
Как прокатать профильную трубу своими руками?
Как выполняется прокатка профильной трубы – оборудование, технология
Прокаткой профильной трубы называют технологическую процедуру, в результате которой изменяется продольный профиль изделия. Для этого потребуется наличие особого станка для прокатки труб, с характерной для него высокой производительностью, которая необходима для изготовления изогнутых элементов металлических конструкций.

Описание материала
Профильная труба относится к особенному сорту проката, с помощью которого собираются металлические конструкции разных размеров и функций. Отличается такой металлопрокат наличием многогранного или овального профиля на поперечном сечении. Чаще всего его формой выступает квадрат или прямоугольник. Само собой, что трубопроводы и другие транспортные коммуникации из таких труб не делают.

Объясняется подобное ограничение слабым сопротивлением внутреннему давлению и недостаточными пропускными характеристиками. Дело в том, что профильные трубы изготовляются из ленточного штрипса, что в основном не предусматривает надежное формирование надежных соединительных участков. Как результат, в случае использования данного материала для изготовления трубопроводов, существует большая вероятность порывов.
Какие бывают профильные трубы
Когда говорится о профильных трубах, в основном имеются в виду квадратные, овальные или прямоугольные изделия. Что касается способа производства, то они бывают шовными или бесшовными, с отпуском или без. Отпуском называют специальную процедуру, в результате которой снимаются внутренние напряжения после того, как профиль сформирован.
В целом можно сказать, что сортимент профильных труб настолько разнообразен, что для его нормирования потребовалось несколько ГОСТов. К примеру, профильные трубы квадратного типа определяются ГОСТом 8639-82.

Данные нормативные документы содержат указания параметров, по которым изготовляются профильные трубы тонкостенного и толстостенного типа. Верхней габаритной чертой для них является размер 180х180 мм, при толщине стенок 8-14 мм. Самой маленькой профильной трубой выступает квадратное изделие миллиметровой толщины, с размером грани в 10 мм. Из этих значений определилась технология, по которой данный прокат подвергается продольной деформации.
Пустотелая балка размерами 18х18 см, где толщина стенок доходит до 1,5 см, может быть согнута только при помощи особой техники.
Особенности вальцовки
Продольная прокатка профильной трубы построена на вальцовке, что очень сильно напоминает прокатный стан. Как результат, вальцовочному станку для проката профильных труб был сообщен пирамидообразный вид.
Здесь имеются два нижних и один верхний цилиндр: с помощью нижних элементов осуществляется транспортировка, а верхнего вальца – деформация проката. Прокатный станок для профильной трубы обладает очень понятной схемой работы: труба ложиться поверх нижней пары вальцов, с последующим поджиманием к верхнему цилиндру.

Благодаря этому прижимному воздействию, передаваемого на верхний цилиндр, достигается прогиб трубы, с дальнейшим деформированием продольного профиля. После включения «подачи» (нижнего привода) происходит распространение участка деформации по поверхности всей обрабатываемой трубы.
Как правило, при помощи одного прихода длинный профиль особо не деформируешь. Однако эту операцию можно повторять сколько угодно много раз. Это позволяет формировать как дугообразные, так и закольцованные профили.
Какие бывают вальцовочные станки для прокатки
Собирая металлоконструкции, приходится использовать самые разные заготовки. Для их получения используются самые разнообразные вальцовочные агрегаты.
Наиболее популярные в настоящее время станки для прокатки:
- Вальцовые листогибы. С их помощью деформируют листовой прокат. Трубы в таких станках обработать не получится по причине очень малого зазора между транспортирующими и деформирующими элементами. Вальцевые листогибы используются там, где требуется изготовить тонкостенные фасонные детали – отливы, желоба и т.п.
- Трехвальцевые станки. С помощью такого устройства можно деформировать и трубы, и листы. Кроме этого, станки данного типа дают возможность обработки профильного проката (уголков и пр.). Генератор прижимного усилия определяет уровень мощности и производительности данного оборудования. На станках с обычной струбциной, с которой связан прижимной вальц, производительность находится на отметке ниже среднего: изготовить подобный прокатный станок для профильной трубы своими руками под силу любому слесарю. При использовании вместо струбцины гидравлического привода станок данного типа может сгибать даже тавровые балки.
- Станки с четырьмя вальцами. Это оборудование считается наиболее мощным из всех приспособлений данного типа. При помощи данных трубогибов можно изготовлять не только дуговые, но и кольцевые профили. На четырехвальцевых станках используют исключительно механический привод: в этом отношении они отличаются от трехвальцвого оборудования, которое может быть как частично, так и полностью ручное. Это предусматривает реализацию прокатки профильной трубы своими руками, при помощи физических усилий рабочего. Чтобы повысить мощность станка, приходится усложнять его конструкцию и повышать уровень энергопотребления. Это объясняет, почему на предприятиях, где профильная труба изготовляется в массовом масштабе, используется в основном четырехвальцевый трубогиб: своими руками профилегиб данного типа изготовить вряд ли получится.
Самодельный профилегиб за 2000 рублей: детали, конструктив, размеры и необходимые инструменты
Профилегиб нужен многим домашним мастерам. Согнуть металлические трубы для теплицы, сделать арки для навеса для автомобиля, изготовить крышу для качелей — инструменту везде найдётся применение. Вот только цена на покупной качественный профилегиб заводского изготовления «кусается». Как быть? Сделать «машинку» для гибки труб с ручным приводом из недорогих материалов по образцу от Pin008.
- Стоимость самодельного профилегиба, необходимые детали и инструмент
- Этапы изготовления профилегиба своими руками
- Полезные советы по изготовлению самоделки
Профилегиб без токарных работ: цена, детали, инструменты
Задумав сделать профилегиб своими руками, мастер задаёт себе вопросы:
- Потребуется ли токарка?
- Во сколько обойдётся самоделка?
- Не дешевле ли купить профилегиб в магазине?
Чтобы ответить на них, сразу покажем, что получилось у участника портала Pin008.
А это пример работ, выполненных профилегибом.


