
Как правильно развальцевать медную трубку?
Развальцовка медных трубок: суть процесса, виды инструмента, рекомендации
Трубопрокат из меди разного размера используется для создания инженерных коммуникаций, нагревательной и охладительной техники. При монтаже систем и ремонте оборудования практически всегда требуется соединять трубные элементы между собой или с другими конструктивными деталями.
Работы проводятся с помощью пайки или специальных накидных муфт. Для получения герметичного соединения нередко предварительно выполняется развальцовка медных трубок. Такую операцию еще называют вальцовкой.
Однако в профессиональной среде понятия имеют разное значение. Поэтому необходимо выяснить, что представляют собой эти два процесса и чем отличаются. Это позволит правильно выполнить дальнейшую работу.
- Развальцовка и вальцовка для медных труб
- Технология и этапы развальцовки
- Вальцовочный инструмент для медных труб
- Экспандер
- Конусный
- Механический
- С электроприводом
- Рекомендации по применению вальцовки для медных трубок
- Набор инструментов для развальцовки
- Вывод и видео по теме
- Видеообзор вальцовок для медных труб
- Развальцовка медных трубок своими руками
Развальцовка и вальцовка для медных труб
Оба понятия представляют собой технологические операции, выполняемые с помощью разного оборудования. Хотя большинство обывателей под этими двумя процессами подразумевают проведение одних и тех же действий.
Вальцовка выполняется на специальном станке, в конструкции которого присутствуют рабочие валки. С их помощью осуществляется деформация листового или трубного проката. Поэтому вальцовка — это процесс, позволяющий изготовить из круглых труб продукцию с другим сечением.
При развальцовке медных труб используется инструмент без валков. Он позволяет выполнить деформацию только торцов трубопроката. Поэтому развальцовка — это операция по изменению внутреннего и наружного диаметра исключительно концов медной трубки под воздействием механической нагрузки.
То есть, вальцовка это инструмент. Развальцовка это технологическое действие. Вот что пишет Википедия.
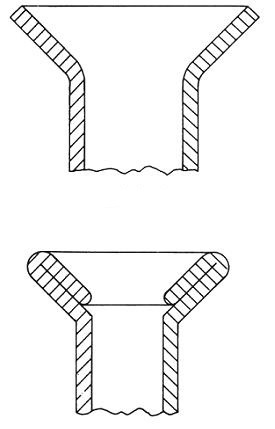
В результате процесса торцы трубопроката принимают форму конуса. Концы трубок также развальцовываются в виде грибка или двойной воронкой. Последняя операция проводится за 2 приема: сначала на торце создается так называемый грибок, а потом он заминается конусом.
Чаще всего развальцовка выполняется, когда нужно надежно соединить две детали небольшого диаметра. Расширение торца позволяет надеть трубу на такое же изделие, патрубок оборудования или фитинг.
Благодаря этому пайку не придется выполнять встык при использовании фасонных деталей, которые нужно вставлять в соединяемые элементы. Поэтому не произойдет уменьшение внутреннего размера узла. Это позволяет сохранить на прежнем уровне пропускную способность системы.
Технология и этапы развальцовки
Трубопрокат из меди соединяется с помощью пайки или муфт. Используемый вариант влияет на особенности проведения развальцовки.
Перед пайкой торец трубы расширяется, пока в него не войдет другая деталь. Разница между внутренним диаметром трубки и размером сечения вставляемого элемента должна составлять 0,1-0,2 мм. Этот зазор заполняется припоем во время пайки. Поэтому образуется герметичное и прочное соединение.
При использовании фитинга перед расширением на кромке трубопроката создается фаска. Она должна иметь угол 45⁰. Фаска позволяет увеличить контактную площадь 2-х деталей. Это повышает надежность соединения.
Герметичность стыка также обеспечивает природная пластичность цветного металла. При затягивании муфты мягкая медь плотно обхватывает фитинг, что позволяет устранить все зазоры.
Процесс правильной и качественной развальцовки трубок из меди для кондиционеров, отопительных теплообменников и различных инженерных систем выполняется в следующей последовательности:
- Трубопрокат обрезается строго перпендикулярно относительно своей оси.
- Зачищается срез и внешняя поверхность рядом с торцом трубки.
- При необходимости обязательно восстанавливается круглая форма сечения, если произошла деформация детали во время ее отрезания.
- На трубу надевается обжимная гайка, если соединение будет выполнено с помощью фитинга.
- Медный трубный элемент закрепляется в вальцовочном инструменте. Край детали длиною 5-6 мм должен оставаться свободным.
- В отверстия трубки вставляется штамп требующегося размера. Он постепенно вкручивается в изделие, что приводит к размягчению и растягиванию металла. В результате край трубопроката принимает вид конуса.
- Расширитель со штампом и держатель снимается с проката.
В конце операции проводится осмотр торца изделия на предмет наличия заусенцев. При их обнаружении они обязательно зачищаются. На развальцованном крае также не должны присутствовать трещины.
Кромки созданного раструба обязаны быть параллельны друг другу. При обнаружении таких дефектов необходимо расширенный торец обрезать и заново провести весь процесс.
Вальцовочный инструмент для медных труб
Трубопрокат из меди — это мягкая и эластичная продукция. Поэтому расширить трубку можно кустарным способом. Для этого прокат просто натягивается на болванку в виде конуса необходимого размера. Однако так очень трудно создать раструб, чтобы не нарушилась геометрия.
