
Равнопрочный стык квадратной трубы серия
Можно и без сварки: 5 легких способов соединить профильную трубу
Если под рукой нет инвертора или вам просто нужно сделать из профильной трубы разборную конструкцию, рекомендуется использовать элементы с болтовым крепежом. С помощью таких крепежей можно собирать не только мобильные, но и стационарные конструкции. А для работы понадобится только набор слесарных инструментов с гаечными ключами!
 5 легких способов соединить профильную трубу
5 легких способов соединить профильную трубу
Как соединить профильную трубу без сварки?
Есть несколько методов соединения, которые в зависимости от способа выполнения делятся на:
- жесткие (использование фланцев, «крабов», фитингов и муфт);
- плавающие (сюда относятся такие элементы, как клипсы и стяжки).
Рассмотрим каждый из способов более детально.
 Есть разные способы соединения профильной трубы
Есть разные способы соединения профильной трубы
Цены на профильные трубы
Способ №1. Краб-элементы
Универсальные крепежные элементы, предназначенные для соединения профильной трубы прямоугольного/квадратного сечения. Каждый «краб» состоит из нескольких частей, которые при монтаже стягиваются болтами. Части «краба» выполняются из 1,5-миллиметрового металла, имеющего стойкое полимерное либо цинковое покрытие.
 Краб-крепление для профильной трубы
Краб-крепление для профильной трубы
Существуют такие виды краб-элементов:
- объемные (предназначены для соединения трех труб по углам или четырех внутри);
- Т-образные (предназначены для соединения трех труб);
- Х-образные (предназначены для фиксации четырех труб);
- Г-образные (предназначены для соединения двух профилей).
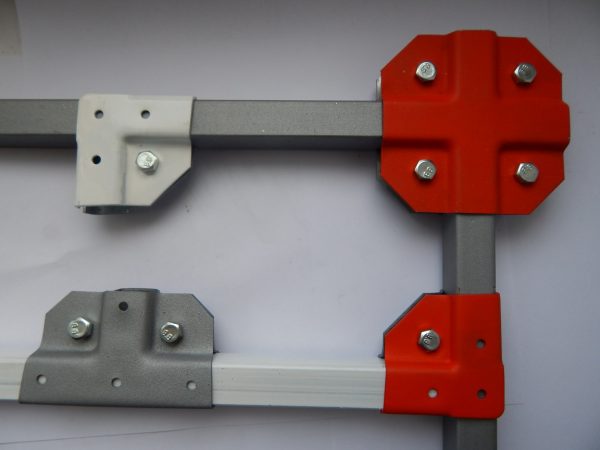 Разновидности креплений профильных труб краб-системой
Разновидности креплений профильных труб краб-системой
Домашние мастера используют краб-системы, чтобы без сварки собирать:
- теплицы, парники;
- стеллажи, скамейки;
- летний душ;
- клетки для питомцев, вольеры;
- беседки, навесы;
- опоры для вьющихся растений, легкие ограждения.
 Такие крепежи используются в теплицах и парниках
Такие крепежи используются в теплицах и парниках
На заметку! Еще краб-системы используют для временного соединения деталей при ремонте сварных конструкций. В целом, это достаточно надежный способ соединения, едва ли уступающий сварке по прочности.
- большой срок службы (до 50-ти лет);
- конструкции можно многократно собирать/разбирать;
- доступная стоимость краб-элементов;
- со сборкой справится даже неквалифицированный работник;
- универсальность.
- нельзя соединять трубы больше 40х40 мм;
- места соединений нужно защищать от коррозии, т. к. в них скапливается влага;
- трубы можно соединять лишь под углом 90 градусов;
- если возникнет большая нагрузка на разрыв, может произойти вытаскивание труб из краб-элементов;
- гайки нужно регулярно подтягивать.
Цены на краб-системы для профильных труб
Видео – Краб-системы для профильной трубы
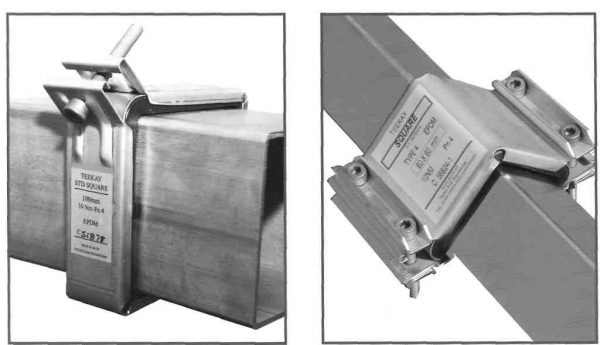
Способ №2. Хомуты
Для соединения труб с ограждениями используются хомуты с болтами, состоящие из 2-х половин. Одна часть устанавливается на потолок/стену. Вставляется труба, ее положение фиксируется второй половиной за счет стягивание болтов. Данный способ соединения называется клипсой.
