
Как правильно сваривать трубы ПВХ?
Строительство домов

Пластиковые трубы уже давно завоевали свою популярность на строительных рынках, не в последнюю очередь, благодаря своей низкой стоимости и простому процессу сборки готовой конструкции, что позволило им выделиться среди прочих вариантов. Пластиковые трубы отличаются надежностью и долговечностью, они не боятся ржавчины и имеют легкий вес — что в совокупности с другими достоинствами и обеспечило им такую популярность. Тем не менее, такие трубы тоже могут давать протечки. В основном это связано с нарушением процесса пайки труб и ошибках, допускаемых при этом. Об этом, равно как и об особенностях монтажа будет рассказано далее.
Оглавление
- Разновидности сварки труб ПВХ
- Используемое оборудование для сварки
- Как выполняется сварка труб ПВХ
- Распространенные ошибки при сварке труб
- Советы по сварке труб
Разновидности сварки труб ПВХ
На нынешний момент существует два способа спайки труб из ПВХ. Сама по себе ручная сварка труб технически несложна, но даже подготовительные работы следует выполнять тщательно и аккуратно, чтобы избежать появления протечек в будущем. Специалисты выделяют следующие методики проведения работ:
- сварка труб с помощью специального паяльника и ножниц для резки (подобная технология сварки применяется во многих работах и по сути, является наиболее широко распространенной),
- «холодная» сварка (этот метод более прост и позволяет работать без наличия аппарата для спайки. Для проведения работ по соединению труб достаточно работать с агрессивным клеем для твердых пластиков).

Первые два способа в первую очередь подходят для систем трубопровода, по которым не предполагается прогон воды с высоким давлением. Если же по нему предполагается подача воды или для систем отопления под давлением, то сварка предполагает несколько иные способы:
- муфтовая сварка. В таком случае к трубе дополнительно приваривают соединительные элементы (муфты, фитинги и пр.),
- электромуфтовая сварка. В этом типе сварки муфты содержат специальные соединительные элементы, которые при подаче на них напряжения плавятся, обеспечивая надежную спайку с участками труб,
- стыковая сварка. Достаточно простой по своей сути процесс, применяемый для сварки труб большого диаметра. В таком случае концы труб разогревают до температуры плавления (200-250 градусов) и просто соединяют между собой.
По сути, все описанные способы имеют в своей основе один и тот же аспект: материал ПВХ при воздействии на него высокой температуры плавится и образует надежное соединение благодаря взаимному проникновению частиц друг в друга.

Каждый из методов имеет свои преимущества и недостатки. Простая сварка позволяет работать с различными типами пластиковых труб, но требует определенной сноровки. Использование клеевого соединения имеет высокие показатели, практически не уступая сварке. Но учитывая тот факт, что трубы из поливинилхлорида (ПВХ) не рекомендуется использовать для горячей воды (кроме некоторых разновидностей, способных выдерживать высокие температуры) такой способ соединения с помощью клея лучше использовать для систем коммуникаций, в которых не применяется высокое давление.
Используемое оборудование для сварки
Сварка пластиковых труб не требует наличия специфичного инструмента и позволяет проводить все работы в одиночку. Для этого понадобятся ножницы для резки (важно только вначале убедиться на ненужном отрезке, насколько они остро заточены, чтобы избежать возможной деформации и появления заусенцев при отрезании) и специальный паяльник с различных насадками для проведения раструбной сварки труб. Ручной сварочный аппарат (паяльник) должен быть подобран с учетом специфики работ. К примеру, для сварки пластиковых конструкций мощность паяльник следует подбирать с учетом диаметра трубы. Об этом речь пойдет ниже.

При выполнении работ важно делать все действия обдуманно и не торопясь, поскольку сварка труб достаточно проста и может обеспечить 15 лет беспроблемной службы водопроводной системы, но только в том случае, если работу выполнить правильно.
Как выполняется сварка труб ПВХ
Любой процесс сварки, будь то метод «холодной» или же стандартной пайки с применением специального паяльника, требует вначале провести подготовительные работы. В них входят следующие этапы:
- очистка труб в местах будущего соединения от любых элементов загрязнения,
- обезжиривание стыков труб с помощью протирания спиртом,
- подготовка на отрезках отметки вхождения в фитинг (несъемная соединительная часть трубопровода, которая устанавливаются в тех местах, где трубы имеют разветвления или повороты), при этом следует помнить, что трубу не вставляют до максимального упора, требуется оставить зазор не меньше миллиметра,
- снятие с концов труб фаски для того, чтобы труба максимально плотно и без особого усилия вошла в соединительный фитинг.