А это видео, где показана работа этого самодельного трубогиба для профильной трубы.
Если вас заинтересовал самодельный станок для гибки труб Pin008, то для его изготовления вам понадобятся:
- подшипниковый узел UCP 204 – 4 шт.;
- швеллер прямой 8 (высота основания полки 8 см, ширина полки 4 см) – 2 м;
- ромбический домкрат от легкового автомобиля;
- подшипник 156704 – 3 шт.;
- резьбовая шпилька М20;
- гайки М20;
- шайбы под шпильку М20;
- звездочки от велосипеда – 2 шт.;
- велосипедная цепь.
- болгарка;
- мощная дрель;
- сварочный инвертор.
Далее мы расскажем, как из этих деталей собрать самодельный профилегиб.
Изготовление станка для гибки профильных труб из металла
Работу по строительству самоделки пользователь разбил на ряд последовательных шагов:
- Прикинул размеры профилегиба.


- От автомобильного домкрата взял винтовую часть для изготовления нажимного винта.



- Примерил детали.

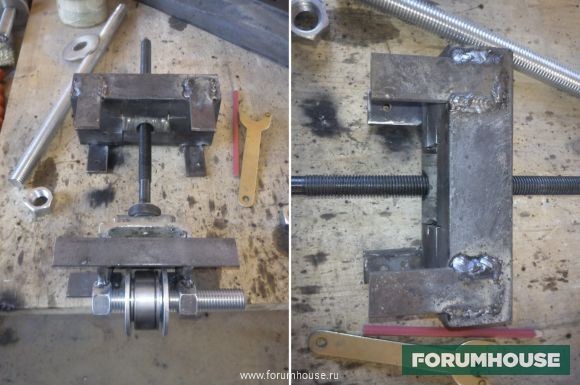
- Собрал корпус гибочного станка из швеллера.



- Изготовил ролики. Ось Pin008 сделал из резьбовой шпильки М20. Для этого он разрезал её болгаркой на куски необходимой длины.





- Этапы изготовления нажимного ролика.




- Сборка станины профилегиба. Верхняя планка съёмная, для удобства установки нажимного ролика.


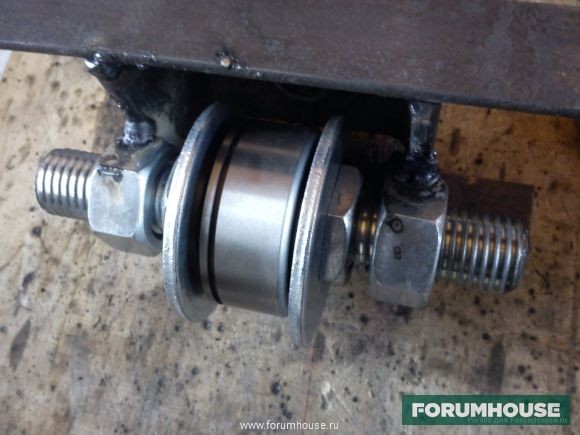
На фото ниже наглядно показано как сделать нажимной ролик для профилегиба.

Далее Pin008 изготовил контргайки. Делал он это так:
- Накрутил гайку на шпильку и законтрил её второй гайкой.
- Заготовку зажал струбциной, и распилил гайку болгаркой с тонким отрезным диском.



Конструкция в сборе.


Звездочки для цепного привода Pin008 прихватил к гайкам сваркой.



Далее Pin008 собрал профилегиб. Покрасил его и использовал по назначению.




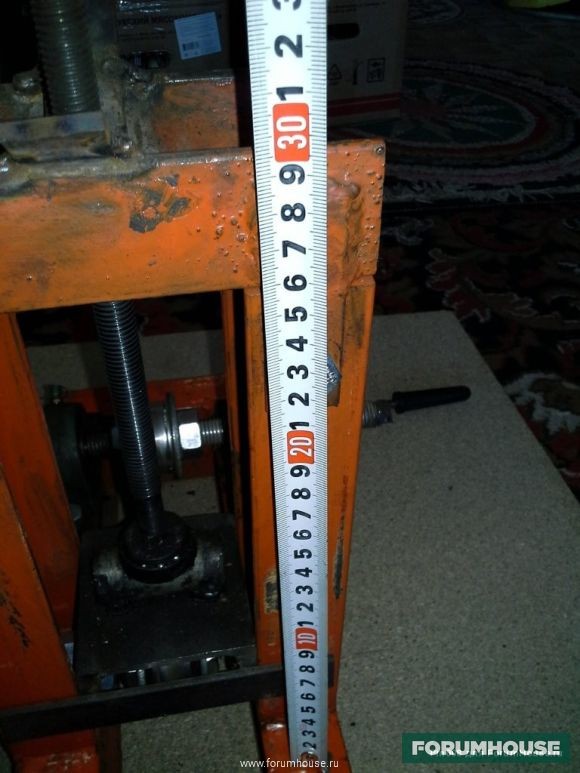
Т.к. чертежей самоделки Pin008 не сделал, то, для уточнения размеров станка, он приложил к профилегибу рулетку.

