
Как загнуть профильную трубу на 90 градусов?
Как согнуть профильную трубу в домашних условиях с трубогибом и без для теплицы и козырька
Для строительства теплицы, навеса или разводки канализационной системы используются дугообразные металлические прутья. Чтобы придать конструкции изогнутый вид необязательно обращаться за помощью к специалистам. Это можно сделать и своими силами, используя подручный хозяйственный инвентарь или трубогиб.
Как согнуть профильную трубу в домашних условиях без трубогиба
У рядового домовладельца редко есть в наличии специальное оборудование. Поэтому нужно знать, как правильно самому согнуть алюминиевую или стальную трубу для теплицы, козырька (навеса) и других нужд без трубогиба.
Придать металлической заготовке дугообразный вид, не используя трубогиб, можно холодным или горячим способом. При варианте холодного гнутья применяются мягкие, но прочные профили. Рекомендуемый их диаметр не должен превышать 40 мм. Они мягкие и с ними хорошо работать.
Для профиля диаметром 40 мм и выше подходит горячий способ. В нем подразумевается использование паяльной лампы, при помощи которой металлическая заготовка поддается предварительному прогреву. Это делает ее пластичней и более податливой.
Прежде чем приступить к работе необходимо составить чертеж. В нем рассчитывается место изгиба и радиус угла. Для этого следует учитывать следующие характеристика профиля:
- Форма сечения. Может быть квадратной, овальной, прямоугольной или плоский. В хозяйстве чаще всего используется круглый трубопровод.
- Площадь сечения и толщина стенок. Эти параметры влияют на мягкость и пластичность продукции.
- Высота профиля. От него зависит максимальный радиус угла.
- Только правильно подобранный способ и грамотно рассчитанный проект гарантируют достижение качественного результата.
 Фото – гибка труб без трубогиба
Фото – гибка труб без трубогиба
Согнуть трубу при помощи сварочного аппарата и болгарки
Чтобы профильную трубу суметь согнуть своими руками необходимы тиски, болгарка и сварочный аппарат. Как это сделать разберем пошагово:
- Арматура надежно фиксируется в тисках.
- При помощи болгарки, в местах предполагаемого изгиба делаются небольшие надрезы.
- После этого заготовку следует тщательно очистить от стружки и можно приступать к работе.
- Далее используя сварочный аппарат, чтобы заварить образовавшиеся щели. Если конструкция не сложная и погрешности небольшие используется паяльник.
Для заключительного действия, изделие шлифуется и покрывается антикоррозийным веществом. Это необходимо для предотвращения преждевременного ржавления и разрушения.
Используем пружину для ровной дуги
Качественно изогнутую дугу можно получить используя пружину. Для этого она должна подходить по размеру профиля, чтобы ее легко можно было поместить во внутрь, а по завершению беспрепятственно вынуть. Использование пружины дает возможность согнуть заготовку любой окружностью. К тому же она защищает конструкцию от деформации и разрывов.
Для сгибания трубы используется песок
Чтобы получить качественную дугу из профиля в домашних условиях, применяется песок. Разберем как это делается:
- Зафиксировать заготовку в тисках. В случае их отсутствия организовать надежную опору, уперев арматуру в угол стены или в землю. Главное, чтобы изделие не смещалось во время работы.
- Нижний край трубы затыкается деревянным чопиком.
- В качестве наполнителя, во внутрь засыпается песок. Он защищает заготовку от разрывов и искривлений.
- Если профиль не гнется, его необходимо прогреть в местах изгиба паяльной лампой.
Как изготовить змеевик
В трубу для змеевика засыпается мелкий, хорошо отсеянный песок, после чего выходные отверстия затыкаются. Подготовленная заготовка крепится к штифту подходящему по диаметру и наматывается вокруг него. По завершению, готовое изделие фиксируется на некоторое время для закрепления новой формы.