 Хомут для соединения квадратных труб
Хомут для соединения квадратных труб
Если правильно подобрать размеры, элементы собираются без провисов. С помощью регулируемых хомутов можно соединять трубы с любым сечением. Но важно помнить, что стальные профили нужно соединять хомутами из стали, а полимерные – элементами из пластика.
Способ №3. Фитинги
Если профильные трубы необходимо соединить с загибами и ответвлениями, на торцы ставятся специальные крепежи – фитинги. Есть фитинги для наружного и внутреннего применения, а по своему назначению они делятся на:
- крестовины, тройники (чтобы создавать ответвления разного или одинакового сечения);
- муфты (чтобы стыковать прямолинейные участки);
- угольники (чтобы создавать колени и повороты для изменения направления трубы).
 Труба устанавливается внутрь фитинга
Труба устанавливается внутрь фитинга  Фитинг устанавливается внутрь трубы
Фитинг устанавливается внутрь трубы
Алгоритм сборки выглядит следующим образом:
- вначале на торцы нужно надеть обжимные гайки;
- затем нужно установить кольца – зажимные/прижимные/уплотнительные;
- после этого надевается фитинг;
- в конце нужно затянуть гайки на торцах, чтобы скрепить детали.
 Фитинг для соединения труб круглого сечения
Фитинг для соединения труб круглого сечения
Цены на соединитель для профильных труб
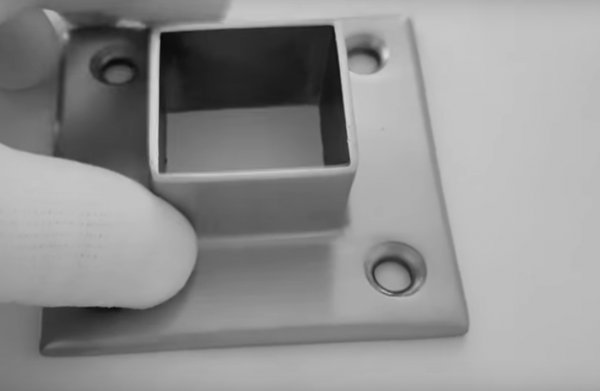
Способ №4. Фланцы
Такой крепеж состоит из пары прямоугольных или круглых металлических пластин с отверстиями под болты и трубы. Алгоритм сборки выглядит так:
- торцы труб нужно срезать перпендикулярно относительно оси;
- следует удалить заусенцы, после чего надеть фланцы;
- между ними устанавливается резиновая прокладка, при этом нужно следить, чтобы ее наружный край равномерно выходил на 8-10 мм;
- в конце фланцы нужно скрепить болтами с гайками.
 Фланец для квадратной трубы
Фланец для квадратной трубы
Чтобы соединение получилось долговечным и надежным, при сборке нужно следовать нескольким несложным правилам.
- Прокладка должна быть одна, не больше, иначе снизится герметичность.
- Каждые один-два года состояние прокладки следует проверять.
- Гайки лучше закручивать диаметрально расположенными парами – это также повысит герметичность.
- Важно, чтобы прокладка не касалась болтов.
- Если собирается водопровод, то прокладки должны быть из картона, пропитанные олифой.
- Резьба болта не должна выходить из гайки больше, чем на ½ часть длины.
- Для герметизации стыков в отопительных системах используется асбестовый картон.
 Есть ряд правил соединения профильных труб фланцем
Есть ряд правил соединения профильных труб фланцем
Какой способ соединения выбрать?
Выбирая способ соединения, учитывайте тип и назначение будущей конструкции:
- если выберите фитинги, то помните, что соединения все же лучше усилить сваркой по причине недостаточной прочности;
- краб-системы больше подходят для сборки небольших хозяйственных или садовых конструкций;
- фланцы применяют для профильной трубы большого сечения в конструкциях, которые часто приходится разбирать/собирать.
 Правила выбора подходящего соединения
Правила выбора подходящего соединения
Покупая крепежные элементы, обращайте внимание не следующие моменты:
- первый этап работы – это создание эскиза, по которому будет подсчитываться количество требуемых материалов;
- не покупайте краб-элементы, стенки которых имеют толщину меньше 1,5 мм (такие не обеспечат требуемой прочности);
- крепежи не должны иметь вмятин, трещин, отклонений по размерам или конфигурации;
- детали с пятнами ржавчины или с поцарапанной поверхностью долго не прослужат;
- очень важен и производитель, отдавайте предпочтение продукции хорошо зарекомендовавших себя компаний.
