
Пассивация трубопроводов из нержавеющей стали
Пассивирование металла: назначение, технология, методы
Несмотря на то, что нержавеющая сталь отличается высокой устойчивостью к коррозии, дополнительная защита, которую позволяет получить такая технологическая операция, как пассивация, для нее желательна. В отдельных случаях, когда большому риску развития коррозии подвержены даже изделия, изготовленные из нержавеющей стали, необходимость в выполнении такой процедуры не вызывает сомнений.
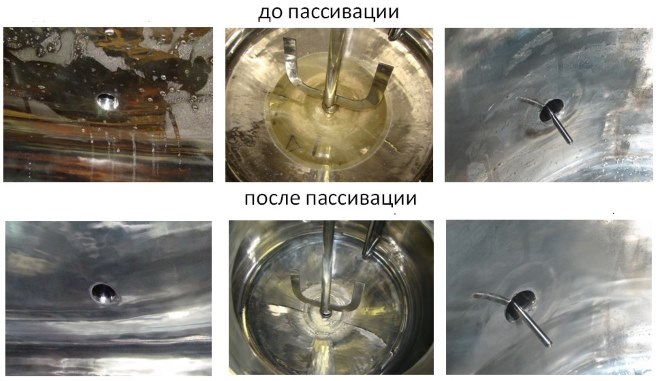
Примеры нержавеющих поверхностей, подвергнутых коррозии, и результаты проведенной пассивации
Чем обусловлена высокая коррозионная устойчивость нержавеющих сталей
Суть такого явления, как коррозия, состоит в том, что поверхность металла под воздействием негативных внешних факторов и окружающей среды начинает разрушаться. Что характерно, коррозия из-за постоянного окисления поражает металл слой за слоем, постепенно разрушая внутреннюю структуру стали. Во многих случаях локализовать пораженные участки внутренней структуры металла уже не имеет смысла, поэтому стальные изделия приходится заменять на новые.
Пассивирование (или пассивация) как технология, позволяющая обеспечить надежную защиту стали от коррозии, лежит в основе создания такого уникального металла, каким является нержавеющая сталь. В химическом составе преимущественного большинства сталей, относящихся к нержавеющей категории, могут содержаться различные элементы:
- никель;
- молибден;
- кобальт;
- ниобий;
- марганец.
Однако основным легирующим элементом таких сталей, количество которого в их составе может варьироваться в пределах 12–20%, является хром. Добавление различных легирующих элементов в состав нержавеющих сталей позволяет придать им требуемые физико-химические характеристики, но именно хром отвечает за коррозионную устойчивость стального сплава.
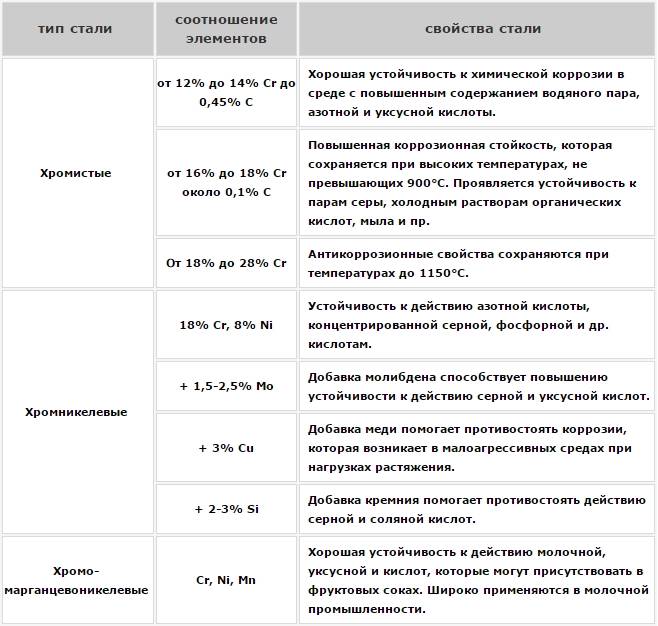
Влияние хрома на свойства нержавеющей стали
Нержавеющие стальные сплавы, в составе которых содержится 12% хрома, проявляют высокую коррозионную устойчивость только при взаимодействии с окружающим воздухом. Если количество хрома в химическом составе нержавеющей стали увеличить до 17%, то изделия из нее смогут спокойно взаимодействовать с азотной кислотой, не утрачивая при этом своих эксплуатационных характеристик.
Чтобы сделать металл устойчивым к еще более агрессивным средам, к числу которых относятся соляная, серная и другие кислоты, в нем не только увеличивают количественное содержание хрома, но и добавляют в его состав такие элементы, как медь, молибден, никель и др. Иными словами, выполняют пассивирование металла, то есть увеличивают его пассивность к коррозионным процессам.
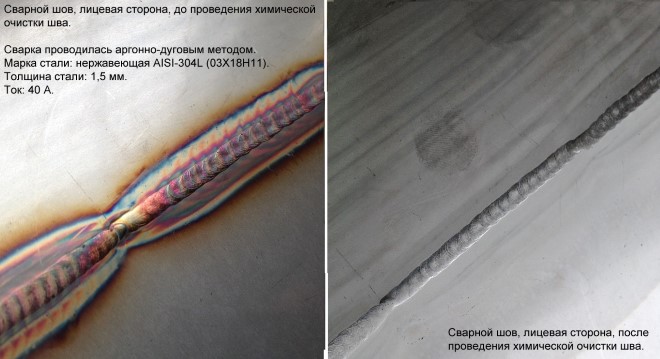
В процессе пассивации зоны сварочного шва образуется прочная пленка
Пассивация, при которой в химический состав нержавеющей стали добавляют соответствующие легирующие элементы, – это не единственное условие высокой коррозионной устойчивости металла. Чтобы защитные свойства нержавеющей стали оставались на высоком уровне, оксидная пленка на ее поверхности, состоящая преимущественно из оксида хрома, должна быть целой, иметь однородный химический состав и толщину.
Причины возникновения коррозии
Несмотря на то, что в химическом составе нержавеющей стали должны содержаться пассиваторы, значительно повышающие ее коррозионную устойчивость, ее поверхность и внутренняя структура могут подвергаться коррозии.
Основной причиной, по которой нержавеющая сталь начинает разрушаться, является недостаточное или неравномерное содержание в ее химическом составе хрома. Вызвать коррозию также может контакт с металлом, который отличается значительно меньшей устойчивостью к окислению. Часто подвергаются разрушению изделия из нержавейки, которые были соединены между собой по технологии сварки.