После того, как предварительные работы были завершены, приступают непосредственно к процессу пайки. Такой этап работы, как сварка труб, своими руками выполнить нетрудно. По сути, задача делится на четыре этапа:
- нарезка,
- нагрев до нужной температуры (250 градусов),
- соединение отрезков труб между собой,
- охлаждение.
Нарезку труб производят с помощью трубореза (хорошо заточенных специальных ножниц, которые позволят быстро и без дефектов производить аккуратное отрезание участков трубы нужного размера (если этот инструмент отсутствует, подойдет ножовка по металлу).
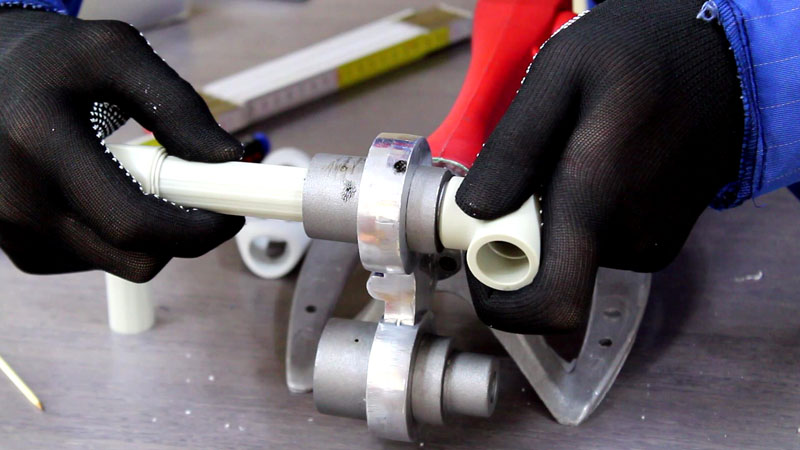
Сварка должна происходить в термостойких перчатках и при соблюдении правил техники безопасности, чтобы избежать получения ожогов от нагревательных элементов паяльника. По сути, это самый важный этап работы, поскольку действия должны проводиться с такой скоростью, чтобы сплавляемые элементы не успели остыть, причем важно не допустить перекоса при состыковке.

После соединения отрезков трубы важно надежно зафиксировать соединение, не прилагая к нему никаких внешних нагрузок. Последний этап заключается в том, чтобы дать остыть готовому соединению (не менее 20 мин).
Как видно из процесса работы, на первый взгляд он достаточно прост. Важной его особенностью является правильный расчет, поскольку любая халатность, допущенная при работе — уже в скором времени может крайне негативно сказаться на надежности соединений. Те трубы пластиковые, сварка которых проводилась умелыми руками, не будут нуждаться в ремонте на протяжении долгих лет.
Распространенные ошибки при сварке труб
Ошибки, допущенные на начальных этапах, обязательно проявятся в будущем и поэтому важно избегать небрежности при выполнении работы. Специалистами были выделены типичные проблемы, которые могут возникнуть на разных этапах проведения работ:
- неправильное совмещение соединительных элементов,
- излишнее усилие при состыковке участков труб,
- недостаточный разогрев соединительных элементов,
- излишний перегрев инструмента,
- неправильно подобранный нагревательный аппарат.

В случае, если при совмещении с фитингом ПВХ труба была введена не до внутреннего упора, то останется зазор, на который будет приходиться меньшее давление. По сути, такой участок будет иметь меньшую толщину стенки и больший внутренний диаметр. Часто подобная ошибка возникает, если при нагреве сама труба была недостаточно плотно введена в основание насадки сварочного элемента паяльника. С внешней стороны такой дефект не будет заметен, что усложняет процесс выявления недочета во время пайки.
С другой стороны, применение излишней силы также способно навредить элементам пайки. В таком случае между торцом пластиковой трубы и внутренним упором соединительного фитинга выдавится так называемый «грат», который при вплавке образуют кольца, снижающие проходимые свойства. По сути, возникнет заметное препятствие потоку жидкости.
Недостаточный разогрев соединительных элементов приводит к дефектам состыковки материала, особенно если учесть тот факт, что спайка участков труб ПВХ должно проходить быстро, иначе качество соединения будет оставлять желать лучшего.
Во время проведения соединительных работ температура рабочей поверхности сварочной насадки не должна превышать 260 градусов, с шагом плюс/минус 10 градусов. Это оптимальная температура для работы, причем независимо с каким диаметром труб производится работа. Такая степень разогрева позволяет создать в точке спайки внутреннее напряжение материала, что необходимо для выполнения работы. Поэтому все действия нужно производить быстро, пока перегрев не вышел за рамки допустимого. С учетом этого, нельзя превышать показатель разогрева паяльника, даже если он поддерживает удержание более высоких температур.