Часто стенки расширенного участка получаются с разной толщиной. У созданного раструба также нередко возникает перекос. Все такие дефекты появляются по причине неравномерного усилия, которое прилагает человек при развальцовке кустарным способом.
Аккуратный раструб правильной геометрической формы можно получить при использовании специального инструмента. Только он позволит выполнить качественную вальцовку для медных труб кондиционера или другой техники.
Экспандер
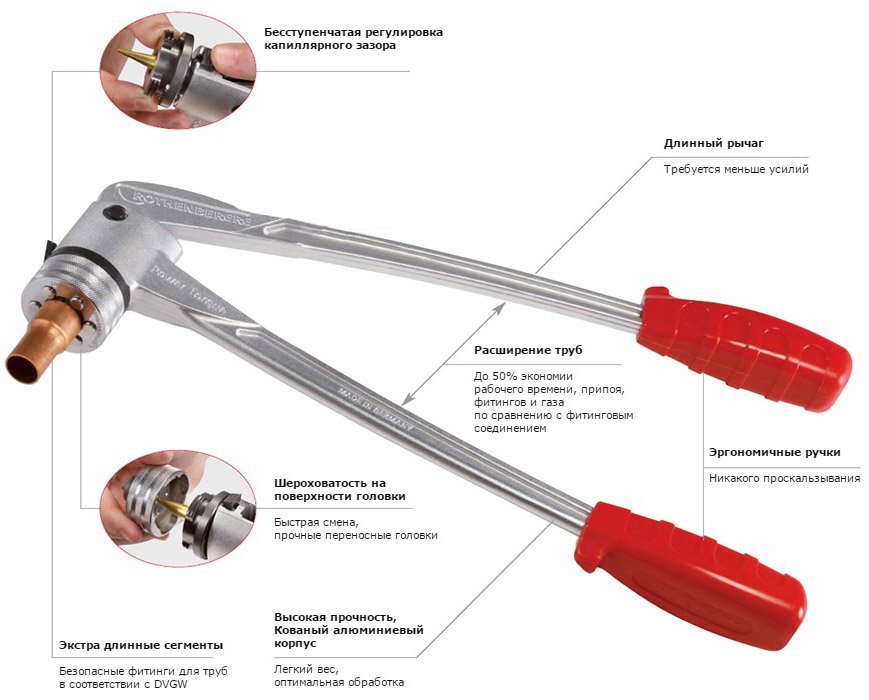
Инструмент представляет собой ручное устройство, работающее за счет физической силы. В конструкции экспандера присутствует два рычага и раздвижной расширитель в форме конуса. Вальцевание выполняется путем воздействия на ручки после того, как головка инструмента будет вставлена в трубу.
Экспандер позволяет быстро выполнить работу при минимальных трудозатратах. В комплект инструмента входит набор вальцовок, подбираемых под внутренний диаметр деталей. Однако они растягивают стенки проката неравномерно, что затрудняет получение качественного результата. Ведь более тонкие участки могут просто лопнуть.
Конусный
Этот вид инструмента состоит из двух частей. Одна из них матрица. Она представляет собой устройство в виде тисков с цилиндрическими отверстиями, каждое из которых в верхней части расширено под углом 45°.
Вторым элементом устройства является развальцовщик, состоящий из следующих деталей:
- корпуса с направляющими;
- расширителя в виде конуса;
- механизма управления;
- силового винта.
При воздействии физической силы на управляющий механизм силовой винт начинает вращаться. Происходит ввинчивание расширителя в трубу. Это приводит к размягчению металла. В итоге кромка изделия принимает коническую форму в соответствии с расширением отверстия в матрице.
Благодаря направляющим медная трубка и расширитель всегда находятся в одной оси. Их положение не меняется в течение процесса. Поэтому получается аккуратный раструб без перекосов и с ровными краями.
Механический
Это устройство имеет схожую конструкцию с конусным развальцовщиком. Отличие заключается в рабочем органе. В механическом развальцовщике вместо конусного расширителя используется набор вальцов.
Они равномерно раскатывают кромку проката. Поэтому удается выполнить развальцовку с одинаковой толщиной по всей площади созданного раструба.
С электроприводом
Этот самый дорогой вид инструмента. Он отличается высокой производительностью. По этой причине аккумуляторное устройство применяется монтажными компаниями при выполнении большого объема работ.
Рекомендации по применению вальцовки для медных трубок
Качественно выполненная развальцовка позволяет создать надежное и герметичное соединение. Это сделать можно только при наличии опыта. Поэтому рекомендуется перед основными монтажными работами потренироваться на отрезках трубопроката разного диаметра.
Для выполнения качественной развальцовки также придерживаться и других советов специалистов:
- Развальцовывать нужно только трубу, на торце которой отсутствуют заусенцы, мусор и различные дефекты, включая искривления. Край изделия должен иметь круглую форму.
- Расширительный наконечник инструмента обязан располагаться без перекоса относительно оси трубопроката.
- При расширении детали кустарным способом конусообразную болванку нужно не вдавливать, а вкручивать в отверстие проката.
- При использовании приспособления с матрицей необходимо выбирать в планке отверстие с размером, соответствующим диаметру заготовки.
Внешнюю поверхность трубопроката рядом с торцом всегда нужно зачищать абразивной губкой независимо от используемого инструмента. Это позволит удалить мусор и пыль с изделия. Поэтому трубную деталь легче будет надежно зафиксировать в держателе.
Набор инструментов для развальцовки
При выполнении дома самостоятельно нужно сначала подготовить основной инструмент:
- труборез;
- риммер для снятия фаски;
- один из доступных развальцовщиков.
Процесс развальцовки необходимо выполнять поэтапно. При соблюдении всех нюансов и рекомендаций специалистов удастся создать на концах труб аккуратные раструбы с правильной геометрией. Поэтому соединения получатся герметичными и надежными.
Вывод и видео по теме
Качественную вальцовку на торцах медного трубопроката для систем отопления, кондиционирования, водопровода удастся выполнить только с помощью специального инструмента. При выборе приспособления, необходимо учесть, как часто он будет использоваться.
Для разовых работ в домашних условиях лучше взять инструмент в аренду или у друзей. Дорогое приспособление окупится только при выполнении масштабных монтажных работ. Независимо от вида развальцовщика приобретать его необходимо после проверки работоспособности.
Видеообзор вальцовок для медных труб
Видео позволит понять выбор инструмента и проведения развальцовки торцов медных трубок.
Развальцовка медных трубок своими руками
Видео поможет разобраться, как проходит самостоятельная вальцовка для медных труб кондиционера.
Москвич 426 «Примус» (третья жизнь) › Бортжурнал › [Знание-сила!] Как развальцевать тормозную трубку