Коррозия труб полотенцесушителя, возникшая по причине недобросовестного исполнения сварочного шва производителем
Что характерно, даже если нержавеющая сталь отличается очень высоким качеством, после сварки она может покрыться слоем ржавчины. Чтобы избежать таких негативных явлений, сварные швы, при помощи которых выполнено соединение изделий из нержавейки, необходимо тщательно зачищать и полировать. Такая процедура позволяет удалить с поверхности сварного шва и самих изделий из нержавейки остатки менее устойчивого к коррозии металла, который был использован для выполнения сварочных работ.
Очень часто на поверхность нержавейки частички менее устойчивого к коррозии металла попадают и в тех случаях, когда его обработка выполняется в непосредственной близости от стальных изделий. Так, если рядом пилят, шлифуют или выполняют другие виды обработки обычного металла, то его частички, попав на нержавеющую сталь, обязательно станут источниками ее коррозии. На нержавейке они могут появиться и в том случае, если вы решите выполнить ее обработку инструментом, который до этого взаимодействовал с обычным металлом. Именно поэтому инструменты, особенно относящиеся к режущему типу, желательно использовать для выполнения обработки только однотипных материалов.

Коррозия вытяжки из нержавеющей стали, произошедшая вследствие чистки изделия железной щеткой
Однако, конечно, наиболее критичным местом на поверхности изделий из нержавейки с точки зрения возникновения и развития коррозионных процессов является сварной шов. Именно поэтому важны не только тщательная зачистка, шлифовка и полировка места сформированного сварного соединения, но и его пассивация, для чего используются различные кислотные растворы.
Пассивация (химическое пассивирование), как правило, выполняется с применением раствора, основу которого составляет азотная кислота. Обработка таким раствором тщательно подготовленного участка изделия из нержавеющей стали позволяет сформировать оксидную пленку, отличающуюся высокой пассивностью к коррозионным процессам.
Обработка сварных соединений на нержавейке, после которой и выполняется химическое пассивирование, осуществляется при помощи металлической щетки и шлифовальной машинки. При этом, как уже говорилось выше, важно следить за тем, чтобы используемые при пассивации инструменты не реагировали до этого с обычным металлом, частички которого могут стать источником развития коррозионных процессов.
Чтобы проверить, не присутствует ли на поверхности нержавейки включений обычного металла, можно воспользоваться двумя способами.
Обработка водным раствором азотной кислоты и ферроцианида калия
Места на поверхности изделия, на которых присутствуют включения свободного железа, после выполнения такой обработки сразу окрасятся в синий цвет. Следует отметить, что такой способ проверки используют преимущественно в условиях производственных лабораторий.
Смачивание обычной водой
Изделие выдерживают в таком состоянии на протяжении нескольких часов. Если на нержавейке присутствуют включения свободного железа, то участки с такими включениями начнут покрываться ржавчиной.
Виды коррозии
Несмотря на то, что коррозионный процесс приводит практически к одинаковым последствиям, причины, ее вызывающие, могут быть различными. Наиболее частой причиной коррозии изделий из нержавейки, используемых в бытовых условиях, является применение для их чистки средств, содержащих в своем химическом составе значительное количество хлора. Такие средства активно способствуют разрушению оксидной пленки на металле, что приводит к развитию коррозионного процесса на всей его поверхности (т.е. общей коррозии).
Щелевая коррозия нержавейки возникает в тех случаях, когда детали из такого металла длительное время соприкасаются между собой. Коррозия данного типа, что характерно, часто начинает развиваться в местах крепежа. Различают также точечную коррозию, которую часто называют питтинговой. Она возникает в тех случаях, когда оксидная пленка на нержавейке повреждена механическим способом.