Последняя распространенная ошибка — неправильно подобранное оборудование для проведения сварки поливинилхлоридных труб. Есть определенная закономерность, что мощность нагревателя, используемого в работе — должна соответствовать десятикратному значению диаметра пластиковой трубы. Другими словами, для спайки трубы диаметров 50 миллиметров необходим нагреватель мощностью в 500 Ватт, диаметров 100 миллиметров — нагреватель в 1000 Ватт.
Для сварочного оборудования эконом-класса (производителем которого зачастую выступает Китай или Турция) характерно применение в составе алюминиевого нагревателя добавочных компонентов. Это делается для того, чтобы обеспечить дополнительную степень разогрева нагревательного элемента в сварочном оборудовании, но это задает излишнюю нагрузку на сеть питания и контакты реле. Подобное нововведения отсутствуют в оборудовании для пайки труб от более именитых производителей, поэтому в данном случае затраты на покупку хорошего профессионального оборудования с лихвой окупятся качественно проведенной работой.
Советы по сварке труб
В завершение подведем несколько рекомендаций, которые несомненно помогут при проведении работ по сварке ПВХ труб. Постарайтесь придерживаться этих советов, в будущем:
- поливинилхлоридные трубы и соединительные элементы должны быть от одного производителя. В первую очередь это касается желания сэкономить и приобрести, к примеру, комплектующие хорошего качества, но при этом купив дешевые китайские трубы — не ждите, что температура плавления будет одинаковой. Возможно, что на первых порах при проверке дефект не будет обнаружен, но позже он с большой долей вероятности сможет себя проявить,
- перед покупкой стоит проверить температурный режим работы паяльника или сварочной станции. Поскольку ценовой диапазон стоимости оборудования весьма широк, может возникнуть желание сэкономить. Но в таком случае нельзя гарантировать, что при работе нагревателя будет достигнута необходимая температура в 260 градусов Цельсия. Желательно перед покупкой оборудования проверить его возможности в плане совершения эффективной пайки. Подобный совет может выглядеть нелепо, однако способен предотвратить денежную потерю на покупке оборудования, не способного держать правильный температурный режим,
- экономия — враг качества. Известны примеры, когда хорошая вещь стоит не дорого, но если возникла необходимость использовать паяльник для частой работы с большим количеством материала, то лучше придерживаться мнение, что чем лучше и соответственно дороже оборудование — тем дольше оно проживет. Страна-производитель тоже имеет значение. Лучше выбирать изделия от именитых производителей. То же касается и насадок, и инструмента для работы,
- содержите зону соединения в чистоте. Попадание даже незначительного количества частичек пыли или грязи способно нарушить качество спайки. Конечно, это не всегда возможно, особенно при замене труб большого диаметра, которые могут находиться отнюдь не в чистой среде, и все же необходимо стараться выполнять и эту рекомендацию,
- работайте при соответствующем температурном режиме. Если погода на улице или в помещении оставляет желать лучшего, то следует помнить, что работы нельзя проводить при температуре ниже пяти градусов тепла. Даже при такой температуре увеличивается продолжительность нагрева, а соединения становятся хрупкими.
Все же стоит помнить старую избитую истину, что для качественной работы нужны качественные инструменты. Необходимо обращать внимание на все сопутствующие мелочи и тогда в процессе работы сможете избежать возможных ошибок и их последствий. Если еще остались вопросы как выполняется сварка труб, видео наглядно продемонстрирует процесс и поможет закрепить полученные навыки.
Как сваривать пластиковые трубы аппаратом для сварки в домашних условиях
В квартирах многоэтажек застройки прошлого века, при строительстве частных домов для замены или монтажа системы водоснабжения, водоотведения, отопления используют пропиленовые трубы и комплектующие элементы. Соединения делают резьбовые и сварные. При сварке пластиковых труб используют нагревательный инструмент, освоить его несложно. Монтировать водопроводные системы из полимеров можно самостоятельно, зная азы технологии.
Какие трубы можно сваривать
Трубы выпускают из различного пластика: ПВХ, полиэтилена, пропилена. Металлопластиковые трубы дополнительно армируют алюминием, их монтируют резьбовыми соединениями. Пластиковые трубопроводы диаметром от 20 до 40мм сваривают враструб бытовым оборудованием, работающим от сети 220 вольт. Для сварки ПХВ труб большого диаметра чаще используют профессиональные цилиндрические паяльники.
При самостоятельном выборе комплектующих для трубопровода ориентируются на маркировку «PN». Для теплосистем, трубопроводов горячего водоснабжения выбирают пластиковый прокат с маркировкой:
- PN20, они эксплуатируются при температуре от +80 до +95˚С;
- PN25, допускается температура теплоносителя свыше +95˚С.
Для ХВС выбирают трубы и соединительные элементы с маркировкой PN10 (рабочая температура не выше +40˚С) и PN16 (допустимый нагрев до +60˚С).
Необходимые оборудование и инструменты
Для сварки пластиковых труб удобно использовать мечевидные паяльники со съемными насадками. Нагревательный элемент для сварки труб представляет собой плоскую платформу, называемую утюгом, в ней есть отверстия для крепления нагревающих насадок.
У сварочного аппарата для сварки пластиковых труб обязательно есть температурный регулятор, световой индикатор нагрева. Кроме оборудования для сварки нужны инструменты для раскроя заготовок и снятия фольгирующего слоя. Режут пластиковый прокат любым удобным способом:
- труборезом, похожим на кусачки;
- ножницами по металлу;
- ножовкой с узким полотном.
Для зачистки срезов, удаления наплывов применяют напильники с мелкой нарезкой или наждачную бумагу. Для раскроя элементов трубопровода перед сваркой нужно подготовить линейку, угольник, фломастер или маркер.
Инструкция: как сварить пластиковые трубы
Учиться сварке пластиковых трубопроводов враструб нужно на практике. Трубные заготовки и комплектующие для систем всегда покупают с запасом. Для приобретения навыков работы на оборудовании пластиковые элементы нарезают небольшими отрезками. Технологический процесс состоит из нескольких этапов, каждый из них рассмотрен отдельно.
Подготовка труб под сварку
Нарезают пластик на фрагменты в соответствии со схемой разводки. Кромки делают под прямым углом. Сначала делают разметку, затем врезаются в пластик. Только после этого резким усилием разрезают заготовку окончательно. Элементы раскладывают на чистой ровной поверхности в удобном для сварки порядке. Рядом размещают необходимые соединительные элементы: фитинги, отводы, тройники, муфты.
Каждый стык перед сваркой зачищают, чтобы не оставалось заусениц, обезжиривают. Трубы с фольгированным слоем обязательно фальцуют – слой металла полностью срезают в месте стыка.
Настройка сварочного аппарата
На паяльнике закрепляют насадки необходимого диаметра. Инструмент для сварки прочно устанавливают на ровной поверхности, чтобы он не качался. Регулятор нагрева переводят в нужное положение. Для сваривания пластиковых труб паяльник разогревают от +255 до 280°С вне зависимости от толщины трубопроводов. Меняется только время нагрева деталей при сварке, интервал выдержки соединения до затвердевания.

