
Инструмент для пайки медных труб отопления
Как паять медные трубы
Полностью водопроводы или отопление из меди сегодня делают нечасто, но все-таки делают. Если пересчитать на количество лет, в течение которых может служить медь, получается не то что недорого, а очень дешева. Тем не менее, сам материал не самый дешевый, но можно сэкономить на монтаже — пайка медных труб не самое сложное в мире занятие. Есть определенные правила и особенности, зная которые можно добиться качественного соединения.
Виды медных труб и их использование
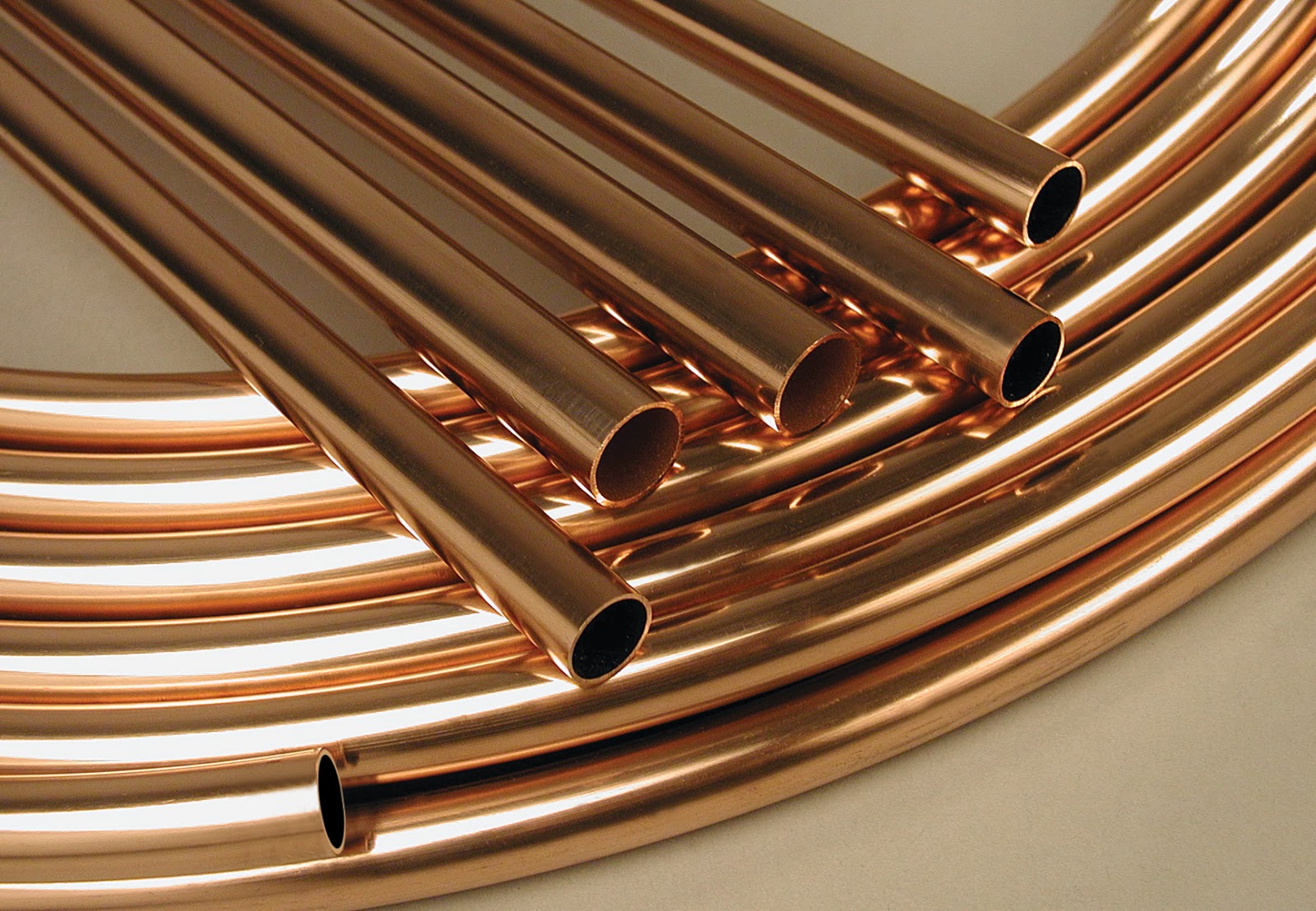
На рынке есть два типа медных труб: отожженные и неотоженные. Отожженные после формирования проходят дополнительную термическую обработку — их нагревают до 600-700°C. Эта процедура возвращает материалу эластичность, которая теряется при формовке. Потому отожженные трубы более дорогие, но и более гибкие — они могут выносить даже замерзание воды. К недостаткам данных изделий можно отнести меньшую прочность — она снижается из-за нагрева.
 Трубы из меди есть разные
Трубы из меди есть разные
Неотожженные медные трубы более прочные, но практически не гнутся. При разводке водопровода или отопления их нарезают на куски, а все отводы делают при помощи соответствующих фитингов.
Есть медные трубы с разной толщиной стенки, продаются отожженные в бухтах по 25 и 50 метров, неотожженные прогонами по 3 метра. Если говорить о чистоте материала, то согласно ГОСТу 859-2001 в изделиях должно присутствовать не менее 99% меди.
Способы соединения
Чаще всего соединяются трубы из меди при помощи пайки и набора специальных фасонных элементов — фитингов. Есть так же фитинги под опрессовку. В них имеются канавки с установленным резиновым уплотнительным кольцом. Обжимаются они специальными клещами. Но данная технология используется нечасто — пайка считается более надежной.
 Фитинги под опрессовку
Фитинги под опрессовку
Есть две технологии пайки медных труб с использованием различных припоев:
- Низкотемпературная — с мягким припоем. Как раз наш случай. Этот тип соединения применяется при прокладке водопроводов и систем отопления с температурой рабочей среды до 110°C. Низкотемпературная — это относительное понятие. В зоне пайки материалы разогреваются до 250-300°C.
- Высокотемпературная пайка с твердым припоем. Этот тип соединения используется в сетях с высоким давлением и температурой транспортируемой среды. В бытовых сетях — редко (хотя никто не запрещает), чаще в промышленных.
