Как сварить две трубы в одну?
Как сварить трубы разного диаметра — лепестковый переход
Один из сложных видов сварочных работ, требующий привлечения опытного сварщика – сварка труб малого диаметра с трубопроводами большего сечения. В статье мастер сантехник расскажет, как можно сварить между собой две трубы с разным диаметром.
Изготовление сварных переходов для труб
Переходы необходимы для изменения пропускной способности трубы с большего диаметра на малый и наоборот. Переходы изготавливаются при помощи штамповки, а также сварки (лепестковые переходы). Изготовление при помощи штамповки применяется в серийном производстве на заводах, изготовить такой переход в домашних условиях не является возможным.
Переходы с одного диаметра трубы на другой можно изготовлять кузнечным способом (путем осадки труб при красном калении) или путем вырезки клиньев.
Прежде чем браться за работу, следует сначала приготовить все необходимое для предстоящей операции:
- Сварочный аппарат;
- Болгарка;
- Резиновая лента;
- Линейка;
- Маркер;
- Бумага;
- Циркуль.
Как сделать лепестковый переход на трубе
Первым делом края свариваемых труб нужно отторцевать максимально ровно.


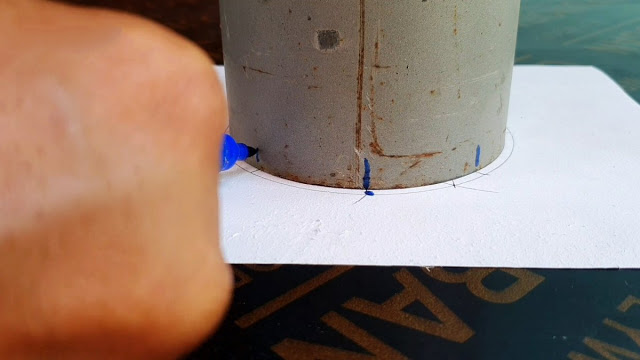
Далее необходимо разделить окружность большей из труб на восемь абсолютно равных частей. Лучше всего сначала произвести все расчёты и разметку на бумаге.
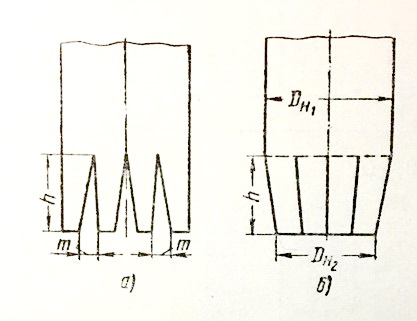
При изготовлении переходов из труб путем вырезки клиньев величина m определяется по формуле:
- m – наибольшая ширина вырезаемого клина в мм;
- DH1 – наибольший наружный диаметр перехода в мм;
- DH2 – наименьший наружный диаметр в мм;
- n – число клиньев;
- с – величина, равная 2 – 2.5 мм при электродуговой сварке и 3 – 4 мм при газовой сварке.
Когда план будет готов, переносим разметку с масштабного чертежа с бумаги на саму трубу.
Размеченные клинья аккуратно вырезаются при помощи болгарки.

Полученные выступы стягиваются тугой резиновой лентой до нужно диаметра.

В таком состоянии трубы с разным диаметром соединяются и свариваются. По мере надобности бандаж отпускается.

Также завариваются продольные разрезы.


В сюжете — Сварка 2х труб разного диаметра
В сюжете — Как очень просто изготовить плавный переход на любую трубу самостоятельн
В продолжение темы посмотрите также наш обзор Как разрезать трубу под углом
Технология сварки труб электросваркой. Полезные рекомендации
Бытует мнение, что сварка труб – это довольно простая технологическая операция, с которой способен справиться даже новичок.
Действительно, казалось бы, что тут сложного. Детали довольно большие, соединяемые поверхности хорошо подогнаны друг к другу и обработаны, материал качественный. На первый взгляд, есть все необходимое для формирования эстетичного и прочного шва!
На практике, однако, выходит совершенно иначе. Процесс этот довольно труден, в особенности, если речь идет о формировании полноценного трубопровода, работающего под давлением. К работе с его сегментами привлекают лучших специалистов.
Почему так происходит? Как выполнить сварку с высоким качеством, не обладая значительным опытом? Каких советов и рекомендаций стоит придерживаться?
Основная технология
Наиболее распространенной и востребованной методикой является электродуговая сварка.