Коррозия нержавейки под водой проявляется в большей степени в местах соединения деталей
Если нержавейка контактирует с разнородным для нее металлом в токопроводящей среде, начинает развиваться коррозия, которая получила название гальванической. Этому процессу наиболее подвержены изделия из нержавеющих сталей, эксплуатируемые в морской воде и при этом контактирующие с металлами, отличающимися меньшей степенью легирования.
Межкристаллитная коррозия – очень распространенное явление, возникающее в тех случаях, когда изделие из нержавеющей стали было подвергнуто значительному перегреву. При сильном нагреве (свыше 500°) на границах кристаллической решетки нержавеющей стали формируются карбиды хрома и железа, которые и становятся причиной снижения прочности металла.

Коррозия нержавеющей стали может возникать из-за применения хлоросодержащих чистящих составов
Различают также эрозивную коррозию, которая возникает, если нержавейка постоянно находится под воздействием абразивной среды. Постоянно воздействуя на поверхность металла, частички такой среды разрушают защитную оксидную пленку, которая не успевает восстанавливаться.
Пассивирование нержавейки
Обеспечить такие условия эксплуатации изделий из нержавеющей стали, чтобы они не контактировали с другими металлами и агрессивными средами, а также не подвергались механическим повреждениям, практически невозможно. Именно поэтому необходима упомянутая выше технологическая операция – пассивирование. Дополнительную степень защиты, которую обеспечивает пассивирование (пассивация), часто стараются обеспечить:
- трубным конструкциям из нержавейки;
- крепежным элементам;
- корпусным элементам конструкций и механизмов, эксплуатируемых в морской воде.
Между тем пассивация не всегда целесообразна даже для изделий подобного назначения.

Пассивирование сварочного шва нержавейки
Пассивирование, хотя и является методом обработки нержавеющей стали, способным обеспечить ее дополнительной защитой от коррозии, во многих случаях является нецелесообразным и даже может ухудшить защитные свойства стали. Поэтому прежде чем выполнять пассивацию, следует проанализировать условия, в которых будет эксплуатироваться изделие, чтобы однозначно решить, нужна ли его поверхности дополнительная защита.
Пассивация, если решение о ее выполнении принято, должна обеспечивать получение цельного и равномерного по толщине защитного слоя, что достигается строгим соблюдением технологического процесса. Как правило, пассивацию выполняют в тех случаях, когда дополнительная защита необходима внешней, а не внутренней поверхности изделия из нержавеющей стали.
Суть такого процесса, как пассивация, заключается в том, что поверхность изделия из нержавеющей стали обрабатывают специальным раствором, основу которого составляет азотная, а в некоторых случаях и лимонная кислота. Иногда такой раствор могут дополнять незначительным количеством (2-6%) бихромата натрия. Химический состав такого раствора, а также такие параметры, как температура нагрева и время выдержки, зависят от марки обрабатываемой нержавеющей стали.
Пассивация трубопроводов из нержавеющей стали
Использование сжатого воздуха высокого класса качества, особочистых технических газов (водород, кислород, азот, гелий), воды подготовленной, или пара требует качественной подготовки трубопроводов. Одним из наиболее важных этапов монтажа трубопроводов из нержавеющей стали является пассивация. Пассивирование трубопроводов позволяет обеспечить дополнительную защиту поверхности.
Пассивирование нержавеющих трубопроводов применятся на фармацевтических производствах, производстве микроэлектроники, на химических предприятиях, научных организациях, в лабораториях. На всех производствах где необходимо высокое качество транспортируемой среды (сжатый воздух, газы ОСЧ, подготовленная воды и др.) рекомендуется выполнять пассивирование трубопроводов.
Содержание:
- Основа процесса пассивирования трубопроводов
- Зачем необходимо выполнять пассивацию
- Особенности выполнения пассивации
1. Основа процесса пассивирования трубопроводов
Пассивация трубопроводов — процесс покрытия внутренней поверхности трубопровода пленкой предотвращающей воздействия агрессивный средств и придания дополнительной коррозионной стойкости.
В основе процесса лежит химическое взаимодействие поверхностного слоя металла с пассиваторами (используются специальные химические вещества, например водный раствор азотной кислоты, лимонной кислоты), в результате взаимодействия на поверхности образуется тонкая пленка.
Выбор химических реагентов, регламент пассивации, осуществляется с учетом марки стали трубопроводов и транспортируемой среды.
Специалистами нашей компании ООО «Адора» за длительное время работы разработаны внутренние регламенты, позволяющие обеспечить выполнение монтажа трубопроводов из нержавеющих сталей и последующую подготовку с соблюдением всех норм и контролем качества работ на каждом этапе.