Для создания построек своими руками оптимальным вариантом являются краб-системы. Но он применим далеко не во всех случаях, когда требуется собрать конструкцию из профильной трубы. К примеру, сварной трубопровод в стене или сварные ворота будут более надежными в эксплуатации.
Видео – Как соединить профильную трубу без болтов и сварки
13. Сварные соединения трубопроводов
Типы, конструктивные элементы и их размеры установлены ГОСТ 16037-80 в ред. 1991г.
Условные обозначения способов сварки трубопроводов из сталей: ручной дуговой сварки Р; дуговой сварки в защитном газе: ЗП — плавящимся электродом; ЗН — неплавящимся электродом; Ф — дуговой сварки под флюсом; Г — газовой сварки.
Конструктивные элементы и размеры сварных соединений стальных трубопроводов приведены в табл. 22.
Технические требования и принятые обозначения.
1. При изготовлении тройников и крестовин из труб должны применяться типы сварных соединений, установленные для отростков с трубами, а при сварке тройников, крестовин и переходов с трубами или фланцами — соответственно типы сварных соединений труб с трубами или труб с фланцами.
2. Сварка стыковых соединений деталей неодинаковой толщины при разнице, не превышающей значений, указанных ниже в табл. 22а, должны производиться так же, как деталей одинаковой толщины; конструктивные элементы подготовленных кромок и размеры сварного шва следует выбирать по большей толщине.
Для осуществления плавного перехода от одной детали к другой допускается наклонное расположение поверхности шва. При разнице в толщине свариваемых деталей свыше значений, указанных в табл. 22а, на детали, имеющей большую толщину, должен быть сделан скос до толщины тонкой детали. При этом конструктивные элементы подготовленных кромок и размеры сварного шва следует выбирать по меньшей толщине.
22а. Разность толщин свариваемых деталей
Толщина тонкой
детали
Разность толщин
деталей, мм
3. Шероховатость обрабатываемых под сварку поверхностей не более 80мкм.
4. Остающиеся подкладки и муфты должны изготовляться из стали той же марки, из которой изготовлены трубы.
Для труб из углеродистой стали допускается изготовлять остающиеся подкладки и муфты из сталей марок 10 и 20 по ГОСТ 1050-88.
5. Зазор между остающейся подкладкой и трубой для сварных соединений, контролируемых радиографическим методом, должен быть не более 0,2мм, а для соединений, не контролируемых радиографированием, — не более 0,5мм. Местные зазоры для указанных соединений допускаются до 0,5 и 1,0мм соответственно.
6. Зазор между расплавляемой вставкой и торцовой или внутренней поверхностью трубы должен быть не более 0,5мм.
7. В сварных соединениях отростков с трубами допускается присоединение отростков под углом до 45 ° к оси трубы.
8. В сварных соединениях У18 и У19 размеры е и g в сечении А-А должны устанавливаться при проектировании; при этом размер е должен перекрывать утонение стенки трубы, образуемое при вырезке отверстия, на величину до 3мм, а размер а должен быть не менее минимальной толщины стенки свариваемой детали.
9. Швы с привалочной стороны фланцев допускается заменять развальцовкой конца трубы.
10. Предельные отклонения катетов углового шва К, К1 от номинального в случаях, не оговоренных в табл. 22, должны соответствовать:
+5мм при К > 12мм.
11. Допускается выпуклость углового шва до 2мм при сварке в нижнем положении и до 3мм при сварке в других пространственных положениях. Вогнутость углового шва до 30% величины катета, но не более 3мм.
12. Для сварных соединений труб с толщиной стенки более 4мм допускается сварка корня шва способом, отличным от осевого способа сварки.
22. Конструктивные элементы подготовленных кромок сварных соединений стальных трубопроводов (по ГОСТ 16037-80 в ред. 1991г.)
Условное обозначение сварного соединения
Конструктивные элементы и размеры
Способ сварки
s = s1
b
е
g
подготовленных кромок свариваемых деталей
СНиП III-42-80 : Сборка, сварка и контроль качества сварных соединений трубопроводов
4.1. Перед сборкой и сваркой труб необходимо:
произвести визуальный осмотр поверхности труб (при этом трубы не должны иметь недопустимых дефектов, регламентированных техническими условиями на поставку труб);
очистить внутреннюю полость труб от попавшего внутрь грунта, грязи, снега;
выправить или обрезать деформированные концы и повреждения поверхности труб;
очистить до чистого металла кромки и прилегающие к ним внутреннюю и наружную поверхности труб на ширину не менее 10 мм.