Да, у нее есть альтернативы в виде газовой сварки, но ее неоспоримые преимущества заключаются в простоте, минимальном наборе оборудования и результате, соответствующем самым строгим стандартам.
Даже при конструировании магистральных трубопроводов используется именно этот метод. Чтобы добиться высокого качества, необходимо отнестись к работе со всей ответственностью.
Выбор электродов
Соединение сегментов стальных трубопроводов должно вестись при помощи качественных расходных элементов, иначе вряд ли удастся достичь хорошего результата.
Например, если речь идет о выборе электродов, то лучшими считаются следующие модели:
- АНО-21, АНО-24 и МР-3. Функционируют на переменных токах. Допускается работа даже при мокрой обмазке. Стоимость изделий невысока, что объясняет их востребованность в быту, они идеально подходят для того, чтобы соединить конструктивные элементы ворот, теплиц и других конструкций небольшой массы, не испытывающих высоких нагрузок. Работа с трубопроводами, транспортировка среды в которых ведется под значительным давлением, не допускается.
- УОНИ. Качество сердечников заслуживает лестных отзывов даже со стороны профессиональных сварщиков, но они имеют минус – работа не может вестись с высокой скоростью. Необходимо постоянно следить за стабильностью дуги, шов наплавляется постепенно, так что у работника должен иметься определенный опыт взаимодействия с классическими электродами АНО и МР.
- Отлично для металлических труб подходят электроды LB-52U. Это японская разработка. Именно ей отдают предпочтение при реализации крупных проектов. Они формируют ровную и стабильную дугу, получаемый шов сочетает в себе прочность и эстетичность. Минус – довольно высокая стоимость, но подходят они и специалистам, и новичкам.
Посмотрите видео по теме, какие электроды использовать для сварки труб:
Основные методы
Соединение может выполняться одним из следующих способов:
- Встык, когда соединяемые трубы размещаются друг напротив друга. Наиболее распространенный вариант, отличающийся относительной простотой реализации. Впрочем, и он характеризуется определенными сложностями. Первый момент – работу лучше вести снизу. Второй момент – необходимо тщательно проваривать металл, чтобы глубина провара соответствовала толщине стенки.
- Внахлест. Данный метод ориентирован на соединение элементов, изначально различающихся по диаметру, либо сегментов, один из которых развальцован, то есть его диаметр увеличен намеренно, методом механического воздействия.
- Тавровое соединение выполняется под 90-градусным углом.
- Угловое соединение предполагает, что угол между соединяемыми отрезками менее 90 градусов.

Полезные рекомендации
Перед тем, как варить трубы электросваркой, стоит запомнить ряд советов, следование которым упростит процесс, а также улучшить качество конечного результата:
- Если соединение осуществляется стыковым или тавровым методом, то лучше всего показывают себя электроды, диаметр которых варьируется от 2 до 3 миллиметров.
- Рекомендуемая сила тока – от 80 до 100 ампер, исключение составляет только сварка внахлест, когда ее рекомендуется увеличить до 120 ампер.
- При заполнении сварочного шва нужно ориентироваться на то, чтобы подъем металла над плоскостью элемента достигал 2-3 миллиметров.
- Если труба имеет в сечении не привычные овалы или круги, а профили, то есть прямоугольники и квадраты, то используется точечный способ ее соединения.

Суть его состоит в том, что изначально нужно сварить небольшой участок с одной из сторон. Далее – аналогичный участок на противоположной стороне, после – на оставшихся двух плоскостях. Только после этого труба сваривается окончательно.
Данный подход дает возможность исключить вероятность коробления изделия при повышении температуры, его геометрия остается стабильной.
Подготовительные операции
Окончательное качество стыковки зависит не только от профессионализма сварщика и использования “правильных” электродов, но и от того, насколько грамотно выполнена предварительная подготовка.

Заключается она в следующих операциях:
- Проверка соответствия геометрии соединяемых элементов выбранной технологии. Необходимо помнить, что толщина стенок должна быть идентичной, иначе не удастся полноценно проварить толстостенную трубу, а в случае работы с тонкостенным изделием, наоборот, увеличивается риск сквозного прожога.
- Не допускается наличие дефектов на свариваемых изделиях, будь то трещины, заломы или деформации. В процессе температурного расширения они могут превратиться в участки полного разрушения конструкции.
- Не допускаются геометрические отклонения среза. Его угол должен составлять 90 градусов, иначе сварочный шов окажется недостаточно прочным, возникнут проблемы с его формированием, что будет представлять угрозу разрушения всей конструкции.
- Кромки соединяемых труб необходимо зачистить до появления блестящей металлической поверхности, для чего применяется грубая наждачная бумага или специальная щетка. Минимальная протяженность зачищаемого участка – сантиметр от кромки.
- Удаляются жировые и другие загрязнения, следы краски и проявления коррозии. Наиболее эффективное средство удаления – химический растворитель.
В этом видео показывается, как подготовить кромки трубы под просвет с помощью болгарки:
Особенности процесса
Технология сварки труб предполагает следование следующим правилам:
- Шов должен быть беспрерывным, то есть заканчиваться в точке своего начала. Отрывы электрода от поверхности не допускается. Выполнить правило невозможно, если диаметр трубы слишком велик. В такой ситуации используется многослойная сварка. Число слоев нужно соотносить с толщиной стенок.
2 слоя соответствуют толщине менее 6 миллиметров, 3 – от 6 до 12, 4 – более 12. Перед нанесением последующих слоев нужно убедиться, что первый полностью остыл.
- Перед тем, как сварить две трубы, их нужно зафиксировать. Прихватка упростит работу, исключит поперечные и продольные перемещения, позволит сформировать ровный и прочный шов без лишних усилий.
- При толщине стенки трубы более 4 миллиметров допускается формирование коренного шва, основная особенность которого – заполнение области между соседними кромками на полную глубину. Альтернатива коренному шву – валковый аналог, который идентифицируется по 3-миллиметровому валику сверху шва.
- Проверка качества шва. Он простукивается молотком, что позволяет удалить включения шлака. После этого проводится визуальный осмотр, не допускаются трещины, участки с недостаточным проваром, сколы, выемки, прожоги.
Если по трубам будет транспортироваться жидкость или другая среда, находящаяся под давлением, то проводится тестовый запуск, позволяющий определить герметичность.
Полезное видео
Посмотрите видео, где опытный сварщик показывает, как просто и быстро варить трубы начинающим:
Видео для начинающих сварщиков, сварка труб полумесяцем:
Заключение
Итак, сварное соединение труб – дело ответственное, но при должном подходе, внимательном отношении с ним могут справиться и новички. Главное – делать все по инструкции, не отступать от технологии, помнить обо всех мелочах.
Технология сварки труб