2. Зачем необходимо выполнять пассивацию нержавеющих трубопроводов
Основной причиной для выполнения работ по пассивации внутренней поверхности нержавеющего трубопровода является необходимость восстановить свойства, в местах сварочных швов и защитить поверхность от воздействия агрессивных сред.
Например при монтаже трубопроводов из стали 316L (например в фармацевтике, микроэлектронике), сварка осуществляется методом орбитальной сварки, изредка ручная сварка в среда защитного инертного газа. Именно места сварных швов необходимо обработать с помощью пассивации.
При этом для фармацевтической отрасли существуют нормативные документы, предписывающие обязательное выполнение определенных действий после монтажа трубопроводов, в том числе и пассивацию.
Качество газа высокой чистоты у потребителя зависит не только от источника, но и от качества трубопроводов транспортной системы.
Использование газов высокой чистоты (например сжатый воздух класса 1.1.1 по ISO 8573-1, либо аргон/азот 6.0, а так же гелий, кислород, водород) для подачи газа требуемой чистоты у потребителя важен не только источник, но и транспортная система и все ее элементы. Наличие загрязнений и окислов приводит к загрязнению транспортируемой среды и как следствие к невозможности обеспечить требуемую чистоту у потребителя.
3. Особенности выполнения пассивации
При выполнении обработки трубопроводов из нержавеющей стали методом пассивации требуется учитывать марку стали, транспортируемую среду, отраслевые стандарты.
Нашими специалистами адаптируется внутренний регламент с учетом конкретных условий выполнения работ а именно выбирается химический реагент, время пассивирования, выбор нейтрализатора, время и способ промывки.
Осуществление контроля как завершающий этап позволяет определить качество выполненной работы.
Данные работы должны осуществляться с строгим соблюдением техники безопасности, разработанного регламента и нормативной документации.
Пассивация нержавеющей стали – нужна ли дополнительная защита?
Большинство уверено, что заниматься пассивацией нержавеющей стали – пустая трата времени, ведь поверхность изделий уже инактивирована. Однако в некоторых случаях это крайне необходимо, попробуем переубедить скептиков.
1 Почему нержавейка устойчива к коррозии?
Коррозия стали характеризуется разрушением ее поверхностного слоя под воздействием агрессивных сред, а иногда и при контакте с привычной нам атмосферой. Окисление происходит с каждым вновь открывающимся слоем, пробираясь вглубь. Постепенно деталь разрушается полностью. Чтобы не пытаться спасать такие изделия при появлении очагов коррозии, а то и вовсе не производить замену деталей, был разработан способ защиты – пассивирование. Именно так и появилась всем известная нержавейка.

Сталь содержит в себе множество добавок. Кобальт, никель, ниобий, титан, молибден, марганец – все они помогают добиться различных механических и физических свойств сплава. В составе в существенном количестве присутствует и хром (Cr), именно от него зависит коррозионная стойкость стали.
Хром – одна из главных легирующих добавок, содержание его варьируется от 12 до 20 %. Как раз эта цифра и определяет степень пассивности сплава.
Нержавейка с 12 % хрома будет устойчива только к атмосферным окислителям (в первую очередь кислороду воздуха). При 17 % сплав выдержит значительно более агрессивные среды, например, азотную кислоту. Если требуется еще более устойчивый материал, тогда увеличивают содержание никеля, молибдена, меди и прочих добавок, еще в некоторой степени усиливающих коррозионную пассивность. Высокоагрессивными средами считаются соляная, серная и прочие схожие по свойствам кислоты.

Но содержание легирующих элементов в нужной пропорции не единственное требование к стали, чтобы она могла называться нержавеющей. Поверхность детали должна быть без повреждений, у внешнего слоя желателен однородный химический состав. Ведь устойчивость к коррозии определяется наличием оксидной пленки, в основном CrO. Ее прерывистость или различная толщина из-за неоднородности химического состава сплава сводит на нет защитные качества.
2 Почему коррозия все-таки одолевает нержавеющую сталь?
Несмотря на изложенную картину, нержавейка подвергается коррозии. Ржавчина на ее поверхности приводит в недоумение людей, кто не совсем знаком с химической природой этого явления. Многие начинают сомневаться, нержавейка ли это вовсе? Но даже вполне настоящая пассивированная сталь может подвергаться различного рода коррозии. И причин этому немало.
Первой и вполне очевидной будет недостаток хрома или его неравномерность в структуре сплава. Также контакты с менее устойчивыми разновидностями стали (углеродистой, например) вызовут процесс ржавления. Часто детали подвергаются сварке, и даже если изначально нержавейка была очень высокого качества, после такой обработки она начинает корродировать. Обычно это легко предупредить зачисткой и полировкой поверхности шва, чтобы там не осталось даже следовых количеств сварочных материалов, например, частичек железа (Fe).