При стыковой сварке оплавлением следует дополнительно зачищать торец трубы и пояс под контактные башмаки сварочной машины.
4.2. Допускается правка плавных вмятин на торцах труб глубиной до 3,5 % диаметра труб и деформированных концов труб безударными разжимными устройствами. При этом на трубах из сталей с нормативным временным сопротивлением разрыву до 539 МПа (55 кгс/мм2) допускается правка вмятин и деформированных концов труб при положительных температурах без подогрева. При отрицательных температурах окружающего воздуха необходим подогрев на 100—150°С. На трубах из сталей с нормативным временным сопротивлением разрыву 539 МПа (55 кгс/мм2) и более — с местным подогревом на 150—200° С при любых температурах окружающего воздуха.
Участки и торцы труб с вмятиной глубиной более 3,5 % диаметра трубы или имеющие надрывы необходимо вырезать.
Допускается ремонт сваркой забоин и задиров фасок глубиной до 5 мм.
Концы труб с забоинами и задирами фасок глубиной более 5 мм следует обрезать.
4.3. Сборка труб диаметром 500 мм и более должна производиться на внутренних центраторах. Трубы меньшего диаметра можно собирать с использованием внутренних или наружных центраторов. Независимо от диаметра труб сборка захлестов и других стыков, где применение внутренних центраторов невозможно производится с применением наружных центраторов.
4.4. При сборке труб с одинаковой нормативной толщиной стенки смещение кромок допускается на величину до 20 % толщины стенки трубы, но не более 3 мм при дуговых методах сварки и не более 2 мм при стыковой сварке оплавлением.
4.5. Непосредственное соединение на трассе разнотолщинных труб одного и того же диаметра или труб с деталями (тройниками, переходами, днищами, отводами) допускается при следующих условиях:
если разность толщин стенок стыкуемых труб или труб с деталями (максимальная из которых 12 мм и менее) не превышает 2,5 мм;
если разность толщин стенок стыкуемых труб или труб с деталями (максимальная из которых более 12 мм) не превышает 3 мм.
Соединение труб или труб с деталями с большей разностью толщин стенок осуществляется путем вварки между стыкуемыми трубами или трубами с дeтaлями переходников или вставок промежуточной толщины, длина которых должна быть не менее 250 мм.
При разнотолщинности до 1,5 толщины допускается непосредственная сборка и сварка труб при специальной разделке кромок более толстой стенки трубы или детали. Конструктивные размеры разделки кромок и сварных швов должны соответствовать указанным на рис. 1.
Смещение кромок при сварке разностенных труб, измеряемое по наружной поверхности, не должно превышать допусков, установленных требованиями п. 4.4 настоящего раздела.
Подварка изнутри корня шва разностенных труб диаметром 1000 мм и более по всему периметру стыка обязательна, при этом должен быть очищен подварочный слой от шлака, собраны и удалены из трубы огарки электродов и шлак.
Рис. 1. Конструктивные размеры разделки кромок и сварных швов разнотолщинных труб (до 1,5 толщины стенки)
4.6. Каждый стык должен иметь клеймо сварщика или бригады сварщиков, выполняющих сварку. На стыки труб из стали с нормативным временным сопротивлением разрыву до 539 МПа (55 кгс/мм2) клейма должны наноситься механическим способом или наплавкой. Стыки труб из стали с нормативным временным сопротивлением разрыву 539 МПа (55 кгс/мм2) и более маркируются несмываемой краской снаружи трубы.
Клейма наносятся на расстоянии 100—150 мм от стыка в верхней полуокружности трубы.
4.7. Приварка каких-либо элементов, кроме катодных выводов, в местах расположения поперечных кольцевых, спиральных и продольных заводских сварных швов, не допускается. В случае если проектом предусмотрена приварка элементов к телу трубы, то расстояние между швами трубопровода и швом привариваемого элемента должно быть не менее 100 мм.
4.8. Непосредственное соединение труб с запорной и распределительной арматурой разрешается при условии, что толщина свариваемой кромки патрубка арматуры не превышает 1,5 толщины стенки стыкуемой с ней трубы в случае специальной подготовки кромок патрубка арматуры в заводских условиях согласно рис. 2.
Во всех случаях, когда специальная разделка кромок патрубка арматуры выполнена не в заводских условиях, а также когда толщина свариваемой кромки патрубка арматуры превышает 1,5 толщины стенки стыкуемой с ней трубы, соединение следует производить путем вварки между стыкуемой трубой и арматурой специального переходника или переходного кольца.
Рис. 2. Подготовка промок патрубков арматуры при непосредственном соединении их с трубами
4.9. При сварке трубопровода в нитку сварные стыки должны быть привязаны к пикетам трассы и зафиксированы в исполнительной документации.