Нагрев деталей
При сварке одновременно нагревают оба элемента: трубные заготовки снаружи (их вставляют в нагревательный элемент), фитинги – изнутри (их насаживают на нагреватель). Детали продвигают с умеренным усилием до упора – площадки утюга. От момента касания отсчитывается время нагрева, интервал зависит от диаметра трубной заготовки:
| Диаметр заготовки, мм | Время нагрева, сек | Глубина насадки, мм |
|---|---|---|
| 20 | 8 | 14 |
| 25 | 9 | 16 |
| 32 | 10 | 20 |
| 40 | 12 | 21 |
| 50 | 18 | 22,5 |
| 63 | 24 | 24 |
Время выдержки стыка от 4 до 8 секунд. Данные, приведенные в специальных таблицах сварки пропилена ориентировочные. Перед монтажом трубопровода время нагрева и выдержки устанавливают экспериментальным путем. Пластик должен разогреваться не на всю глубину стенки, чтобы не было внутренних наплывов. Опытные заготовки делают небольшими, чтобы просматривалась внутренняя поверхность раструбного соединения.
Соединение деталей
Разогретые на насадках полимерную трубу и фитинг нужно соединять быстро, с усилием, не допуская перекосов. Делают это одним движением, без проворачивания. Заготовки для сварки диаметром больше 50 мм (для системы водоотведения) соединяют с применением центровщика, вручную качественных соединений не получить. Заготовки удерживают в руках до затвердевания пластика. После этого образованный узел оставляют до полного охлаждения на 3-10 минут в зависимости от толщины заготовок.

Зачистка
Напильником аккуратно снимают наружные наплывы полимера. Они не должны быть большие при правильном разогреве и сжатии. Внутренних наплывов на швах не должно быть, это брак. После монтажа водопровода нужно удостовериться в надежности швов. Воду в систему подают не раньше часа выдержки. Если обнаружена протечка, стык вырезают, на его месте делают новое фланцевое соединение.
Распространенные ошибки при сварке пластиковых труб
Фитинги и трубы приобретают с запасом, чтобы потренироваться, перед тем, как сваривать трубопровод. Полипропилен от разных производителей различается по химическому составу, прогревается при разной температуре. Важно проверить время выдержки заготовок на паяльнике, пластик не должен прогреваться полностью, а только на 1/3 толщины. Нельзя допускать внутренних наплывов в трубопроводе.
Типичные ошибки новичков:
- Плохая подготовка соединений. Фольгированный слой снимают полностью по всей разогреваемой площади.
- Варить нужно только чистые трубы. Поверхность, на которой будут лежать заготовки, должна быть без грязи и пыли. Труба должна быть сухой, без остатков воды.
- Соединяют разогретые заготовки только соосно. Для исправления неправильного позиционирования отводится несколько секунд. При деформации пластика качество шва снижается.
- Несоответствие фитингов и труб. Они должны быть из одного материала. Экономия на комплектующих неуместна. При самостоятельной сборке водоводов собственник несет ответственность за качество швов. При аварии будет оплачивать ремонт в нижних квартирах.
Сваривать пропилен в домашних условиях несложно. Инструмент сдают в аренду, освоить его легко. Важно придерживаться режима сварки. Предварительно удостовериться, что температура нагрева, время выдержки подобрано правильно. Некачественный шов срезают, варят стык снова. При соблюдении технологии трубопровод прослужит долго.
Как сварить ПВХ трубы
 Как и много лет назад, сегодня, пластиковые трубы пользуются широким спросом у пользователей. Это обусловлено невысокой ценой изделий, а также простотой монтажа. Трубы из пластика надежны, устойчивы в коррозии, и могут прослужить на протяжении долгих лет. Однако, несмотря на массу достоинств, в трубах ПВХ, как и любых других случаются протечки. Обычно это происходит из-за того, что сварка производилась на недостаточно высоком уровнем с некоторыми ошибками. Поэтому очень важно знать точную технологию, как сваривать ПВХ трубы . Именно о том, что такое сварка труб ПВХ и пойдет речь в данной статье.Типы сварочных работЧаще всего сварочные швы труб ПВХ создаются при помощи специального паяльника (такая технология нашла активное применение и является одной из самых распространенных) и методом «холодной сварки», который отличается своей простотой и не требует наличия специализированного оборудования.
Как и много лет назад, сегодня, пластиковые трубы пользуются широким спросом у пользователей. Это обусловлено невысокой ценой изделий, а также простотой монтажа. Трубы из пластика надежны, устойчивы в коррозии, и могут прослужить на протяжении долгих лет. Однако, несмотря на массу достоинств, в трубах ПВХ, как и любых других случаются протечки. Обычно это происходит из-за того, что сварка производилась на недостаточно высоком уровнем с некоторыми ошибками. Поэтому очень важно знать точную технологию, как сваривать ПВХ трубы . Именно о том, что такое сварка труб ПВХ и пойдет речь в данной статье.Типы сварочных работЧаще всего сварочные швы труб ПВХ создаются при помощи специального паяльника (такая технология нашла активное применение и является одной из самых распространенных) и методом «холодной сварки», который отличается своей простотой и не требует наличия специализированного оборудования.
Данные технология соединения труб ПВХ наиболее пригодны для трубопроводов с низким рабочим давлением системы. В случае, когда по нему будет циркулировать жидкость с большим напором, то первые два способа не подходят и тогда нужно прибегать к муфтовой, электромуфтовой или стыковой сварке. Рассмотрим подробно каждую из технологий.

