Как из круглой трубы сделать квадратную?
Развертки поверхностей для переходов с круглого на прямоугольное (квадратное) сечение
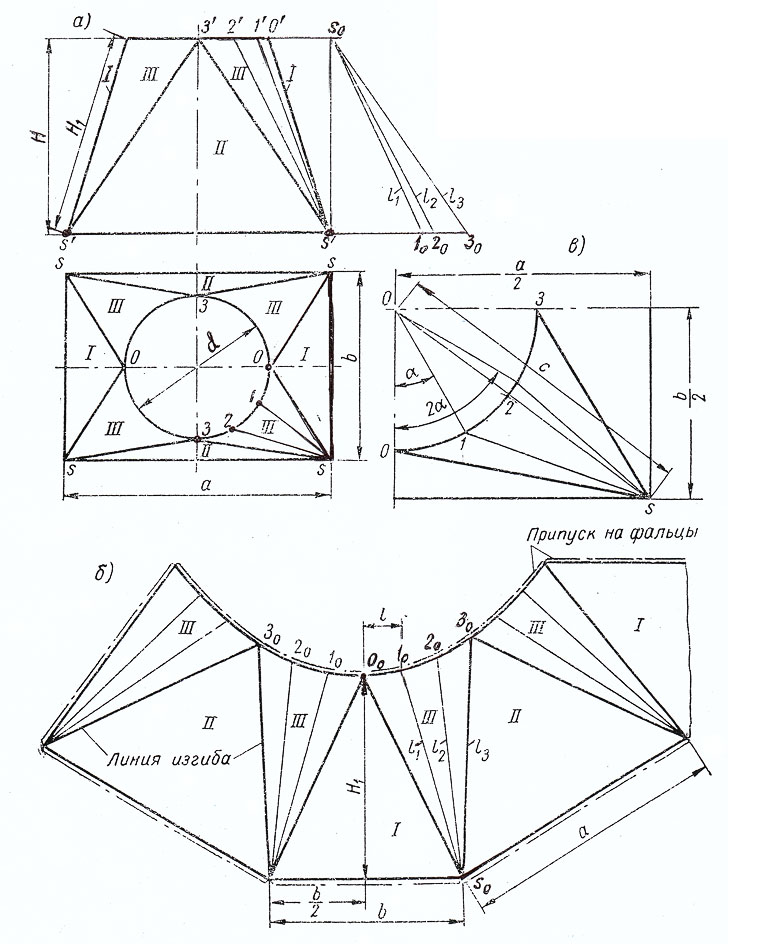
Рисунок 1
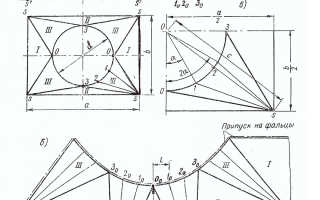
Для перехода, изображенного на рис. 1, заданными величинами являются: диаметр отверстия d, стороны основания a и b, высота Н.
Вычертив горизонтальные проекции верхнего и нижнего оснований, т.е. круга и прямоугольника, соединяют вершины прямоугольника с точками 0 и 3 окружности, затем строят фронтальную проекцию перехода.
Боковая поверхность такого перехода является комбинированной поверхностью: она состоит из четырех плоских треугольников, отмеченных на рис.1,а цифрами I и II, и из четырех конических участков, обозначенных цифрой III. Вершины этих четырех равных конических поверхностей лежат в вершинах прямоугольника (точки s), а их основания совпадают с окружностью верхнего основания перехода.
На рис. 1, б построение развертки перехода начато с построения треугольника I по стороне b и высоте H1, равной отрезку s’О’ (рис.1, а). К нему с обеих сторон пристроены развертки смежных с ним и касательных к нему конических поверхностей III.
Натуральные длины образующих S1, S2, S3 определены на рис. 1,а способом прямоугольного треугольника и соответственно равны S1, S2, S3. Длина стороны l принята равной длине хорды одного деления основания. Дальнейшее построение развертки ясно из чертежа.
Погрешность при замене дуги хордой для соответствующего числа делений составит для угла α = 30º
1% (при числе делений 3), а при числе делений, равном четырем (α = 22,5º),
0,56%. (Здесь не учитываются погрешности, связанные с графическим построением развертки).
Аналитический расчет
Натуральные длины образующих могут быть рассчитаны по формуле
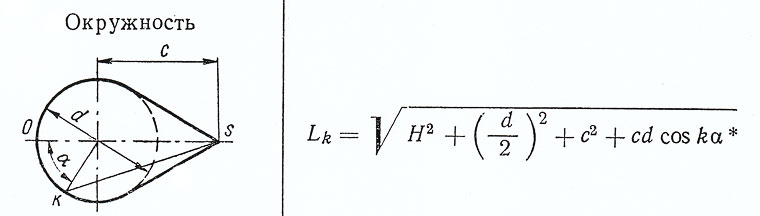
Формула 1
где
- Lk — натуральная длина соответствующей образующей;
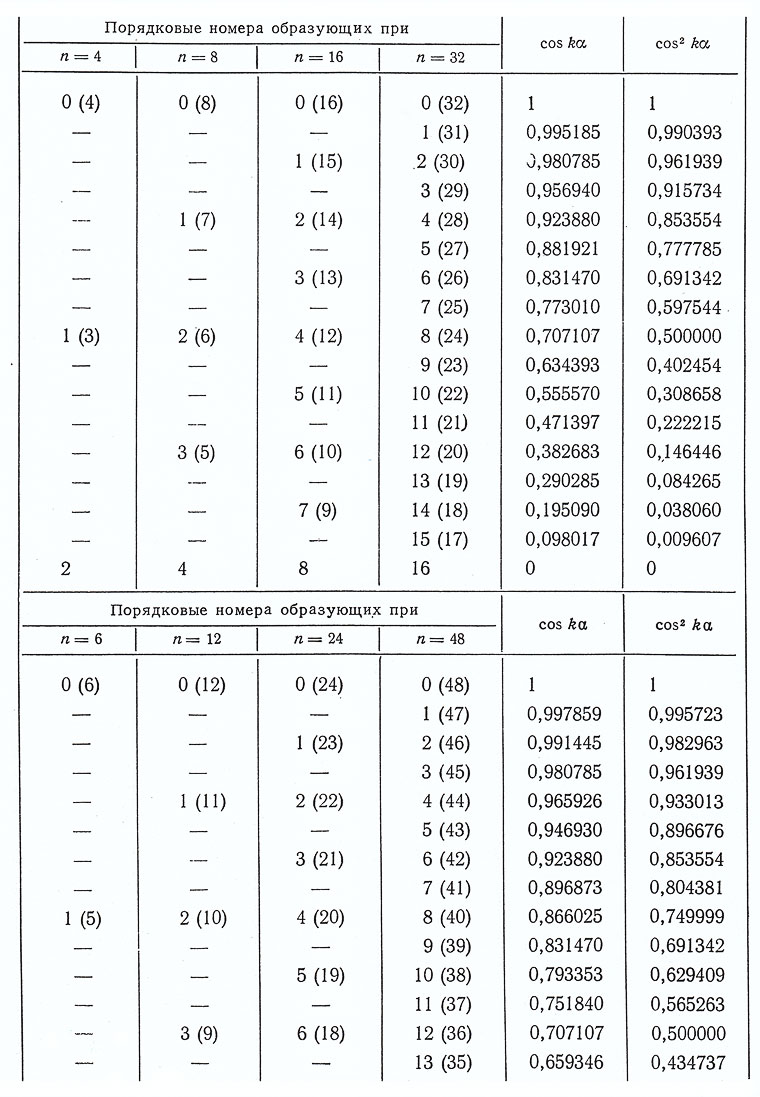
- kα — угол, определяющий положение проекции образующей;
- α = 180º/n при делении половины основания окружности на n равных частей.