Видео обучение о том, как загнуть трубу 20 мм без трубогиба с помощью песка
Арка (навес) без трубогиба
Как известно для навеса, например, в форме арки нужна изогнутая профильная труба. Важно сделать так, чтобы дуги получились одинаково изогнутыми, иначе навес не получится. Сейчас мы рассмотрим как это делать без использования станка, трубогиба и других вспомогательных средств такого рода.
Нам понадобится:
- Опора на которой мы будем работать, например, металлический стол;
- В качестве балки можно взять трубу 80 на 60 или 50 на 50 мм длиной 3 метра. Но данный метод универсальный – поэтому какой в итоге у вас будет балка-опора не важно;
- Профильная труба 20 на 20 или 20 на 40 мм, которую мы и будем гнуть.
Порядок действий (пошаговая инструкция):
- Делим опору на 6 равных частей. Тут очень важно – именно на 6 частей в не зависимости от того какой она длины;
- На линиях раздела необходимо приварить стойки строго под 90 градусов к балке. Средняя стойка – 250 мм, самая ближайшая к средней – 250 мм * 0,8888 = 222, 22 мм, а крайняя (самая маленькая стойка) – 250 мм * 0,5556 = 138,9 мм;
 Фото: приваренные стойки к балке
Фото: приваренные стойки к балке
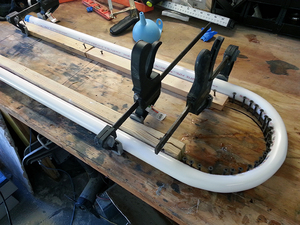
 Фото: положили профильную трубу на стойки и привязали ее веревкой к балке
Фото: положили профильную трубу на стойки и привязали ее веревкой к балке
Далее аккуратно изгибаем трубу вокруг стоек и привариваем ее к концам балки сварочным аппаратом.
 Фото: вот такую получаем согнутую трубу для навеса
Фото: вот такую получаем согнутую трубу для навеса
В длине стоек и кроется весь секрет сгибания профтруб аркой для вашего навеса. Длины двух стоек образуются от длины средней стойки (у нас 250 мм – вы можете взять другую длину, но не более 250 мм – иначе труба при изгибе может сломаться). Коэффициенты 0,8888 и 0,5556 справедливы при любой длине опоры и центральной стойки.
Для постройки навеса необходимы одинаково изогнутые дуги. Их несложно сделать своими руками. Перед началом работы необходимо выбрать место где будут гнуться пруты и собираться конструкция. Металлический стол хорошо подходит для этого.
В качестве балки можно использовать трубу 40 на 40 мм. Для дугообразных прутьев подходят профильные трубы 20 на 20 мм.
Размер опорной балки подбирается индивидуально. Надежно крепится к столу и делится на 6 равнозначных частей. К местам разметки привариваются стойки под углом 90 градусов. Радиус изгиба зависит от размера стоек. Рекомендованная длина стойки по центру 250 мм. Стойки по бокам от нее уменьшаются на коэффициент 0.8888 и получаются по 222 мм. Самые крайние подставки уменьшаются на коэффициент 0.5556 по отношению к центральной и получаются по 77 мм. Коэффициенты универсальны для любых размеров балки и основной стойки.
Далее заготовка фиксируется верёвкой к опоре с припуском 10-15 см. Потом изгибается вокруг стоек и фиксируется сваркой к балке с другой стороны. Край, ранее завязанный веревкой, также приваривается к опорной балке. Дуга получается ровно изогнутой по радиусу.
Конструкцию можно использовать как вместе со стойками, так и без них. Для этого необходимо хорошо обварить края и выбить металлические прутья.
Для большего понимания как правильно согнуть профильную трубу для постройки навеса без применения трубогиба предлагаем посмотреть видео:
Видео инструкция о том, как согнуть профтрубы для навеса (арки) без трубогиба
Теперь рассмотрим как гнуть трубу уже с помощью трубогиба
При постройке сложных строений используются профиля квадратного и круглого сечения с толстыми стенками. Их тяжело согнуть вручную, поэтому необходим трубогиб. Станки бывают двух видов:
- Ручные. Аппараты несложной конструкции и недорогие в цене. Вполне подходят для применения в хозяйстве.
- Автоматические. Относятся к профессиональным и используются специалистами. Имеют дорогую цену, поэтому для домашнего пользования не подходят.