Холодная сварка
Как уже упоминалось выше, такой способ сварки пластиковых труб достаточно простой. Здесь главное приобрести агрессивный клей для твердых пластиков, который состоит из поливинилхлорида, растворенного в циклогексаноне, метилэтилкетоне и тетрагидрофуране.
Для того, чтобы повысить эффективность адгезии и иметь возможность осуществлять контроль за вязкостью вещества и временем схватывания, такой двухкомпонентный клеевой материал обычно дополняется различными присадками. Пока клей затвердевает, растворитель испаряется и полимерные цепочки поливинилхлорида соединяются. В итоге образуется шов, рабочие показатели которого идентичны тем, что имеет цельные трубы ПВХ.

Совет! Чтобы не переживать за результат и получить надежное и качественное соединение, покупайте клей хорошо зарекомендовавших себя производителей, таких как: голландская марка Griffon, французская – Gebsoplast, немецкая – Tangit
Технология соединения труб ПВХ методом холодной сварки заключается в следующем:
- изначально надо отрезать ровный кусок трубы,
- затем, поду углом 15° снимается фаска,
- далее очистить трубу и раструб от загрязнений и избавиться от излишней влажности,
- на следующем этапе наружная часть трубы и раструба покрывается клеевым составом, после чего труба сразу же вставляется в раструб,
- чтобы клей размеренно разместился по поверхностям, трубу следует развернуть на 90°,
- в течении 30 секунд соединяемые детали надо хорошо зафиксировать.
Весь этот процесс вы должны осуществить максимально быстро – за 60 секунд, не более.
Прежде, чем подать пробный объем рабочей среды, нужно выждать некоторый промежуток времени.
(Смотрите в таблице)
Номинальный диаметр трубы, мм
Муфтовая сварка
Подобная технология основана на использовании соединительной муфты либо тройника. Чтобы осуществить этот процесс надо обзавестись ручным или стационарным нагревательным аппаратом. Муфтовая сварка для ПВХ труб очень проста в выполнении, однако не нашла своего активного применения у пользователей за счет высокой цены оборудования, которым она выполняется.
Принцип технологии состоит в том, что изначально торцы трубы и окончания муфты нагреваются до определенной температуры. Когда они доходят до состояния пластичности, трубу надо поместить в отверстие муфты. Для того, чтобы в итоге образовалось монолитное соединение, важно выполнять технологию в соответствии с предъявляемыми требованиями и очень аккуратно.

При малейших угловых отклонениях, нужно будет начать всю работу сначала и использовать новую муфту
Основные правила таковы:
- начинать и заканчивать нагревать муфту и трубу следует одновременно,
- детали нужно нагревать именно тот промежуток времени, который указан в инструкции,
- после того, как вы выждали нужное время, быстро снимите с нагревателя трубу и муфту, а затем зафиксируйте их таким образом, чтобы наплыв поливинилхлорида закрыл предварительно нанесённую метку глубины сварки.
На заметку! Раструбное соединение, которое является результатом муфтовой сварки – монолитное. Применять его можно сразу после остывания.
Такая технология очень часто применяется при прокладке трубопровода в жилых помещениях.
 насадки для муфтовой сварки
насадки для муфтовой сварки
Электромуфтовая сварка
Данный вид сварки основан на применении пластиковых муфт со встроенными спиралями, выступающими в качестве нагревательного элемента. Плюс такого метода – короткие сроки выполнения процедуры, прочный и надежный шов.
 электромуфта
электромуфта
Однако, электромуфтовая сварка подходит исключительно для соединения пластиковых труб с толщиной стенок не более 4 мм
Перед началом работы торцы труб тщательно очищаются от пыли и грязи и обезжириваются. Затем снимаются фаски и трубы вставляются в муфту. Далее при помощи специального аппарата на фитинг подается напряжение. За счет спирали пластик нагревается и плавится. Когда в процессе создания шва будет достигнут нужный температурный режим, прибор автоматически отключится.