Для этого нужно предварительно определить величину с.
Из рисунка 1, видно, что:
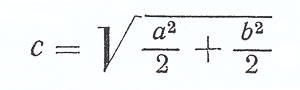
Формула 2
Затем, деления окружности основания перехода нужно занумеровать: поставить цифру 0 у горизонтальной проекции наибольшей образующей и от неё начать отсчет углов kα.
Величину cos kα для соответствующего деления можно определить по таблице.
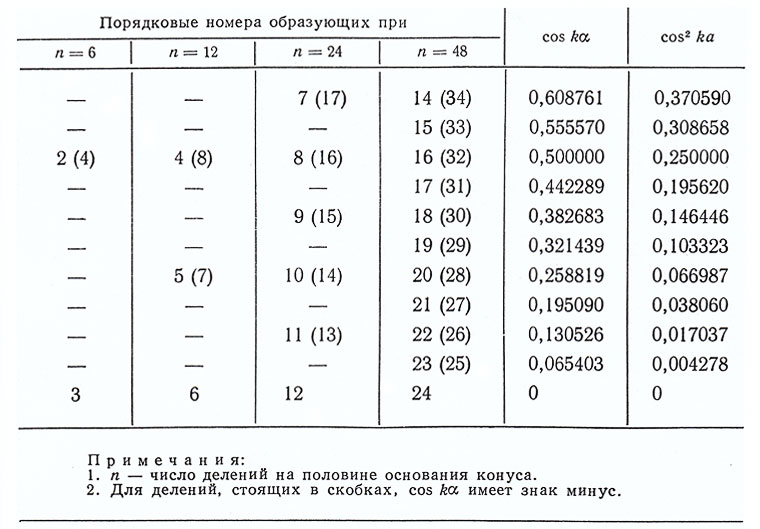
Косой переход с квадратного на круглое сечение
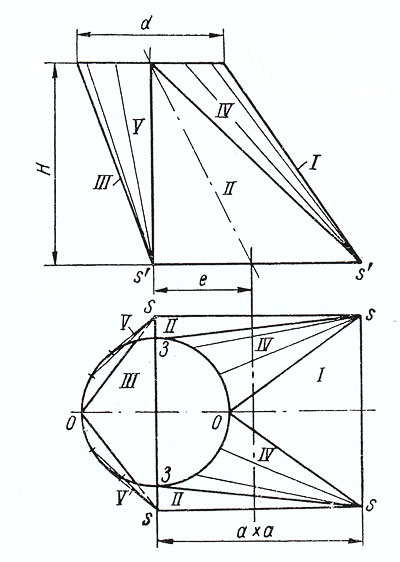
Рисунок 2
Для его изготовления кроме размеров H, d и a, нужно задать размер e (смещение центров верхнего и нижнего оснований). Как и в предыдущем случае, соединив точки s с точками и 3 окружности, разбивают боковую поверхность перехода на четыре конические поверхности, обозначенные цифрами IV и V, и четыре треугольника, обозначенных I, II, III и касательных к коническим поверхностям.
Построение развертки аналогично предыдущей и на чертеже не показано. Разница состоит лишь в том, что развертки конических элементов IV и V будут в этом случае неодинаковы, и для треугольников мы тоже будем иметь три разные формы.
Косой переход с квадратного на круглое сечение
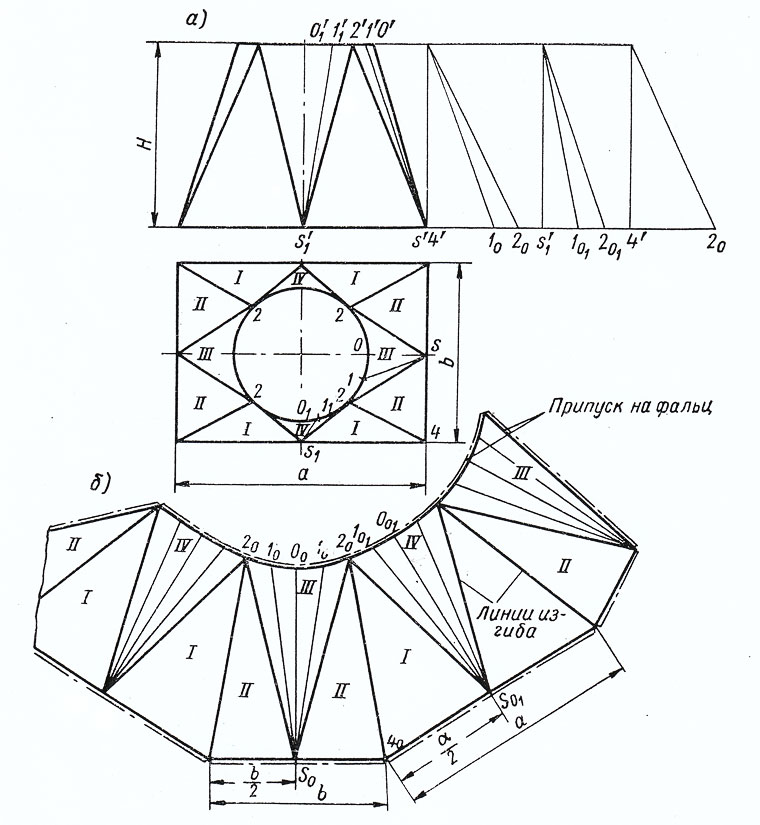
Рисунок 3
Боковая поверхность перехода на рис.3 разбита иначе, чем у переходов, показанных на рис. 1 и 2. Середины сторон основания a и b (точки s и s1) соединены с точками 2 окружности.
В результате этого построения боковая поверхность перехода будет состоять из восьми треугольников I и II касательных к четырём коническим поверхностям III и IV. Построение этой развертки ясно из рис.3, б. Оно аналогично предыдущим, но требует большего числа построений.
По материалам:
«Технические развертки изделий из листового металла» Н.Н. Высоцкая 1968 г. «Машиностроение»
 kak_eto_sdelano
kak_eto_sdelano
 kak_eto_sdelano
kak_eto_sdelano- Add to friends
- RSS
Как это сделано, как это работает, как это устроено
Самое познавательное сообщество Живого Журнала
Начнем на фото ниже вы видите штрипц (хз как правильно,мы их так зовем).