Занести нежелательные количества железа в структуру нержавейки можно и другими способами. Если рядом с ней пилят, режут, шлифуют обычную сталь, то пыль с Fe обязательно достигнет ее и запустит процесс коррозии. Но даже все предусмотрев и изолировав ваши детали, вы можете забыть, что когда-то использовали для обычной стали определенный шлифовальный круг и решите им обработать нержавеющую. Это обернется коррозией. Да и любой другой инструмент должен применяться на однотипных материалах, например, только на нержавейке.
После сварки часто нужна очистка шва, делают это металлической щеткой, лучше завести такое приспособление для низколегированных сплавов и нержавейки отдельно. К слову, любые деструктивные поверхностные обработки существенно приближают появление коррозии, так что частить с этим не рекомендуется. Если все-таки пришлось заниматься механической очисткой, то проверьте, осталась ли на детали железная пыль и не появились ли повреждения оксидной пленки. На производстве при наличии лаборатории это можно сделать за пару минут с помощью химреактивов – воды, азотной кислоты и ферроцианида калия. Места с включениями свободного железа станут синие. В другом случае потребуется несколько часов и простая вода из крана. Нужно всего лишь смочить поверхность и дать постоять, проблемные зоны начнут ржаветь.

Сварочный шов действительно слабое место у нержавеющей стали. Поэтому его обязательно зачищают, отмывают от остатков рабочих материалов (флюса, брызг и т.д.), полируют и пассивируют препаратами на основе кислот. Такие реактивы можно найти в продаже. Обычно основу их составляет азотная кислота, в определенной концентрации она приводит к образованию химически пассивной оксидной пленки.
3 Многоликая коррозия
Количество причин, по которым нержавеющая сталь начинает корродировать, кажется небольшим. Но на химическом уровне происходят куда более разнообразные процессы. Коррозия, оказывается, бывает разной природы. Рассмотрев основные виды, мы будем предупреждены обо всех слабых местах этого сплава. Самый частый и неожиданный способ испортить нержавейку – чистящие средства. Многие хозяйки не предполагают, что хлорсодержащая бытовая химия очень быстро разрушает защитную пленку на посуде из этого сплава. Так что следует иметь на вооружении специальное чистящее средство. Такая коррозия называется общей, потому что происходит по всей поверхности.

Щелевой тип поражения сплава знаком тем, кто работает с конструкциями из этого материала. Если детали плотно соприкасаются, рано или поздно между ними начинается ржавление. Часто поражаются крепежи. Точечная или питтинговая коррозия возникает при механическом повреждении поверхности детали. Причина очевидна, сбитая пленка открывает доступ к незащищенной стали. Гальванические процессы вызывают одноименную коррозию. Для их возникновения нужна токопроводящая среда и разнородные металлы, одним из участников и будет нержавейка. Это очень частая причина порчи деталей в морской воде. Поэтому на конструкторов всегда ложится удвоенная ответственность, нужно исключить контакт нержавеющей стали с другими низколегированными сплавами.

И опять сварка. Большая температура этого процесса запускает межкристаллитную коррозию. Это очень коварная разновидность ржавления, начинается она еще на уровне кристаллической решетки, двигаясь вдоль границ кристаллов. Она может быть и не так заметна со стороны, но внутри точит изделие, со временем приводя к потере прочности. Напоследок скажем об эрозивной коррозии. Это неизбежно происходит в тех случаях, когда деталь из нержавеющей стали находится под воздействием непрерывного потока абразивного раствора. Жидкость просто уносит частички пленки, а новая не успевает образовываться.
4 Зачем, когда и как пассивировать нержавейку?
Как видно, нержавеющая сталь идеально будет служить при отсутствии других материалов и без механических воздействий. Но это возможно разве только в музее. Конструкции всегда находятся в работе, а часто и в крайне агрессивной среде. Вот тогда даже нержавеющей стали нужно дополнительное пассивирование. Например, очень часто такую обработку просят сделать для труб, крепежей, обшивки погружных морских конструкций. Но всегда ли уместно это делать?

Для успокоения совести, конечно, можно производить такие операции всегда, как только возникает подозрение на неспособность нержавейки противостоять будущим воздействиям рабочих сред. Но специалисты убеждены, что такая обработка будет лишней во многих случаях. Во-первых, нужно проанализировать возможные химические процессы, иногда вашим конструкциям ничего не грозит, а дополнительная пассивация только ухудшит состояние сплава.
Во-вторых, нужно иметь возможность контролировать процесс пассивирования нержавеющей стали, чтобы получить равномерное и цельное покрытие. Например, это очень проблематично в случае труб, ведь проверить состояние поверхности внутри почти невозможно. Может оказаться, что где-то участок был обработан недостаточно, и коррозия все равно произойдет. Поэтому пассивирование уместно в тех случаях, когда защитить нужно внешнюю сторону детали.