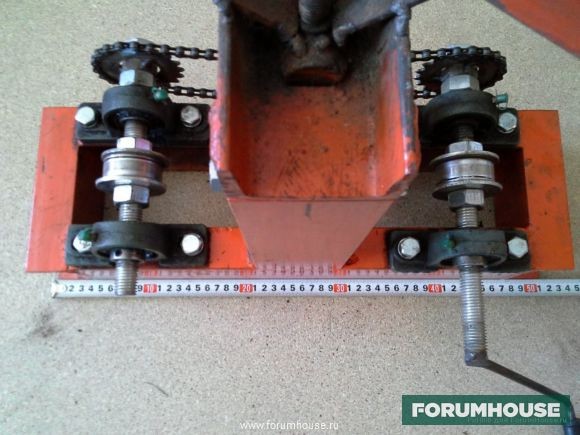




Думаю, брать швеллер меньших размеров не стоит. Масса станины снизится и станок будет стоять неустойчиво. Делать расстояние между осями роликов меньше 300 мм тоже не следует. Иначе увеличится нагрузка на ролики, подшипники и у них лопнут обоймы. Отмечу, что ход прижимного винта настолько лёгкий, что он крутится одним пальцем.

При изготовлении самодельного профилегиба запомните, что, чем меньше осевое расстояние между роликами, тем меньший радиус заготовки гнётся на станке. Но увеличится нагрузка на ролики, а значит и подшипники. Радиус сгиба регулируется величиной опускания прижимного ролика, а она ограничена высотой центральной части станины и длиной резьбовой части нажимного винта.
Советы по изготовлению профилегиба, и как уменьшить затраты на его строительство
Эксплуатация профилегиба показала, что самоделка удалась и оптимально подходит для гнутья труб 20х20 мм. Для труб большего размера придётся вносить в конструкцию изменения — увеличивать ширину рабочей части роликов и усиливать станину. Ещё один момент — у пользователей, заинтересовавшихся самоделкой, возникло сомнение в прочности и долговечности вала, сделанного из резьбовой шпильки. Но 5 лет эксплуатации инструмента доказали, что идея работает. По словам Pin008, за всё время эксплуатации самоделки, ничего не сломалось. Единственное, что бы он сделал — отказался от двух больших шайб на нажимном ролике. Они просто не нужны.
А нажимной подшипник он взял бы большей ширины.

Важный нюанс! Нижние ролики не крутятся относительно шпильки, т.к. «намертво» зажаты с двух сторон гайками. Но сами валы крутятся во внешних обоймах — в подшипниках, находящихся в опорах станины.
Это подсказало Pin008, как удешевить конструкцию.
Для нижних роликов не покупайте новые подшипники, а поищите на автосервисах «убитые». Они всё равно не крутятся на валах. Цепь и звездочки поспрашивайте у знакомых, вдруг завалялись «ненужные и лишние» от старья. Шпильку и швеллер купите на пунктах приёма металла.
А вот val-lel, по собственному опыту, советует поискать в автосервисах выкинутые цепи привода ГРМ и звездочки распредвала от двигателя ВАЗа. Всего нужно две одинаковых звездочки и одна цепь. Даже если на звездочках есть следы износа, а цепи вытянуты, для самодельного станка, это — не имеет значения.
Присоединиться к обсуждения самодельного станка можно в теме Арочный профилегиб без токарки.
Советуем прочитать статьи:
- Самодельные козлы для распиливания дров и дровокол: чертежи, конструктив, опыт использования
- Ручной станок для гибки арматуры своими руками — самые дешевые и простые варианты самодельных арматурогибов
- Помощники в работе по металлу для домашней мастерской: циркулярная пила по металлу, дисковый отрезной станок, как распилить металл лобзиком
Как изготовить станок для прокатки металлической профильной трубы своими руками
Существует масса кустарных способов изогнуть профтрубу, но качественный результат можно получить только при прокатке металлопрофиля. Самым же эффективным способом прокатки является использование профилегибочного станка. Если требуется не серийное, а штучное производство арок, дуг или волн, то с задачей поможет справиться даже самодельный аппарат.
Что такое прокатка
Для возведения строений и конструкций из металлопрофиля нередко требуется труба изогнутой формы. Металлические дуги используются для изготовления навесов, козырьков, беседок, теплиц и других надворных построек и малых архитектурных форм. Из гнутых профтруб малого сечения создают элементы дизайна интерьеров и экстерьеров: ограды, ворота, стойки лестничных перил, полки, подсвечники и многое другое.
При этом придать профтрубе нужную форму без специального оборудования довольно сложно, а сделать несколько дуг одинаковой формы – почти невозможно. Тонкостенные изделия гнутся относительно легко, но при этом невозможно проконтролировать угол и радиус изгиба. К тому же в стенках при таком сгибании создаются очаги напряжения, а на внутренней стороне изгиба появляются складки, из-за чего готовое изделие имеет низкую прочность и малый срок эксплуатации.
Создать арку можно и при помощи сварки и болгарки – надрезать стенки, раздвинуть надрезы и, заполнив зазоры припоем, заварить. При наличии опыта подобных работ, небольшое количество арок изготовить возможно, но для масштабных манипуляций и создания изгибов более сложных форм этот метод не подходит – слишком трудозатратен.