Во-первых, какие бывают виды разцвальцовок:

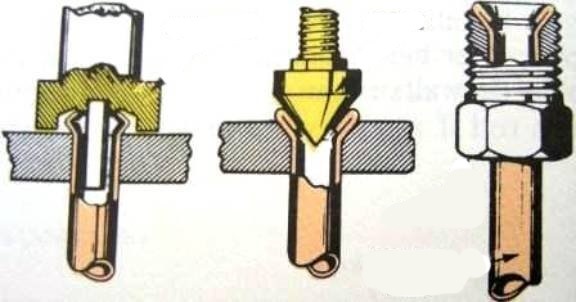
1) Одинарная воронка – в автомобилестроении не применяется. Развальцовывается просто конусом в одну операцию. Хотя в принципе, мне известны случаи, когда такую одинарную воронку прикручивали вместо двойной и вроде как даже при этом, после очень сильной затяжки, тормозная жидкость не вытекала. Сам так делал при отсутствии инструмента.
2) «Грибок». Считается одноразовым соединением (хотя в реальной жизни позволяет прикрутить трубку до нескольких раз). Является стандартом для европейских и азиатских автомобилей. Это результат европейской жадности: во-первых вальцуется за одну операцию, во-вторых одноразовость способствует демотивации ремонта автомобиля и увеличению продаж автомобилей. В СССР такой вид развальцовки впервые появился на автомобилях ВАЗ, а потом «переполз» на Москвичи, затем Волги и совсем недавно на УАЗы.
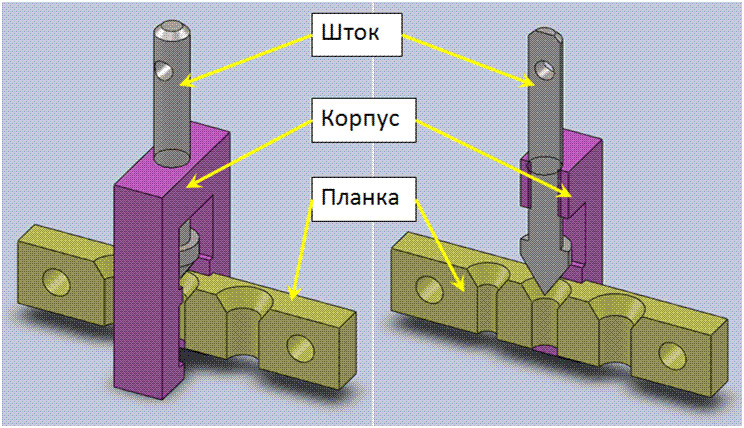
3) «Двойная воронка» – Американский стандарт, считается многоразовым соединением. Вальцуется за 2 операции: первая операция – получается «пузырь» или «Грибок», делается оправкой. Вторая операция – заминание конусом и образование воронки. Этот стандарт применялся и в СССР на старых Москвичах, Волгах и УАЗах.
Более подробный рисунок, демонстрирующий разницу между одинарной и двойной воронкой:
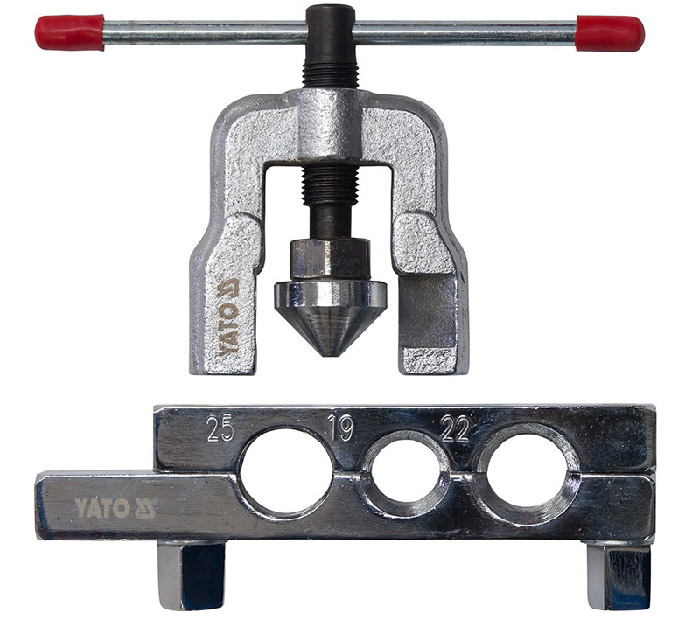
Теперь о том, как развальцовывать. Для начала фото набора, состоящего из отрезки, оправок, планки и струбцины с конусом:

Оправка выглядит вот так:

Набор нужно покупать метрический. Почему-то в продаже много дюймовых. Наш (Москвичёвско-волговско-уазовский) размер трубки – 6мм.
1) Отрезаем трубку с помощью отрезки. Для этого надеваем её на трубку, слегка зажимаем. Прокручиваем вокруг трубки несколько раз, поджимаем, опять прокручиваем несколько раз пока не отвалится.
2) Прочищаем внутреннюю кромку трубки острым предметом (вставляем и прокручиваем). Как правило, лезвие для такой прочистки находится на отрезке. Можно использовать обычный стальной нож с острым концом.
3) Зачистка конца трубки. Для этого зажимаем планку в тиски за длинный конец, гладкими отверстиями вверх. Зажимаем в соответствующее отверстие нашу трубку почти заподлицо с поверхностью планки. Подтачиваем торец трубки напильником.
4) Надеваем на трубку гайку. Это важно сделать именно сейчас, лично я часто забываю 🙂
5) Переворачиваем планку вверх ногами и теперь зажимаем её в тиски конусными отверстиями вверх. Зажимаем в неё трубку с выпуском. Выпуск трубки должен быть равен высоте гурта оправки. Если гурт 2-ступенчатый, то ориентируемся по высоте нижней части гурта. Эта нижняя часть гурта кстати бывает как меньше так и больше по диаметру чем верхняя Вот так это выглядит:
6) Смазываем штырь и прилегающую поверхность оправки тормозной жидкостью. Вставляем оправку штырём в трубку, надеваем на планку струбцину и вжимаем оправку до прилегания к планке. Снимаем оправку. Мы сейчас получили «грибок» или «пузырь». Если у нас Евростандарт, то всё готово и можно ставить трубку на машину.
7) Если же нам нужна двойная воронка, то нужно проделать ещё одну операцию. Снимаем оправку и заминаем пузырь конусом, находящимся на струбцине. Вот теперь готово.
Вот так выглядят 2 операции:
Ну и видос, где я рассказываю и показываю как это делается:
Как выполнить развальцовку или разбортовку медных трубок своими руками
При монтаже или ремонте трубопроводов, нагревательных или охлаждающих приборов может потребоваться выполнение соединений медных трубок между собой или с другими элементами конструкции. Для создания прочного соединения приходится прибегать к развальцовке – расширению края трубы и придания ему формы раструба, позволяющего соединить элементы конструкции без потерь пропускной способности.
Суть процесса
Трубы в теплогенерирующих и теплообменных агрегатах обычно имеют малый диаметр. Поэтому при сваривании таких трубок встык образовавшийся внутри грат существенно уменьшает пропускную способность узла, нарушая работоспособность трубопровода.
Использование фасонных элементов, вставляемых в соединяемые трубы, приводит к тому же результату – внутреннее сечение уменьшается.

Если же перед соединением конец трубы расширить, а затем надеть ее на другую трубу, фитинг или патрубок подключаемого прибора, потери пропускной способности удается избежать.
Обратите внимание! Развальцовка, разбортовка или вальцевание – это расширение одного или обоих торцов трубы и изменение формы края. Такое формование позволяет изготовить на конце прямой медной трубки раструб нужной формы, необходимый для ее соединения с другими элементами конструкции.
Суть процесса в том, что тонкий слой металла под воздействием механической нагрузки размягчается и постепенно принимает нужную форму. При этом увеличивается площадь поверхности и уменьшается толщина стенок кромки трубы.
Вальцевать можно трубу из любого материала, однако в большинстве случаев это технически сложно и не оправдывает трудозатрат, так как всегда можно купить или готовые раструбные изделия или необходимые соединительные элементы.
В домашних условиях развальцовывают в основном именно медные трубки, которые относительно легко поддаются деформации из-за мягкости и эластичности меди.
Технология и этапы развальцовки
Медные трубки соединяют между собой или с другими элементами трубной конструкции при помощи сварки или муфты.
В зависимости от способа соединения (фитингового или сварного) различается технология предварительной подготовки края трубы.
- Для выполнения сварного узла выполняют раздачу торца трубы – расширяют отверстие до тех пор, пока его внутренний диаметр не станет больше внешнего диаметра присоединяемой детали на 0,1-0,2 мм. Зазор между соединяемыми элементами в процессе спаивания будет заполнен припоем, который обеспечит прочность и герметичность узла.
- Для фитингового соединения деталей отверстие медной трубки не просто расширяют до нужного размера, а подготавливают на конце фаску нужной формы, обычно под углом 45⁰. Таким образом увеличивают площадь контакта, благодаря чему обеспечивается надежность узла. Помогает в этом и природная пластичность меди – при обжатии места соединения фитингом размягченный металл плотно обхватывает присоединенную к трубе деталь и заполняет все зазоры.