Совет! Не стоит осуществлять сварочные работы, если на улице температура ниже, чем +5°С. Получить высококачественный шов будет очень трудно, поскольку соединяемые элементы становятся хрупкими, для нагревания будет требоваться больше времени, а остывание наоборот будет происходить очень быстро.
Стыковая сварка
Для осуществления соединения трубы ПВХ таким способом вам понадобится ручной сварочный аппарат и ножницы для резки труб.
Суть технологии состоит в следующем:
- традиционно, как и при других методах торцы труб очищаются и обезжириваются,
- снимаются фаски,
- затем трубы нагреваются до нужной температуры, для ПВХ задается температурный режим – 250°С,
- свариваемые детали соединяются и охлаждаются.

Ошибки при сварке труб ПВХ своими руками
Выполняя сварку труб из пластика, многие пренебрегают точностью выполнения правил и допускают много ошибок на самых начальных этапах работы. Особенно важно подойти к процессу со всей ответственностью и избегать недочетов.
Рассмотрим наиболее часто допускаемые погрешности:
- неверное совмещение соединительных деталей, в итоге могут образовываться зазоры
- недостаточный разогрев соединительных элементов, такая ошибка приведет к дефектам состыковки материала и соединение будет недостаточно прочным,
- инструмент слишком перегревается,
- нагревательный аппарат подобран неверно. Важно, чтобы мощность устройства, используемого для сварки была равна десятикратному значению диаметра пластиковой трубы.
Таким образом, мы рассмотрели, какие методы сварки труб ПВХ своими руками существуют, в чем их основные особенности. Вам остается только подобрать способ себе по душе и выполнять все рекомендации.
Технология сварки полипропиленовых труб своими руками: обзор способов и нюансов

Хотите отремонтировать или заменить коммуникации, выполненные из полимерных труб? Согласитесь, что совсем неплохо сэкономить на вызове мастера, выполнив сборку нового трубопровода самостоятельно. Но вы не знаете, как можно соединить отдельные элементы системы между собой и что для этого понадобится.
В представленной нами статье подробно описана технология сварки полипропиленовых труб – своими руками соединить их сможет любой начинающий сантехник. Мы расскажем, что нужно учитывать, как пользоваться паяльником для состыковки пластиковых элементов. Подскажем, в каких случаях применяются другие методы.
В помощь начинающему мастеру мы подобрали подробные видеролики, демонстрирующие пошаговый процесс выполнения сварки полипропилена, и фото-иллюстрации.
Трубы и вспомогательные элементы для сборки
Одним из неоспоримых достоинств полимерных труб является простота сборки.
Монтаж элементов можно производить практически везде: прокладывать открытым способом на стенах либо размещать скрыто под полом.

Полимерные трубы выпускаются диаметрами от 20 до 110 мм. Для бытовых целей чаще всего используются изделия размером 20/25/32/40 мм. Область из применения определяет показатель номинального давления материала.
В маркировочной надписи он обозначается буквами «PN»:
- PN 10 – выбирают для обустройства холодного водоснабжения.
- PN 16 – используют для холодной воды, но с более высоким напором, а также при обустройстве системы «теплый пол».
- PN 20 – изделия, единственным ограничителем которых является температурный режим транспортируемой через них жидкостей. Он не должен превышать отметки в 75 °С.
- PN 25 – универсальные изделия, применяемые для обустройства как «холодных», так и «горячих» систем, температура которых достигает отметки в 90 °С.
В продаже можно встретить полимерные изделия, оборудованные дополнительным армированием.

Главной особенностью полимерных труб является невозможность их изгиба.
Поэтому все изменения траектории прокладываемой магистрали осуществляются только из прямых участков, соединенных между собой вспомогательными фурнитурными элементами:
- крестовины – для возможности ответвления основного потока;
- тройники – размножители потоков;
- муфты – для соединения труб на прямом участке;
- отводы – для изменений направления трубопровода.
Фитинги могут быть оснащены вплавленной металлической резьбой, которая дает возможность соединять полимерный трубопровод с металлическими элементами.

При выборе вспомогательных элементов следует брать за основу два параметра: внутреннее сечение изделий и толщину их стенок. Эти параметры должны соответствовать техническим характеристикам используемых полипропиленовых труб.
Способы соединения полимерных труб
При состыковке труб, выполненных из полимерных материалов, в зависимости от условий монтажа применяют один из двух способов:
- Пайка – предполагает разогрев и состыковку расплавленных концов элементов.
- Без пайки – предполагает соединение труб посредством компрессионных фитингов либо же путем реализации так называемой «холодной» сварки.
Второй способ монтажа удобен в том плане, что для его реализации нет необходимости задействовать специальное оборудование. Все работы можно выполнить с использованием простого инструмента – обжимного ключа.
Полипропиленовую трубу с толщиной стенки свыше 4 мм, а диаметром более 50 мм соединяют по методике стыковой сварки:
Инструменты для соединения
Основной инструмент, используемый для соединения пластиковых труб – утюг для сварки. Это своеобразный паяльник, работающий от сети в 220В. Принцип работы устройства довольно прост. Роль нагревательного элемента утюга выполняет сварочный ТЭН, помещенный в металлический кожух.
Он прогревает до заданной температуры плиту, которая накаляет насадки. За поддерживание оптимальной температуры насадок отвечает терморегулятор. Пайке и типичным ошибкам, допускаемым при состыковке полипропиленовых труб, посвящена следующая статья, с которой мы советуем ознакомиться.