Создать красивые и прочные дуги, волны и даже спирали позволяет прокатка – технологическая процедура, при которой посредством механического воздействия постепенно меняется продольная форма трубы.
Обратите внимание! Суть прокатки в том, что изменение профиля производится таким образом, что усилие прикладывается ко всей поверхности изгибаемого участка. Нагрузка распределяется по стенкам равномерно, из-за чего не возникает большого внутреннего напряжения, и изогнутое изделие получается аккуратным и прочным.
Способы прокатки профильной трубы
Относительно бережно можно деформировать профтрубу несколькими способами:
- С предварительным нагревом. Метод используется для формования изделий, имеющих ширину более 4 см. В отрезок трубы засыпают чистый песок, торцы закрывают заглушками с небольшими отверстиями для выхода газов. Затем фиксируют заготовку и шаблон в тисках и прогревают зону изгиба до 150 градусов, то есть до появления красноты. Металл становится пластичным и поддается деформации, при этом песок помогает равномерно распределить нагревание и деформирующее усилие. Нагреть и изогнуть участок трубы необходимо за один подход, так как многократное температурное и механическое воздействие приведет к снижению прочности изделия.
Обратите внимание! Необходимо использование защитной пожаропрочной одежды и плотных термостойких рукавиц. Перед началом работ следует подготовить средства пожаротушения: ведро с водой или песком или огнетушитель.
- Холодным способом с помощью пружинного трубогиба. В качестве амортизационного устройства для профтруб с шириной менее 4 см используют пружину с крюками на концах. Длина вспомогательного устройства должна быть достаточной, чтобы разместить его в трубе вдоль всего изгибаемого участка, а поперечное сечение должно быть таким, чтобы пружина без усилия протягивалась через профтрубу, почти касаясь стенок. Заготовку с закрепленной в ней пружиной фиксируют в тисках вместе с шаблоном и медленно и плавно изгибают.
- Холодным способом с помощью профилегибочного, или вальцовочного, станка. Рабочей частью устройства являются три параллельных цилиндрических валика, средний из которых расположен выше крайних. Труба пропускается между вращающимися цилиндрами, при этом заготовка опирается на нижние, а верхний прижимает ее вниз, заставляя деформироваться. Для получения изгиба нужного радиуса трубопрофиль прокатывают несколько раз – при поэтапной деформации равномерно распределяется сила воздействия и не возникает складок на внутренней стороне дуги и неравномерного растяжения на внешней.
Первые два способа подходят для прокатки труб вручную в случаях, когда не требуется изготовления большого количества гнутых деталей. Чтобы придать профилированному изделию нужную форму, придется потренироваться. Без опыта проведения подобных манипуляций желаемого результата достигнуть сложно.

Третий способ не требует особых навыков, позволяет изготавливать большое количество дуг, волн и спиралей и отличается высокой точностью, но для такого трубопроката нужен станок.
Виды вальцов для изгиба профильных труб
Прокатное устройство для деформации профтрубы коротко называют профилегибом или по аналогии с его рабочей частью – вальцами.
Устройство рабочего органа профилегибочных станков одинаково:
- корпус или станина – массивное основание конструкции,
- три вала-цилиндра – два опорных и один прижимной или ведущий,
- струбцины – насадки, фиксирующие положение труб разного размера на валах,
- устройство, регулирующее положение ведущего вала,
- управляющий механизм, отвечающий за движение валов.
Обратите внимание! Говоря о видах вальцов для изгиба профильных труб, имеют в виду не рабочие валы станка, а тип устройства в целом.
Классификация трубогибов для профтруб подразумевает разделение по способу управления устройством.
Различают несколько видов вальцов: гидравлический, электрический, ручной или механический.
Гидравлические профилегибы
Оснащены гидравлическим приводом, благодаря чему работают с большой производительностью. Опорные валы в гидравлическом станке подключены к приводу и не просто направляют трубу, а продвигают ее с нужной скоростью. Таким образом, аппарат работает без помощи человека, сводя задачу оператора к нажиманию кнопок и визуальному контролю за процессом. Такие станки – самые мощные, точные и высокопроизводительные, но массивные и дорогие. Использование гидравлических вальцов целесообразно только в условиях промышленного предприятия.

Электрические вальцы
Опорные и прижимной валы соединены цепью и вращаются с одинаковой скоростью, обеспечивая подачу и транспортировку заготовок. Такой аппарат дешевле и легче гидравлического, подходит для мелкосерийного производства трубопроката. Однако электровальцы имеют значительные габариты и вес, а для работы им необходимо подключение к электросети, поэтому сферой применения являются небольшие предприятия и частные мастерские. Покупать или изготавливать электрический трубогиб для возведения одной-двух надворных построек нецелесообразно.

Механический профилегибочный станок
Такой прибор компактен, мобилен, недорог и даже может быть изготовлен самостоятельно. При этом управляется аппарат вручную, что при изгибании труб с большим сечением требует серьезных трудозатрат. Производительность ручных вальцов низкая, поэтому используют такие устройства только для штучного изготовления гнутых профильных труб.

