соединения. Делать это во время пайки полипропилена — грубая ошибка. Производители не рекомендуют.
Слегка откорректировать трубу во время нагрева и пайки допустимо. Однако не проворачивать на 50-90 градусов. Утюг повредит структуру.
Чтобы сделать верный стык, детали регулируют заранее. Прежде чем ставить трубы ППР на сварочный аппарат. В противном случае во время поворота пластик деформируется. Стык получается непрочным.
Использование разнородных труб
На объектах встречается ситуация: не хватает деталей. Например, трубы есть — фитингов не достает. Мастер докупает фитинги другого производителя или использует те, что имеются в запасе.
Аналогичная ошибка — труба и фитинг разных цветов. Например, труба белая, а фитинг серый.

Белая труба и серый фитинг. Как вам?
Это не катастрофа. Серьезных проблем скорей всего не будет. Однако, подобная пайка полипропиленовых труб имеет ряд минусов:
- Не эстетично. Разные цвета не сочетаются. Портят вид изделия.
- У разных производителей разные составы полипропилена. Материалы могут плохо подходить. Давать нежелательные химические реакции при нагреве.
- Автоматически лишаетесь гарантии производителя
- Толщина стенок фитингов и труб может разнится.
Если произойдет гарантийный случай (хотя кто им воспользуется), а запчасти разные, производитель имеет право отказать обратившемуся.
Внешние температурные условия
Монтаж и сварка полипропиленовых труб проводятся при определенных температурах:
- При +5 градусов и ниже выполнять установку нельзя. Отмечено у всех производителей. Ошибки чреваты некачественными стыками.
- Трубу нельзя подвергать деформации при температуре ниже +15 градусов. Даже перевозка материала должна выполняться в правильное время. Учитывая, что многие изделия хранятся на холодных складах, ситуация усугубляется.
- Если монтаж производится зимой, помещение предварительно прогревают. Оптимальная температура пайки полипропиленовых труб — +10 градусов и выше.
- Предпочтительная рабочая температура окружающей среды — в диапазоне от +5 до +45 градусов. Чтобы во время пайки поддерживать равномерную температуру рабочей зоны, используют обогреватель.
Производители дают таблицы с нормативами. Последние показывают временные нормы нагрева, стыковки и остывания изделий. Время зависит от диаметра, состава материала и глубины установки. В холодном помещении время прогрева увеличивается на 1-2 секунды.
Для справки
Трубы на базе пластика имеют преимущества:
- универсальность;
- бесшумность;
- ударопрочность;
- герметичность;
- невосприимчивость к налету;
- долгий срок службы;
- простая быстрая установка;
- практичность;
- эстетичный внешний вид.
Есть и недостатки ппр труб. Про них есть отдельный материал:
Полипропилен приобрел популярность. Распространились доморощенные «профи». Не владеющие технологией. Пайка полипропиленовых труб выполняется некачественно.
Чтобы заниматься установкой, проходят обучающий курс. Длящийся несколько месяцев. В специализированном учебном учреждении. Однако клиенты не смотрят на образование.
Результат — на объект приходит халтурщик. Технологии нарушаются. Нормы не соблюдаются. Утюг имеет неверную температуру. Трубы протекают. Напор воды слабый. Новые владельцы системы начинают ругать не мастера, а материал.
Совет. Сварщика или слесаря выбирают ответственно. Проверяют работу. Контролируют процесс. Персонал, устанавливающий трубы ППР, должен пройти обучение. Быть технически компетентен для работы с соединениями.
Рабочая бригада должна иметь оборудование, обеспечивающее безопасное обращение с трубами из пластика. Рабочие инструменты собраны и проверены. Инструменты должны предназначаться для пластика. Иметь подходящие лезвия с учетом толщины стенок. В том числе электроинструменты.
Длительность эксплуатации ППР-трубопроводов — от 30 лет для холодного водоснабжения и от 50 лет для горячего. Неграмотная установка сокращает надежность системы до 1-2 лет.
Соединение трубопроводов из полипропиленовых труб
Трубопроводы из полипропилена, при качественной их сборке, способны прослужить без ремонта до полувека. Популярность коммуникаций из пластика при строительстве индивидуальных домов объясняется, в том числе тем, что монтаж полипропиленовых трубопроводов доступен для самостоятельного выполнения.

Выбор способа соединения пластиковых труб зависит от наличия специального инструмента, природы соединяемых материалов, назначения коммуникаций.
Способы соединения полипропиленовых труб
Все способы монтажа полипропиленовых труб можно разделить на две большие категории. В одну входит сварка материалов путем нагрева органического полимера до температуры расплавления. Ко второй можно отнести все «холодные» способы соединения, за исключением холодной сварки.