В комплекте к утюгу идут нагревающие насадки стандартных размеров. Накаляясь до определенной температуры, они размягчают пропилен до вязкости, которая обеспечит герметичное соединение элементов.
Насадки подбирают в зависимости от диаметра используемых труб:
- 20-й размер – для труб диаметром в полдюйма;
- 25-й – для изделий диаметром 0,75 дюйма;
- 40-й – для элементов сечением 1,25 дюйма.
Поскольку стоимость такого сварочного аппарат довольно высока, а использовать его приходится не так уже часто, нет смысла приобретать оборудование. Инструмент лучше взять на день-два в аренду.
Для высококачественной нарезки и подготовки свариваемых участков лучше всего использовать специальный предназначенный для этого инструмент – труборез. С его помощью можно получить ровный, гладкий и красивый срез.

За неимением трубореза работу можно выполнить болгаркой или ножовкой по металлу. Единственное – на месте среза после таких инструментов остается бахрома. Но ее не составит труда удалить, зачистив полосой наждачной бумаги.
Помимо основных инструментов для проведения работ потребуются также:
- угольник;
- строительная рулетка;
- простой карандаш или маркер.
Планируя соединять трубы методом «холодной» сварки, необходимо заранее приобрести термоактивный клей, изготовленный на основе полиэфирной или эпоксидной смолы, либо же его термопластичный аналог, произведенный на основе каучука.
Основные этапы технологии пайки
Ключевыми условиями успешного монтажа водопроводной или отопительной системы из полимеров являются тщательный расчет требуемого материала и грамотно выполненная сварка элементов.
Этап #1 — расчет материала и комплектующих
Чтобы облегчить себе работу, минимизировав тем самым ошибки при монтаже, первым делом необходимо начертить схему будущей системы, указав на ней число поворотов и разветвлений. При просчете количества труб к каждой длине отрезка следует прибавить по 25-40 мм, затрачиваемых на «провар».

Если вам еще не приходилось сваривать полипропиленовые трубы, опытные специалисты рекомендуют и вовсе приобрести несколько отрезков труб для предварительной тренировки. Такие затраты и по цене выйдут недорого и позволят избежать грубых ошибок при монтаже системы.
Особенностью полипропиленовых труб является возрастание коэффициента линейного расширения под действием высоких температур.
Как результат: при нагревании или возрастании давления внутри системы трубы удлиняются и с течением времени начинают провисать. Чтобы предупредить это явление, при прокладке участков длиной свыше 4-5 метров потребуется также задействовать компенсаторы.

Компенсаторы устанавливают как на горизонтальные, так и на вертикальные участки, монтируя их между двумя неподвижными опорами. При необходимости можно приобрести и компенсаторы особой модификации, которые могут устранять линейное расширение на угловых сгибах трубопровода.
Выясним, как правильно сваривать полипропиленовые трубы, чтобы в местах соединений не было протечек.
Этап #2 — пайка элементов трубопровода
Вкратце суть технологии сварки полипропиленовых труб заключается в том, что под действием высокой температуры концы состыковываемых элементов разогревают и путем плотного прижатия друг к другу соединяют.

Перед началом работ отрезанные на указанную длину куски труб избавляют от неровностей и заусениц. Если в трубе предусмотрена прослойка внутреннего или внешнего фольгирования, ее необходимо предварительно зачистить торцевателем, оснащенным хорошо заточенными и отрегулированными ножами.
При выполнении зачистки с использованием торцевателя трубу необходимо заглубить в инструмент до упора.
Работу по сварке пластиковых труб своими руками выполняют в такой последовательности:
- Подключают паяльник для ПП труб к электропитанию с тем, чтобы разогреть оборудование до оптимальной температуры в 260-270 °С.
- Подлежащие соединению отрезки труб одновременно надевают на насадки, обеспечивая максимально ровное вхождение. Эту работу следует выполнять быстро и уверенно.
- Выдержав указанное в инструкции время, пока фитинги и концы труб расплавятся, извлекают элементы из нагревательных насадок.
- Состыковывают расплавленные концы между собой, аккуратно вжимая друг в друга в течение 15-20 секунд.
- Скрепленные детали оставляют в статичном положении с тем, чтобы шов полностью остыл, а соединение стало монолитным.
Определить продолжительность нагрева можно из прилагаемой к оборудованию инструкции или воспользовавшись приведенной ниже таблицей.

Пренебрегать указанными в таблице требованиями по времени нагрева нельзя. Недостаточный прогрев не способен обеспечить надежное соединение. Чрезмерное перегревание приведет к тому, что полипропилен «потечет», а детали деформируются.
Как следствие: на внутренней поверхности сварных швов образуются выступы, которые значительно уменьшат диаметр трубопровода.