Какого типа пайку медных труб использовать — ваш выбор. Оба типа подходят как для водопровода, так и для отопления. Но для высокотемпературной требуется профессиональная горелка, в то время, как мягкий припой можно расплавить даже паяльной лампой или недорогой ручной горелкой с небольшим одноразовым баллоном с газом. Для соединения медных труб малого диаметра больше и не требуется.
Типы медных фитингов под пайку
Вообще, есть более двух десятков различных фасонных элементов для медных труб — фитингов, но чаще всего применяются три вида :
- муфты — для соединения двух труб;
- уголки — для поворота;
- тройники — для создания разветвлений в трубопроводе.
 Муфты для пайки медных труб
Муфты для пайки медных труб
Количество использованных фитингов можно минимизировать — медь можно гнуть, из-за чего уменьшится число необходимых уголков. Также при желании можно обойтись и без муфт: один конец труб можно расширить (используя расширитель) так, чтобы в него зашла труба и остался зазор для попадания туда припоя (порядка 0,2 мм). При создании расширения, трубы должны перекрываться не менее чем на 5 мм, но лучше — больше.
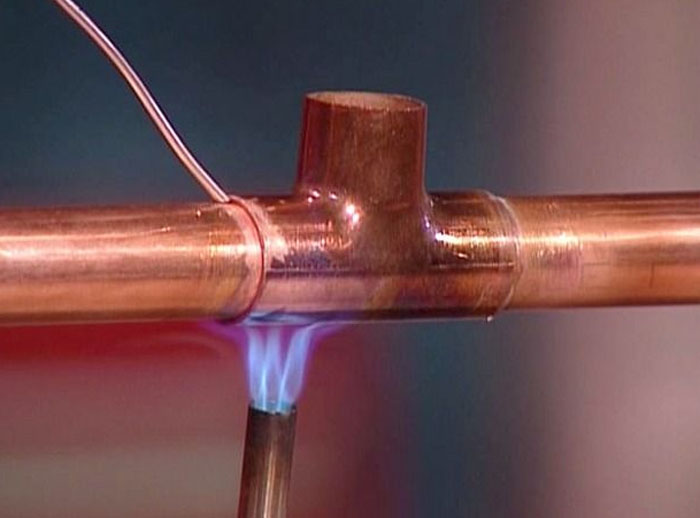
Без чего сложно обойтись — так это без тройников. Для врезки отвода есть оборудование — отбортовщик, но относится он к профессиональному и стоит немало. Так что в данном случае дешевле и проще обойтись тройниками.
 Есть фитинги для пайки медных труб с впаянным припоем
Есть фитинги для пайки медных труб с впаянным припоем
Есть два типа фитингов — обычные, с раструбами, которые обеспечивают требуемый зазор для затекания припоя. В зону сварки припой подается вручную. Есть фитинги с вмонтированным припоем. Тогда на раструбе формируется канавка, в которую, при производстве, устанавливается кусок припоя, что делает процесс пайки проще — надо всего лишь нагреть зону сварки, но ведет к удорожанию фитингов.
Расходные материалы и инструменты
Кроме труб и фитингов, понадобятся еще горелка, припой и флюс — для самой пайки. А еще трубогиб и несколько сопутствующих мелочей для обработки перед началом работ.
 Ершик для зачистки фитингов изнутри
Ершик для зачистки фитингов изнутри
Припой и флюс
Пайка медных труб любого типа происходит при помощи флюса и припоя. Припой — это сплав обычно на основе олова с определенной температурой плавления, но обязательно ниже чем у меди. Он подается в зону пайки, разогревается до жидкого состояния и затекает в соединение. После остывания обеспечивает герметичное и прочное соединение.
Для любительской пайки медных труб своими руками подойдут припои а основе олова с добавлением серебра, висмута, сурьмы, меди. Лучшими считаются составы с добавлением серебра, но они наиболее дорогие, оптимальные — с медной добавкой. Есть еще с добавкой свинца, но они не должны использоваться при разводке водопровода. Все эти виды припоя обеспечивают хорошее качество шва и легкую пайку.
 Флюс и припой — необходимые расходные материалы
Флюс и припой — необходимые расходные материалы
Мягкий припой продается в небольших катушках-бобинах, жесткий — в пачках, нарезанный на куски.
Перед началом пайки место соединения обрабатывают флюсом. Флюс — это жидкое или пастообразное средство, которое обеспечивает затекание расплавленного припоя в соединение. Особо выбирать тут нечего: подойдет любой флюс для меди. Еще — для нанесения флюса понадобится маленькая кисточка. Лучше — с натуральной щетиной.
Горелка
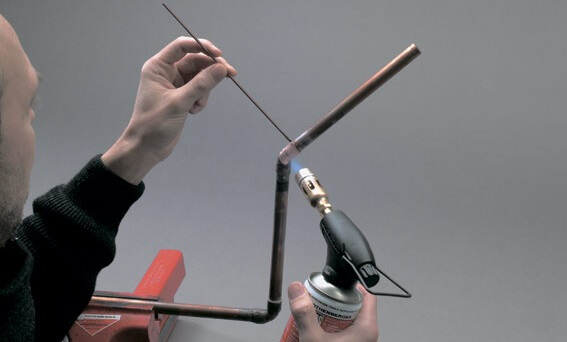
Для работы с мягким припоем можно купить небольшую ручную горелку с одноразовым газовым баллоном. Эти баллоны крепятся к рукоятке, имеют объем от 200 мл. Несмотря на миниатюрность, температура пламени — от 1100°C и выше, чего более чем достаточно для расплавления мягкого припоя.
На что стоит обратить внимание — это на наличие пьезорозжига. Эта функция никак не лишняя — проще будет работать. На ручке ручной газовой горелки расположен вентиль. Он регулирует длину пламени (интенсивность подачи газа). Этим же вентилем перекрывается газ, если горелку надо потушить. Безопасность обеспечивает обратный клапан, который при отсутствии пламени перекроет подачу газа.
 Ручная горелка для пайки медных труб
Ручная горелка для пайки медных труб
На некоторых моделях установлен отражатель пламени. Он не дает рассеиваться пламени, создавая более высокую температуру в зоне пайки. Благодаря чему горелка с отражателем позволяет работать в самых неудобных местах.
При работе в бытовыми и полупрофессиональными моделями надо быть аккуратными — не перегревать агрегат, чтобы не расплавился пластик. Потому выполнять за один раз много паек не стоит — лучше дать оборудованию остыть и подготовить в это время следующее соединение.