Получаются они из цельного рулона, металла. Есть специальная линия который этот рулон режет, после чего он попадает к нам. Берем этот штрипц и с помощью крана заряжаем его на «вертолет»

Отсюда он разматывается и попадает в накопитель. Накопитель нужен для того чтобы состыковать штрипцы не останавливая линию. Закидываем побольше метала и спокойно стыкуем.

И тут в дело вступает уже сама линия. Он вытягивает штрипц из накопителя и тащит его в ролики.

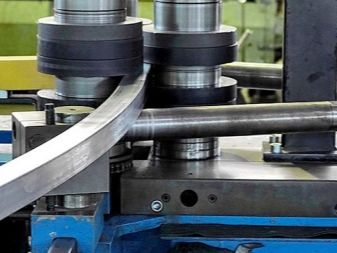
Сама линия делится на круглую и квадтратную части. В круглой ролики загибают штрипц в круг. Происходит это все плавно. В круглой части 7 стоек с вертикальными роликами и 9 коробов с горизонтальными. На фото выше видно что они чередуются. Благодаря этому метал не трескается и не лопается.

Середина круглой части, видно как загибается метал.
Все еще круглая часть. Фото сверху. Метал уже загнут в круглую трубу, осталось проварить шов.

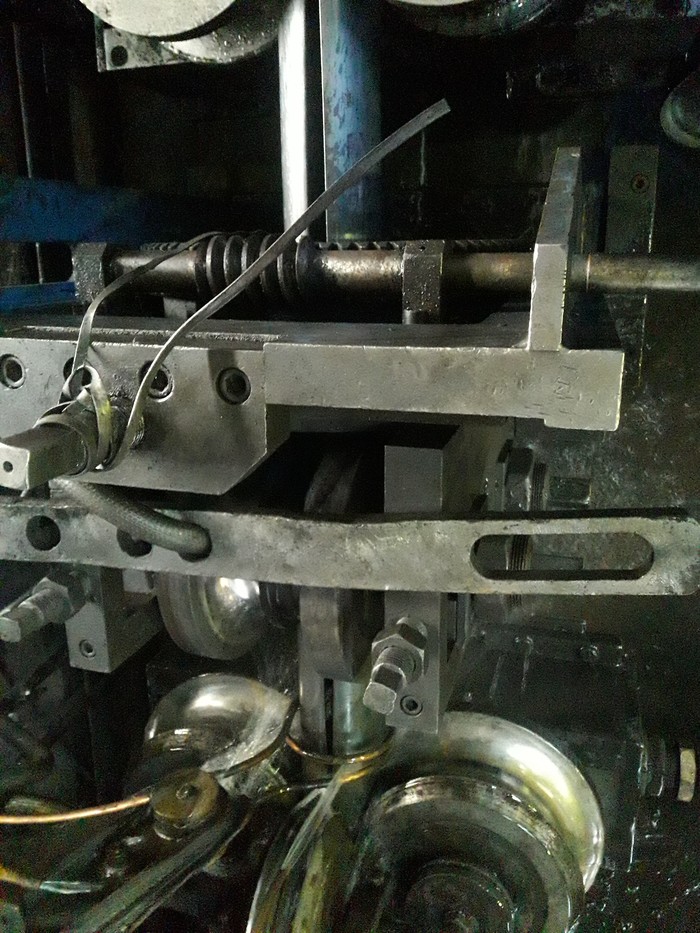
Это уже сварочный короб. Здесь на фото видно змеевик благодаря которому происходит сварка. Внутри трубы есть еще электрод. Благодаря всему этому, а еще магии и заклинаниям, прваривается шов. Со слов нашего киповца, на змеевик подается напряжение в 15 киловольт. Правда или нет я не знаю. Но на другом заводе оператора убило током. Говорят задел змеевик. Так сказать сгорел на работе.
Это уже после сварки. Тут еще можно заметить резец, который убирает лишнее на шве.
Далее идет «душ»

Здесь уже труба, охлаждется после сварки. И заходит в квадратную часть.