Самодельные приспособления
Покупка даже ручного профилегиба не всегда оправдана: если необходимо несколько дуг для возведения навеса, беседки или теплицы, приобретение аппарата сведет на нет всю экономию от самостоятельного изгибания труб, так как в итоге окажется, что дешевле было купить готовые изделия.
При наличии опыта работы со сварочным оборудованием, можно соорудить ручной вальцовочный станок самостоятельно. При этом готовые вальцы по эффективности не будут уступать заводским моделям и аппарат при желании можно будет доработать, оснастив для повышения производительности электромотором.
Как изготовить станок для прокатки самостоятельно
Для изготовления вальцов потребуются следующие инструменты и материалы:
- сварочный аппарат,
- электродрель со сверлами по металлу,
- шлифовальный аппарат,
- шуруповерт или набор ключей,
- молоток,
- толстостенные профтрубы или листовой металл,
- заготовки валов (цилиндров) и струбцин (колец), выточенные на токарном станке,
- винт с крестообразной рукоятью,
- ручка или накидной ключ,
- цепь с цепным механизмом – при желании.
Последовательность изготовления вальцов:
- Первыми изготавливают валы и струбцины – эти детали обычно покупают или заказывают в токарной мастерской, так как без специального оборудования сделать их невозможно.
- Изготавливают боковые части станины в форме перевернутой “Т” или трапеции с вертикально срезанными нижними углами.
- Изготавливают каретку – П-образную конструкцию с полумесяцами для размещения прижимного вала на вертикальных сторонах и отверстием для его штока с одной стороны. В центре горизонтальной части каретки делают отверстие для винта регулирующего устройства.
- В середине боковых элементов станины приваривают по две параллельных направляющих для каретки. Между направляющими прорезают канал для свободного движения штока прижимного вала. По краям вырезают отверстия и приваривают опоры для боковых валов.
- Проверяют свободный ход каретки в направляющих.
- Устанавливают валы на места и приваривают нижнюю часть корпуса.
- Изготавливают верхнюю часть корпуса – крышу с отверстием для регулирующего винта в центре. К отверстию приваривают цилиндр, который предотвратит перекос регулировочного устройства.
- Завершают сборку станины, приваривая крышу и дополнительные распорки, фиксирующие взаимное расположение боковых стенок.
- Устанавливают винт, пропуская его сквозь отверстия в крыше станины и горизонтальной части каретки.
- Закрепляют ручку или накидной ключ на штоке прижимного вала.
Обратите внимание! При желании можно установить цепной механизм, соединяющий все три вала. Такое устройство упростит работу с вальцами, снизив трудозатраты на прокатку труб.
Как согнуть профильную трубу в домашних условиях без трубогиба: 12 способов + видео
Сегодня не редко на дачах устанавливают теплицы, сделанные из профильных труб. Они устойчивы, срок их службы больше и пропускают лучше свет, чем деревянные.
Чтобы смонтировать сооружение из профиля, требуется его загнуть под определённым углом. Кажется, что сделать это без спецоборудования не реально. В данном материале мы рассмотрим возможные способы, и объясним — как загнуть без трубогиба квадратную профильную трубу в домашних условиях.
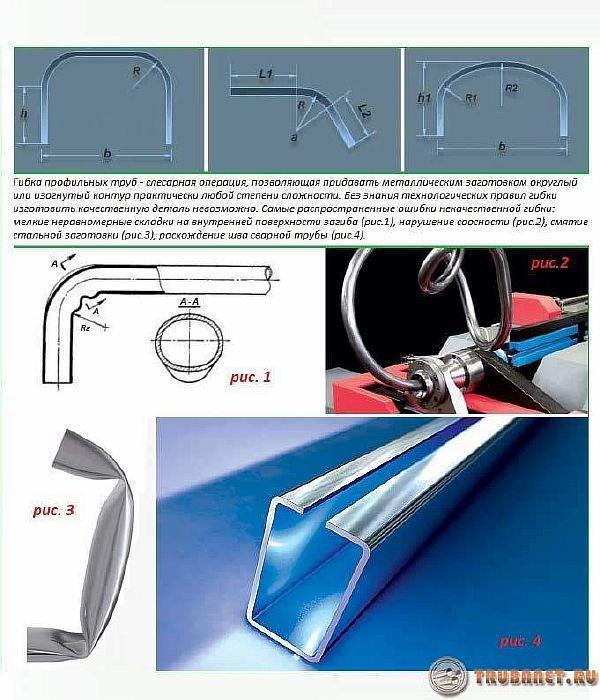
Какие сложности возникают в процессе гибки профильной трубы
Под гибкой профильной трубы подразумевается её загиб частично или полностью. Как известно, у профтруб степень прочности высокая, поэтому согнуть их можно лишь под давлением или при нагревании сгибаемого участка. В процессе, на деталь оказывают действие две силы:
- сжатия — внутри;
- расширения — снаружи.
Именно в противоположности направленности этих сил и заключается сложность работы при закруглении патрубка:
- В различных местах профтрубы может по-разному реагировать на изгиб, что приведёт к потере соосности, то есть, отдельные участки заготовки будут располагаться на разных поверхностях.
- Труба не всегда способна выдержать процесс растягивания и может сомнутся или лопнуть. Чаще такие моменты возникают при неправильном способе сгибания.
- У изделия могут появиться складки, которые напоминают гофру.
- Снижается степень прочности при перегреве, нарушается структура.
- Сминаются боковые стенки — это происходит при чрезмерном давлении, при прохождении заготовки через гибочную конструкцию.
Для избежания данных проблем, следует учитывать материал изготовления труб и их размер: толщину стен, диаметр, угол загиба.
Как влияет форма и технические характеристики профтрубы на выбор способа изгиба
Профильные трубы не бывают круглыми, они прямоугольные, овальные или квадратные. Для изготовления теплиц около дачного дома рекомендовано брать квадратные или прямоугольные модели, у них плоские стенки, на них проще крепить покрытие.

Модельный ряд профилей огромен. Они имеют различные геометрические параметры. К основным относятся — размер поперечного сечения и толщина стен. Важна пластичность, от этого показателя зависит возможный радиус изгиба. Стоит отметить, что у нагретой профильной трубы повышается пластичность, тем самым изогнуть её легче.
Есть два технологических способа:
- «холодный» — без воздействия температурой;
- «горячий» — участок предварительно нагревается.
Кроме того, трубопровод из низколигерованного и углеродистого материала имеет повышенную упругость, и он может «отпружинить» при згибе, поэтому для изготовления теплиц не используется. Не рекомендованы профильные трубы диаметр, у которых 2 мм, так как у них низкий показатель прочности в месте загиба.
Строгих нормативов для выбора методики гибки квадратных труб нет, есть лишь для овальных. По данным нормам применяется «горячая» технология к трубопроводу от 100 мм, но эти стандарты не распространяются на профильные изделия.
Профессионалы предлагают к трубопрокатному материалу с диаметром менее 10 мм применять «холодный» метод, а от 40 мм и выше гнуть под нагревом.
Рекомендовано провести пробную гибку в домашних условиях — один конец профтрубы надо зажать в тиски, а на второй одеть трубку большего диаметра. Данное «плечо» необходимо подтянуть, выгибая заготовку — гнётся легко, тогда можно не проводить подогрев. Каким из этих способов загнуть профтрубу в домашних условиях — решать вам.
Способы гибки по виду материала труб, для:
- металлопрокатных — сварной, с подрезкой болгаркой;
- стальных — с нагреванием;
- пластиковых или алюминиевых — любой вариант, так как материал мягкий.