Под трубопроводом подразумевается инженерная коммуникация, при которой подача рабочего вещества осуществляется через трубы (вода, газ, нефть и т.д.). Чтобы обеспечить качественную подачу, необходимо не только правильно его проложить, но и время от времени проводить ремонтные и профилактические работы. Здесь как раз не обойтись без стыковки элементов между собой. Рассмотрим, что такое сварка труб, как сваривать трубы электросваркой, какие техники необходимо применить на практике для создания герметичного трубопровода.
Виды трубопроводов и сварка
Трубопроводов существует огромное количество, которые используются для перемещения разных материалов и рабочих жидкостей. Отталкиваясь от их предназначения, есть следующая классификация:
- технологические;
- магистральные;
- промышленные;
- трубопроводы газоснабжения;
- водяные;
- канализационные.
При изготовлении трубопровода применяются различные материалы – керамика, пластик, бетон и различные виды металлов.
Современные сварщики для стыковки труб используют три основных способа:
- Механический осуществляется за счет взрывов в результате трения.
- Термический, который осуществляется за счет плавления, например газовой сваркой, плазменной или электро-лучевой.
- Термомеханический производится за счет магнитоуправляемой дуги посредством стыкового контактного метода.
Существует множество типов сварки, которые разделяются по многим классификациям. Перед тем, как варить трубы, нужно разобраться, каким способом лучше всего это делать. Теоретически, каждый вид подходит для сварки труб малого диаметра и большого. Она может осуществляться плавлением и давлением. К методам плавления относятся электродуговая и газовая сварки, а к методам давления – газопрессовая, холодная, ультразвуковая и контактная. Самыми распространенными способами для соединения коммуникаций является ручная электродуговая и механизированая.

Сварка труб электросваркой плавящимся и неплавящимся электродами
Эффективнее всего проводить сварку технологических трубопроводов электродом вручную или посредством автомата. Это может быть методика работы плавящимся или неплавящимся электродом (аргонно-дуговая сварка). Технология сварки труб реализуется в три основных этапа:
- Подготовительный, который делится на две части – подготовка мастера и подготовка материала. К подготовке сварщика стоит отнестись очень ответственно, так как от этого зависит его безопасность. Обязательно нужно подготовить спецодежду и защитную маску для глаз, чтобы предотвратить ожог яркими искрами. Под подготовкой деталей имеется в виду тщательная зачистка труб под сварку от коррозии, краски и загрязнений. Перед ручной дуговой сваркой трубопроводов нужно хорошо металлической щеткой или наждачной бумагой обработать стыки и площадь, прилегающую к ним. Если этого не сделать, то могут быть «пробелы» в самом шве, так как материал «не перехватится» на загрязненную трубу.
- Сварочный процесс. Когда все готово, можно начинать. Самое основное в дуговом способе ( вне зависимости вручную она проводится или инвертором) это удержать дугу. Сначала необходимо зажечь электрод и возбудить дугу. Затем полноценно производится шов. Его тип выбирается непосредственно мастером в процессе работы. На способ ведения электрода и на технологию сварки трубопровода в целом влияет множество факторов – расположение труб, материал их изготовления, предпочтения сварщика.
- Проверка качества работы. Когда шов готов (не стоит забывать оббивать шлак, который образуется над ним в виде валика), можно запустить коммуникацию на предмет контроля качества соединения.
Технология сварки водопровода, газопровода и других инженерных коммуникаций практически одинаковая. Важно соблюдать последовательность действий и учитывать виды швов в разных положениях, так как от умения их варить и будет зависеть качество коммуникации.