Сопутствующие материалы
Для нарезания медных труб необходим труборез или ножовка с лезвием по металлу. Срез должен быть строго вертикальным, что обеспечивает труборез. А для гарантии ровного среза при помощи ножовки можно использовать обычное плотницкое стусло.
 Труборез
Труборез
При подготовке труб их надо зачищать. Для этого есть специальные металлические щетки и ершики (для зачистки внутренней поверхности), но можно обойтись наждачной бумагой со средним и мелким зерном.
Для удаления заусенец со срезов есть фаскосниматели. Отработанная ими труба лучше заходит в фитинг — его раструб лишь на доли миллиметра больше, чем наружный диаметр. Так что малейшие отклонения приводят к трудностям. Но, в принципе, можно все устранить наждачной бумагой. Потребуется только больше времени.
Еще желательно иметь защитные очки и перчатки. Большинство домашних мастеров пренебрегают этими средствами безопасности, но ожоги — это очень неприятно. Это все материалы и инструменты, необходимые для пайки медных труб.
Пошаговая технология пайки меди
Пайка медных труб начинается с подготовки соединения. От качества подготовки зависит надежность соединения, потому уделяйте этому процессу достаточно времени и усилий.
 Пайка медных труб состоит из нескольких этапов
Пайка медных труб состоит из нескольких этапов
Подготовка соединения
Как уже говорили, срез трубы должен быть строго вертикальным, без заусенец, труба не должна быть замятой, край — ровный и гладкий. Если есть хоть небольшие отклонения, берем фаскосниматель или наждачную бумагу и доводим срез до идеала.
 Надо снять окислившийся слой
Надо снять окислившийся слой
Далее берем фитинг, вставляем в него трубу. та часть, которая заходит в раструб требует очистки. Трубу вынимаем и шкуркой снимаем верхний окисленный слой с этой части трубы. Потом ту же операцию проводим с внутренней поверхностью раструба.
Нанесение флюса
Флюс наносится на всю зачищенную поверхность — снаружи трубы и внутри фитинга. Тут никаких сложностей — кисточкой равномерно распределяют состав.
 Нанесение флюса
Нанесение флюса
Пайка
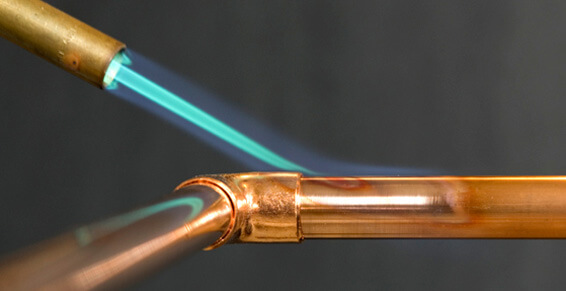
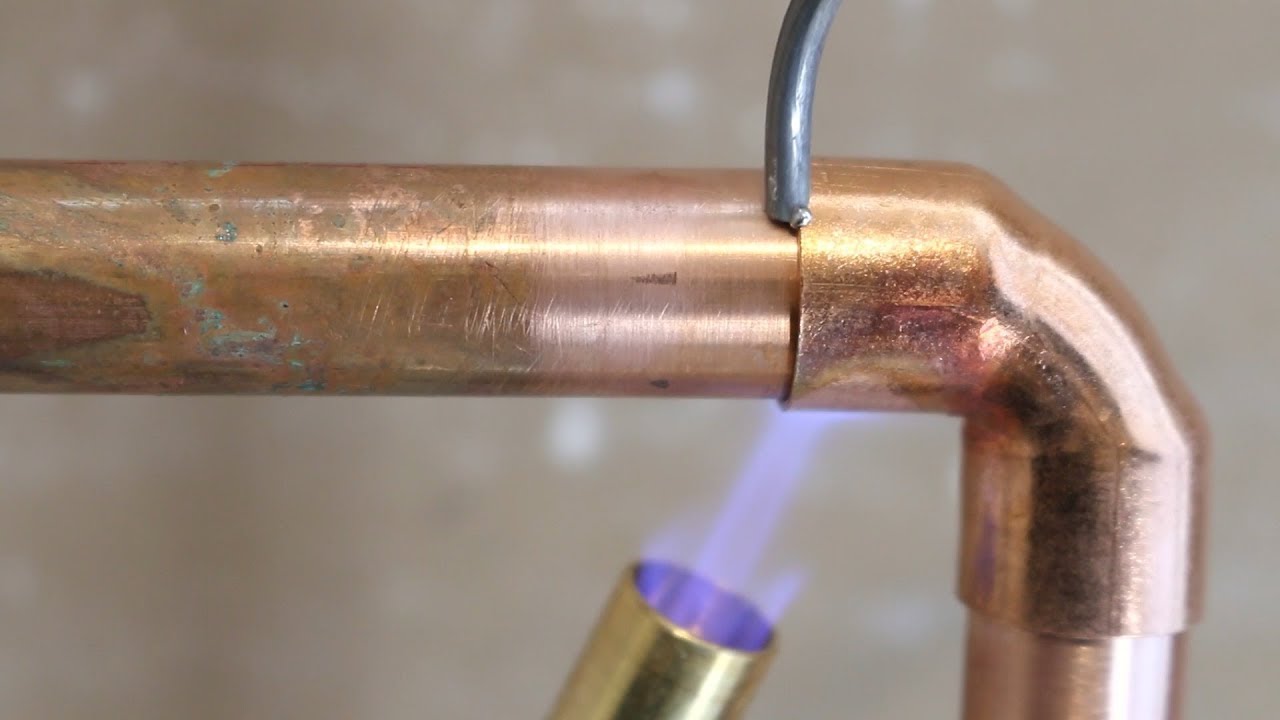
Обработанные фрагменты трубопровода вставлюятся один в другой и фиксируются. Если есть помощник — он может придержать части неподвижно. Если нет — придется ухищряться самостоятельно. Далее разжигается горелка, пламя направляется на место соединения. Температура пламени — от тысячи градусов и выше, а нагреть место соединения надо до 250-300°C, а это занимает 15-25 секунд. Можно при этом ориентироваться на цвет флюса — как только он потемнел, пора вводить припой.
 Правильное расположение горелки при пайке медных труб своими руками
Правильное расположение горелки при пайке медных труб своими руками
Чтобы прогрев был равномерный, пламя горелки направляйте посередине стыка. Тогда прогревается вся зона сварки более равномерно.