4.10. При перерыве в работе более 2 ч концы свариваемого участка трубопровода следует закрыть инвентарными заглушками для предотвращения попадания внутрь трубы снега, грязи и т. п.
4.11. Кольцевые стыки стальных магистральных трубопроводов могут свариваться дуговыми методами сварки или стыковой сваркой оплавлением.
4.12. Допускается выполнение сварочных работ при температуре воздуха до минус 50°С.
При ветре свыше 10 м/с, а также при выпадении атмосферных осадков производить сварочные работы без инвентарных укрытий запрещается.
4.13. Монтаж трубопроводов следует выполнять только на монтажных опорах. Применение грунтовых и снежных призм для монтажа трубопровода не допускается.
4.14. К прихватке и сварке магистральных трубопроводов допускаются сварщики, сдавшие экзамены в соответствии с Правилами аттестации сварщиков Госгортехнадзора России, имеющие удостоверения и выдержавшие испытания, регламентируемые требованиями пп. 4.16—4.23 настоящего раздела.
4.15. Изготовление сварных соединительных деталей трубопровода (отводов, тройников, переходов и др.) в полевых условиях запрещается.
4.16. При производстве сварочных работ каждый сварщик (бригада или звено сварщиков в случае сварки стыка бригадой или звеном) должен (должны) сварить допускной стык для труб диаметром до 1000 мм или половину стыка для труб диаметром 1000 мм и более в условиях, тождественных с условиями сварки на трассе, если:
он (они) впервые приступил(и) к сварке магистрального трубопровода или имел(и) перерыв в своей работе более трех месяцев;
сварка труб осуществляется из новых марок сталей или с применением новых сварочных материалов, технологии и оборудования;
изменился диаметр труб под сварку (переход от одной группы диаметров к другой — см. а — в на рис. 3);
изменена форма разделки торцов труб под сварку.
Рис. 3. Схема вырезки образцов для механических испытаний
а — трубы диаметром до 400 мм включительно; б — трубы диаметром от 400 мм до 1000 мм; в — трубы диаметром 1000 мм и более; 1 —образец для испытания на растяжение (ГОСТ 6996-66, тип XII или XIII); 2 — образец на изгиб корнем шва наружу (ГОСТ 6996—66, тип XXVII или XXVIII) или на ребро; 3 — образец на изгиб корнем шва внутрь (ГОСТ 6996—66, тип XXVII или XXVIII) или на ребро
4.17. Допускной стык подвергается:
визуальному осмотру и обмеру, при котором сварной шов должен удовлетворять требованиям пп. 4.26; 4.27 настоящего раздела;
радиографическому контролю в соответствии с требованиями п.4.28 настоящего раздела;
механическим испытаниям образцов, вырезанных из сварного соединения в соответствии с требованиями п. 4.19 настоящего раздела.
4.18. Если стык по визуальному осмотру и обмеру или при радиографическим контроле не удовлетворяет требованиям пп.4.26,4.27, 4.32 настоящего раздела, то производится сварка и повторный контроль двух других допускных стыков; в случае получения при повторном контроле неудовлетворительных результатов хотя бы на одном из стыков бригада или отдельный сварщик признаются не выдержавшими испытание.
4.19. Механическими испытаниями предусматривается проверка образцов на растяжение и изгиб, вырезанных из сварных соединений. Схема вырезки и необходимое количество образцов для различных видов механических испытаний должны соответствовать указанным на рис. 3 и в табл. 3.
Диаметр трубы, мм
Количество образцовдля механических испытаний
Как качественно и правильно сваривать профильные трубы — рекомендации специалистов
Сварка — способ соединения деталей, который дает возможность создать конструкцию самой сложной конфигурации – под любым углом и наклоном.
Профильные трубы часто применяют для создания каркаса для теплиц, заборов и других ограждений, беседок и т.д. Все металлические трубы соединяются с помощью сварки различных видов, при выборе требуется учитывать толщину стенок.