Независимо от задачи развальцовки, этапы процесса одинаковы:
- Отрезают трубу строго перпендикулярно, зачищают края и внешнюю поверхность вблизи среза, а если труба была деформирована при отрезании, например, сплющилась, восстанавливают круглую форму ее сечения. Даже частичное невыполнение этого этапа может привести к тому, что в итоге соединение не будет надежным и легко разгерметизируется.
- Фиксируют трубу в матрице развальцовочного инструмента или тисках так, чтобы оставить свободными примерно 5-6 мм трубки. Если узел будет выполняться фитинговым способом, сначала на трубу надевают обжимную гайку и только после этого фиксируют трубу в держателе. Надеть обжимную гайку на развальцованную трубу проблематично.
- В торец трубы вставляют штамп нужного размера и постепенно вкручивают его внутрь. При этом металл размягчается, растягивается, и кромка трубы принимает коническую форму.
- Убирают расширитель из трубы, освобождают ее из держателя и внимательно осматривают полученный раструб. Если по краю обнаружены заусенцы, их зачищают.
Это важно! Если раструб имеет трещины, его кромки не параллельны друг другу или перекошены относительно оси трубы, необходимо отрезать весь развальцованный край и повторить процесс разбортовки сначала.
Инструменты
Увеличить диаметр мягкой и эластичной медной трубы можно и вручную, просто натягивая ее на коническую болванку подходящего размера.
Однако таким кустарным способом получить раструб с правильной геометрией очень сложно. Стенки могут иметь неоднородную толщину, из-за чего более тонкие растянутся слишком сильно, а толстые не растянутся совсем. Усилие, прилагаемое человеком, также неравномерно, поэтому возможно искривление трубы во время работы и перекос болванки, вследствие чего раструб получится асимметричным и перекошенным.
Чтобы сделать разбортовку аккуратно и сформировать из кромки трубы раструб нужной формы, способный обеспечить в дальнейшем надежное соединение элементов конструкции, используют различные инструменты.
Экспандер
Это ручной механизм, в котором развальцовка производится простым применением силы, так же как и при использовании конической болванки. Экспандер состоит из двух ручек и расширителя – раздвижного конического элемента, который вставляется в трубу. При воздействии на рычаги части расширителя расходятся в разные стороны, растягивая трубу.
Экспандер недорог и позволяет выполнить работу быстро и без особых трудозатрат. Однако получить качественный результат при помощи этого инструмента трудно. Стенки растягиваются неравномерно, более тонкие участки могут разорваться.
Конусный развальцовщик
Это небольшой набор из двух инструментов: матрицы и собственно развальцовщика.
Матрица – это тиски с несколькими цилиндрическими отверстиями, расширенными сверху до 45⁰. Размеры отверстий соответствуют стандартным диаметрам труб.
Развальцовщик состоит из:
- корпуса с направляющими,
- конусного расширителя,
- управляющего механизма,
- силового винта.
При вращении силового винта, приводящего в действие управляющий механизм, расширитель постепенно ввинчивается в кромку трубы, расширяя ее. Направляющие обеспечивают неизменность взаимного расположения трубы и расширителя, благодаря чему не возникает перекосов и получается ровный и аккуратный раструб.
Механический развальцовщик
Этот инструмент схож с предыдущим, но его рабочим органом является не конус, а набор вальцов. Вальцы не растягивают, а раскатывают стенки трубы, расширяя ее равномерно и постепенно, благодаря чему металл имеет одинаковую толщину на всей развальцованной поверхности, а раструб получается аккуратным и симметричным.
Развальцовщик с электроприводом
Такой вальцовочный аппарат в дополнение к механическому развальцовщику имеет электропривод, благодаря чему работы по расширению труб выполняются быстрее и с меньшими трудозатратами.
Рекомендации по выполнению развальцовки
Самостоятельная разбортовка медных трубок – легкая задача только при наличии практического опыта. При этом от качества развальцовки зависит герметичность и надежность выполняемых соединений.
Поэтому перед монтажом медного трубопровода, установкой или ремонтом теплогенерирующих приборов лучше попрактиковаться на трубах разного диаметра.
Обратите внимание! Выбирая инструмент для развальцовки, следует оценить его необходимость и рациональность покупки.
Для специалиста, профессионально занимающегося ремонтом трубопроводов или оборудования, потребуется набор профессиональных инструментов, в который кроме развальцовщика входит риммер для зачистки края трубы, трубогиб и труборез. Для редких ремонтных работ хватит недорогого развальцовщика с минимальным набором насадок.
Рекомендации, которые помогут выполнить развальцовку правильно:
- Перед началом работ тщательно проверяют трубу: на ней не должно быть заусенцев и мусора, край и стенки должны быть ровными и не иметь искривлений, к развальцовке допускаются только трубы с круглым сечением.
- Во время развальцовки важно следить за тем, чтобы не происходило перекоса расширяющего наконечника относительно трубы. В противном случае раструб будет асимметричным и не сможет обеспечить надежное соединение.
- При расширении трубы вручную, конусную болванку следует вкручивать, а не вдавливать в отверстие. Это поможет распределить усилие и не повредить трубу.
- Разбортовку трубы экспандером лучше выполнять в два-3 этапа. Сначала немного расширить кромку, а затем повернуть расширитель и растягивать трубу до нужного диаметра.
- Устанавливая трубу в матрицу вальцовочного станка, следует выбирать то отверстие, которое точно соответствует диаметру трубы.
- Внешнюю поверхность трубки перед развальцовкой обрабатывают абразивной губкой, чтобы очистить от пыли и мусора и обеспечить надежную фиксацию в держателе. Если этого не сделать, трубка будет проскальзывать в матрице, мешая процессу развальцовки.
Как развальцевать медную трубу
Медные трубки по ГОСТ 21646-2003 ввиду своей большой теплоёмкости и пластичности часто используются в системах охлаждения и кондиционерах. Для формирования сложных отводов и соединений дома изделия приходится пластически деформировать. Правильная развальцовка медных трубок – определяется выбором технологии и инструмента. Как это делать узнаем далее.
- Что это такое и для чего необходима развальцовка
- Когда может понадобиться развальцовка
- Инструменты для развальцовки медных труб
- Механический развальцовщик
- Конусный развальцовщик
- Развальцовщик с электроприводом
- Эксцентрический развальцовщик
- Рычажный развальцовщик
- Советы по выбору инструмента
- Как изготовить инструмент
- Как развальцевать медную трубу своими руками
- Заключение
Что это такое и для чего необходима развальцовка
Развальцовкой (бытует также домашний термин «раздача») называют технологическую операцию, в результате которой на одном из торцов трубы образуется коническое расширение. Поэтому развальцовка медных трубок часто проводится при помощи конического пуансона, который поступательно (или вращательно-поступательно) внедряется на требуемую глубину в закреплённую часть трубы.