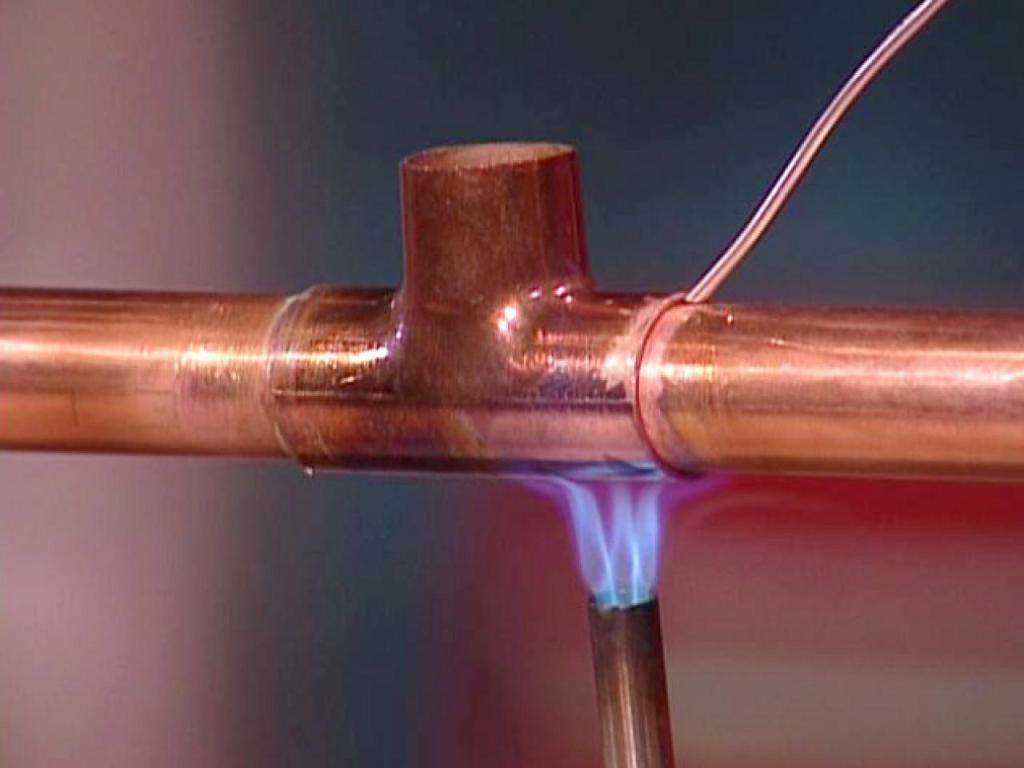
 Пайка медных труб мягким припоем
Пайка медных труб мягким припоем
Припой вводят в место стыка — где соединяется фитинг и труба. По мере нагрева, он начинает плавиться, растекается и заполняет зазор между элементами. Нанести его можно только на половину длины — расплавившись, он затечет в остальное соединение. Собственно, это все — пайка медных труб закончена. Все остальные соединения делают также.
При использовании жесткого припоя все почти также, только применяются другие горели — газопламенные, и в процессе пайки надо трубу проворачивать, наматывая размягчившийся припой на трубу.
Что необходимо для пайки медных труб своими руками
Пайка медных труб – это простой и надежный способ неразъемного соединения трубопровода. Медь относится к тем металлам, которые отлично поддаются пайке. Однако, чтобы проводить работу своими руками, необходимо придерживаться правил безопасности и иметь определенные знания.
Пайка медных трубок
Чтобы понять, как паять медные трубы, нужно изучить технологию процесса пайки, перечень оборудования и инструментов для проведения работ.
Технология соединения трубопровода
Медь является отличным материалом для проведения таких коммуникаций, как водоснабжение, отопление и газопровод. Медные изделия имеют массу положительных характеристик, а именно:
- Не поддаются коррозии;
- Имеют гладкую поверхность;
- Не боятся ультрафиолетового излучения;
- Обладают бактерицидными свойствами;
- Обладают высокой теплопроводностью;
- Выдерживают высокую температуру;
- Прочны;
- Долговечны.
Несмотря на то, что медь – это сравнительно дорогой материал, ее все чаще выбирают при обустройстве коммуникаций. Чтобы трубопровод был прочный и долговечный, его лучше запаять. Согласно нормативным документам бывает две разновидности пайки:
- Высокотемпературная;
- Низкотемпературная.

Горелки для пайка медных труб
Высокотемпературная пайка применяется там, где необходимо особо прочное соединение деталей. В быту высокотемпературная пайка используется для ремонта изделий из меди и латуни в тех случаях, когда нет другой альтернативы.
Пайка медных труб своими руками – вполне выполнимая задача. Технология, с помощью которой осуществляется пайка изделий, подразумевает использование таких элементов, как:
- Припой;
- Флюс;
- Щетка;
- Горелка.
Вернуться к содержанию ↑
Особые случаи паечного соединения
Технология неразъемной пайки труб предполагает введение между ними припоя. Припой имеет температуру плавления несколько ниже, нежели медь. Пайка изделий предусматривает капиллярный эффект, при котором происходит смачивание и припой растекается по всей поверхности. Припой производится в виде проволоки.
Некоторую сложность представляет пайка меди со следующими металлами:
- Алюминием;
- Латунью;
- Нержавейкой.
Технология, с помощью которой происходит соединение меди с алюминием, латунью и нержавейкой отличается от других, и предполагает использование специальных припоев и флюсов. Соединение меди с такими металлами нельзя запаять обычным способом ввиду того, что на поверхности изделий моментально образуется оксидная пленка.

Необходимые элементы для пайки
Для того чтобы спаять медь с алюминием, необходимо:
- Удалить окисную пленку;
- Покрыть поверхность изделий канифолью.
Также соединение меди с латунью осуществляют с помощью твердого медно-фосфорного припоя.
Для чего предназначен флюс
Флюс представляет собой специальную пасту либо порошок, который очищает поверхность изделий от грязи и окислов, а также способствует лучшему растеканию припоя. Еще одним важным моментом является то, что флюс выполняет защитную функцию от попадания кислорода в стыковочный шов. На сегодня существуют такие разновидности флюса:
- Антикоррозийные;
- Кислотные;
- Бескислотные;
- Активированные.