Сам процесс имеет, конечно, химическую природу. Состав обрабатывающего средства зависит от марки нержавеющей стали, вернее, ориентирован на процентное содержание хрома. Сплавы, где этого элемента 16 % и более, пассивируются раствором азотной кислоты (20–50 %). Выдерживать следует 30–60 минут при 40 °С. Не подходит такое пассивирование для сталей марки AISI 303. Если в нержавейке хрома менее 16 %, то условия и реагенты те же, только время выдержки должно быть не менее 60 минут. Такой режим не подходит для стали AISI 416. Для перечисленных исключений (AISI 303 и 416) и марки 430F лучше использовать указанную азотную кислоту и раствор бихромата натрия (2–6 %), температура при этом не выше 50 °С, а время выдержки 25–40 минут.
Пассивация сварных швов нержавеющей стали: сравнение химического и электрохимического способов
Статья обновлена и дополнена: 30 Мая, 2021
Поверхность нержавейки имеет защитный слой, который может быть нарушен в результате воздействия сварки. Для его восстановления и для того чтобы защитить поверхность нержавеющей стали, в том числе сварные швы, от разрушения из-за воздействия коррозии и ржавления, применяется специальная обработка – пассивация. Как итог образуется слой, стойкий к внешнему воздействию. Если качество пассивации сварных швов нержавеющей стали высокое, то получается ровный защитный слой, демонстрирующий одинаковую плотность на различных участках.
Цели пассивации сварных швов нержавеющей стали
Для пассивации нержавейки и швов, образующихся на ней после сварки, применяют растворы различных металлов. В результате происходит создание фазовых слоёв, обладающих новыми свойствами. Слои являются более стойкими к процессам окисления и позволяют защитить сталь от разрушающего воздействия коррозии. Применение такой обработки позволяет достичь следующих целей:
- Прекращаются процессы разрушения верхнего слоя металла;
- Равномерно сглаживается внешний слой детали, происходит удаление царапин и заусенцев;
- Созданные сварные соединения защищаются таким образом от потери прочности;
- В некоторых случаях после обработки металл становится более эластичным, снижается его хрупкость;
- Создание защитной плёнки позволяет в дальнейшем не опасаться разрушительного действия коррозии;
- Осуществляется нанесение слоя, который улучшает декоративные свойства предмета и улучшает его потребительские качества;
- Существенно повышается срок службы изделий.
Проведение пассивации сварных швов особенно важно для трудносвариваемых металлов: эта процедура позволяет обеспечить герметичность соединений. Использование пассивирования важно, поскольку даже воздух может рассматриваться в качестве агрессивной среды.
Особенно часто пассивирование нержавеющей стали применяется для защиты трубных конструкций, деталей крепления, элементов конструкций, которые должны постоянно соприкасаться с морской водой.
Однако при выполнении пассивации нужно учитывать, что она желательна не во всех случаях. Иногда она отрицательно воздействует на прочность стали. Поэтому, принимая решение о проведении пассивации, нужно учитывать все особенности обрабатываемого материала и применяемого метода пассивации.
Химическая пассивация сварных швов нержавеющей стали
При сварке нарушается верхний слой нержавеющей стали в местах соединения. Это делает нержавейку особенно уязвимой к коррозии. Проведение пассивации позволяет надёжно защитить сварочные соединения. При процедуре химической пассивации происходит использование ионов солей, имеющих отрицательный заряд. Они притягиваются к атомам металла, образуя новое химическое соединение (хим пас), обладающее повышенной устойчивостью к коррозии.
Технология химической пассивации швов нержавейки
Процедуре пассивации сварных швов нержавеющей стали предшествуют очистка (обезжиривание) швов и их травление.
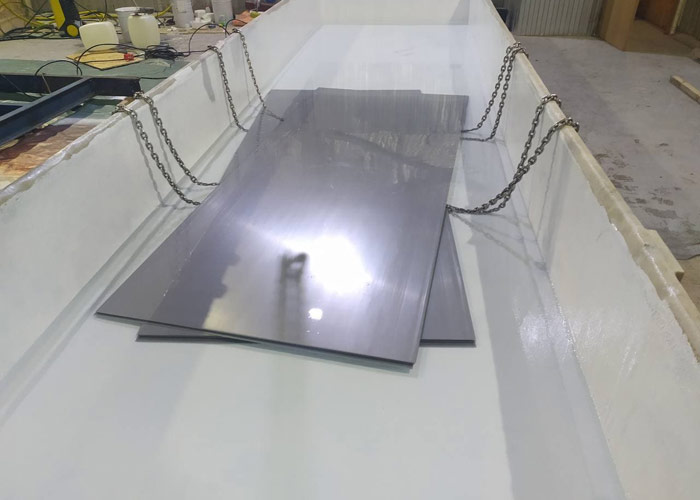
Небольшие швы обрабатываются точечно, то есть средство наносят на то место, где требуется зачистка. Иногда для достижения хорошего результата деталь опускают в раствор полностью и оставляют на несколько часов — используется метод погружения. Время рассчитывается индивидуально для каждой отдельной детали и марки стали.
Перед началом процедуры химической пассивации швов (хим пас покрытие нержавейки) необходимо тщательно очистить швы: могут, например, остаться следы химических загрязнений, такие как масляная плёнка и другие вещества. Их нужно тщательно «отмыть»: процедура называется «обезжиривание». Если остались твёрдые загрязнения, для их удаления потребуется проведение механической обработки.
Следующим шагом является травление. После сварки происходит обеднение защитного слоя металла и образуется слой, цвет которого вследствие термических процессов отличается от общего цвета поверхности стали. Этот повреждённый слой удаляют, однако, если это сделать механическим путём, то возникнут абразивные частицы, которые снизят качество дальнейшей обработки. Поэтому предпочтительным является использование травильных растворов фтористо-водородной или азотной кислоты. Они удаляют не только обеднённый слой, но и различные загрязняющие вещества, в том числе, мелкие частицы железа или масляные плёнки.