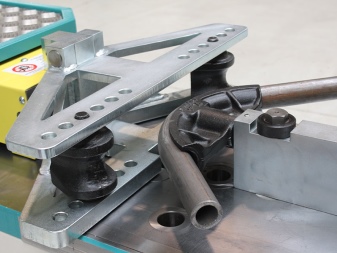
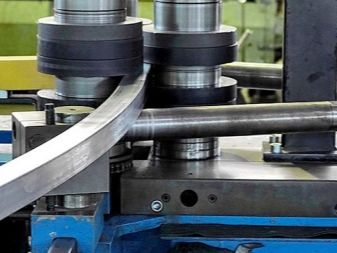
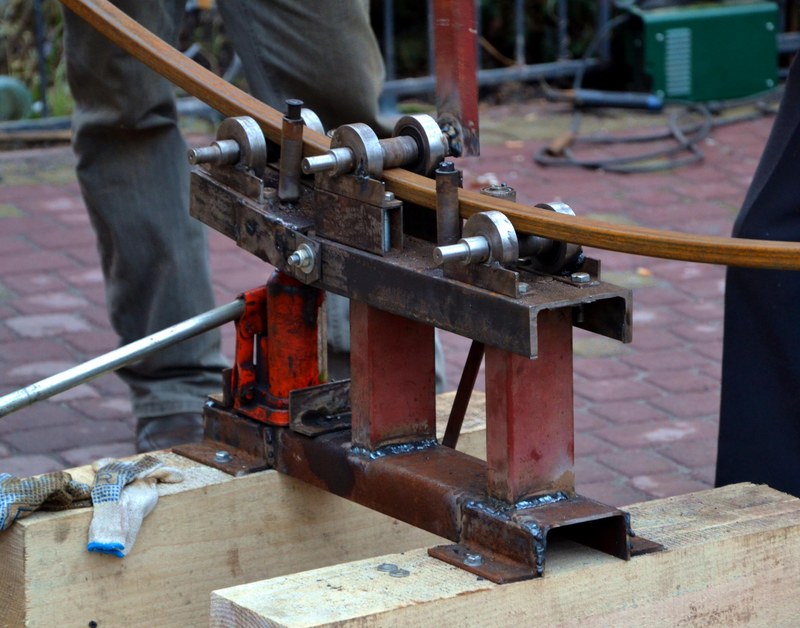
 Фото – механический профилегиб
Фото – механический профилегиб
Также станки различаются по принципу работы и бывают разных моделей. Рассмотрим наиболее практичные:
- Арбалетный трубогиб.
- Пружинный трубогиб.
- Сегментный трубогиб.
- Дорновый трубогиб.
Работать с использованием трубогиба удобно и легко. Он надежно удерживает профиль и оказывает на него равномерное давление. Радиус изгиба можно регулироваться. На выходе получаются идеальные дуги.
Как согнуть профильную трубу для теплицы
Для постройки теплицы нужны профиля изогнутые аркой. Этого добиться можно только с применением трубогиба. Его легко сделать своими руками. Состоит он из рабочей поверхности и нескольких роликов.
Чтобы согнуть профильную трубу в домашних условиях, нужно работать специальным устройством – трубогибом или профилегибом. Их особенностью является возможность установить коммуникацию в приспособление и зафиксировать её в определенном положении. За счет давления, которое оказывается в равной мере как на внешние углы, так и на внутренние, образуется ровный сгиб без резких перепадов и трещин.
Рассмотрим пример как согнуть аркой профильную трубу для теплицы шириной 3 метра:
- Рекомендуемое сечение основного профиля 20 на 40 мм, а для вспомогательного 25 на 25 мм.
- Чтобы получит форму в виде арки его необходимо прогнать через трубогиб 4 раза.
- Спустя каждый прогон следует подкручивать прижимную резьбу, для увеличения радиуса изгиба.
Такие работы проводятся с каждой заготовкой, предназначенной для конструкции. В результате получаются совершенные, одинаково изогнутые профиля в виде арок.
Первые представляют собой довольно простое устройство, которое состоит из рабочей поверхности (стола) и ряда роликов. За счет движения роликов труба перемещается по рабочему столу и изменяет свой угол, при этом не искажая нужный полукруг.
Профессиональные приспособления более удобны в использовании, но их стоимость зачастую превышает 20 000 рублей. Они применяются для сложных работ, наиболее часто требуются для производства сложных декоративных металлических элементов. К достоинствам модели можно отнести идеальный радиус, который будет точным буквально до десятой доли. Конечно, при с использованием станка удобнее работать, но в домашних условиях он практически не нужен, т. к. предназначен для обработки большого количества труб за смену.
 Фото – ручной трубогиб
Фото – ручной трубогиб
Разбираемся как загнуть трубы для теплицы своими руками в домашних условиях
Как согнуть квадратную трубу
Чтобы согнуть квадратную арматуру необходим гибочный станок. Его можно изготовить самостоятельно. Он не сложной конфигурации и комплектуется из:
- профильного неподвижного ролика;
- обматывающего ролика;
- длинного рычага.
Такой трубогиб считается самым просты, при этом очень практичным. Чтобы согнуть профиль, необходимо:
- арматуру вставить между роликами в месте изгиба;
- обеспечив заготовке надежный упор, нажимаем на рычаг;
- обволакивающий ролик начинает поджимать и изгибать заготовку.
Таким способом арматура сгибается под любым необходимым углом.
Видео: гнем металопрофиль квадратного сечения
Сгибаем профильную прямоугольную трубу под 90 градусов
Прямоугольный профиль тяжело гнется и добиться качественного угла сложно. Возникают гофрированные складки, трещины и другие дефекты. Поэтому для достижения качественного угла под 90 градусов лучше использовать трубогиб. Предлагаем посмотреть видео как правильно согнуть профильную трубу.
Достоинством использования трубогиба является то, что можно очень просто и быстро согнуть трубу под 90 градусов. Рассмотрим на видео ниже как это правильно делать:
Способ гибки профильной трубы без использования гибочного станка