Флюс для пайки меди должен соответствовать следующим требованиям:
- Иметь температуру плавления ниже температуры припоя;
- Равномерно покрывать поверхность изделия в месте пайки;
- Флюс должен полностью растворять окислы меди.

Флюс для пайки медных труб
Флюс необходимо использовать для защиты металла от взаимодействия с воздухом, благодаря чему получается качественное и надежное соединение деталей.
После завершения работы место соединения обязательно необходимо тщательно промыть и убрать остатки флюса, во избежание образования коррозии в месте соединения деталей.
Какой инструмент необходимый для пайки
Для того чтобы спаять детали из меди в домашних условиях, необходимо иметь набор инструментов. Главный инструмент – это паяльник, который выполняет функцию нагрева деталей. Также для работы потребуется следующий набор инструментов:
- Труборез;
- Фаскосниматель;
- Расширитель для труб;
- Молоток;
- Рулетка.
В качестве паяльника чаще всего используется газовая горелка, работа которой заключается в том, что из встроенного баллончика подается газ. Благодаря системе нагрева жала, газовая горелка готова к работе уже через несколько секунд. Газовая горелка бывает таких видов:
- Для одноразового использования;
- Со стационарным баллоном;
- Ацетилен-кислородная.

Газовые горелки для пайки медных труб
Газовая горелка отличается по следующим критериям:
- Мощности;
- Производительности;
- Составу газа.
Для того чтобы осуществить соединение труб на строительных площадках или других объектах коммунального хозяйства, необходимо мощное оборудование – аппарат со стационарным газовым баллоном.
Для соединения труб в домашних условиях подойдет бытовой аппарат с одноразовым баллоном.
Такое оборудование отличается массой положительных достоинств:
- Мобильностью;
- Многофункциональностью;
- Регулировкой скорости нагрева;
- Безопасностью.
Качественная газовая горелка должна иметь ярко-синее пламя. Для заправки горелки подойдет обычный газ для зажигалок, которая работает по такому же принципу.
Состав газа отличается в зависимости от вида пайки. Существуют такие разновидности состава газовой смеси:
- Газ – воздух;
- Газ – кислород.

Газовая горелка для пайки медных труб
Приборы для пайки в домашних условиях
Бытовые газовые горелки с одноразовым баллоном работают на смеси газ – воздух. Такой инструмент имеет небольшой вес и отлично подходит для пайки труб с небольшим диаметром. Смесь газ – кислород используется для заправки стационарных баллонов, там, где нужно профессиональное оборудование. Для того чтобы осуществить соединение труб, может также использоваться такое оборудование, как строительные фены.
Прежде чем использовать инструмент в домашних условиях, нужно внимательно прочитать инструкцию.
На сегодняшний день оборудование для пайки медных изделий выпускают как российские, так и зарубежные компании. Среди большого выбора можно найти, как профессиональное оборудование, так и небольшие горелки для использования в домашних условиях. Инструмент каждой фирмы отличается предназначением, качеством и ценой.
Процесс соединения медных труб
Чтобы надежно запаять медные изделия, необходимо выполнить одно условие – работу провести максимально быстро и четко.
Пайка медных трубок с припоем
Для того чтобы запаять трубы, необходимо сделать следующее:
- Труборезом обрезать трубу;
- Обработать край фаскоснимателем;
- Равномерно нанести флюс;
- С помощью горелки нагреть соединение до необходимой температуры;
- Добавить припой в зазор;
- Запаять шов;
- Очистить поверхность от остатков флюса.
Чтобы запаять медные трубы, не нужно дорогого оборудования и специальных навыков. При правильном проведении всех этапов, в итоге получиться абсолютно прочный и долговечный шов.
В процессе работы с паяльником очень важно придерживаться правил техники безопасности, а также использовать такие средства для защиты, как перчатки, спецодежда и очки.
Пайка медных труб своими руками – технология не сложная и вполне посильная даже новичкам.
Пайка медных труб
Технология пайки медных труб в домашних условиях: работа в 9 простых шагов
Водопроводная разводка или системы отопления из медных труб обходятся недешево, но они прочны и долговечны. Поскольку медь обладает высоким коэффициентом теплопроводности,хорошими антикоррозийными и антибактериальными свойствами, трубопровод из нее эффективен и долговечен. Пайка меди в домашних условиях не представляет сложности:на трубы надевается раструб-муфта, а затем шов герметизируется. Вместо использования раструба иногда расширяют конец одной трубы и вставляют в нее другую. Такое соединение удобно тем, что для него не требуется фитингов, а срок службы равен длительности жизни самих труб.
- Подготовка к пайке меди с алюминием, латунью, нержавейкой, железом
- Необходимые материалы и приспособления: олово и другие
- Процесс пайки
- Как правильно паять медь газовой горелкой
- Пайка паяльником в домашних условиях
Подготовка к пайке меди с алюминием, латунью, нержавейкой, железом
Подготовительный период, включающий в себя приобретение необходимых приспособлений, материалов, средств индивидуальной защиты, и сама процедура паяния.
Существуют два способа припаять медь к меди: высоко- и низкотемпературный. Первый предполагает нагрев металла до 900°C, применяется для трубопроводов с большим давлением или температурной нагрузкой.Для высокотемпературной пайки используются предназначенные для этого материалы: твердый припой в виде стержней(температура плавления такого припоя около 900°C) и твердоплавкий флюс.
Для того чтобы паять медь низкотемпературным методом, достаточно нагрева металла до 600°C (чаще 300–380°C), что достижимо в бытовых условиях. Для процедуры используют мягкий припой для пайки меди и латуни в виде проволоки или прута сечением до 3 мм и более плавкий флюс. Припой представляет собой сплав олова, которого более 97%, с другими металлами: медью, селеном, серебром, сурьмой.
- Для чего нужен флюс.Правильно паять медные трубы можно только с флюсом – специальным пастообразным составом (с хлоридом цинка), который наносится на поверхность соединяемых участков трубы широкой полосой. Он выполняет несколько функций:
- предотвращает процесс окисления металла, удаляя кислород;
- улучшает сцепление припоя с медью;
- является индикатором достаточного нагрева металла, сигнализирует, когда следует поднести припой и спаять медь;
- способствует равномерному растеканию припоя по стыку.