В квадратной части, пять стоек и пять коробов. Они уже мнут трубу в квадратный профиль.

У каждого ролика диаметр разный и благодаря этому сжатие в квадрат так же как и в круглой части происходит плавно.
В квадратной части есть еще две крестовины

Они придают профилю последнии штрихи. Ровняют стенки и углы. На фото справа в углу под трубой находится датчик скорости. Он нужен для пилы. Которая в автоматическом режиме отпиливает трубу по шесть метров.

Это и есть пила.
после идет рольганда по которой труба укатывается и потом два человека собирают её в пачку.

Конкретно эта линия производит трубу размером от 60х60 до 120х120. Так же круглую трубу от 96 до 126 го диаметра. Переход по размерам происходит обычной заменой роликов на стойках и коробах.

Те самые ролики.
В общем на этом заводе четыре линии по производству трубы. Самая маленькая пятидесятая. Она делает трубы от 15х15 и до 50х25. Потом 69 линия, затем 76. Ну и я вам показал 152. В данный момент еще собирается 219 линия. Линии получают свое название от самого большого размера который могут прокатать.
И в завершение немного ТБ.

Фото пальца моего коллеги. Который по своей глупости его чуть не потерял. Затянуло руку в перчатке, под ролики. Когда с срезал перчатку мизиниц представлял из себя сплющенную кашу. Спасибо врачам собрали, хоть так. Другому коллеге повезло меньше, оторвало два пальца. Мизиниц и безымянный. А средний перестал сгибаться. Всем добра и берегите себя!

Если у вас есть производство или сервис, о котором вы хотите рассказать нашим читателям, пишите Аслану (shauey@yandex.ru) и мы сделаем самый лучший репортаж, который увидят не только читатели сообщества, но и сайта Как это сделано
Еще раз напомню, что посты теперь можно читать на канале в Телеграме

и как обычно в инстаграме. Жмите на ссылки, подписывайтесь и комментируйте, если вопросы по делу, я всегда отвечаю.
Все авторские ролики загружаются на мой канал, поддержите его подпиской, кликнув по этой ссылке — Как это сделано или по этой картинке. Спасибо всем подписавшимся!
Как сделать из круглой трубы овальную

Уже давно на строительных рынках никого не удивишь трубами с квадратным и овальным сечением. Такие разновидности труб находят свое применение в различных строительных ситуациях.
Превращение круглой трубы в квадратную

На этом этапе в дело вступает фен, с помощью которого мы будем нагревать материал круглой трубы до состояния размягчения. Разогрев необходимо вести равномерно и не перегревать пластмассу выше 140 градусов Цельсия, иначе она может расплавиться, потерять свою форму и стать непригодной для дальнейшей трансформации.

Но прежде, чем приступать к нагреву входной части круглой трубы, необходимо вставить в нее элементы, предназначенные для формирования квадратного сечения. Прежде всего, вставляем боковые доски на всю длину трубы, затем между ними просовываем распорку той стороной, на которой предусмотрен скос, и проталкиваем ее дальше, насколько это возможно силой только одних рук.

После чего начинаем равномерно нагревать входную часть исходной трубы, постепенно перенося зону нагрева дальше по ее длине. При этом необходимо постоянно контролировать свободной рукой в перчатке степень нагрева и размягчения пластика.
Когда податливость трубы станет достаточной, берем в руки молоток и забиваем распорку внутрь между двумя досками. Если процесс идет туго, то вновь прогреваем трубу изнутри, снаружи и даже с другого ее торца.

Так продолжаем чередовать нагрев и проталкивание распорки, помогая при необходимости себе молотком, все дальше от начала трубы, пока распорка не покажется с противоположного конца.

Теперь, когда элементы, формирующие квадратное сечение, заняли свое окончательное положение, продолжаем прогревать феном пластик равномерно со всех сторон до тех пор, пока квадратная труба не приобретет законченный вид.
Остается лишь, после некоторого выдерживания квадратной трубы на формирующих элементах до ее остывания, выбить деревяшки из трубы с помощью молотка, в том числе на конечном этапе торцом ручки.


Как сделать овальную трубу из круглой
Уже давно на строительных рынках никого не удивишь трубами с квадратным и овальным сечением. Такие разновидности труб находят свое применение в различных строительных ситуациях.
Когда используют овальную трубу?
Существуют такие моменты в строительстве, когда применение трубы с овальным сечением будет целесообразнее, чем с круглым. Например:
- Когда необходимо повысить пропускную способность трубопровода, а пространство для прокладки труб ограничено. С такими заданиями часто сталкиваются строители при возведении частных домов.
- Может повысить эстетичность интерьера в офисных или жилых помещениях при проведении различных коммуникаций или использоваться как часть дизайна.
- Используется при оформлении комнат в современном стиле хай-тек.
- В загородных домах такие трубы могут быть использованы для возведения беседок, либо для организации полива.
Трубы с овальным сечением, как и с другими, могут быть изготовлены из различных материалов, решающих конкретные задачи.