Поскольку в схеме напряженно-деформированного состояния присутствуют опасные (с точки зрения возможного разрушения материала) растягивающие напряжения, то успех операции зависит от следующих параметров:
- Твёрдости исходного материала.
- Угла развальцовки.
- Правильного значения развальцовочного коэффициента.
- Толщины стенки трубы.
ГОСТ 21646-2003 предусматривает изготовление труб для теплообменников из меди марок М1р или М2р, которые могут иметь различную твёрдость (показатель обычно приводится к сопроводительным сертификатам на партию трубок). Механические показатели данных видов поставляемого металла представлены в таблице:
| Состояние поставки | Предел прочности, МПа | Относительное удлинение, % | Твёрдость по Виккерсу, HV |
| Мягкое | 200 | 35 | 80 |
| Полутвёрдое | 240 | 12 | 100 |
| Твёрдое | 290 | 3 | 125 |
Анализируя данные таблицы, можно сделать вывод, что непосредственно развальцовывать удаётся только трубки из мягкой меди. В остальных ситуациях заготовку следует предварительно отжигать. Впрочем, как вариант, торец медной трубки перед началом раздачи можно подогреть до 220…2500С.
Когда может понадобиться развальцовка
Данный процесс облегчает монтаж медных трубок. Дело в том, что большинство фитингов в трубопроводных системах относится к так называемому компрессионному типу. Такой фитинг состоит из двух частей: накидной гайки и конической части с резьбовым окончанием. При сборке развальцованный торец медной трубы крепится к коническому фитингу с помощью накидной гайки. Это обеспечивает главное условие – герметичное и устойчивое к давлению уплотнение.

Симметричность развальцовки должна быть высокой, чтобы обе части конусного фитинга – накидная гайка и корпус, легко совмещались при монтаже. С целью уплотнения соединения шлангов операцию используют и при ремонте/восстановлении тормозных топливных труб в автомобилях.
Инструменты для развальцовки медных труб
Виды развальцовок для большинства медных труб выполняют специальными, ручными и приводными развальцовочными приспособлениями. Первые из-за своей компактности и малого веса используются чаще.
В основу действия инструмента положен принцип поперечной раздачи ограниченного участка трубы. При этом должны учитываться следующие условия:
- Коэффициент развальцовки k = d/D (d – внутренний диаметр недеформированной части медной трубки, D – максимальный диаметр нижнего конуса после окончания развальцовки) не должен быть 0,75…0,85;
- Угол развальцовки не должен превышать 300; на практике это условие часто не выполняется, вследствие чего на торце конуса возможны волнообразные складки и даже трещины (в ряде случаев микротрещины видны даже на внутренней поверхности трубки). Такие изделия дефектны, и к установке допущены быть не могут;
- Торец трубки, которая подлежит развальцовке, должен быть ровно отрезан от мотка и тщательно зашлифован. Для резки рекомендуется использовать не обычную ножовку по металлу, а приспособление для кругового реза, которое обеспечивает чистый срез. Приспособление включает режущее лезвие, направляющее колесо и ручку для затяжки. При вращении инструмента вокруг заготовки, лезвие постепенно внедряется в материал, оставляя чистую кромку;
- После развальцовки наблюдается утонение стенки трубки, которое можно определить по формуле s1 = sk0,5 (s – исходная толщина стенки трубки, s1 – толщина стенки после развальцовки, в нижней части конуса).
При подогреве медной трубки предельное значение коэффициента развальцовки может быть снижено на 15-20 %.

Кратко рассмотрим наиболее часто встречающиеся типы развальцовочной оснастки.
Механический развальцовщик 

Ключевой деталью такого приспособления является валик (реже – шарик), который изготовлен из твёрдого сплава или быстрорежущей закалённой стали. Валик прижимается к подготовленной кромке заготовки и с нажимом прокатывается по ней.
Интенсивность развальцовки устанавливается визуально, с учётом приведенных выше ограничений. Передвижение валика по деформируемой поверхности производят вручную. При выборе типоразмера устройства следует соотнести геометрические характеристики валика – радиус закругления, диаметр – с необходимым размером деформируемого торца изделия.
Конусный развальцовщик
Представляет собой наиболее удачную конструкцию инструмента. Основным элементом является конический пуансон. Перемещаясь в винтовой направляющей, он производит равномерную раздачу боковых стенок трубки. По внешнему виду напоминает ручной винтовой пресс, который можно закреплять на рабочем столе или верстаке.

Перемещение пуансона контролируется визуально, по достижении требуемой степени деформации. Для снижения трения внутреннюю поверхность заготовки можно смазать. При работе с конусным развальцовщиком усилие операции будет непрерывно возрастать.
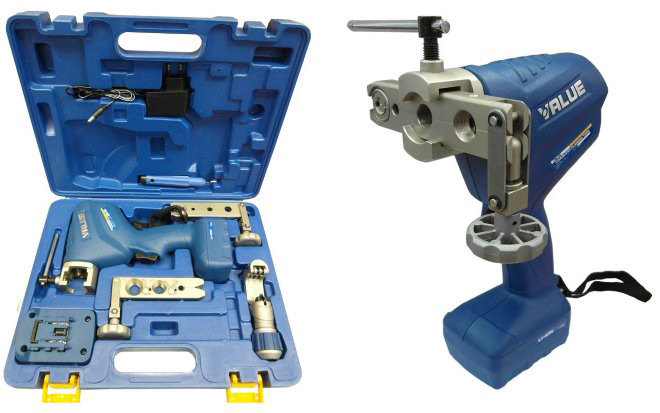
Развальцовщик с электроприводом
Производители такого инструмента обычно комплектуют их наборами различных насадок, отличающихся углом конуса, радиусами закругления рабочей части и её длиной. Цена инструмента возрастает, зато и его эксплуатационные возможности увеличиваются. Развальцовка медных трубок приводными развальцовщиками целесообразна при значительном объёме выполняемых операций. Привод осуществляется от аккумулятора.
Эксцентрический развальцовщик
Работает по принципу перекатывания давильного приспособления по поверхности заготовки. Усилие обработки при этом – минимальное, однако существенным недостатком считается неравномерность характеристик деформируемой части трубки. Кроме того, сам процесс развальцовки происходит более длительное время.
Рычажный развальцовщик