- Сварные стыки называются неразъемными. Здесь задействованы процессы диффузии. Однородные полимеры смешиваются на молекулярном уровне, образуя монолит. Такая стыковка является наиболее прочной, но требует специального инструмента или клея (при холодной сварке). Вторым минусом является невозможность временного демонтажа коммуникаций без разрушения части конструкции.
- Разъемные (резьбовые) соединения выполняют с использованием специальных фитингов. Их используют при стыковке тонкостенных труб малого диаметра, при выполнении конструкций из разных материалов, стыкуя полипропилен с полиэтиленом, с металлическими элементами.
Диффузионная сварка
Различают сварку встык (труба к трубе) и с использованием дополнительных фитингов (муфтовую). Это технологии, основанные на расплавлении полипропилена, которые отличаются нюансами проведения работ.
Диффузионная муфтовая сварка проводится на полипропиленовых трубах диаметром от 16 до 40 мм.
Здесь фитинг служит для поставки дополнительного количества полипропилена, чтобы соединение было надежным.
Для более толстостенных материалов сварку проводят встык, соединяя части трубы непосредственно, без использования дополнительных деталей. Производители полипропиленовых материалов предлагают фитинги полностью из полимерных материалов, комбинированные, с переходом на резьбу для металлических элементов.
Конфигурация фитингов выбирается исходя из особенностей трубопровода. Производители предлагают следующие виды соединяющих элементов:
- уголки, тройники, муфты;
- фитинги для соединения элементов одного диаметра, с переходом на другой диаметр;
- полностью полимерные или комбинации полимер-металл;
- с внутренней, внешней резьбой.

Диффузионная сварка полипропиленовых труб проводится с использованием специального инструмента. Для монтажа потребуется:
- сварочный аппарат или «паяльник» для полипропилена;
- труборез;
- специальный инструмент для зачистки армирования металлом;
- инструменты для снятия фаски со среза
- измерительные линейные инструменты, угольник, маркер, уровень.
Алгоритм соединения полипропиленовых труб муфтовой сваркой следующий:
- паяльник устанавливают на плоской поверхности, разогревают до 260 градусов, в процессе работы не выключают;
- на полотно аппарата устанавливают насадки нужного диаметра, предназначенные для трубы и фитинга;
- армированные алюминием трубы предварительно очищают от металла;
- все срезы обезжиривают, очищают от загрязнений, заусенец, снимают фаску;
- подготовленные части трубопровода физическим усилием насаживают на разогретые приспособления и выдерживают необходимое время;
- снимают одновременно, двумя руками и немедленно соединяют между собой, фиксируют до остывания.
Расплавленный полипропилен смешивается между собой на уровне молекул (процесс взаимного проникновения или диффузия), образуя цельную конструкцию.
Стыковое соединение
Сварка встык основана также на процессе тепловой диффузии полипропилена, но проводится с использованием другого инструмента.
Для соединения полипропиленовых труб методом «встык» понадобится сварочный дисковый агрегат (с центровочным приспособлением), который устанавливают стационарно. Технология используется для монтажа трубопроводов диаметром более 6 см, при достаточной толщине стенки (более 4 мм).
- Прогревают соединяемые элементы в закрепленном виде, одновременно прислоняя их к дисковому паяльнику.
- Состыковывают нагретые элементы и удерживают до остывания.
У толстых стенок достаточно «материала» для образования крепкой сцепки. Сварка встык позволяет получить качественные трубопроводы из полипропилена, которые можно на десятилетия спрятать под землю.
Обратите внимание! Требования к срезам для стыковой сварки повышенные, поскольку от полного контакта стенок зависит качество монтажных работ. Срезы проводят строго перпендикулярно оси трубы и параллельно друг другу, очищают от загрязнений, шероховатостей.
Что следует помнить при монтаже горячим способом:
- соединяемые части нельзя проворачивать на паяльнике или при соединении между собой;
- после каждой пайки тефлоновые насадки необходимо очищать от следов полипропилена;
- если оставить грязные насадки до остывания сварочного аппарата, то очистить их, не повредив покрытие, будет невозможно;
- всегда важно центровать соединяемые части по одной оси и выдерживать необходимый угол.

Обратите внимание! Диффузионную сварку следует проводить при температуре воздуха не ниже 10 градусов. Если работы проводятся на улице, то место работы нужно защитить от непогоды. Дождь и ветер критично снижают качество соединения.
Сварка с помощью электрофитингов
Возможна диффузионная муфтовая сварка без использования паяльника. Такое соединение полипропиленовых труб выполняется с использованием специальных электрофитингов, которые берут на себя роль нагревательного аппарата.