В данном обзоре мастер показывает способ, как можно согнуть профильную трубу (под углом 90 градусов), без использования гибочного станка.

Сделать это можно при помощи простого шаблона. В качестве трубы, которую нужно согнуть, автор использует профиль прямоугольного сечения (размер — 60х20 мм).
Первым делом автор вырезает из бумаги шаблон в форме четверти круга. Если вы планируете пользоваться данным способом постоянно, то лучше вырезать металлический шаблон такой же формы.

После этого, используя бумажный или металлический шаблон, мастер делает разметку на профильной трубе (с двух сторон).

Основные этапы работ
На следующем этапе по нанесенной разметке необходимо с помощью болгарки вырезать из профильной трубы ненужную часть. В этом месте должна остаться только одна стенка 20 мм.


Потом надо будет вырезать еще один кусок из профиля (на противоположной стороне), и тоже оставляем только узкую стенку.

После того, как вырезаны ненужные куски, две боковые части профильной трубы могут свободно сгибаться, образуя при этом прямой угол.


Фиксируем профиль, предварительно согнув его боковые стороны, затем прихватываем и обвариваем. Сварные швы нужно будет зачистить.

Способ гибки профильной трубы без использования гибочного станка вы можете посмотреть в видеоролике на нашем сайте.

- Как восстановить абразивные свойства щеток по металлу
- Необычный способ сварки профильной трубы под 90 градусов
- Декоративный элемент из прямоугольной профильной трубы
- Как с помощью бензопилы из круглого бревна сделать брус
7 Comments
«Способ гибки профильной трубы без использования гибочного станка» — в статье гибки профильной трубы не нашел — никакой гибки трубы нет! Статья о фигурной резке трубы(причём очень спорной , слишком ювелирной с помощью болгарки!) на кусочки и последующей сварке кусков под прямым углом друг к другу! Трубу тут не гнут, а кромсают ! «Фигурная резка и последующая сварка профильной трубы под прямым углом» или «Способ сварки под прямым углом профильной трубы без использования гибочного станка» — и не больше и не меньше! Автор сварка кусков это не ГИБКА НИ РАЗУ!
Полностью согласен!Я тоже думал сейчас чудо свершится)Автору надо правильно над названием думать.
Автор нИИИфига не понимает о чем пишет….. Любая подходящая окружность подойдет. Даже отрезной круг от болгарки использованный можно применить. А вот полку 20 мм которая как разметить правильно не рассказал…… чтобы загиб строго сошелся. Если я правильно понимаю для перпендикулярного реза необходимо добавить половину ширины полки которая 60мм профля. Так никогда не делал, но думаю что так надо делать. Автор если пишите, то описывайте полностью ВЕСЬ процесс.
Проще сварить два отрезка трубы под прямым углом, затем разметить и срезать сектор и заварить угол пластиной.И никаких шаблонов — расчетов.
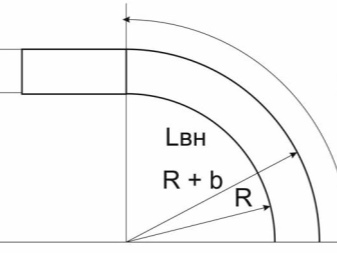
прибавить следует четверть длины окружности, радиус которой равен ширине пласти:
пR/2.
Однако для компенсации деформаций перемычка должна быть симметричной,
а углы перед прихваткой следует зафиксировать двумя временными распорками: концевой и диагональной.
Если бы автор написал, способ сварки профильных труб, это никого бы не заинтересовало… А так люди повелись и попались..
Жестоко… ЗЫ: проще было сразу 90% угол выпилить оставив недопиленной внешнюю грань, а потом согнуть и заварить стыки, не всем нужны округлые внешние сгибы… А если хочется округлостей и внутри и снаружи, просто болгаркой делаем некоторое число пропилов с внутренней стороны через равные промежутки не распиливая внешнюю грань, числом пропилов и их толщиной регулируем угол «сгиба» и его радиус, а после внутрь подводим усилительную планку и провариваем по боковым стыкам, и прочно и просто и менее муторно в исполнении…
Как согнуть профильную трубу?

- Особенности
- Что понадобится?
- Способы
- Рекомендации
Гнутая профильная труба – обязательный элемент в конструкции беседок, навесов, теплиц, заборов, даже гаражей. Толстостенный профиль большого сечения используются при возведении крыш зданий. От того, насколько качественно согнётся профиль, зависит надёжность и приглядный вид возводимого сооружения.



Особенности
В отличие от трубы с круглым сечением, загиб профиля с квадратным или прямоугольным представляет собой большую сложность. Из-за наличия резких углов, из которых была отлита профильная труба, гнуть профиль в некоторых случаях нужно частично. Применяют следующие подходы.
- Воздействуя на трубу изнутри давлением. Это может быть любая сыпучая или жидкая среда. Она поможет трубе принять правильную форму при изгибании, без проминания и «морщин» с внутренней стороны.
- Нагрев профиля до температуры, близкой к той, при которой сталь размягчается.
При изгибании трубы на профиль воздействуют сила сжатия с внутренней стороны изгиба и сила растяжения – с внешней. Стороны теряют правильное расположение, приданное им на заводе.
Если не соблюсти радиусы изгиба – профиль лопнет снаружи и/или промнётся внутрь с противоположной стороны. Влияние оказывают и толщина стенок, габариты сечения. Испорченное изделие восстановлению не подлежит.


Что понадобится?
Самый быстрый способ – использование профиле- или трубогиба. Холодное сгибание трубы до 10 мм – и квадратной, и круглой похоже на сгибание арматуры. Достаточно соблюсти правило – не менее 15 наружных радиусов круглой трубы либо не менее 15 значений большей ширины прямоугольной трубы. Сгибание квадратного профиля потребует Если нет доступа к промышленному трубогибу, в котором гибка по радиусу выставляется очень точно, то помогут болгарка и сварочный аппарат. Но «ломаное» гнутьё – крайняя мера.
Холодное гнутьё также возможно при помощи простого приспособления, сделанного из другой трубы (или арматуры) и специальной скобы с большой площадью захвата, позволяющей согнуть круглую или квадратную трубу постепенно. Такой способ используется, когда идеальный, равномерный сгиб необязателен.


Самодельный профильный трубогиб – в простейшем случае плита с отверстиями, в которую вставлены штыри. Они расположены так, чтобы сгибаемая труба проходила между ними, но заранее выстраиваются с обеих сторон по кривой. Другой вариант – рычаг с овальным шаблоном, выполняющим роль своеобразного лекала, состоящего из плоскопараллельных плоскостей. Используют также специальный ролик-колесо, прокатываемый по зоне будущего изгиба: глубина прогибания регулируется прилагаемой силой. Все способы самодельного гнутья требуют определённой сноровки и опыта.