Наиболее простой тип оснастки, который доступен для изготовления своими руками. Другое название – эспандер. Представляет собой систему из 2…4 рычагов, которые равномерно располагаются вокруг деформируемой заготовки, преодолевая при работе сопротивление возвратных пружин.
Развальцовка происходит последовательным и одновременным перемещением рычагов в направлении деформирования. Трёхрычажную схему используют реже, потому что для неё требуется работать вдвоём. Другим недостатком приспособления является невозможность текущего контроля качества.
Советы по выбору инструмента
Выбор производят после анализа достоинств и недостатков каждого из вышеописанных исполнений оснастки. В расчёт стоит принимать также требуемую производительность, а также необходимость в дополнительных приспособлениях – паяльной лампе (для подогрева заготовки), роликовых ножах и т.п.

Как изготовить инструмент
Проще всего изготовить своими руками инструмент со сменными коническими шаблонами, каждый из которых будет рассчитан на определённые параметры процесса. Чертежи всегда можно найти в интернете.
 Пример чертежей самодельного инструмента
Пример чертежей самодельного инструмента
Самодельная оснастка будет состоять из:
- Винтового рычага с рукояткой;
- Стального корпуса с внутренней резьбой;
- Сменных пуансонов;
- Зажимных полуматриц с последовательно расположенными отверстиями разного диаметра.
- Стягивающего зажима.
Винтовой рычаг можно изготовить из приспособления, используемого при обжиме электрических кабелей большой мощности. Важно, чтобы ход приспособления соответствовал параметрам развальцовки.
В качестве корпуса можно использовать станину лабораторного микроскопа или ручного твердомера типа ТШ. Диаметры резьбы в винте и гайке должны совпадать, а резьба – быть трапецеидальной или упорной.

В торце винтового зажима выполняют отверстие под коническую насадку, которую следует изготавливать из инструментальной стали, после чего закалить и прошлифовать. Для изготовления полуматриц используют два прямоугольных прутка, которые прочно скрепляют вместе, и по линии касания изготавливают несколько сменных отверстий под медные трубки разных диаметров. Готовое приспособление монтируют на верстаке
Как развальцевать медную трубу своими руками

Как можно развальцевать медную трубку в домашних условиях? Рассмотрим процесс на примере конусного развальцовщика. Перед началом работ на трубку устанавливают накидную гайку – это необходимо для того, чтобы убедиться, что она размещена в правильном положении. Далее выбирают отверстие подходящего размера в полуматрице и вставляют в него трубку, надёжно фиксируя полуматрицы при помощи зажимного устройства. Свободный конец трубы не должен быть длиннее двух её внешних диаметров, иначе заготовка в процессе деформирования получит продольный изгиб.
Проверив соосность трубы и конического шаблона, установленного в пуансоне, ввинчивают его вниз, до касания со стенками. Убедившись в том, что медная трубка не перекошена, продолжают вальцовку до достижения необходимой степени деформации.
Если на готовом изделии имеются складки, необходимо прокалибровать боковую стенку образовавшегося конуса, проворачивая пуансон с усилием (его можно снизить, смазав зону калибровки). По достижении нужного результата пуансон поднимают, а развальцованную деталь извлекают из полуматриц.
Заключение
Раздача медных трубок окажется успешной, если строго придерживаться оптимальной технологии резки и последующей пластической обработки заготовки. Также следует проверить механические свойства материала и точность наладки приспособления (при необходимости – отжечь или подогреть заготовку).
В качестве альтернативы можно посмотреть видео, в котором применены подручные инструменты:
Развальцовка медных трубок своими руками – пошаговая инструкция процесса с видео уроками, какой инструмент понадобиться
 Эта технологическая операция, суть которой состоит в изменении формы одного или двух концов трубы, применяется при соединении отдельных деталей в процессе их соединения. Развальцовка медных трубок своими руками может производиться при монтаже трубопроводных сетей, при сборке и ремонте различных видов теплообменников и т.д.
Эта технологическая операция, суть которой состоит в изменении формы одного или двух концов трубы, применяется при соединении отдельных деталей в процессе их соединения. Развальцовка медных трубок своими руками может производиться при монтаже трубопроводных сетей, при сборке и ремонте различных видов теплообменников и т.д.
Особенностью таких соединений является применение трубок небольших размеров. В этих случаях в месте стыка может получиться уменьшение проходного размера до критичных величин.
Поэтому при выполнении этой операции производится раздача одной трубы с установкой внутрь нее стыкуемой детали без потери проходного размера.
Основными видами соединений, при которых используется данная технологическая операция, являются – муфтовая стыковка и пайка.
Технология и особенности процесса развальцовки
Стыковка деталей трубопровода – наиболее ответственный момент при монтаже. Основной особенностью процесса является придание концу детали размера, соответствующего наружному размеру трубы.
 Если сопряжение выполняется с использованием фитингов, развальцовкой увеличивается поверхность контакта двух деталей, а природная пластичность материала обеспечивает плотный контакт без зазоров. Кроме того, образующаяся фаска под углом 45 градусов увеличивает поверхность контакта.
Если сопряжение выполняется с использованием фитингов, развальцовкой увеличивается поверхность контакта двух деталей, а природная пластичность материала обеспечивает плотный контакт без зазоров. Кроме того, образующаяся фаска под углом 45 градусов увеличивает поверхность контакта.
При соединении деталей из меди пайкой производится раздача конца трубы. При этом внутренний диаметр обрабатываемого конца должен быть на 0,12-0,2 миллиметра больше наружного размера трубки.
Такой зазор обеспечивает нанесение на ее поверхность слоя припоя. После этого тонкий конец вводится в отверстие, и стык прогревается паяльной лампой, газовой горелкой или любым другим доступным способом.