Изготовление овальной трубы из круглой
Для изготовления овальной трубы из круглой используется специальное оборудование, оснащенное вальцами. Оно имеет небольшие габариты и может быть размещено в промышленных помещениях с незначительной площадью.
Произведенные таким способом холодной деформации овальные трубы используются в мебельной промышленности, а также в качестве декоративных элементов. Надежность таких деталей не сильно высока, но и с такими характеристиками трубы пользуются большой популярностью.
Приборы для изготовления овальных труб бывают различных мощностей и дают возможность изготавливать не только трубы, которые необходимо сваривать, но и бесшовные.
Трубы, изготовленные таким способом, не могут выдержать больших нагрузок, об этом нужно помнить, выбирая строительные материалы. Если надежность труб требуется высокая, необходимо приобретать те из них, которые производятся на предприятиях с использованием полного технологического цикла.
Овальные трубы, как и все другие, обладают рядом различных характеристик, которые обязательно нужно учитывать при выборе их для своих строительных потребностей.

Советы в статье «Монтаж гидроизоляции крыши » здесь.
Гибка круглой трубы в угол:
Герметизация трубы на крыше своими руками
Современная кровля состоит из нескольких слоев: утеплитель, гидроизоляция, пароизоляция. Такое устройство кровли обеспечивает защиту здания от ветра и осадков, а также удерживает тепло.
Однако практически на каждой крыше присутствуют стыки и соединения элементов, например, место стыка кровельного материала и дымохода. В этих участках будут появляться протечки, если не выполнить их качественную герметизацию.
Как выполняется герметизация трубы на крыше будет рассказано далее в статье.
Выбор места вывода трубы
Кровельный пирог будет герметичным и надежным, если правильно выбрать место вывода вентиляционных каналов и дымохода через крышу. От места расположения прохода будет зависеть отделка стыка. Для крыши из профлиста вывод трубы делают в следующих местах:
- На определенном расстоянии от кровельного конька (50-70 см). Подобное расположение вывода трубы предотвращает протечки крыши и снижает вероятность появления снежных карманов. Также при таком обустройстве вывода трубы нет нужды нарушать стропильную систему. Для защиты стыка между кровельным покрытием и трубой используют эластичные проходки, а также доборные элементы, необходимые для сборки фартука.

- На конек крыши. Это место вывода трубы считается наиболее подходящим. Подобное обустройство исключает вероятность появления снежных карманов, конденсата и протечек. Но есть один существенный минус – нарушение целостности коньковой балки. В этом случае при выполнении гидроизоляции дымохода на крыше стык между кровельным материалом и трубой заливают силиконовым герметиком, а после обшивают декоративным фартуком.

Последствия некачественно выполненной гидроизоляции трубы
Если место прохода трубы или вентиляционного канала на крыше выполнить некачественно, то в дальнейшем могут появиться следующие проблемы:
- Протечки. При некачественной гидроизоляции дымовой трубы на крыше появляются протечки.
- Стропильная система начинает гнить. Протекающая вода попадает на деревянные элементы каркаса крыши. Эти элементы отсыревают, а затем гниют.
- Коррозия кровельного материала. Внутренняя часть профлистов, в отличие от внешней, не покрыта защитной полимерной пленкой. Поэтому попадание влаги под профлисты вызывает их коррозию.
- Отсыревание слоя утеплителя. При попадании влаги на утеплитель его теплоизоляционные свойства снижаются в два раза.
Кровельное покрытие будет служить долго, если качественно отделать стык между вентиляционной или печной трубой и профнастилом. Для этих целей применяют фартук из оцинкованной стали, силиконовый герметик, каучуковые или силиконовые эластичные проходки и самоклеящиеся гидроизоляционные ленты.
Герметизация прямоугольной трубы
Прямоугольные трубы встречаются наиболее часто. Их применяют в качестве дымохода или вентиляционного канала. Для их изготовления применяют керамические блоки или термостойкие кирпичи. Отделку места примыкания профнастила и трубы прямоугольной формы делают с помощью фартука, который представляет собой готовый фасонный элемент. Для его изготовления применяется оцинкованная сталь, окрашиваемая в тот же цвет, что и кровельное покрытие.

Процесс герметизации стыка посредством фартука состоит из следующих этапов:
- К наружным стенкам прямоугольной трубы подклеивают пароизоляционный и гидроизоляционный материал, разрезанный при выводе дымохода наружу. Для этих целей применяется строительный скотч.
- Делают неглубокую штробу по периметру трубы посредством угло-шлифовальной машинки. Штроба нужна для монтажа верхней планки.
- В сделанную штробу помещают верхний край планки. Для создания дополнительной фиксации применяют термостойкий силиконовый герметик.
- Размещают нижнюю часть фартука с нахлестом от 10 до 15 см. Фиксация осуществляется саморезами для профнастила.
- Под нижней частью фартука размещается галстук, изготавливаемый из гидроизоляционного материала. Этот элемент предотвращает появление протечек в кровле.
Желательно, чтобы доборные элементы, применяемые для отделки стыка между профлистом и прямоугольной трубой, были сделаны из того же материала и той же расцветки, что и покрытие кровли. Легче всего устанавливать фартук, который изготовила та же фирма, что и используемые профлисты. Тогда герметизация трубы на крыше будет качественной.
Из данного видео вы узнаете, как выполняется герметизация печной трубы на крыше:
Герметизация овальной и круглой трубы
Вентиляционные трубы и дымоход на кровле из профлиста могут быть круглой формы и сделаны из оцинкованной стали. Зазор между ними и покрытием кровли заделать значительно легче. Для этих целей применяются эластичные проходки. Они гидроизолируют место примыкания профлиста и трубы. Проходки изготавливают для скатных и плоских крыш.