Квадратный металлопрокат отличается показателем сечения и размером стенок. Эти факторы влияют на угол сгиба.
Инженерных нюансов в вопросе существует большое множество. Но для домашней работы их все знать не обязательно. Важно лишь обратить внимание на следующие аспекты.
- Тонкие изделия с сечением до 20 мм без трубогиба необходимо сгибать в зоне, которая в 2,5 раза длиннее, чем высота самой трубы.
- Толстый металлопрокат можно согнуть в зоне, которая в три раза длиннее, чем сечение. Если этот момент проигнорировать, то металл трескается снаружи или деформируется изнутри.
- Сгибание квадратный трубы опасно в одном отношении: возникновении перелома по месту выполнения операции, в результате которого деталь отправляется в окончательный брак.
- Ограничивающим условием являются следующее соотношение – минимальный радиус не должен быть меньше двух с половиной размеров по сечению сгиба. Например, для изделия толщиной 40 мм минимальный внутренний радиус составит 40 х 2,5 = 100 мм.
До того, как согнуть стальную профильную трубу следует помнить еще одно правило.

Изделие после воздействия стремиться вернуть первоначальную форму. По этой причине лучше выполнить изгиб немного больше, чем необходимо по схеме. Если согнуть заготовку немножко больше, то в конечном итоге закругление получиться таким, как требует схема.
Все эти условности перед тем, как начать работы, необходимо обязательно учитывать, иначе наедятся на качественный результат бесполезно.
Как согнуть профильную трубу без трубогиба
В основном, при сооружении навесов или тепличных конструкций на даче берутся профтрубы небольшого размера, при этом точность угла загиба не критична, поэтому для сгиба подойдут подручные средства.
Конечно, лучше проводить данную процедуру в отдельном помещении, где есть верстак и различный инструмент.
Также, нужно подготовить спецодежду, она защитит вас о пыли, стружки, искр и при работе с паяльной лампой.
Если делать загиб в домашних условиях, то нужно учитывать:
- Величину загиба.
- Материалы изготовления.
- Величину толщины стенок.
- Сечение.
Мероприятия по деформации профильных трубопрокатных изделий выполняют в допустимых нормах, выставляемых к сечению и толщине стенок.
При работе необходимо контролировать, чтобы поперечное сечение не сплющивалось и не возникало внутренних изломов.
Как загнуть с предварительным подогревом (с наполнителем – песок)
Для получения качественного и ровного загиба на профтрубе, при применении «горячего» способа, предварительно следует наполнить изделие песком. Так как работы будут связаны с горячим металлом, то необходимо производить их в перчатках из брезента.
Пошагово, гибка квадратного изделия выглядит так:
- С одного края в патрубок вставляется деревянный клинышек. Его длина должна превышать ширину основания в 10 раз. При чём, площадь основы равняется 2 площадям отверстия в заготовке, которое он будут закрывать.
- Мелкозернистый песок засыпается в трубу, он предварительно просеивается и просушивается (производится прокаливание при + 150 градусах). Чтобы заполнить профиль песком, используется воронка. Для плотного и равномерного размещения его внутри, он сыпется порциями. В процессе следует осуществлять постукивания по стенкам детали деревянной киянкой.