Этапы развальцовки медных трубок – пошаговое описание процесса + видео уроки
Для подготовки медной трубы к соединению понадобится специализированный инструмент, который называется развальцовкой, вальцовка, развальцовщик (более подробно про инструменты, их виды и советы по выбору, мы рассмотрим ниже). Сущность процесса заключается в приложении к концу механической нагрузки с целью придания ему определенной формы.
Как правило, это конус. При этом металл подвергается определенному удлинению за счет уменьшения толщины стенок трубы. При правильном выполнении операции не изменяется соосность элементов детали.
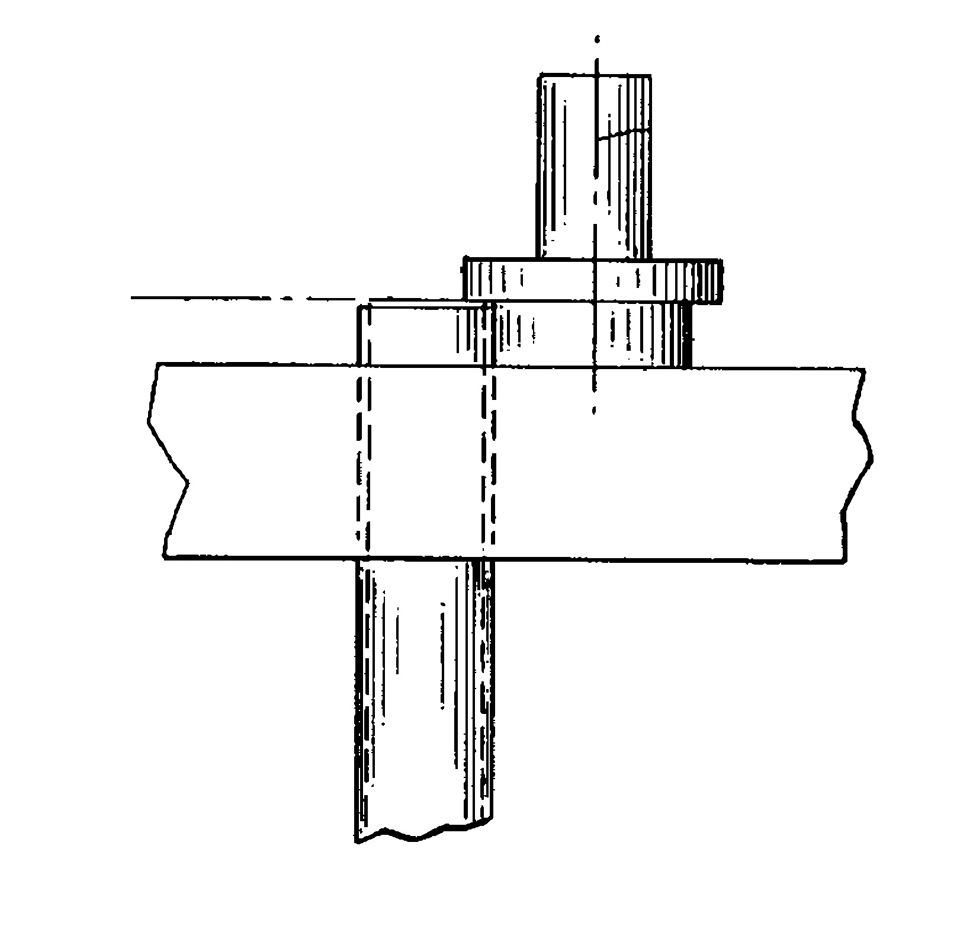
Для создания стыка с использованием фитинга, размер конуса должен составлять порядка 74 градусов в соответствии с требованиями ГОСТ 13954-74. При использовании оборудования или приспособлений промышленного происхождения и соблюдении всех требований техпроцесса, результат должен соответствовать приведенной схеме.

На что обратить внимание при подборе трубок;
- Не допускается разностенность (неодинаковая толщина стенок в поперечном сечении). В процессе деформации в зоне тонкой стенки растяжение выше, чем в противоположном направлении, где она может отсутствовать вовсе. При этом нарушается соосность внутреннего канала и возникает риск разрыва стенки или образования трещин в ней.
- Для развальцовки нужно использовать отожженные медные трубы. В процессе отжига изменяется кристаллическая структура материала, и он становится более пластичным.
- Для соединения медных трубок используются изделия с толщиной стенки не менее 0,8 миллиметра.
- На торцах, подвергаемых развальцовке, не должно быть механических повреждений, они должны быть строго перпендикулярны продольной оси. Для обеспечения этого параметра следует торцевать конец трубы с использование специального инструмента – трубореза.
- Для развальцовки используются насадки различных размеров, соответствующих стандартным требованиям, как для резьбовых соединений, так и под пайку. Если приобретается оснастка, произведенная в азиатских странах, необходимо проверять ее на соответствие нашим стандартам, в противном случае нестыковка неизбежна.
Нужно также обращать внимание на состояние инструмента для развальцовки медных трубок. Раздача производится пуансоном. Перед началом работы его нужно тщательно очистить от пыли и загрязнений.