Способы
Согнуть профиль 40×20 или 20×20 в домашних условиях особого труда не составит. Для этого подойдут все способы, перечисленные ниже. Узкие профтрубы (менее 20*20), особенно тонкостенные, гнутся с помощью примитивного захвата или даже на любой криволинейной и гладкой поверхности.
Главное – не гнуть изделие по радиусу, меньшему, чем 10-15 сторон (значений ширины) профтрубы, не делать резких движений. Так, для размера 40 на 20 см радиус гиба не ниже 0,3 м.


Болгаркой
Болгарка (или углошлифовальный ручной электростанок с отрезным диском по металлу) позволяет согнуть профильную трубу своими руками, используя пропилы. Они отстоят на равном расстоянии друг от друга, когда их более двух. Один пропил позволит сделать лишь резкий, прямоугольный изгиб. Чем больше пропилов – тем плавнее изгиб. Он примет вид правильной ломаной. Пропилы нужны, чтобы лишний металл с внутренней стороны не образовывал складки, придающие трубе неприглядный вид.
Величина угла каждого пропила определяется общим гибочным углом, делённым на количество выпиленных зазоров. Чтобы профтруба приняла аккуратный вид, и внутрь не затекала дождевая вода, пропилы должны быть с острым углом у наружной стенки трубы, а не прямоугольными. Например, арочная труба, имеющая угол сгиба в 180 градусов, при 20 пропилах требует угол для каждого из них в 9 градусов. Добиться этого можно лишь на крупногабаритном профиле и при использовании более тонких дисков – либо делать пропилы ножовкой по металлу, а не болгаркой.


Разогревать для этого профтрубу незачем. Пропилы размечаются и выполняются в соответствии с радиусом изгиба, запрашиваемого заказчиком. При этом одна из стенок – наружная остаётся целой, что позволит конструкции не развалиться, но труба теряет прочность. Для обретения профтрубой исходной прочности получившиеся стыки провариваются с помощью сварки.
Данный метод относят к холодному гнутью трубы. Термообработка (сваривание) осуществляются уже после сгибания – а не до него, как это происходит в случаях, описанных ниже. Недостаток – ребристая наружная и внутренняя поверхности сгиба, что исключает плотный контакт с криволинейными конструкциями, например, при накладывании композитных или пластиковых кровельных листов поверх каркаса, собранного из таких труб.
Как согнуть профильную трубу в условиях домашней мастерской

Выбирая, как согнуть профильную трубу, надо учитывать возможность таких неприятных моментов, как непредсказуемое изменение формы и размеров места изгиба, и ухудшения эстетики конструкции. Далее разбираемся, как правильно согнуть профильную трубу без трубогиба и с использованием специнструмента – как делать переходы при гибке профильных труб, как подобрать или изготовить вспомогательную оснастку, плюс, рассмотрим плюсы и минусы каждого из способов.

Вначале рассмотрим, из чего выбирать трубную заготовку.
Разновидности продукции отечественного производства
Гнутьё профильной трубы – операция, зависящая от материала проката, размеров его поперечного сечения, длины заготовки и радиуса гибки. В отечественном трубопрокатном производстве наиболее ходовыми являются квадратные и прямоугольные сечения (см. рис.). Овальные встречаются намного реже, заметно проигрывают в цене, да и практических преимуществ не имеют.
Перечислим соответствующие стандарты:
- ГОСТ 8645-68. Распространяется на стальную продукцию прямоугольного поперечного сечения. Диапазон размеров, мм – от 15×10 до 180×150, при толщине стенки от 1 до 7 мм. Длина – кратная 1250 мм, и до 6000 мм;
- ГОСТ 8639-82. Относится к стальному трубному прокату квадратных сечений. Размерный диапазон, мм – от 10×10 до 180×180 мм. Толщина стенки, мм – от 0,8 до 14,0 мм. Длина кратна 1250 мм, при максимальном размере 6000 мм;
- ГОСТ 32931-2015. Разработан для производства металлоконструкций, к которым, помимо, собственно, круглых профилей, входит также прокат прямоугольного, квадратного, овального и плоскоовального поперечных сечений. Длина – от 3.5 до 12,5 м.
Именно на последний ГОСТ, как наиболее подробный, и стоит ориентироваться пользователям.

Иногда приходится сталкиваться с необходимостью согнуть профильную трубу из цветного металла или сплава, например, алюминия или меди. Но эти материалы заведомо отличаются более высокой пластичностью, чем сталь, поэтому рекомендации, приводимые далее, справедливы и для заготовок такого типа.
В чём же заключается сильная сторона профильных трубчатых заготовок
При внимательном рассмотрении стандартов можно увидеть два «сопроматовских» показателя – момент сопротивления и момент инерции – которые рядовому пользователю вроде бы и без надобности.
На самом деле, они очень важны, ибо определяют главный плюс, по которому профильный прокат выигрывает у круглого: это жёсткость от продольного изгиба.
В числе конструкций, где находят применение «некруглые» профили, лидирующее положение занимают каркасные сооружения – теплицы, оранжереи. Все эти конструкции при эксплуатации испытывают значительные напряжения изгиба. С ростом размеров каркаса жёсткость круглых заготовок падает быстрее прямоугольных, ромбических или квадратных. На практике это означает, что диаметр придётся увеличивать. Соответственно возрастает собственный вес каркаса.