Подробнее применяемые методы травления нержавеющей стали описаны в статье «Травление и пассивация нержавеющей стали».
При проведении травления важно тщательно соблюдать температурный режим работы. Если действия производятся при пониженной температуре, то это увеличивает продолжительность обработки. При невозможности естественным путём обеспечить наличие нужной температуры, применяют циркуляционный подогрев раствора. Однако, в то время как большие поверхности металла обычно травят с использованием жидких растворов, то конкретно для химического травления сварных швов нержавейки используют специальные пасты с нанесением кислотостойкой кистью для травления и пассивации – происходит так называемая местная обработка.
Далее необходимо нейтрализовать химическое действие используемого раствора. Для этого производят промывку специальными веществами. Обычно для этой цели используют трёхпроцентный раствор аммиака с добавкой олеиновой кислоты и гидроксида натрия. Если не нейтрализовать травильный раствор и на нержавейке останутся его пятна, то качество полученной защитной плёнки снизится. После этого нужно полностью высушить изделие. Это делают в специальных камерах, где происходит обдувание прогретым воздухом.
Убедиться в качестве проделанной работы можно несколькими способами, однако одним из наиболее распространённых является обработка защитного слоя при помощи раствора ферроцианида калия в азотной кислоте. В тех местах, где защитный слой недостаточно надёжный, после обработки поверхность примет характерный синий цвет. Этот вид проверки химического пассивирования швов нержавеющей стали считается достаточно надёжным и применяется в большинстве случаев. Проведение такой обработки позволяет быстро получить результаты. Однако для этой цели можно применить более простой способ. Если поместить деталь в воду и продержать в течение определённого времени, то на плохо обработанных участках появятся пятна ржавчины.
После подготовительной работы можно, наконец, приступить к процедуре пассивации сварных швов нержавейки. Ее выполняют после травления для восстановления легирующего слоя на поверхности. Именно этот пассивный слой служит основной причиной коррозионной стойкости нержавеющей стали.
Пассивирование подразумевает применение химических средств, задача которых состоит в образовании защитной пленки на месте соединения. После пассивации поверхность приобретает антикоррозийные свойства, и, как следствие, увеличивается надежность готового изделия.
Средства для химической пассивации сварных швов нержавейки
Химическая пассивация швов нержавеющей стали – это процесс регенерации исходных характеристик нержавеющей стали в отношении коррозионной стойкости. Химический состав подбирается в зависимости от особенностей стали, и требуется подобрать наиболее эффективное вещество, так называемый пассиватор для нержавеющей стали.
Пассивацию можно выполнить тремя различными способами:
- Нанесением кистью гелей/паст;
- Распылением с помощью соответствующего насоса;
- Погружением в ванну.
В качестве средств для пассивации нержавейки часто используются растворы солей различных металлов. Также популярностью пользуется пассивация сварных швов нержавейки кислотами. В качестве пассивирующих кислот могут использоваться азотная, серная, ортофосфорная и лимонная кислоты. Чтобы повысить эффективность, применяются различные добавки. Иногда раствор дополнительно содержит небольшое количество бихромата натрия.
Электрохимическая пассивация швов нержавейки
Одним из способов пассивации сварных швов нержавеющей стали является электрохимический метод. Согласно технологии, происходит воздействие на околошовную зону с помощью электрического тока и специально разработанных электролитов для очистки, травления, пассивации и полировки нержавеющей стали. Когда ток протекает через раствор, происходят изменения химического состава участвующих в реакции веществ.
При удалении цветов побежалости со швов нержавейки поверхность не портится, это значит, что если вы используете «зеркальную» сталь, то после обработки вы не увидите в околошовной зоне матовых, тусклых пятен, какие могут оставаться при использовании азотосодержащих травильных паст. Также при электрохимической пассивации сварных швов нержавеющей стали ничего не происходит и с матовой, и со шлифованной поверхностью. При этом после обработки швов с помощью этой технологии полностью восстанавливается легирующий (пассивный) слой нержавеющей стали, который при дальнейшей эксплуатации защищает поверхность стали от коррозии.
Аппарат для пассивации сварных швов
Сварные швы нержавеющей стали можно очистить и запассивировать при помощи специального оборудования, одним из примеров которого являются аппараты для сварных швов серии SteelGuard. Данные установки предназначены для выполнения очистки сварных швов нержавеющей стали, включая финальные функции пассивации и полировки швов нержавейки.
Такое оборудование, как аппарат для электрохимической очистки швов SteelGuard 685, позволяют контролировать необходимую силу тока, благодаря чему можно эффективно работать на любом типе поверхности, не опасаясь повредить металл при прикосновении голого электрода, что раньше оставляло непоправимый след и портило поверхность нержавеющей стали.