- Со второй стороны также вбивается клин.
- Заглушки должны соответствовать внутреннему размеру профиля. На одной проделываются 4 продольные паза — через них будет осуществляться выход газа, который образуется при нагреве песка.
- Место, которое планируется загнуть отмечается мелом.
- Профильная заготовка фиксируется с помощью тисков. Если изделие имеет сварной шов, он должен быть сбоку.
- Место, отмеченное мелом нагревается газовой горелкой до красна.
- Квадратный профиль гнём аккуратно, без резких движений, но с усилием. Делается это в один приём.
- Затем детали необходимо дать остыть, и результат сравнивается с шаблоном.
- Если изгиб сделан правильно, то вынимаются заглушки, и высыпается песок.
Если вы будите гнуть квадратную трубу со сварными швами, то их надо располагать снаружи изгиба, а не внутри, иначе шов разойдётся.
Этот метод подойдёт при изготовлении углового загиба лишь раз. При многочисленном нагревании металл потеряет прочность.
Возможно, изгибать трубное изделие наполненное песком не нагревая, но это более сложный процесс.
7 вариантов как загибать без нагрева (холодный способ)
Произвести загиб профильной трубы можно по «холодной» технологии, применяя различные приспособления, не осуществляя предварительного нагрева. Рассмотрим, как загнуть профильное изделие самостоятельно без нагрева.
- Гнем с наполнением — вода. Этот вариант менее затратный, не требует нагрева, он предназначен для трубопрокатов маленькой толщины из дюралюминия и латуни. Особенно удобно им пользоваться зимой, при минусовой температуре.
Процедура не сложная:
- один конец заготовки закупоривается с помощью заглушки;
- с другого края в деталь заливается вода, и также осуществляется его закупорка;
- профиль выносится на улицу, держится на морозе до застывания воды;
- труба сгибается, при замёрзшей в ней воде это просто;
- изделие заносится в тепло, размораживается жидкость, вода сливается.
Методика рекомендована для труб из цветных металлов, так как они не подвергаются коррозии.
2. С гибочной плитой — метод предназначен для изгиба квадратных труб из стали или алюминия. Плита — панель, для изготовления которой используется толстый металлический лист. Она приваривается к стойке, установленной на импровизированной возвышенности. Чтобы загнуть, требуется произвести ряд действий.
Принцип работы и чертеж станка для усиления профильной трубы
Стандартные профильные трубы квадратного или прямоугольного сечения, благодаря высокой прочности на изгиб при малом весе широко применяются в строительстве. В случаях превышения допустимых значений нагрузки, которые возникают при сильных изгибах, изделия деформируются и разрываются. Исключить негативные последствия позволяет применение труб с усиленным профилем.
Станок усиления профильной трубы
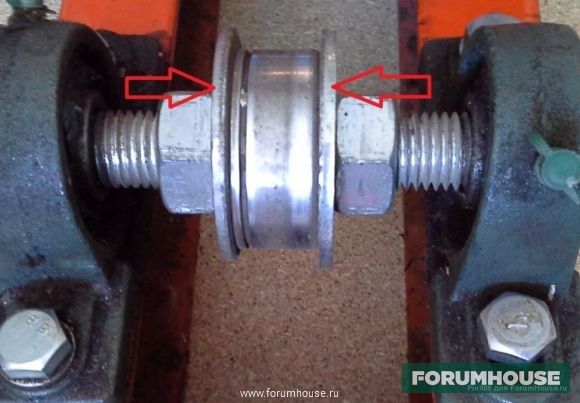
Под усилением подразумевают формирование рёбер на углах квадратного или прямоугольного профиля в процессе прокатки на вальцах специальной формы.
Трубы с усиленным профилем характеризуются высокой прочностью на изгиб, применяются для создания изогнутых конструкций любой степени сложности.
Усиление профиля осуществляется на специализированном оборудовании.
Область применения
Для получения нужной конфигурации профильные трубы последовательно обрабатываются на станках для усиления профиля, кузнечном блоке и на трубогибе.
Трубогиб позволяет согнуть профильные трубы по продольному сечению по заданному радиусу. Такие изделия применяются при монтаже навесов, беседок, козырьков.
Усиление – необходимый этап подготовки профильной трубы к изготовлению завитка методом холодной ковки. Кузнечный блок позволяет создать декоративные элементы из труб с квадратным или прямоугольным сечением, изогнутых самым причудливым образом. Полученные изделия отличаются объёмностью, лёгкостью, низкой ценой.
Конструкция
Станок для усиления профиля по принципу работы и по конструкции во многом напоминает обычный прокатный станок.
Кроме станины и привода движения, основными узлами станка для усиления профильной трубы являются:
- Нижний (опорный) вал – 1 шт. Является ведущими, с его помощью трубы перемещаются.
- Верхний вал – прижимной. Осуществляет деформацию профиля – прижимает трубу к нижнему валу.
Подающий и приёмный валы надёжно крепятся на массивное основание (корпус), оно должно обеспечивать устойчивость установки во время работы. Механизм подачи обеспечивает вращение валов вокруг своей оси.
Технология процесса
Процесс усиления на простейшем станке выполняется последовательно, с двумя установками труб:
- 1-ый шаг – установка трубы на вальцы.
- 2-ой шаг – прокат первых 2-х симметричных сторон.
- 3-ий шаг — переустановка трубы (поворот на 90 0 ).
- 4-ой этап — прокат вторых 2-х симметричных сторон профиля.
 Станок для усиления профиля
Станок для усиления профиля
Усиление профиля выполняется на станке холодной ковки, оборудованном роликами для сдавливания профильной трубы перед гибкой в завиток.
 Профильная труба
Профильная труба
Процесс вальцовки зависит от толщины стенок профильных труб и марки материала, из которого они изготовлены
Приводной механизм
По принципу работы существуют разные виды проводных механизмов:
- ручной;
- электрический;
- гидравлический.
Станок с ручным приводом отличается простой конструкцией, компактностью, рассчитан на небольшие объёмы работ. Работать на нём сможет только физически развитый человек. Деформировать металл придётся при помощи мышечной силы.
Станок с электроприводом для усиления профильной трубы так же занимает не много места. Работает он от электродвигателя, производительность – высокая.
Оборудование с гидроприводом слишком громоздкое. Позволяет прокатать профильную продукцию с максимальными размерами. Предназначено для больших объёмов работ.
Функциональность
Повышенным интересом пользуются многофункциональные модули стационарного типа, которые оснащены:
- вальцами для усиления профильной трубы;
- вальцами для раскатывания концов заготовок в виде художественных элементов ;
- кузнечным блоком для холодной ковки.