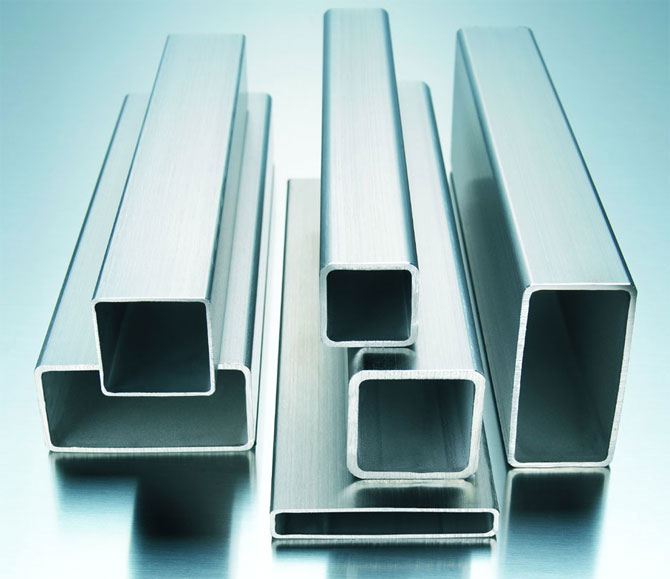
Особенности и характеристика профильных труб
Профильные трубы применяются для строительства сооружений различного назначения и находят применение в мебельном производстве.
Использование металла оправдывается небольшими финансовыми затратами, способностью изделий удерживать форму при высоких температурах воды и довольно простым монтажом.
Чаще всего профильные трубы изготавливаются из углеродистых и низколегированных видов стали. Прочность и гладкость материала, как снаружи, так и внутри, обеспечивает комфортную эксплуатацию и долговечность всей созданной системы.

Сечение профиля бывает прямоугольным, квадратным, в виде многогранника или овальным, что обеспечивает высокий запас прочности на излом и сгиб. Но именно из-за особенностей сечения сварка профильных труб имеет определенные нюансы.
Виды сварочных работ для соединения профильных труб
От толщины стенок зависит как способ сварки, так и особенности подготовительного этапа работ:
- Для труб с толщиной стенок от 4 мм и выше, концы изделий обрабатывают фаскоснимателем – под углом от 25 до 50 градусов. Это позволит в будущем создавать несколько слоев сварки, что обеспечивает шву надежность и прочность.
- Тонкие трубы варятся одним швом. Чтобы он получился идеальным, рекомендуется жесткая фиксация изделия. Зажимы снимаются только после полного остывания шва.
- При большом диаметре и толщине, срезы сначала прихватывают по линии соприкосновения и только затем производят основное сваривание.
- Скорость работ должна соответствовать плавке металла без его растекания.
Обратите внимание! Во время работы важно следить, чтобы шлак и капли не попадали в отверстие. Жидкий металл может попасть во внутреннюю часть трубы, что уменьшит ее пропускную способность, здесь будет скапливаться налет, что неизбежно приведет к коррозии.
Для сваривания профильных труб применяют следующие виды сварочных работ:
- контактная сварка;
- электродуговая;
- газовая.
Электродуговая сварка
Особенность этого вида сварочных работ в том, что он дает возможность соединять трубы даже в труднодоступных местах. Выполняется с помощью сварочного аппарата и электродов.
При горении элемент начинает плавиться, расплавляя и обволакивая срезы стыков.

- После соприкосновения с электрода с поверхностью, как только появилась дуга, инструмент быстро отводят на несколько миллиметров выше среза.
- Движения производят плавно вдоль линии соприкосновения, без пропусков, чтобы металл успевал оплавиться, но не стекал каплями.
- По технологии предусмотрено постоянное горение, перерывы позволительны только для смены электрода.
- В конечной точке дугу придерживают пару секунд, чтобы исключить возникновение трещин или расслоения.
Для бытовых, то есть обладающих небольшой мощностью, электросварочных аппаратов, достаточно иметь подключение к однофазной проводке.
Сварочный трансформатор способен преобразовывать переменный ток из домовой сети в постоянный, что и необходимо для сварки. Однако оборудование не в состоянии поддерживать постоянство или стабильность дуги, поэтому часто к нему приобретается выпрямитель.
Для начинающих наиболее удобно производить дуговую сварку с помощью инвертора, потому что в таком случае предусмотрено изменение импульсного режима, при котором исключается залипание электрода, это обеспечивает постоянную силу тока, что стабилизирует длину электрической дуги.

Дуговая сварка дает возможность соединять трубы разными способами: внахлест, встык, под углом, тавровым швом. При этом качество соединения целиком зависит от выбора электрода.
Выбор электродов
Для профильных труб используются электроды, имеющие характеристики, соответствующие металлам или сплавам, а также толщине изделий. От правильно подобранных параметров зависит прочность и качество шва.

Существует два основных вида электродов: плавящиеся и неплавящиеся, для которых дополнительно применяются с присадкой из проволоки оловянной или латунной с добавлением фосфатов.
Диаметр электрода всегда подбирается в соответствии толщиной стенок труб и их диаметром.