Как состыковать трубы
Для новичка, который хочет в совершенстве овладеть сваркой, необходимо знать все тонкости этого процесса. Для сваривания двух труб существует более 30 способов. Рассмотрим самые распространенные способы сварки труб:
- в угол;
- в тавр (перпендикулярно по отношению друг к другу);
- в стык;
- внахлест.
Тип стыковки труб выбирается в зависимости от типа металла, вида сварки и характера коммуникации. Например, трубы для системы централизованного отопления чаще всего соединяются встык с помощью электросварки. Для качественного шва, главное – сделать провар по всей толщине изделия.
Большую роль в технике сварки труб ручной дуговой сваркой играют типы шва, которые классифицируются на четыре основных группы:
- горизонтальные;
- нижние;
- вертикальные;
- потолочные.
Каждый из этих способов имеет свою технологию выполнения. Самое удобное и простое для выполнения качественного соединения – нижнее положение. Если есть возможность перемещать и поворачивать элемент, то мастер старается их установить именно в нижнее положение. При этом, во время работы, металл не стекает вниз, как при вертикальном шве, не разбрызгивается по сторонам, как при потолочном положении. Сварка технологических трубопроводов проводится, применяя все эти виды, так как коммуникации имеют множество разветвлений.
По типу продолжительности шва на трубопроводе, они разделяются на сплошные и прерывистые швы.
Особенности сварки труб
Ручная дуговая варка трубопроводов значительно отличается от работы с плоскими деталями. Тоже самое касается и других видов, которые применяются для водо- или газопроводов (аргонная, газовая). Далее представлены самые основные аспекты сварки труб ручной дуговой сваркой:
- Режимы настройки аппарата:
- сварочный ток рассчитывается следующим образом: диаметр электрода нужно умножить на 35. Это и будет оптимальная сила. Например, при работе с проводником в 3 мм, сила тока будет (3х35) 105А. конечно, эта цифра условная, но в среднем так и получается. При сварке труб малого диаметра и толщины не более 4мм, больше 150Атне потребуется;
- чтобы удержать дугу, необходимо четко соблюдать расстояние между проводником и металлам. Его рассчитывают исходя из диаметра электрода +1. Например, при электроде в 4 мм, расстоянием для дуги будет 5мм.
- Сварка труб малого диаметра (до 10 см):
- изначально стыки собираются вручную и прихватываются точечным методом (достаточно двух точке, располагающихся друг напротив друга);
- при стыковке деталей толщиной 4 мм и более варят в два слоя – сначала корневым швом, а потом валиком;
- горизонтальный шов при сварке труб малого диаметра каждый валик укладывается в противоположном направлении. Например, первый – справа налево, второй – слева направо, третий – справа налево и так далее;
- детали, толщиной от 3 до 8 сантиметров нужно сваривать небольшими участками, для получения более качественного соединения.

- Поворотные стыки и сварка труб большого диаметра:
- скорость поворота изделия должна равняться скорости ведения проводника (она устанавливается, отталкиваясь от толщины изделия (более толстые свариваются немного дольше);
- самое выгодное положение сварочной ванны – 30 градусов от верхней точки;
- при сваривании на участках, где есть возможность повернуть изделие на 180 градусов, работа производится в три этапа. Первый — в два приема сваривают две верхние четверти диаметра трубы в направлении навстречу друг другу в один или два слоя. Второй – повернуть изделие и проварить оставшийся стык. Третий – опять поворачивают на 180 градусов и доваривают шов до конца.
- Неповоротные стыки варить намного сложнее, поэтому для сварки труб ручной дуговой сваркой существует определенная технология:
- вертикальные стыки варятся в два этапа. Периметр стыка условно делится вертикальной прямой линией на два участка. Они оба в итоге три положения: потолочное, горизонтальное и нижнее. Потолочным называется участок, занимающий примерно 20 градусов от самой нижней точки детали. Нижним – 20 градусов от верхней точки изделия. Между этими положениями находится горизонтальное положение. Работу необходимо начинать с потолочного положения и вести электрод в нижнему. Каждый участок обрабатывается короткими дугами, которые рассчитываются так: D(эл)/2.
- горизонтальные стыки скрепляются углом назад. По отношению к оси электрод должен располагаться 80 градусов. Работа производится на средней дуге и для сварки труб малого диаметра и большого.
Соблюдая эти правила при сварке водопроводных труб электросваркой получится ровный и красивый шов, а главное герметичный, прочный и долговечный.
В завершении важно отметить, что дуговая сварка труб широко используется для работы с разными типами проводов. Мы рассмотрели, как правильно варить, находящиеся в разных положениях детали. В этом и заключается особенность обработки данных элементов, так как они соединяются разными типами швов, в разных положениях.
Новичкам, которые уже набили руку к разным видам соединения, не сложно будет адаптироваться к сварке труб ручной дуговой сваркой. И не стоит забывать, что половина успеха зависит от качества зачистки труб под сварку.
Технология сварки трубопроводов отлично показана в следующем видео:
Как правильно варить трубы электросваркой