- Техника безопасности. При всей простоте процесса, паять медные трубы нужно с соблюдением правил безопасности. Опасность ожогов несет не только само пламя горелки, но и нагретый металл. Медь хорошо проводит тепло, поэтому в процессе работы сильно нагревается не только участок, на который кладут припой и проводят сварку, но и вся труба, а остывает она медленно. Если требуется спаять медные трубки, которые еще не встроены в систему трубопровода, то подготовка включает размещение их на невозгораемых опорах, где они смогут остывать долгое время. Прежде чем трогать спаянный металл с места, следует дождаться полного остывания.

Непосредственную опасность представляет открытое пламя горелки, поэтому приобретать нужно такой инструмент, с которым удобно работать: желательно с подвижным соплом на длинном шланге
Необходимые материалы и приспособления: олово и другие
Инструменты для работы с медными трубами требуются следующие:
- труборез, ножовка по металлу или болгарка с тонким диском;
- фаскосниматель;
- труборасширитель (экспандер);
- паяльный флюс;
- припой;
- паяльник для меди,например,пропановая горелка для пайки медных труб;
- перчатки прорезиненные;
- бумажные салфетки.
Для отрезания трубы пользуются труборезами различных размеров. У образцов покрупнее большой радиус разворота, ими неудобно пользоваться в труднодоступных местах, поэтому если есть необходимость отрезать участок на готовом смонтированном водопроводе, используют маленький труборез. Отрезать трубу можно ножовкой по металлу или болгаркой с тонким диском, но более качественный срез получится только при помощи трубореза.
После того как труба отрезана, зачищают заусеницы. Это нужно для того, чтобы не было завихрения потока жидкости в системе. Когда нет препятствий, водопровод не испытывает нагрузок и работает как часы.
Перед тем как сварить медь, концы трубы полируют мелкозернистой шкуркой, которую можно приобрести в хозяйственных магазинах. Зачищают обе поверхности, готовящиеся к пайке.Иногда для этих целей используют маленькие щеточки-ершики диаметр которых Ø 22 мм, они подходят почти ко всем трубам. Для зачистки ножка ершика вставляется в шуруповерт или дрель, при помощи которых процесс осуществляется быстрее и качественнее.
На зачищенную отглаженную наружную поверхность наносят флюс – состав, препятствующий процессу окисления меди.
Совет.Удобнее использовать в работе флюс серого цвета. При нагреве он изменяет цвет, достигнув нужной для пайки температуры, становится оловянного оттенка. Визуально легко определить, когда металл нагрелся, и можно паять медь. Если флюс белого цвета, то при нанесении он сразу становится прозрачным, поэтому трудно определить момент, когда нужно подносить припой.
Перчатки для защиты рук используют прорезиненные, так как при отрезании меди и заусениц образуется много мелких металлических элементов, впивающихся в кожу как занозы.Кроме того, при зачищении дрелью поверхности, вращающаяся щетка зажевывает тряпочные перчатки.
Чтобы правильно паять медь,нужно учитывать, что с момента зачистки и нанесения флюса до пайки должно пройти не более получаса, иначе зачистку нужно повторить заново. Если флюс наносится кисточкой, на поверхности не должно оставаться щетины или волосков от нее – в противном случае соединение не будет герметичным,и после подачи воды трубопровод потечет.
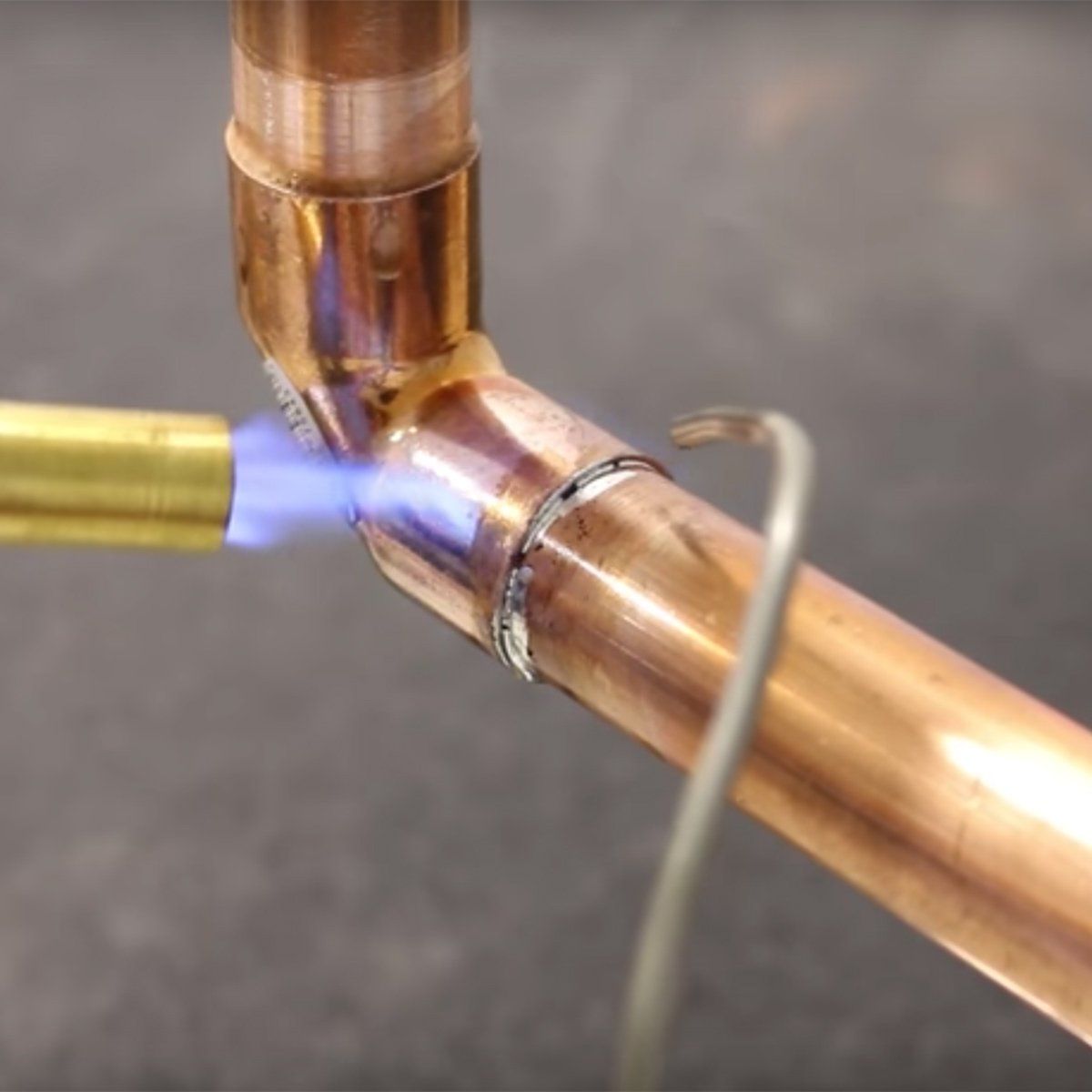
После вставки трубы в раструб, остатки флюса полностью не убирают салфеткой, он остается на соединении в виде кромки 1–2 мм, а припайке припой затягивается внутрь – срабатывает капиллярный эффект. Сначала горелкой нагревается стык, при этом влага, находящаяся между стенками, выпаривается. Затем горелка подносится второй раз, постепенно медь нагревается, а флюс приобретает оловянный вид. В этот момент на лицевую сторону кладется припой, происходит пайка, при этом расплавленный сплав стекает вниз, на изнаночную сторону, застывая в процессе движения. Образующиеся снизу лишние свесы металла отделяются сами. Паять медь можно разными способами.