Герметизация трубы на крыше из профлиста выполняется следующим образом:
- Приобрести эластичную проходку необходимого размера. Затем обрезать ее узкую часть таким образом, чтобы она очень плотно облегала трубу.
- Снять с дымохода защитный зонтик и дефлекторы. Далее нужно натянуть до самого основания дымохода эластичную проходку.
- Основание эластичной проходки крепят к кровле при помощи силиконового герметика, самоклеящейся основы либо кровельных саморезов.
- На завершающем этапе на трубу устанавливается декоративный фартук. Он имеет форму колпака и выполнен под цвет кровельного материала. Этот элемент защищает проходку от механических повреждений и воздействия ультрафиолета.
Для грамотного выполнения герметизации круглой трубы необходимо правильно выбрать размер эластичной проходки. Если изделие неплотно прилегает к печной трубе, то для создания герметичности нужно воспользоваться герметиком и стальным хомутом. Следует отметить, что проходка может порваться при установке, если ее диаметр меньше диаметра трубы.

При выводе трубы через перекрытие, потолок и элементы кровли очень важно помнить о пожарной безопасности. Расстояние между трубой и защищенными от возгорания элементами должно составлять 25 сантиметров. Незащищенные элементы должны находиться на расстоянии 35 сантиметров от трубы.
Из этого видео вы узнаете, как сделать гидроизоляцию трубы на крыше:
Как согнуть профильную трубу?

- Особенности
- Что понадобится?
- Способы
- Рекомендации
Гнутая профильная труба – обязательный элемент в конструкции беседок, навесов, теплиц, заборов, даже гаражей. Толстостенный профиль большого сечения используются при возведении крыш зданий. От того, насколько качественно согнётся профиль, зависит надёжность и приглядный вид возводимого сооружения.



Особенности
В отличие от трубы с круглым сечением, загиб профиля с квадратным или прямоугольным представляет собой большую сложность. Из-за наличия резких углов, из которых была отлита профильная труба, гнуть профиль в некоторых случаях нужно частично. Применяют следующие подходы.
- Воздействуя на трубу изнутри давлением. Это может быть любая сыпучая или жидкая среда. Она поможет трубе принять правильную форму при изгибании, без проминания и «морщин» с внутренней стороны.
- Нагрев профиля до температуры, близкой к той, при которой сталь размягчается.
При изгибании трубы на профиль воздействуют сила сжатия с внутренней стороны изгиба и сила растяжения – с внешней. Стороны теряют правильное расположение, приданное им на заводе.
Если не соблюсти радиусы изгиба – профиль лопнет снаружи и/или промнётся внутрь с противоположной стороны. Влияние оказывают и толщина стенок, габариты сечения. Испорченное изделие восстановлению не подлежит.


Что понадобится?
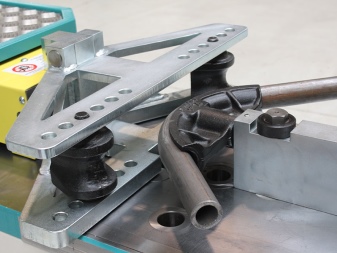
Самый быстрый способ – использование профиле- или трубогиба. Холодное сгибание трубы до 10 мм – и квадратной, и круглой похоже на сгибание арматуры. Достаточно соблюсти правило – не менее 15 наружных радиусов круглой трубы либо не менее 15 значений большей ширины прямоугольной трубы. Сгибание квадратного профиля потребует Если нет доступа к промышленному трубогибу, в котором гибка по радиусу выставляется очень точно, то помогут болгарка и сварочный аппарат. Но «ломаное» гнутьё – крайняя мера.
Холодное гнутьё также возможно при помощи простого приспособления, сделанного из другой трубы (или арматуры) и специальной скобы с большой площадью захвата, позволяющей согнуть круглую или квадратную трубу постепенно. Такой способ используется, когда идеальный, равномерный сгиб необязателен.


Самодельный профильный трубогиб – в простейшем случае плита с отверстиями, в которую вставлены штыри. Они расположены так, чтобы сгибаемая труба проходила между ними, но заранее выстраиваются с обеих сторон по кривой. Другой вариант – рычаг с овальным шаблоном, выполняющим роль своеобразного лекала, состоящего из плоскопараллельных плоскостей. Используют также специальный ролик-колесо, прокатываемый по зоне будущего изгиба: глубина прогибания регулируется прилагаемой силой. Все способы самодельного гнутья требуют определённой сноровки и опыта.

Способы
Согнуть профиль 40×20 или 20×20 в домашних условиях особого труда не составит. Для этого подойдут все способы, перечисленные ниже. Узкие профтрубы (менее 20*20), особенно тонкостенные, гнутся с помощью примитивного захвата или даже на любой криволинейной и гладкой поверхности.
Главное – не гнуть изделие по радиусу, меньшему, чем 10-15 сторон (значений ширины) профтрубы, не делать резких движений. Так, для размера 40 на 20 см радиус гиба не ниже 0,3 м.


Болгаркой
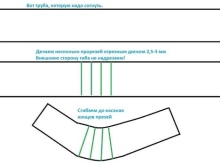
Болгарка (или углошлифовальный ручной электростанок с отрезным диском по металлу) позволяет согнуть профильную трубу своими руками, используя пропилы. Они отстоят на равном расстоянии друг от друга, когда их более двух. Один пропил позволит сделать лишь резкий, прямоугольный изгиб. Чем больше пропилов – тем плавнее изгиб. Он примет вид правильной ломаной. Пропилы нужны, чтобы лишний металл с внутренней стороны не образовывал складки, придающие трубе неприглядный вид.
Величина угла каждого пропила определяется общим гибочным углом, делённым на количество выпиленных зазоров. Чтобы профтруба приняла аккуратный вид, и внутрь не затекала дождевая вода, пропилы должны быть с острым углом у наружной стенки трубы, а не прямоугольными. Например, арочная труба, имеющая угол сгиба в 180 градусов, при 20 пропилах требует угол для каждого из них в 9 градусов. Добиться этого можно лишь на крупногабаритном профиле и при использовании более тонких дисков – либо делать пропилы ножовкой по металлу, а не болгаркой.