Как следует из рисунка, это явление характерно для любых форм, обычно встречающихся в технике, однако и в бытовых применениях данным фактором пренебрегать нельзя.
Под задачей, как загнуть профильную трубу, обычно подразумевается последующее облегчение монтажа. К плоской поверхности что-то присоединять значительно проще, чем к объёмной.
Всё, рассматриваемое далее, будет касаться только катаных профилей, причём цельных, а не электросварных. Потому что вальцованные заготовки в процессе гибки будут «раскрываться». Напряжённо-деформированное состояние при гибке – плоское, т.е., возникающие по одной из осей напряжения ничем уравновешиваться не будут.
Разновидности гибки. Используем трубогиб
Вариантов немного – либо согнуть профильную трубу без трубогиба, либо применить станок собственного или заводского производства.
Общий вид ручного трубогиба приведён на рисунке. Напомним, что выпускаются также соответствующие устройства с электрическим, гидравлическим приводом, и даже с числовым программным управлением.

Как правильно согнуть профильную трубу на трубогибе, всегда указывается в инструкции производителя. Фокус в другом: подобная техника окупает себя только при очень частом применении. Поэтому, обратимся к более реальным задачам.
Некоторые вопросы технологии
Итак, мы гнём профильную трубу вручную. Чтобы деформация не завершилась получением бракованной детали, необходимо запомнить следующее:
- Нельзя гнаться за скоростью гибки, потому что явления пластической инерционности деформируемого металла никто не отменял.
- Процесс деформирования следует выполнять с максимальным прижимом поверхности.
- Перед гнутьём следует соотнести пластические возможности материала с теми параметрами, которые желаете получить.
Ответим на эти вопросы.
Для стальных заготовок существуют ограничения по скорости углового гиба, которые колеблются в пределах 17…45 град/с (или 3…3,5 мм/с). Меньшее число отвечает условиям холодного, а большее – горячего деформирования. О том, как загнуть трубу, подогретую до нужной температуры, читайте далее.

Главное – соблюсти равномерность прижима и обеспечить полное касание зажимными губками тисков поверхности заготовки. Для этого губки обязательно должны воспроизводить наружный профиль поверхности проката (пример такого шаблона показан на предыдущем рисунке). Где согнуть профилированную трубу таким образом, решите сами. Может, стоит скооперироваться с другом или соседом, который имеет такие «продвинутые» тиски.
Технологические ограничения по гибке:
- Должно выполняться условие R D(20k+0,5) гибку можно выполнять в холодном состоянии;
- После холодной гибки трубчатая заготовка распружинивается. Поэтому фактический угол гиба должен на 1,5…2,0 % быть больше требуемого.
Видео описание
Наглядно процесс ручной гибки показан в этом видеоролике:
Вернёмся к вариантам согнуть трубу без трубогиба, которые реализуются в домашних условиях.
Гибка по шаблону
Рассмотрим как загнуть профильную трубу, например, для теплицы без трубогиба, с использованием шаблона.
Обычно шаблон изготавливается из ДВП, МДФ или древесины. Он должен воспроизводить профиль каркаса с учётом ожидаемого пружинения.

Прочно закрепив один торец заготовки, изгибаем её противоположный конец. Для снижения усилия можно использовать рычаг любого типа.
Ещё одним вариантом является изготовление вертикальных штырей, которые по высоте воспроизводят профиль тепличного навеса. Устанавливая их на прочном основании, можно сгибать заготовку. Один из торцов стоит прихватить сваркой, это повысит точность гиба. Загнуть трубу без трубогиба на шаблоне можно только при малом угле гиба – в этом ограничение способа. По шаблонам получают также дуги из профилированных труб.
Гибка с подогревом
Средне- и высокоуглеродистые стали обладают высокой механической прочностью и упругостью. Поэтому гибка в холодном состоянии предопределяет высокое значение пружинения и потерю размерной точности. Но загнуть трубу без трубогиба можно, нагрев её до температуры полугорячей деформации, когда структурных изменений в металле ещё не происходит.
Источником тепла проще выбрать паяльную лампу, располагая её так, как показано на рисунке.

Сильное тепло концентрируется на том участке заготовки, который вы хотите согнуть, и повышает пластичность, поэтому место гиба нужно разметить. Горячая гибка применяется для получения трубчатых деталей с более толстыми стенками. Вот инструкция, как согнуть профильную трубу для теплицы больших размеров:
- Закрепить один конец заготовки в тисках, чтобы она не двигалась.
- Убедиться, что по обе стороны от области, которая подлежит деформированию, достаточно места, чтобы вы могли хорошо удерживать объект при сгибании.
- С помощью паяльной лампы постоянно нагревайте зону гиба Причём именно всю поверхность, а не только одну её сторону.
Когда прокат раскалится, осторожно начинайте его гнуть. Это можно сделать и руками, но тогда следует воспользоваться толстыми перчатками. Снизить усилие поможет рычаг; если его нет, сгодится и гаечный ключ, либо кусок другой трубы большего диаметра.
Иногда проще, когда один человек нагревает, а другой гнёт. Загнуть трубу без трубогиба при нагреве точнее (снимается эффект пружинения).