Все операции выполняются без переналадки оборудовния и смены инструмента. Модули позволяют изготовить различные декоративные кованные элементы разного размера и требуемой формы.
Примером многоцелевой установки является блок усиления с прокаткой гусиных лапок (ПГЛ), выпускающийся серийно, приспособленный для нескольких операций:
- усиление по типу «гусиные лапки» (обжимка, сдавливание);
- раскатывание концов заготовки.
После такой обработки труба полностью готова для изготовления декоративного завитка на кузнечном блоке.
Изготовление станка своими руками
Не всегда есть смысл приобретать профессиональный станок. Для разовых работ больше подойдут простейшие установки, сделанные своими руками. Главное, иметь чертежи, тщательно изучить принцип устройства и работу станка, подобрать качественные материалы для заготовок и необходимые инструменты для сборки.
Схема
Принципиальная схема станка для проката 2-х видов сечений профиля в разрезе. На её основании можно получить представление о конструкции и сопряжении основных узлов и принципе обработка труб. В данном случае, верхний вал является ведущим.
 Схема станка
Схема станка
Комплектующие детали
Комплектующие вальцевателя прокатки не должны иметь сколов, выбоин, иметь приличный запас прочности, изготавливаться из определённых марок стали.
Валы, оси вытачивают на токарном станке. Некоторые комплектующие можно купить в магазине или снять с других механизмов, например:
- самоцентрирующиеся подшипники качения (4 шт.);
- звёздочки (4 шт.);
- цепь от велосипеда, мопеда.
Для сборки каркаса (основания) потребуется металлопрокат (швеллер, трубы), листы толщиной 5-10 мм. Основание обеспечивает стабильность установки в процессе работы.
 Сборка каркаса
Сборка каркаса
Вальцы (по 2 шт. каждого вида) для усиления профиля лучше выточить из легированной стали, для небольшого объёма работ подойдёт и Ст3, Ст10. Заготовки вальцов подвергают закаливанию.
Вальцы и оси должны многократно превосходить по твёрдости обрабатываемые трубы. В противном случае, вальцы придётся часто заменять новыми. Твёрдость вальцов на профессиональных установках не менее 52 НRС.
Инструменты
При сборке станка потребуются навыки (а так же соответствующее оборудование):
- токаря;
- сварщика;
- слесаря.
Крепление сваркой в некоторых местах можно заменить резьбовыми соединениями.
- дрель, с набором свёрл;
- гаечные ключи разного размера;
- уровень для выставления лини горизонта;
- штангенциркуль, рулетка.
Конструкция входящих деталей
По краям вальцов вытачивают специальные валики, которые надёжно фиксируют положение трубы во время проката.
 Вальцы
Вальцы
Получить размеры вальцов для протяжки профиля можно с комплекта от профессиональных установок. Чертежи вальцов и осей по полученным размерам не сложно разработать самому. Ниже представлен пример чертежа.
 Чертеж вальцов
Чертеж вальцов
Прокатка каждого размера профиля выполняется вальцами соответствующих размеров. Сделать модель со съёмными элементами не просто, по этой причине вальцы для усиления профильной трубы при сборе станка своими руками рекомендуется делать многоступенчатыми. Это позволит проводить обработку труб разных размеров без переустановки вальцов.
Обе оси имеют одинаковые размеры, но различную длину. На более длинной оси (ведущей) закрепляют рукоятку движения. Ниже представлен чертёж оси с посадочным местом под рукоятку.
 Чертёж оси с посадочным местом под рукоятку
Чертёж оси с посадочным местом под рукоятку
Сборочные работы
Каркас создаётся постепенно, по мере сборки остальных деталей. Отдельные элементы основания соединяют между собой сваркой или крупногабаритными болтами.
Расстояние между верхней и нижней осью зависит от диаметров вальцов. При неимении точных сборочных чертежей размеры между осями определяют опытным путём:
- устанавливают вальцы на оси;
- вымеряют расстояние между осями;
- высверливают отверстия на боковых стенках каркаса под установку подшипников;
- затем оси убирают в сторону, занимаются установкой подшипников.
Соединение оси и вальцов осуществляется несколькими способами:
- при помощи шпонки, размером около 8х8 мм;
- сваркой через заранее просверленные потайные несквозные отверстия, выполненные сверлом большого диаметра.
Второй способ доступен, если имеется аппарат для ручной электродуговой или полуавтоматической сварки.
Далее ось вставляется в подшипник, который предварительно закрепляется в буксе, заранее приваренной к стенке каркаса с внутренней стороны. Надёжность крепления – максимальная. В первую очередь оси с вальцами устанавливают в ту боковую стенку каркаса, где предполагается расположить цепную передачу. Затем оси вставляются в подшипники, закреплённые на 2-ой боковой стенке каркаса.
После установки основных элементов укрепляют каркас:
- сварочными швами;
- резьбовыми соединениями.
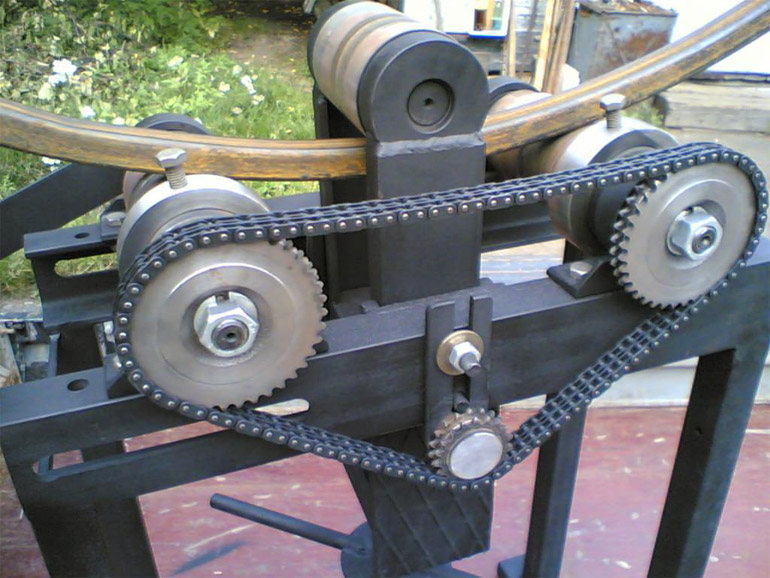
Сборка цепного механизма на практике так же происходит с определением размеров по месту:
- на нижнюю ось устанавливают 1-ю звёздочку;
- на верхнюю ось – 2-ю звёздочку;
- примеривают цепь, намечают расположение ещё 2-х звёздочек.
 Сборка цепного механизма
Сборка цепного механизма
Вальцы должны вращаться без затруднения при натянутой цепи. Рукоятка приваривается к ведущей оси в последнюю очередь.
 Цепной механизм
Цепной механизм
Для механизма подачи движения в виде червячной передачи необходимо запастись шестерёнками нужного размера.
 Механизм подачи движения
Механизм подачи движения
Рекомендации
Особые требования предъявляются к соосности вальцов: они должны располагаться в одной вертикальной плоскости и быть строго параллельными. Любое нарушение соосности приведёт к неравномерному сдавливанию профиля, что значительно снизит качество проката.
Станок, сделанный в домашних условиях специально для усиления профильных труб, не должен в процессе работы представлять опасность для человека. При сборке следует:
- Максимально надёжно фиксировать все движущиеся детали. Исключить их отскакивание в процессе работы.
- Предусмотреть защитные заслонки.
Правильно собранные самодельные установки не уступают профессиональным моделям по качеству выпускаемых изделий.