Разогревать для этого профтрубу незачем. Пропилы размечаются и выполняются в соответствии с радиусом изгиба, запрашиваемого заказчиком. При этом одна из стенок – наружная остаётся целой, что позволит конструкции не развалиться, но труба теряет прочность. Для обретения профтрубой исходной прочности получившиеся стыки провариваются с помощью сварки.
Данный метод относят к холодному гнутью трубы. Термообработка (сваривание) осуществляются уже после сгибания – а не до него, как это происходит в случаях, описанных ниже. Недостаток – ребристая наружная и внутренняя поверхности сгиба, что исключает плотный контакт с криволинейными конструкциями, например, при накладывании композитных или пластиковых кровельных листов поверх каркаса, собранного из таких труб.
Как согнуть профильную трубу в домашних условиях без трубогиба: 12 способов + видео
Сегодня не редко на дачах устанавливают теплицы, сделанные из профильных труб. Они устойчивы, срок их службы больше и пропускают лучше свет, чем деревянные.
Чтобы смонтировать сооружение из профиля, требуется его загнуть под определённым углом. Кажется, что сделать это без спецоборудования не реально. В данном материале мы рассмотрим возможные способы, и объясним — как загнуть без трубогиба квадратную профильную трубу в домашних условиях.
Какие сложности возникают в процессе гибки профильной трубы
Под гибкой профильной трубы подразумевается её загиб частично или полностью. Как известно, у профтруб степень прочности высокая, поэтому согнуть их можно лишь под давлением или при нагревании сгибаемого участка. В процессе, на деталь оказывают действие две силы:
- сжатия — внутри;
- расширения — снаружи.
Именно в противоположности направленности этих сил и заключается сложность работы при закруглении патрубка:
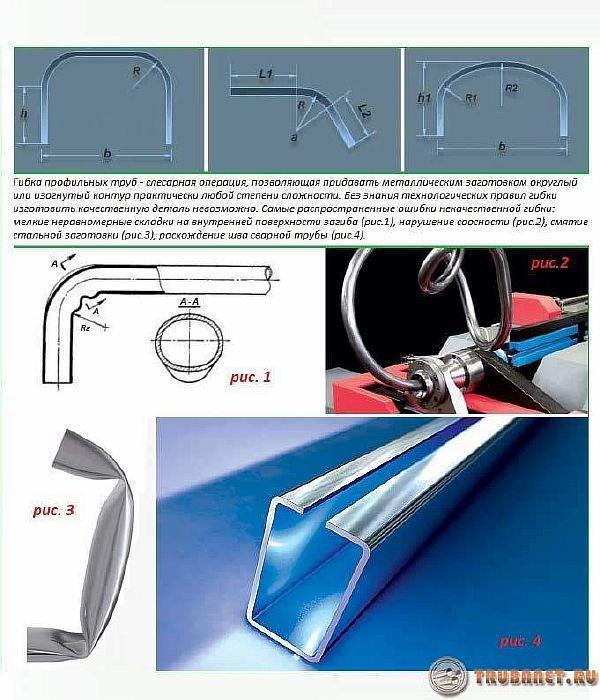
- В различных местах профтрубы может по-разному реагировать на изгиб, что приведёт к потере соосности, то есть, отдельные участки заготовки будут располагаться на разных поверхностях.
- Труба не всегда способна выдержать процесс растягивания и может сомнутся или лопнуть. Чаще такие моменты возникают при неправильном способе сгибания.
- У изделия могут появиться складки, которые напоминают гофру.
- Снижается степень прочности при перегреве, нарушается структура.
- Сминаются боковые стенки — это происходит при чрезмерном давлении, при прохождении заготовки через гибочную конструкцию.
Для избежания данных проблем, следует учитывать материал изготовления труб и их размер: толщину стен, диаметр, угол загиба.
Как влияет форма и технические характеристики профтрубы на выбор способа изгиба
Профильные трубы не бывают круглыми, они прямоугольные, овальные или квадратные. Для изготовления теплиц около дачного дома рекомендовано брать квадратные или прямоугольные модели, у них плоские стенки, на них проще крепить покрытие.

Модельный ряд профилей огромен. Они имеют различные геометрические параметры. К основным относятся — размер поперечного сечения и толщина стен. Важна пластичность, от этого показателя зависит возможный радиус изгиба. Стоит отметить, что у нагретой профильной трубы повышается пластичность, тем самым изогнуть её легче.
Есть два технологических способа:
- «холодный» — без воздействия температурой;
- «горячий» — участок предварительно нагревается.
Кроме того, трубопровод из низколигерованного и углеродистого материала имеет повышенную упругость, и он может «отпружинить» при згибе, поэтому для изготовления теплиц не используется. Не рекомендованы профильные трубы диаметр, у которых 2 мм, так как у них низкий показатель прочности в месте загиба.
Строгих нормативов для выбора методики гибки квадратных труб нет, есть лишь для овальных. По данным нормам применяется «горячая» технология к трубопроводу от 100 мм, но эти стандарты не распространяются на профильные изделия.
Профессионалы предлагают к трубопрокатному материалу с диаметром менее 10 мм применять «холодный» метод, а от 40 мм и выше гнуть под нагревом.
Рекомендовано провести пробную гибку в домашних условиях — один конец профтрубы надо зажать в тиски, а на второй одеть трубку большего диаметра. Данное «плечо» необходимо подтянуть, выгибая заготовку — гнётся легко, тогда можно не проводить подогрев. Каким из этих способов загнуть профтрубу в домашних условиях — решать вам.
Способы гибки по виду материала труб, для:
- металлопрокатных — сварной, с подрезкой болгаркой;
- стальных — с нагреванием;
- пластиковых или алюминиевых — любой вариант, так как материал мягкий.