После работ дайте материалу остыть и только потом счищайте окалину.
Гибка с противодавлением
Неизбежные искажения при свободной гибке связаны с тем, что при изгибе пустотелой заготовки (форма сечения неважна), противоположная поверхность всегда нагружается напряжениями растяжения, которые ничем не уравновешены. В результате происходит деформация сечения.

Самый простой способ, как согнуть трубу без искажений – создать противодавление, для чего в предварительно заглушенную с одного конца заготовку засыпают песок или заливают мыльную воду (зимой вода замёрзнет, и превратится в отличное средство для уравновешивания нагрузки).
Последний вариант имеет дополнительное преимущество, ведь песок потребуется уплотнить. После этого согнуть профильную трубу без трубогиба, хотя и тяжелее, но вполне осуществимо.
Прямой гиб
Иногда задача – как согнуть профильную трубу без трубогиба, усложняется, если дополнительно приходится решать, как загнуть профильную трубу на 90 градусов. В таких случаях, в первую очередь надо спросить себя, действительно ли надо гнуть заготовку, ведь зачастую с помощью шлифовальной машинки, рулетки керна и сварочного аппарата можно добиться необходимого результата.
Видео описание
Наглядно о том, как согнуть профильную трубу под 90 градусов, шлифмашинкой и сваркой, показано в этом видео:
Конечный результат приведён на рисунке.