Кейс нашей компании по замене химического метода пассивации сварных швов на электрохимический на пищевом производстве можно увидеть в статье
«Аппарат для пассивации сварных швов на пищевом производстве ПТК НИКА».
Сравнение химической и электрохимической пассивации: выводы
По сравнению с химической пассивацией сварных швов нержавейки, при использовании электрохимического способа время обработки относительно невелико, а качество полученного защитного слоя выше. Метод более затратен в финансовом плане, однако предпочтителен при достаточных объемах – например, на производствах любых масштабов. Приобретение аппарата для электрохимической очистки швов может стать серьезным улучшением производственного процесса.
Пассивация трубопроводов из нержавеющей стали
Травление и пассивация изделий из нержавеющей стали 12х18н10т и других марок
Создаёт на поверхности металла пассивный слой, значительно увеличивая стойкость стали к коррозии

Пассивация технологического оборудования, емкостей, химических реакторов
Критически необходима, если в процессе эксплуатации оборудование соприкасается с агрессивными средами. А также для пищевого и иного производства, предъявляющего повышенные требования к стойкости поверхности

Пассивация трубопроводов из нержавеющей стали
Устраняет нарушение пассивного слоя сварных швов и стенок изнутри трубопровода, продлевая срок службы в несколько раз

Пассивация нестандартных изделий
Проведем пассивацию изделий любых размеров и формы в том числе на площадке изготовителя, или после монтажа у заказчика

Пассивация сварных швов
Шов — самое слабое место любой конструкции. Высокие температуры нарушают структуру нержавеющей стали, что приводит к возникновению очагов коррозии. Пассивация восстанавливает защитный слой, что значительно продлевает срок службы ваших изделий

Другие способы защиты поверхности
Помимо пассивации, можем предложить Вам иные способы защиты поверхности металлов от коррозии:
Воронение, гальванические покрытия (цинкование, хромирование и др) А также различные виды антикоррозийных покрытий на основе лаков и красок, обладающих повышенной стойкостью к агрессивным средам
Для чего нужна пассивация?
Химическая пассивация
Пассивация необходима в первую очередь для нержавеющих сталей, а также многих других металлов, особенно после их обработки, нарушающей целостность поверхностного слоя.
Заказчики часто рассуждают так: У меня изделие (бак, трубопровод) из нержавейки, зачем ему пассивация?
Пассивация, особенно сразу после изготовления, способна значительно продлить срок службы изделия, так как устраняет очаги возможной коррозии на поверхности.
И она критически необходима, если в процессе эксплуатации поверхность будет соприкасаться с агрессивными средами.
При обработке нержавеющей стали на ее поверхности появляются царапины, в которых могут оставаться частицы режущего инструмента, оседать пыль черных металлов.
Разрушает поверхностный защитный слой и нагрев, особенно при сварке. В этом случае на поверхности стали могут проявиться не только следы побежалости на сварном шве, но и зоны, обедненные хромом, что вызовет обширную поверхностную коррозию.
Для придания деталям из металлов, в первую очередь из «нержавейки» дополнительных защитных свойств от коррозии, и применяют пассивацию.
Правильно подобранная технология пассивирования металла, способна значительно продлить срок службы дорогостоящего оборудования.
В результате из поверхностного слоя нержавеющей стали удаляется свободное железо, и образуется пассивный слой, препятствующий коррозии.
Пассивирование практически не меняет внешний вид изделия. Поэтому у производителя оборудования часто возникает соблазн отказаться от пассивации.
Если следы побежалости сварных швов удаляют специальными составами или электрохимически, то запассивировать все изделие «забывают», так как для этого необходимо как правило оборудованное производство, наличие специальных ванн, персонала, и технологии.
Между тем эти относительно небольшие вложения значительно продлевают жизненный цикл оборудования.
В зависимости от вида оборудования и условий его эксплуатации, полезна будет и периодическая пассивация, например, внутренней поверхностей баков, химических реакторов, трубопроводов и иного оборудования, где существует риск повреждения пассивного слоя в процессе эксплуатации.