Электрод должен быть всегда меньше или равняться толщине профиля:
- диаметр расходника 1,5 мм подходит для изделий толщиной до 2 мм;
- 2 мм – для труб, толщиной от 2 до 3 мм;
- 4 мм — для толщины стенок от 4 до 6 мм.
Важно! При высоких значениях тока дуга появляется на близких расстояниях электрода от поверхности. Без навыка определения длины дуги и необходимой сноровки можно легко прожечь тонкий металл.
Газовая сварка
Используется в случаях, когда нет возможности подключения сварочного оборудования к электричеству. Способ небезосновательно считается затратным: необходимо приобретение баллонов с ацетиленом и кислородом. Также требуется опыт работы.

Газовая сварка подходит для соединения труб со средней или толстой стенками. Тонкие изделия не поддаются обработке – расплавляются, деформируя металл, шов не получается без пропусков.
Для проведения работ необходимо иметь:
- баллон с ацетиленом (бутаном или пропаном) и кислородом;
- редуктор,
- газовую горелку и к ней набор наконечников;
- присадки;
- флюсовый порошок;
- шланги необходимой длины для подачи газа к месту сварки.
Перед сваркой подготовленные срезы покрывают флюсом. Соединение происходит с помощью присадочной проволоки. Тонкостенные трубы рекомендуется по технологии соединять справа налево, с введением присадки вслед за пламенем горелки. Для более 5 мм – уже слева направо и присадочный материал прокладывается перед горелкой.
После окончания работы и остывания швов, их зачищают и покрывают антикоррозийным составом.
Контактная сварка
Метод контактной сварки требует применения специального оборудования. В процессе соединения труб происходит пропускание электротока путем давления электродов на металлическую поверхность, в результате этого металл деформируется и образуется очень прочный шов. Такую сварку проводят для соединения конструкций промышленных объектов.
Рекомендации по выполнению сварки профильных труб
Специалисты рекомендуют соблюдать правила при выполнении сварочных работ при монтаже конструкций из профильных труб для создания более качественных соединений:
- Резку металла лучше производить пилой, предназначенной именно для этих целей, чтобы срез был ровным без выемок и выступов. Все искривления до начала сварки необходимо выровнять.
- Металл не должен быть покрыт окалиной или ржавчиной. Поверхность должна быть чистой и гладкой. Работы выполняются машиной для шлифовки или щетками по металлу.
- До сборки отдельных элементов рекомендуется выложить всю конструкцию и проверить на совместимость и размеры все основные и вспомогательные детали.
- После окончания сварочных работ с использованием крепежей, швам дают остыть и только после этого снимают с фиксации.
Как варить тонкие трубы?
Тонкие трубы лучше варить сразу одним швом, но большинству любителей это не по силу. Новички предпочитают сначала произвести точечную сварку и уже потом переходить к формированию шва.
Обеспечить комфортную и качественную работу таким образом может только инвертор, с установленной силой тока не выше 60 А.
Обратите внимание! Для тонких труб, толщиной менее 2 мм, применяются электроды сечением от 1,5 до 2 мм и классом АНО-21 или МР-3С.
Как соединить профильную трубу под прямым углом
Прежде всего, трубы должны быть правильно обрезаны, а срезы подготовлены к работе. Для надежности все элементы конструкции фиксируются, чтобы под собственной тяжестью труб не произошло смещение. В качестве подсобных приспособлений для установления точности применяются уголки, косынки или магнитные угольники.
Сама сварка проводится в два этапа. Сначала осуществляется черновое соединение, проверяются необходимые линейные значения, положение вертикального элемента. После остывания осуществляют оформление чистового шва.
Способы сварки профильных труб
Широко распространённая сварка профильной трубы из металла или пластика относится к типовым технологиям, применяемым при монтаже объектов самого различного назначения.
В основу данного технологического процесса заложена операция торцевания элементов будущей конструкции с последующей сваркой труб тем или иным способом.
Способы сваривания
Для сплавления профильных квадратных труб из нержавейки или стали могут применяться различные приёмы, среди которых наиболее распространены инверторная и ручная сварка.
По виду источника энергии, используемому при обработке металлических профилей, различают следующие способы сварки:
 электродуговой метод соединения (включая сварку инвертором);
электродуговой метод соединения (включая сварку инвертором);- газосварка;
- контактное сочленение.
 электродуговой метод соединения (включая сварку инвертором);
электродуговой метод соединения (включая сварку инвертором);Особый интерес представляет первый из этих методов, который может рассматриваться как основной. Для сваривания профильных труб из пластиковых материалов используются технологии, разработанные специально для изделий данного класса.
При выборе метода сплавления, подходящего для каждого конкретного случая, исходят из сечения металлических профилей, которые варьируются от 10х10 до 500х400 мм.