Преимущество способа – отсутствие гофров, неизбежных, если выбирая как согнуть профтрубу под прямым углом, остановиться на классическом методе.
Недостаток – сварка всё-таки не гарантирует исходную прочность сечения в местах выполнения разрезов.
Коротко о главном
Существует ряд способов, как загнуть профильную трубу без трубогиба и с использованием спецоборудования. Это актуально не только для домашних мастеров, но и, например, для дачников, которым приходится выбирать, как согнуть профильную трубу для теплицы.
Оптимальным вариантом является изготовление трубогиба, но останавливаться на нём есть смысл только в том случае, если устройство будет использоваться постоянно.
В остальных случаях, в зависимости от наличия нужных инструментов, можно выбирать между холодной и горячей гибкой.
При холодной гибке надо учитывать свойства изгибаемого материала, плюс, помнить про соблюдение правила R Источник ссылка
Как правильно согнуть профильную трубу
 Многие владельцы огородов и дач часто замышляются о постройке теплицы. Так как деревянные оранжереи давно стали не актуальны, в наше время используют профильную трубу. Такой материал более крепкий и пропускает гораздо больше света. С первого взгляда кажется, что загнуть профильную трубу очень тяжело и без специального оборудования не обойтись. Однако если разобраться, как согнуть профильную трубу без трубогиба, это с легкостью можно сделать и в домашних условиях.
Многие владельцы огородов и дач часто замышляются о постройке теплицы. Так как деревянные оранжереи давно стали не актуальны, в наше время используют профильную трубу. Такой материал более крепкий и пропускает гораздо больше света. С первого взгляда кажется, что загнуть профильную трубу очень тяжело и без специального оборудования не обойтись. Однако если разобраться, как согнуть профильную трубу без трубогиба, это с легкостью можно сделать и в домашних условиях.
Сложности процесса
Весь металлический материал может быть частично или целиком изогнут. Процесс изворота проводят двумя способами:
- механическое воздействие;
- нагревание металла.
В первом случае гнуть металл приходится без нагревания. Такой способ лучше тем, что металл не теряет свои свойства. Однако без нагревания материала изогнуть металл будет очень сложно. При нагревании изготовить изгиб гораздо проще, но металл может потерять свои свойства и стать менее прочным.
 Круглое изделие из металла имеет ориентировочно ровные показатели. Однако профильная труба имеет угол под 90°. Такой угол трубы мешает спокойному изгибу, в результате появляются различные складки, которые впоследствии могут лопнуть или сломаться.
Круглое изделие из металла имеет ориентировочно ровные показатели. Однако профильная труба имеет угол под 90°. Такой угол трубы мешает спокойному изгибу, в результате появляются различные складки, которые впоследствии могут лопнуть или сломаться.
Для того чтобы не портить металл, нужно четко знать, как согнуть профильную трубу в домашних условиях. Многие дачники, не зная чуткостей изгиба, тратят немало материала, который вследствие выбрасывается.
Если осмотреть профессиональное оборудование, то можно заметить, что внутри прокатного валика есть специальный паз, который продавливает середину стенки профильной трубы. Это помогает тем, что внутренняя кромка сдавливается и складок становится меньше.
Секторная сварка
 Часто люди не знают, как согнуть трубу из нержавейки, так как нержавеющий материал имеет более прочный сплав, чем обычная сталь. Конечно, благодаря профессиональному оборудованию это сделать просто. Но как быть, если под рукой нет ничего, что может обеспечить достаточное механическое давление? Именно для этой цели выдумали секторную сварку.
Часто люди не знают, как согнуть трубу из нержавейки, так как нержавеющий материал имеет более прочный сплав, чем обычная сталь. Конечно, благодаря профессиональному оборудованию это сделать просто. Но как быть, если под рукой нет ничего, что может обеспечить достаточное механическое давление? Именно для этой цели выдумали секторную сварку.
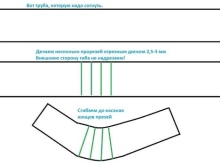
Принцип ее в том, что профильное изделие надпиливается с одной стороны на равных расстояниях, после чего материал загибается в необходимом направлении и прорези завариваются сваркой. В таком случае важно знать, что профтруба чаще всего тонкостенная и когда прорези находятся рядом, ее очень легко прожечь.
 Люди, имеющие малый опыт работы с инструментом, часто промахиваются в надпилах, делая их то чрезмерно частыми, то редкими. Чтобы удостовериться в правильности разметки, можно взять другой эластичный квадратный материал и использовать его как шаблон.
Люди, имеющие малый опыт работы с инструментом, часто промахиваются в надпилах, делая их то чрезмерно частыми, то редкими. Чтобы удостовериться в правильности разметки, можно взять другой эластичный квадратный материал и использовать его как шаблон.
Если иметь под рукой газовую горелку, то профильный материал можно изогнуть с помощью нагрева. Как только металл становится горячим, он легче подвергается искажению, что помогает избежать складки с внутренней стороны стенки. Если радиус изгиба небольшой, то можно обойтись обычным зажимом. Но если требуется более точный изгиб, потребуется направляющая стенка.
С помощью песка
Чтобы сделать изделие из гнутой профильной трубы, можно использовать песок. Конец материала плотно закрывается особой пластмассовой или медной втулкой. После этого в трубу засыпается мелкий песок. Важно, чтобы изделие было полностью забито песком. Поскольку пустое пространство внутри трубы теперь плотно забито, материал будет гораздо проще подвергаться механическому изгибу. Главное, изначально создать стандарт, по которому можно выгнуть и направлять изделие.
Изгиб на дереве
 Такой метод сравнительно часто используют, если диаметр трубы не превышает 15 мм. Чтобы сгибание прошло успешно, конец материала необходимо плотно закрепить. Но что делать, если руками материал не удержать, а других мест крепления попросту нигде нет? И на это мастера на все руки придумали метод крепления. Наверняка на всех дачных участках могут быть деревья. Именно дерево и может послужить не только прочным креплением, но и диаметром для изгиба профильной трубы.
Такой метод сравнительно часто используют, если диаметр трубы не превышает 15 мм. Чтобы сгибание прошло успешно, конец материала необходимо плотно закрепить. Но что делать, если руками материал не удержать, а других мест крепления попросту нигде нет? И на это мастера на все руки придумали метод крепления. Наверняка на всех дачных участках могут быть деревья. Именно дерево и может послужить не только прочным креплением, но и диаметром для изгиба профильной трубы.
Приспособления для работы
 Из текста выше стало понятно, как согнуть трубу в домашних условиях. Но все эти методы подходят для разового использования. Если требуется постоянно изгибать материал, то лучше обзавестись специальным станком. Но так как он стоит дорого, можно приготовить кондуктор из металла.
Из текста выше стало понятно, как согнуть трубу в домашних условиях. Но все эти методы подходят для разового использования. Если требуется постоянно изгибать материал, то лучше обзавестись специальным станком. Но так как он стоит дорого, можно приготовить кондуктор из металла.
Как правило, часто требуются разные диаметры для изделий из согнутой трубы. Поэтому одним кондуктором попросту не обойтись.
Чтобы постоянно не искать гибкий металл для кондуктора, можно использовать трубу различных диаметров. Достаточно обрезать от круглых труб полосы по 5 см и можно считать, что кондуктор будет многофункциональным.
Трубогиб своими руками
Чтобы механизировать изгиб материала и не тратить финансы, можно изготовить домашний трубогиб. Но и для такого приспособления нужно будет небольшое вложение. Для такого оборудования потребуются:
- 2 валика диаметром около 10 см;
- 1 валик с зажимом;
- металлическая стойка.

 Два валика устанавливаются и свариваются параллельно друг другу. Третий валик с зажимом устанавливается чуть выше нижних. Таким способом можно положить материал и прижать его верхним валиком. После того как материал установлен, достаточно прокатать его в одну и другу сторону. Если угол нужен больше, можно еще зажать верхний валик и повторить действие.
Два валика устанавливаются и свариваются параллельно друг другу. Третий валик с зажимом устанавливается чуть выше нижних. Таким способом можно положить материал и прижать его верхним валиком. После того как материал установлен, достаточно прокатать его в одну и другу сторону. Если угол нужен больше, можно еще зажать верхний валик и повторить действие.
Минус такого аппарата в том, что на нем не получится изготавливать изгибы с маленьким радиусом. Попросту не хватит силы давления на зажиме. Материал, который будет получаться после домашнего станка, идеально подойдет для теплиц, навесов и других изделий, где не требуется острый угол.
Originally posted 2018-04-18 12:13:42.