Нередко можно услышать мнение, что сварка труб не является чем-то уж слишком особенным и, если потребуется, справится с такой задачей сможет даже любитель. Действительно, на первый взгляд может показаться, что это так и есть. Крупные поверхности с хорошо подогнанными и обработанными кромками – все условия для формирования качественного шва соблюдены. Осталось только поднести электрод и.
А вот здесь уже начинается практика, у которой совершенно другие законы, нежели у теории. Оказывается, выполнить подобную работу очень сложно. Особенно, если речь идет о создании трубопровода высокого давления. Малейший дефект сварочного шва приводит к прорыву магистрали. Именно поэтому к подобным проектам привлекают исключительно высококвалифицированных специалистов.
- Технология сварки труб
- Подбор электродов
- Как сварить трубу электросваркой: основные приемы
- Как правильно варить трубы: советы и рекомендации
- Подготовка
- Особенности сварки труб
Технология сварки трубопроводов
Наиболее распространенный метод сварки труб – электродуговой. По сравнению с альтернативной газовой данная технология характеризуется простотой и надежностью. Для начала процесса потребуется минимальный набор инструмента, а результат будет соответствовать наиболее жестким нормативным требованиям. Но чтобы добиться нужного качества требуется профессиональный подход к использованию возможностей сварки.

Подбор электродов
Не менее важным для получения высококачественных швов является использование проверенных расходных материалов. Плохие электроды станут непреодолимым препятствием на пути к достижению нужного результата. Лучшими на сегодняшний день считаются такие марки:
- АНО-21, АНО-24 и МР-3. Для использования требуется сеть переменного тока. В связи с невысокой стоимостью расходный материал востребован в самых разных отраслях деятельности человека, включая приусадебные хозяйства. Такие электроды отлично справляются с задачами сваривания конструкций для частного подворья: ворот, теплицы, навеса и т.д. Для соединения труб, а особенно магистралей высокого давления перечисленные расходные материалы непригодны;

УОНИ. Высокого качества сердечники заслужили похвалу профессионалов. Тем не менее, электродам свойственны и отрицательные моменты. К примеру, они не позволяют выполнять сварочные работы в быстром темпе. Шов формируется медленно и очень важно поддерживать стабильность электрической дуги. Работать с такими электродами смогут те, кто имеет за плечами опыт с аналогами АНО и МР;

LB-52U. Из всех рассматриваемых марок для сваривания труб электросваркой подходят лучше всего. Японская разработка предпочтительная в реализации крупных проектов. Электроды формируют ровный, привлекательный шов и отлично держат дугу. Единственный их недостаток – это сравнительно высокая стоимость.

Основные приемы сварки труб
Соединение частей магистральных трубопроводов может выполняться разными способами:
- Варить трубу встык. Соединяемые поверхности располагают напротив. Это самый распространенный способ, который характеризуется простотой исполнения. Однако, есть и некоторые сложности. Справится с ними будет намного проще, если учесть некоторые нюансы. Во-первых, сварочный шов лучше формировать по направлению от нижней части вверх. Во-вторых, металл следует проваривать на всю толщину стенки трубы.
- Внахлест. Метод может использоваться только в случаях, когда соединяемые поверхности имеют небольшие различия в диаметре и один из них плотно входит в другой. это может быть разница в размерах труб или же специальная механическая обработка торцевой части одной из них – развальцовка.
- Тавровое. Такой способ соединения подразумевает расположение поверхностей под прямым углом относительно друг друга.
- Угловое. Две части соединяются между собой под углом меньше 90 градусов.

Советы и рекомендации
Хорошее качество сварного шва получается не сразу. Только со временем приходит опыт и требуемая сноровка. Чтобы конечный результат был как можно лучше, стоит следовать советам специалистов со стажем:
- При стыковом или тавровом способах соединения деталей желательно использовать электроды толщиной 2-3 мм. Именно они показывают самый лучший результат.
- Силу тока рекомендуется выставлять в диапазоне 80-100 ампер. Если сварка выполняется внахлест, то этот показатель можно увеличить до 120 ампер.
- При заполнении сварочной ванны следует ориентироваться с высотой наплава: он должен выступать над металлической поверхностью на 2-3 мм.
- Если выполняются работы с профильными трубами (сечение не круглое, а квадратное или прямоугольное), то применяется точечный способ соединения.
Несколько слов о точечном методе соединения заготовок. Он еще называется «прихватом» и сводится к тому, что свариваются небольшие участки на диаметрально противоположных сторонах. И только после этого ложится цельный шов. Подход исключает вероятность того, что одну из частей «уведет» под воздействием температуры.
Подготовка
Качество работы зависит не только от марки электродов и профессиональных навыков исполнителя. Немаловажную роль в этом играет и предварительная подготовка свариваемых поверхностей. Ее суть сводится к выполнению нескольких операций:
- проверяется соответствие двух соединяемых элементов требованиям выбранному способу сварки. Важно учесть, что трубы должны быть не только соответствующего диаметра, но и с одинаковой толщиной стенок. В противном случае не выйдет хорошо прогреть толстую стенку или же, наоборот, тонкая просто расплавится;
- на свариваемых поверхностях не должно быть совершенно никаких дефектов. Заломы, трещины и деформации любого вида не допускаются. Если пренебречь, то «скромные» недостатки под воздействием температурного расширения вырастут в большую проблему и приведут к разрушению конструкции;
- ни в коем случае нельзя допускать перекос в срезе заготовки, которая будет свариваться под углом в 90 градусов. Из-за такого, казалось бы, небольшого недочета в итоге шов окажется ослабленным и вероятность разрушения стыка в процессе эксплуатации высока;
- кромки зачищаются до металлического блеска. С этой целью можно использовать любые абразивы по металлу: щетку, наждачную бумагу или электроинструмент;
- в процессе подготовки с поверхности удаляются следы жира, краски, ржавчина и прочие загрязнения. Самыми эффективными в этом плане очистителями являются химические растворы.