Большой диапазон размеров выпускаемых промышленностью труб позволяет выбирать вполне конкретные параметры сварочного процесса в расчёте на ту или иную токовую нагрузку. Для всей линейки сечений заготовок толщина стенок профтруб может колебаться в пределах от 1-го до 22-ти мм.
Электродуговой метод
 Сварка профилей посредством электрической дуги – это самый распространённый и востребованный в современных условиях метод.
Сварка профилей посредством электрической дуги – это самый распространённый и востребованный в современных условиях метод.
Особенностью этого подхода является возможность использования сварочного аппарата в самых неудобных для работы местах.
С его помощью удаётся сваривать профильные заготовки (трубы) произвольного сечения со стенками практически любого типоразмера. При толщине трубных стенок более 4-х мм необходима специальная подготовка кромок свариваемых деталей.
Перед тем как сварить профильные трубы самостоятельно оператору следует обзавестись аппаратом соответствующего класса, а также приобрести подходящие для этих целей электроды.
Сварочный аппарат должен соответствовать выбранному методу сварки труб и основным характеристикам обрабатываемых изделий.
Помимо перечисленного выше оборудования и специального инструмента следует запастись защищающей лицо маской и особыми фиксаторами для крепления профилей (их ещё называют «цулаги для сварки труб»).
Сварка дуговым методом может быть реализована различными способами, а именно:
- соединением встык;
- путём образования шва «внахлест» и под определённым углом;
- обустройством таврового соединения.

При любом из вариантов дугового сплавления предпочтение обычно отдаётся сварке из положения, которое профессионалы называют «нижним». Однако в определённых условиях работы со сварочным оборудованием возможны и другие варианты расположения.
Применяемые электроды
Грамотно отобранные электроды для сварки профильных заготовок обеспечивают поддержание ровной и постоянной дуги, что является необходимым условием формирования надёжного сварного соединения.
При их выборе особое внимание уделяется толщине электрода, поскольку при слишком тонком стержне дуга будет прерываться, а очень толстый электрод может прожечь тонкую стенку профильной трубы.
 В общем случае для профильных изделий с типоразмером от 2-х до 6-ти мм выбираются электроды диаметрами от 1,5 до 4 мм соответственно.
В общем случае для профильных изделий с типоразмером от 2-х до 6-ти мм выбираются электроды диаметрами от 1,5 до 4 мм соответственно.
Следует помнить о том, что сварочные электроды делятся на плавящиеся и неплавящиеся; причём вторые должны применяться со специальными регулирующими процесс присадками.
В случае сварки дугой качество сплавления профильных труб в определённой мере зависит как от диаметра электрода, так и от выходных токовых параметров инвертора.
В зависимости от выбранного типа и сечения электрода величина тока дуги варьируется в диапазоне от 20-ти до 90 Ампер. При сварке профильных труб посредством стержней малого сечения следует выбирать постоянный ток, имеющий обратную полярность включения.
Сваривание пластиковых профилей
 Сварка ПВХ профилей, соединяемых под прямым углом, предполагает использование специального сварного оборудования (станка с термической головкой). С учётом этого она организуется по следующей схеме.
Сварка ПВХ профилей, соединяемых под прямым углом, предполагает использование специального сварного оборудования (станка с термической головкой). С учётом этого она организуется по следующей схеме.
Вначале заранее размеченные профильные трубы нарезают таким образом, чтобы получаемый стыковочный срез располагался под углом 45 градусов к их оси. После этого их загружают в станок особой конструкции, где заготовки совмещаются с образованием угла 90 градусов.
Затем посредством подающего механизма они прижимаются к расположенному на столе зеркалу, нагретому до температуры 260-270 градусов.
На завершающем этапе работ разогретые до нужной температуры торцы профильных деталей соединяются под заданным углом. В результате этого получается сварочный шов, не уступающий по прочности основному массиву материала (поливинилхлорида).
Необходимое совмещение ПВХ заготовок обеспечивается особыми прямоугольными направляющими (цулагами). Они в точности повторяют контур собираемой конструкции и исключают какие-либо смещения сплавляемых профилей.
Большая часть описанных выше процедур выполняется в автоматическом режиме.
Работающему на таком станке оператору достаточно разместить профильные трубы на настроенном на определённый размер столе. Их обрезка, сваривание и стыковка под требуемым углом осуществляется без вмешательства человека.
В заключении обращаем внимание на то, что перед началом самостоятельных работ рекомендуется проверить свои силы на старых профильных заготовках. Для этого можно воспользоваться бывшей в употреблении рамной конструкцией стеклопакета, изготовленного на основе поливинилхлорида.