Квадратный металлопрокат отличается показателем сечения и размером стенок. Эти факторы влияют на угол сгиба.
Инженерных нюансов в вопросе существует большое множество. Но для домашней работы их все знать не обязательно. Важно лишь обратить внимание на следующие аспекты.
- Тонкие изделия с сечением до 20 мм без трубогиба необходимо сгибать в зоне, которая в 2,5 раза длиннее, чем высота самой трубы.
- Толстый металлопрокат можно согнуть в зоне, которая в три раза длиннее, чем сечение. Если этот момент проигнорировать, то металл трескается снаружи или деформируется изнутри.
- Сгибание квадратный трубы опасно в одном отношении: возникновении перелома по месту выполнения операции, в результате которого деталь отправляется в окончательный брак.
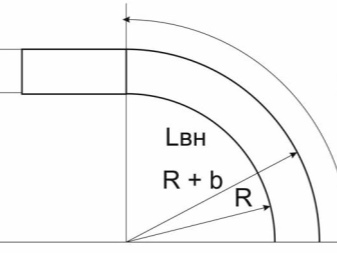
- Ограничивающим условием являются следующее соотношение – минимальный радиус не должен быть меньше двух с половиной размеров по сечению сгиба. Например, для изделия толщиной 40 мм минимальный внутренний радиус составит 40 х 2,5 = 100 мм.
До того, как согнуть стальную профильную трубу следует помнить еще одно правило.

Изделие после воздействия стремиться вернуть первоначальную форму. По этой причине лучше выполнить изгиб немного больше, чем необходимо по схеме. Если согнуть заготовку немножко больше, то в конечном итоге закругление получиться таким, как требует схема.
Все эти условности перед тем, как начать работы, необходимо обязательно учитывать, иначе наедятся на качественный результат бесполезно.
Как согнуть профильную трубу без трубогиба
В основном, при сооружении навесов или тепличных конструкций на даче берутся профтрубы небольшого размера, при этом точность угла загиба не критична, поэтому для сгиба подойдут подручные средства.
Конечно, лучше проводить данную процедуру в отдельном помещении, где есть верстак и различный инструмент.
Также, нужно подготовить спецодежду, она защитит вас о пыли, стружки, искр и при работе с паяльной лампой.
Если делать загиб в домашних условиях, то нужно учитывать:
- Величину загиба.
- Материалы изготовления.
- Величину толщины стенок.
- Сечение.
Мероприятия по деформации профильных трубопрокатных изделий выполняют в допустимых нормах, выставляемых к сечению и толщине стенок.
При работе необходимо контролировать, чтобы поперечное сечение не сплющивалось и не возникало внутренних изломов.
Как загнуть с предварительным подогревом (с наполнителем – песок)
Для получения качественного и ровного загиба на профтрубе, при применении «горячего» способа, предварительно следует наполнить изделие песком. Так как работы будут связаны с горячим металлом, то необходимо производить их в перчатках из брезента.
Пошагово, гибка квадратного изделия выглядит так:
- С одного края в патрубок вставляется деревянный клинышек. Его длина должна превышать ширину основания в 10 раз. При чём, площадь основы равняется 2 площадям отверстия в заготовке, которое он будут закрывать.
- Мелкозернистый песок засыпается в трубу, он предварительно просеивается и просушивается (производится прокаливание при + 150 градусах). Чтобы заполнить профиль песком, используется воронка. Для плотного и равномерного размещения его внутри, он сыпется порциями. В процессе следует осуществлять постукивания по стенкам детали деревянной киянкой.

- Со второй стороны также вбивается клин.
- Заглушки должны соответствовать внутреннему размеру профиля. На одной проделываются 4 продольные паза — через них будет осуществляться выход газа, который образуется при нагреве песка.
- Место, которое планируется загнуть отмечается мелом.
- Профильная заготовка фиксируется с помощью тисков. Если изделие имеет сварной шов, он должен быть сбоку.
- Место, отмеченное мелом нагревается газовой горелкой до красна.
- Квадратный профиль гнём аккуратно, без резких движений, но с усилием. Делается это в один приём.
- Затем детали необходимо дать остыть, и результат сравнивается с шаблоном.
- Если изгиб сделан правильно, то вынимаются заглушки, и высыпается песок.
Если вы будите гнуть квадратную трубу со сварными швами, то их надо располагать снаружи изгиба, а не внутри, иначе шов разойдётся.
Этот метод подойдёт при изготовлении углового загиба лишь раз. При многочисленном нагревании металл потеряет прочность.
Возможно, изгибать трубное изделие наполненное песком не нагревая, но это более сложный процесс.
7 вариантов как загибать без нагрева (холодный способ)
Произвести загиб профильной трубы можно по «холодной» технологии, применяя различные приспособления, не осуществляя предварительного нагрева. Рассмотрим, как загнуть профильное изделие самостоятельно без нагрева.
- Гнем с наполнением — вода. Этот вариант менее затратный, не требует нагрева, он предназначен для трубопрокатов маленькой толщины из дюралюминия и латуни. Особенно удобно им пользоваться зимой, при минусовой температуре.
Процедура не сложная:
- один конец заготовки закупоривается с помощью заглушки;
- с другого края в деталь заливается вода, и также осуществляется его закупорка;
- профиль выносится на улицу, держится на морозе до застывания воды;
- труба сгибается, при замёрзшей в ней воде это просто;
- изделие заносится в тепло, размораживается жидкость, вода сливается.
Методика рекомендована для труб из цветных металлов, так как они не подвергаются коррозии.
2. С гибочной плитой — метод предназначен для изгиба квадратных труб из стали или алюминия. Плита — панель, для изготовления которой используется толстый металлический лист. Она приваривается к стойке, установленной на импровизированной возвышенности. Чтобы загнуть, требуется произвести ряд действий.