- труба нарезается на отрезки необходимых размеров, которые для удобства маркируются – подача или обратка;
- с края снимается фаска;
- зачищаются края на 2 см: внешние на трубе, а также внутренние в раструбе;
- полосой по зачищенным поверхностям (внешней и внутренней) наносится флюс;
- соединение собирается: труба вставляется в раструб;
- излишки флюса снимаются бумажной салфеткой, но не полностью – оставляется кромка 1–2 мм;
- зажигается горелка, пламя подносится к месту соединения;
- поверхность нагревается 10–15 секунд до определенной температуры – флюс должен приобрести оловянный цвет;
- припой кладется сверху соединения, при нагревании он будет втянут в стык, растечется по шву, заполняя его.
Если стык соединения не был очищен от щетины или пыли,ив результате протекает паянный шов медной трубы водопровода, то восстановить герметичность можно одним из двух методов:
Пайка медных труб: чем паять медь, разновидности флюса и припоев для меди
Да, на стальные и пластиковые (металлопластиковые) трубы приходится практически 80 % продаж трубопроводных коммуникаций. Остальной объем проката припадает на медные трубы. Низкая популярность медных коммуникаций обусловлена лишь их высокой стоимостью, в остальном же медные трубы значительно превосходят аналоги из стали и пластика. В обзоре будет рассказано как паять медные трубы.
Профессионально смонтированный медный трубопровод не имеет срока годности. Время службы медных коммуникаций сопоставимо со сроком эксплуатации самого здания.
Сборка и монтаж медного трубопровода может осуществляться несколькими способами:
- При помощи резьбовых соединений
- Методом пайки
Если говорить за медные трубы для бытовых коммуникаций, то практически всегда используется тонкостенный трубопровод. Такой прокат является пластичным и гибким, по этой причине к нему практически не применяются соединители под резьбу. Для монтажа медного трубопровода принято использовать пайку. В обзоре пойдет речь о том, как и чем паять трубы из меди.
Можно ли соединять медные трубы сваркой
Касательно сварки меди, традиционная электродуговая сварка не подходит для соединения медных деталей. Для сварки меди используются следующие методы:
- Газосварка
- Аргоновая сварка
Разумеется, соединение труб методом сварки применимо далеко не к любому виду медного проката. Сварка медных труб актуальна лишь для толстостенных коммуникаций, которые используются в промышленности. При помощи сварки соединяются медные трубы диаметром от 100 (мм) и более того.
Между газосваркой и пайкой медных труб есть много общего. И тот, и другой метод использует нагрев труб и припой.
Теперь подробнее о том, как паять медные трубы.
Какие методы пайки медных труб существуют
Различают несколько основных способов пайки меди:
- Горячий
- Холодный (капиллярный метод)
Горячая пайка отличается от холодной не толь ко температурой, а еще и типами припоя и флюса. Отличаться будет и технология подготовки медных соединений.
Горячая пайка медных труб
Горячий способ пайки подразумевает использование нагрева свыше 450 С. В данном случае припоем будет выступать тугоплавкий материал. Обычно это сплав меди (BCuP) или серебра (BAg). Конечно, для бытовых нужд вполне подойдет медный припой. Он недорого стоит и обеспечивает приличные прочностные характеристики соединений.
Метод горячей пайки применим к трубам диаметром от 12 до 150 (мм). Ключевым преимуществом горячего метода является получение шовного соединения повышенной твердости. Горячий метод еще называют «твердой пайкой».
Горячая пайка медных труб имеет допуск на создание даже газопроводных коммуникаций.
Паянные горячим способом медные трубы можно использовать в следующих сферах:
- Водопровод (горячий, холодный)
- Отопление
- Газопровод
- Кондиционирование
- Холодильные и морозильные камеры
Разумеется, у горячей пайки имеются и некоторые недостатки. Основным из них является появление эффекта отжига меди. При нагреве свыше 450 С структура меди становится более мягкой. То есть при использовании горячего метода пайки снижается прочность труб в месте пайки.
При пайке меди горячим методом обычно используют трубы со стенками потолще, чтобы отжиг был не так заметен.
Холодная или капиллярная пайка медных труб
Холодный метод пайки предусматривает нагрев коммуникаций до 450 С. При такой температуре можно использовать лишь припои начального класса: олово или свинец. По этой причине на высокие прочностные характеристики шовных соединений можно не рассчитывать.
Низкотемпературная (холодная) пайка применима для медных труб толщиной от 6 до 100 (мм). Ключевое преимущество холодного способа заключается в том, что при нагреве меди до температуры менее 450 С не происходит отжига. Это значит, что медные трубы останутся после пайки такими же жесткими и прочными, как и были изначально.
Холодный способ хорошо себя зарекомендовал при пайке медных труб с тонкой стенкой. Кстати, для бытовых нужд применяется в основном тонкостенный прокат.

Да, шовные соединения после капиллярной (холодной) пайки испытывают недостаток прочностных характеристик. Данный метод пайки медных труб не используется при создании газопроводных коммуникаций.