Особенности сварки труб
Технологические операции по свариванию труб предполагают соблюдение основных правил и принципов:
- непрерывность сварочного шва. Обогнув трубу по кругу, он должен закончиться в начальной точке. Нельзя допускать отрывов электрода в процессе формирования ванны. В случаях, когда диаметр трубы слишком велик и невозможно выдержать данное правило, применяется принцип многослойного сваривания. Число накладываемых слоев должно сопоставляться с толщиной стенок. Стенки толщиной менее 6 мм провариваются в два слоя, 6-12 мм – 3 слоя, свыше 12 мм – 4 слоя. Каждый последующий слой наносится после полного остывания предыдущего;
- перед началом сварочных работ обе трубы нужно хорошо зафиксировать. Можно использовать точечное соединение – прихватку поверхностей, чтобы исключить перемещение деталей и создать прочный шов без лишних проблем;
- если толщина стенок превышает 4 мм, рекомендуется создание коренного шва. Он нужен для того, чтобы на полную глубину заполнить пустоту между соединяемыми участками труб. Альтернативой данному методу является валковый способ, подразумевающий формирование поверх шва валика толщиной около 3 мм;
- проверка качества. Шов простукивается молотком. Сбивается шлак и можно визуально осмотреть результат работы.
Если магистраль будет эксплуатироваться под давлением, то в обязательном порядке проводится тестовый запуск. Он дает возможность проверить герметичность стыков и своевременно устранить выявленные недостатки.
Как правильно варить трубы электросваркой инвертором?
 В ситуации, когда необходимо соединить металлические детали, чаще всего прибегают к методу создания сварного шва, поскольку он способен обеспечить достаточно высокую надежность. Этот способ получил широкое распространение не только в промышленности, но и в обычной повседневной жизни.
В ситуации, когда необходимо соединить металлические детали, чаще всего прибегают к методу создания сварного шва, поскольку он способен обеспечить достаточно высокую надежность. Этот способ получил широкое распространение не только в промышленности, но и в обычной повседневной жизни.
Подавляющее большинство домашних мастеров периодически используют сварку. Везет тем из них, кто обладает навыками сварки. Если же их нет, то в этом случае ничего не остается другого, как обращаться к специалистам.
Но при желании каждому под силу научиться варить. И первое, чему следует уделить внимание в самом начале — ознакомиться основами электросварки для начинающих. Речь идет об уроках, рассказывающих об особенностях создания различных швов. Приступать к выполнению более сложных работ следует лишь после того, как владелец получит достаточный опыт. Далее мы остановимся подробнее на нюансах сварочных работ и определенных хитростях этого процесса.
С чего начать подготовительный этап?
 Первое, что нужно сделать тем, кто хочет научиться варить — приобрести необходимое оборудование. Полный комплект, который потребуется для выполнения подобной работы, будет включать:
Первое, что нужно сделать тем, кто хочет научиться варить — приобрести необходимое оборудование. Полный комплект, который потребуется для выполнения подобной работы, будет включать:
- аппарат для сварки;
- набор электродов;
- молоток для отбивания шлака;
- щетка.
При выборе электрода необходимо обращать внимание на его диаметр, который будет определяться толщиной свариваемого металлического листа. Также следует позаботиться и о защите. Для сварки нам понадобятся:
- сварочная маска со специальным светофильтром;
- плотная одежда с длинным рукавом;
- перчатки, желательно из замши.
В числе обязательных для выполнения сварочных работ инструментов должны числиться сварочный выпрямитель, трансформатор или инвертор. Именно с помощью этих аппаратов и будет решена задача по преобразованию переменного тока в постоянный, что позволит выполнять сварку.
Технология сварочного процесса
 Приступая к электросварке, следует помнить о том, что эта работа проводится в условиях высоких температур. Обеспечивает выполнение подобных работ электрическая дуга, которая должна поддерживаться между электродом и свариваемым изделием.
Приступая к электросварке, следует помнить о том, что эта работа проводится в условиях высоких температур. Обеспечивает выполнение подобных работ электрическая дуга, которая должна поддерживаться между электродом и свариваемым изделием.
Именно во время ее контакта с заготовкой и происходит расплавление металла основы и сварочного электрода. В этот момент возникает явление, которое среди специалистов получило название сварочной ванны. В ней основной и металл электрода смешивается в однородную массу.
Ванна может иметь различные размеры, что определяется используемым режимом сварки, пространственным положением, скоростью перемещения дуги, формами и размерами кромки и пр.Обычно она достигает в ширину порядка 8–15 мм, в длину 10–30 мм, а в глубину — около 6 мм.