Электрофитинг представляет собой полипропиленовый фитинг, в который встроены нагревательные элементы. Контакты их выведены наружу. При монтаже трубопровода достаточно «надеть» такой фитинг на трубу, подсоединить электроды к специальному аппарату.
Обратите внимание! Процессы, происходящие с полипропиленовыми материалами при температурной диффузионной, сварке не отличаются друг от друга, какой бы способ нагрева вы не выбрали.
Холодная сварка
Здесь соединение полипропиленовых материалов основано на химическом «расплавлении». Специальное вещество «полипропиленовый клей» наносят на соединяемые части, выдерживают определенное время. Соединяют фитинг и трубу простым физическим усилием и дают материалу стабилизироваться.
Полученная спайка является менее прочной, чем сделанная при нагреве. По этой причине холодная сварка полипропиленовых коммуникаций используется только для транспортировки охлажденных жидкостей. Однако такой способ соединения полипропиленовых труб освобождает от необходимости задействовать дорогостоящее оборудование.
Разъемные соединения
Резьбовые и обжимные соединения полипропиленовых трубопроводов применяют там, где необходима либо периодическая его разборка, либо требуется соединить материалы разной природы.
Обжимные
Выполняют с использованием специальных обжимных (цанговых) фитингов и ключей при соединении полипропилена с металлом. Суть метода в том, что полипропиленовая часть монтируется способом обжатия трубы фитингом, противоположная сторона которого представляет собой металлическую резьбу.
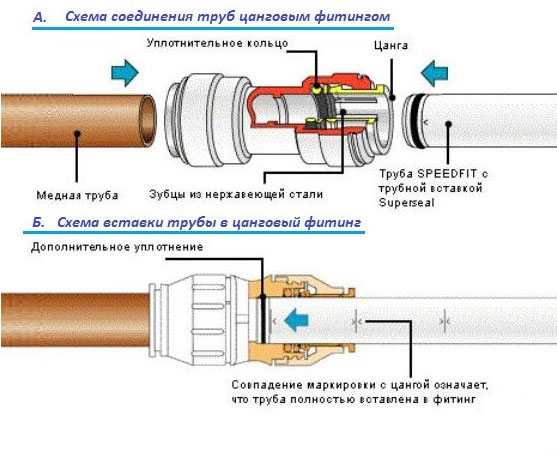
Конец полипропиленовой трубы вставляют в фитинг, затягивают соединение специальным обжимным кольцом (или гайкой) и обязательно смазывают для герметичности силиконом. Способ соединения полипропиленовых труб особенно востребован при монтаже отопительных систем, в соединении радиатора и трубопровода.
Резьбовые
Резьбовые соединения применяют при соединении металла и пластика. Здесь используют специальные комбинированные фитинги, один конец которых полипропиленовый и соединяется муфтовой диффузионной сваркой с аналогичной трубой. Другой конец фитинга с металлической резьбой, к которому прикручивается металлическая часть трубопровода.
Для монтажа соединения пластик-металл потребуются:
- разводные ключи;
- специальные фитинги;
- материал для герметизации стыков;
- муфта-американка и специальный ключ с зацепами.
Соединение двух труб любого типа удобно проводить с использованием специальной муфты с накидной гайкой, которая носит название «американка». Муфта-американка позволяет соединить полипропиленовый трубопровод в местах, где невозможно использование сварочного аппарата.
Резьбовое соединение позволяет легко разобрать конструкцию без повреждения ее узлов. Для герметизации резьбы применяют специальные синтетические нити или льняную паклю, пропитанную краской.
Стыковка полипропилена и полиэтиленовых материалов
Соединение полиэтиленовых и полипропиленовых частей трубопровода может быть востребовано при монтаже холодного водоснабжения. Здесь также используют специально изготовленные фитинги для резьбовых и фланцевых соединений, пайки.
- Первый способ соединения, когда фитинг предполагает сварку с полипропиленовой частью и обжимное соединение с полиэтиленовой трубой.
- Второй способ – соединение фланцевое. Герметизацию фланцевого стыка осуществляют установкой резиновой прокладки.
Необходимость в таком комбинировании возникает, если подводка к дому из полиэтиленовых материалов, а разводка внутренняя из полипропиленовых.
Соединение враструб
Соединение полипропиленовых труб без использования фитингов, резьбы или сварки возможно при монтаже труб диаметром от 50 мм, которые имеют специальное расширение на одном конце. Производитель снабжает уплотнительным резиновым кольцом такое изделие изначально. Сборщику остается только вставить трубы друг в друга.
Стыковка полипропиленовых труб враструб используется повсеместно при монтаже отвода водных стоков, канализации в индивидуальном строительстве.