После завершения полимеризации и застывания, на которое уходит около 20 секунд, стык готов. По такой же технологии спаивают все последующие узлы до победного конца, пока система отопления или полипропиленовый водопровод не будет полностью собран.
Температурные параметры проведения пайки ПП труб приведены в статье, с которой самостоятельным домашним мастерам следует обязательно ознакомиться перед стартом работ.
Краткое фото-руководство по сварке ПП труб
Наглядно представить последовательность выполнения работ по сборке полипропиленового трубопровода и соединению его деталей поможет следующая подборка пошаговых фото:
Как варить трубы ПВХ
Трубы ПВХ широко применяются при монтаже систем канализации и водоснабжения. В большинстве случаев для их монтажа используется раструбное разъемное соединение с применением уплотнителей. Однако в некоторых случаях может возникать необходимость в выполнении неразъемного соединения под воздействием высокой температуры. Поэтому необходимо иметь представление, как варить трубы ПВХ правильно.
Как варить трубы ПВХ муфтовым методом
Чтобы сварить трубы из поливинилхлорида, обычно используют муфтовый способ. Это достаточно простой метод, который предусматривает, что соединение выполняется при помощи фитингов (муфт), которые соединяются с трубными изделиями методом пайки. Для монтажа применяется специальный сварочный аппарат (паяльник) для ПВХ.
Для обеспечения качественного соединения большое значение имеет правильный выбор этого прибора. Он должен иметь комплект насадок разных диаметров. Также важно подобрать мощность паяльника, которая должна соответствовать диаметру свариваемых труб:
при диаметре 16-63 мм необходимая мощность не менее 700 Вт;
при диаметре 63-75 мм — не менее 850 Вт;
для сваривания труб большого диаметра (от 125 мм) — не менее 1,2 кВт.
При выборе аппарата также необходимо проверить диапазон диаметров свариваемых изделий, который производитель указывает в инструкции.
Нельзя сваривать трубы паяльником с недостаточной мощностью. Это не позволит создать надежное соединение. Лучше взять прибор, мощность которого превышает необходимое значение. Сварочные аппараты для поливинилхлоридных изделий, независимо от мощности, работают от бытовой электросети 220 В.
Чтобы качественно сварить ПВХ трубы, необходимо выполнять работы в следующей последовательности:
В первую очередь необходимо подготовить отрезок трубы требуемой длины. Обрезать трубу необходимо строго под углом 90 градусов, что обеспечит ее оптимальную стыковку с муфтой. Для этой цели используют специальный труборез.
Затем производится подготовка паяльника к работе. Для этого необходимо подобрать насадку соответствующего диаметра и надеть ее на жало прибора до его включения.
После этого прибор необходимо подключить к электросети и дождаться нагрева насадки до необходимой температуры, при которой начинается плавление поливинилхлорида (около 260 °С). Соблюдение температуры нагрева является очень важным требованием. При недостаточной температуре не будет обеспечена надежность и герметичность шва. Если же нагрев будет чрезмерным, это может привести к разрушению структуры трубы и ее выходу из строя.
Муфту необходимо надеть на один конец нагретой насадки, а трубу — вставить в другой конец (раструб). При этом не допускаются перекосы.
Свариваемые изделия должны оставаться на насадке несколько секунд (в соответствии с рекомендацией производителя аппарата). После этого их необходимо одновременно снять и быстро соединить друг с другом. Труба с некоторым усилием запрессовывается в муфту.
В течение нескольких минут пластик в зоне пайки затвердевает (в это время изделие нельзя трогать) с образованием практически монолитного соединения с высокой прочностью и герметичностью. После этого можно сваривать второй конец муфты с другой трубой ПВХ.
Электромуфтовая сварка
Также варить трубы ПВХ можно при помощи электромуфтового способа. Он предусматривает использование специальных муфт, изготовленных из пластика, в теле которых размещены спиральные электронагревательные элементы. С их помощью и производится сварка.
Перед тем как сваривать трубы, их необходимо тщательно подготовить. Торцы изделий должны быть зачищены от возможных заусенец и других дефектов. С внутренней и внешней поверхности в зоне сваривания должна быть удалена грязь, влага, пыль. Также поверхности обезжириваются. После такой подготовки нужно снять фаски и вставить с двух сторон муфты концы труб ПВХ.
После этого электросварную муфту необходимо подключить к специальному прибору, который подает напряжение на ее спираль. В результате спираль начинает нагреваться и плавить пластик. При достижении требуемой температуры нагрева подача электричества отключается автоматически. После этого остается только подождать, пока зона сварки остынет и пластик хорошо затвердеет, образуя при этом надежное монолитное соединение.
Использование электромуфтового способа сваривания труб ПВХ позволяет выполнять сварку очень быстро. Сам процесс монтажа отличается простотой и минимальными трудозатратами, не требует от исполнителя высокой квалификации. При этому метод обеспечивает высокое качество и герметичность получаемого шва. Однако недостатком является высокая стоимость электросварных муфт, а также необходимость использования специального оборудования, которое тоже стоит недешево. Эти особенности ограничивают применение электромуфтового метода сварки труб ПВХ в домашних условиях. Чаще он используется профессионалами при проведении монтажа трубопроводов значительной протяженности, где возникает необходимость выполнении большого количества соединений.