На каждом электроде имеется специальное покрытие, именуемое обмазкой. В момент ее расплавления возникает специальная газовая зона в области дуги и над ванной. Благодаря ей воздух покидает зону сварки и исключается взаимодействие расплавленного металла с кислородом. Также она содержит пары основного и электродного металла.
Уже на самом шве появляется сплав, не позволяющий контактировать расплаву с воздухом, что ухудшило бы качество сварки. По мере удаления электрической дуги происходит кристаллизация металлов, в результате возникает шов, благодаря которому прочно соединяются свариваемые детали. На самом шве находится защитный слой шлака, который по окончании сварочных работ обязательно нужно убрать.
Азы электродуговой сварки
 Чтобы получить как можно лучшие результаты при создании сварочного шва, начинающим сварщикам в первую очередь нужно ознакомиться с уроками, где уделяется внимание правильному выполнению этой работы на первых этапах. Желательно и получать практику выполнения сварочных работ под руководством опытного специалиста, который не только укажет на ошибки, но и подскажет, как их не допускать в будущем. Прежде чем начинать сваривать детали, нужно убедиться, что она достаточно надежно зафиксирована.
Чтобы получить как можно лучшие результаты при создании сварочного шва, начинающим сварщикам в первую очередь нужно ознакомиться с уроками, где уделяется внимание правильному выполнению этой работы на первых этапах. Желательно и получать практику выполнения сварочных работ под руководством опытного специалиста, который не только укажет на ошибки, но и подскажет, как их не допускать в будущем. Прежде чем начинать сваривать детали, нужно убедиться, что она достаточно надежно зафиксирована.
Не менее важно позаботиться о соблюдении правил пожарной безопасности: для этого нелишне будет расположить неподалеку ведро с водой. Этим же обусловлен запрет на выполнение сварки на деревянном основании. Также следует уделить внимание и небольшим остаткам использованных электродов, которые не следует оставлять на рабочем месте по завершении работы. Без этого невозможно научиться правильно варить металл.
Обязательно нужно удостовериться, что «зажим заземления» надежно зафиксирован. Следует убедиться, что кабель был изолирован и точно введен в специальный держатель. Перед работой для сварочного инвертора следует выбрать расчетный показатель мощности тока, при определении которого следует исходить из диаметра электрода. После этого можно зажигать дугу. Это делается следующим образом: нужно разместить электрод под углом около 60 градусов относительно изделия. Далее нужно не спеша провести им по поверхности. В этот момент возникают искры, теперь же электродом нужно коснуться металла, а затем поднять его, но не выше 5 мм.
 При точном соблюдении всех рекомендаций должна зажечься дуга. Пока сварка не будет закончена, нужно держать электрод на расстоянии 5 мм. Следует иметь в виду, что во время сварки металла стержень электрода начнет постепенно выгорать.
При точном соблюдении всех рекомендаций должна зажечься дуга. Пока сварка не будет закончена, нужно держать электрод на расстоянии 5 мм. Следует иметь в виду, что во время сварки металла стержень электрода начнет постепенно выгорать.
Поэтому через равные промежутки времени нужно сокращать расстояние между ним и металлом. Приближать электрод к обрабатываемому изделию следует не спеша. Может возникнуть такая ситуация, что он прилипнет. В этом случае нужно несильно повернуть его в сторону. Если все попытки не позволяют зажечь дугу, то можно попробовать увеличить силу тока.
Когда дуга загорится, а ее пламя станет стабильным, можно уже начинать заниматься наплавлением валика. Электрод с зажженной другой нужно не спеша и плавно двигать по горизонтали, совершая несильные колебательные движения. Это приведет к тому, что жидкий металл начнет самостоятельно перемещаться непосредственно к центру дуги. При соблюдении всех рекомендаций можно выполнить надежный шов, сформированный в виде небольших волн, которые были созданы при помощи наплавленного металла.
 Может возникнуть такая ситуация, что во время сварки изделий электрод будет полностью израсходован, но при этом его не хватило для создания всего шва. В этом случае нужно сделать перерыв в работе. Отключив аппарат, нужно вставить новый электрод, убрать с поверхности шва шлак, а затем продолжить сварку. От созданного в конце шва углубления, часто именуемого кратером, нужно сделать отступ около 12 мм и зажечь дугу. Приближать электрод следует с тем расчетом, чтобы при контакте возник сплав из металла старого и вновь установленного электрода. Далее сварку выполняют в обычном режиме.
Может возникнуть такая ситуация, что во время сварки изделий электрод будет полностью израсходован, но при этом его не хватило для создания всего шва. В этом случае нужно сделать перерыв в работе. Отключив аппарат, нужно вставить новый электрод, убрать с поверхности шва шлак, а затем продолжить сварку. От созданного в конце шва углубления, часто именуемого кратером, нужно сделать отступ около 12 мм и зажечь дугу. Приближать электрод следует с тем расчетом, чтобы при контакте возник сплав из металла старого и вновь установленного электрода. Далее сварку выполняют в обычном режиме.
Особенности сваривания трубопровода инвертором
Метод дуговой электросварки подходит для создания вертикального шва при условии, что он находится с торца трубы. В случае создания горизонтального шва последний должен находиться на ее окружности. Если приходится выполнять потолочный и нижний швы, то они должны находиться сверху и снизу. Среди всех названных именно последний создает меньше проблем в выполнении.
Если приходится иметь дело со стальными трубами, то чаще всего используется метод сварки встык, предусматривающий проваривание каждой кромки по высоте стенок. Для минимизации наплывов внутри трубы электрод следует располагать под углом не более 45 градусов относительно горизонтали. Подобный шов должен достигать в высоту 2–3 мм, а в ширину 6–8 мм. Если изделия соединяются внахлёст, то в этом случае шов будет иметь высоту 3 мм, а ширину 6–8 мм.
Подготовка
До того как приступить к электосварке металлических изделий, нужно выполнить подготовительные мероприятия:
- Со свариваемой алиментов необходимо удалить верхний слой.
- При наличии у торцов трубы неровностей их нужно срезать или же выправить.
- Далее начинаем обрабатывать кромки. Здесь необходимо не менее 10 миллиметров поверхности, прилегающей к кромкам трубы снаружи и внутри стильно зачислить до появления металлического блеска.
Основные этапы
 Далее уже можно начинать непосредственно сварку трубы. Обработка каждого стыка должна выполняться непрерывно, пока они не будут полностью приварены. Создавать поворотные и неповоротные стыки труб со стенками не более 6 мм следует как минимум в два слоя. Если стенки имеют ширину 6–12 мм, то должно быть создано три слоя, более 19 мм — 4 слоя. При сварке труб необходимо учитывать один важный нюанс: с очередного шва, создаваемого на стыке, необходимо удалять шлак, лишь после этого можно переходить к созданию нового.
Далее уже можно начинать непосредственно сварку трубы. Обработка каждого стыка должна выполняться непрерывно, пока они не будут полностью приварены. Создавать поворотные и неповоротные стыки труб со стенками не более 6 мм следует как минимум в два слоя. Если стенки имеют ширину 6–12 мм, то должно быть создано три слоя, более 19 мм — 4 слоя. При сварке труб необходимо учитывать один важный нюанс: с очередного шва, создаваемого на стыке, необходимо удалять шлак, лишь после этого можно переходить к созданию нового.
Особое внимание следует уделить созданию первого шва, поскольку от него многое зависит. Выполнять его нужно таким образом, чтобы он расплавил каждую кромку и участки притупления. Очень важно обследовать его крайне внимательно, поскольку на нём могут быть трещины. В случае их обнаружения их нужно выплавить или же вырубить, после чего участок снова заваривается. При создании остальных слоев необходимо не спеша поворачивать трубу. При этом нужно помнить, что начало и конец каждого слоя должны быть располагаться со смещением по отношению к прошлому слою на расстоянии 15–30 мм.
 Создавать финишный слой нужно с тем расчетом, чтобы он обеспечил плавный переход на основной металл и при этом имел ровную поверхность. Добиться наивысшего качества заваривания труб при помощи сварки можно, если очередной слой будет выполняться в обратном направлении по отношению к предыдущему, при этом их замыкающие точки должны находиться вразброс друг от друга.
Создавать финишный слой нужно с тем расчетом, чтобы он обеспечил плавный переход на основной металл и при этом имел ровную поверхность. Добиться наивысшего качества заваривания труб при помощи сварки можно, если очередной слой будет выполняться в обратном направлении по отношению к предыдущему, при этом их замыкающие точки должны находиться вразброс друг от друга.
Заключение
![]() Сварочные работы отличаются достаточной сложностью, поэтому начинающим сварщикам предстоит немало потратить времени и сил, чтобы создать качественные и прочные сварные соединения. Но прежде им следует получить представление об основных моментах из уроков, без которых невозможно выполнять качественно и правильно варить металл.
Сварочные работы отличаются достаточной сложностью, поэтому начинающим сварщикам предстоит немало потратить времени и сил, чтобы создать качественные и прочные сварные соединения. Но прежде им следует получить представление об основных моментах из уроков, без которых невозможно выполнять качественно и правильно варить металл.
Важно не только подготовить все необходимые инструменты и материалы, но и с особой тщательностью подойти к изучению технологии сварочного процесса. Это очень важно потому, что любая ошибка может впоследствии сказаться на качестве сварного шва, и если этому не уделить внимание на начальном этапе, то в дальнейшем все усилия будут напрасны, в результате придется все переделывать.