Дополнительно холодную пайку не используют и в том случае, когда коммуникации предназначены для транспортировки или циркуляции жидкости с температурой свыше 130 С.
Но несмотря на имеющиеся недостатки холодный метод пайки активно используется при установке труб в жилищных, административных и даже коммерческих объектах. Низкотемпературная пайка имеет допуск на использование в тех местах, где есть риск воспламенения находящихся рядом предметов.
Чем паять трубы из меди.
Что потребуется для пайки медных труб
При установке трубопроводных коммуникаций из меди мастеру будет сложно обойтись без следующего инвентаря:
- Газовая горелка – речь идет о компактных баллончиках с насадкой-резаком. Горелка должна обеспечивать тонкое направленное пламя длиной 50-100 (мм). Разумеется, можно обойтись и полоноразмерным газовым резаком, если он есть в наличии. Но резак достаточно опасно использовать на территории жилищных объектов.
Для работы с медными трубами существует специальный паяльник. Но специализированный нагреватель сможет себе позволить лишь специалист по установке медных коммуникаций, который занимается этим делом на коммерческой основе.
- Труборез – приспособление для порезки труб. Главным преимуществом трубореза перед ножовкой или болгаркой является возможность получения аккуратной кромки. При этом срез получается цилиндрической формы, без появления конуса и овала.
Конечно, при обработке труборезом тонкостенных коммуникаций срез может получаться не цилиндрическим, а овальным. Чтобы предотвратить деформацию торцевой части трубы, рекомендуется использовать специальные вставки. Этот же совет применим и к другим методам порезки труб.
Многие мастера при порезке медных труб отдают предпочтение ножовке по металлу. Помимо деформации торца в этом случае на стенках останутся заусенцы, которые впоследствии нужно будет аккуратно убирать.
Работа с медными трубами является деликатной. Даже мелкие заусенцы на торце коммуникаций могут стать препятствием для качественной пайки соединений.
- Наждак – перед нагревом труб и нанесением флюса контактные поверхности нужно зачистить от оксидной пленки. Если этого не сделать, то существенно снизится адгезия припоя.
Некоторые мастера используют вместо наждака щетку для зачистки металла. Для медных труб подходит лишь щетка с мягким металлическим ворсом. Такие щетки в народе называют «ведьмой».
- Расширитель труб – данный инструмент применим лишь к медным трубам с толщиной стенки не выше среднего. Благодаря расширителю появляется возможность увеличить диаметр торцевой части. В данном случае можно вставляются трубки одна в одну.
Для качественной пайки медных труб величина зазора между диаметрами торцевых частей соединения должна находиться в пределах 0,1-0,4 (мм). Это достаточно плотная посадка, которая при этом пропустит внутрь расплавленный припой.
Под действием флюса расплавленный припой становится неимоверно текучим.
Если не пользоваться расширителем и не увеличивать диаметр торца, то коммуникации придется соединять фитингом (штуфера, муфты, уголки, тройники и пр.). Негативным моментом использования фитинга является то, что пайку придется осуществлять с двух сторон для каждого соединения. Это лишняя трата сил и времени.
Дополнительно фитинги не растут на деревьях, их нужно покупать. Ударить по карману может приобретение медного фитинга. Если же работать с разнородными материалами, медь плюс нихром, есть вероятность, что в один прекрасный день какое-то из соединений даст течь.
Что еще нужно знать о том, как паять медные трубы.
Чем паять трубы из меди, разновидности припоев и флюса
Припой и флюс выбираются в зависимости от метода пайки. Для соединения медных коммуникаций холодным методом следует применять мягкие виды припоя (свинец или олово) и специальный флюс, предназначенный для нагрева до 450 С.
Низкотемпературный флюс желательно брать с наличием порошка в консистенции. Порошок является индикатором, который плавится при достижении нужной температуры нагрева.
Если медные коммуникации соединяются горячим способом, в этом случае следует применять твердые виды припоя. Для таких труб хорошо подходят припои на основе меди и серебра.
Обычно флюс для пайки медных труб фасуется в специальные баночки с кисточкой на крышке. Такой флюс очень удобно дозировать, его просто и безопасно хранить. Наличие кисточки позволяет наносить флюс точно и быстро. Это очень важно, если мастер рассчитывает получить соединения высокого качества.
Припои для горячей пайки чаще всего представлены стержнями диаметром 2-3 (мм). Касательно холодного метода пайки, в этом случае обычно используется тонкая проволока на основе припоя.
Как паять медные трубы, правильно используя холодный и горячий припой
 Перед тем, как паять медные трубы, необходимо детально выучить характеристики этого трубопрокатного сортамента.
Перед тем, как паять медные трубы, необходимо детально выучить характеристики этого трубопрокатного сортамента.
Прежде всего, нужно отметить, что данные материалы отличаются большей гибкостью и более высокой устойчивостью к внешней среде, если сравнить их со стальными вариантами.
Поэтому при выборе предпочтение выпадет на сторону меди. Такая труба простоит в доме ровно тот срок, сколько прослужит само строение. При условии, что эти изделия соединены пайкой, их смело разрешают прятать в стенку или под бетон.
Для обогревательной и водопроводной сети изготовляют медные трубы высочайшего качества. Огромный спектр их положительных характеристик не становится меньше на протяжении всего времени использования.
От применения этого стройматериала заставляет отказаться только их высокая цена. Но, в данном случае она вполне оправдывает себя высоким качеством.
Резьбовое соединение – медные фитинги под опрессовку
В процессе эксплуатации его постоянно придется контролировать. Оно не выдерживает высокого давления и потребует постоянной подтяжки.
Вначале обрезают заготовки необходимого размера. Если на ней имеется слой изоляции, то его на конце удаляют. С торцевой части снимают заусеницы.

И на нее надевают накидную гайку и кольцо обжима. После соединения гайки с фитингом соединение – резьба затягивается.
Если применяют переходники от стальных изделий к медным, то герметизацию выполняют фум-лентой. Ее накручивают на резьбу, а затем вворачивают в фитинг.
Такие стыки целесообразны в зонах, где имеется возможность постоянной проверки.
Особенности пайки
Чтобы правильно паять медные трубы отопления и водопровода, рекомендуют ознакомиться с особенностями данного процесса.
Такой стык применяют в ситуациях, где трубы проходят в стене или полу, а также в других местах с ограниченным доступом для возможности визуально проконтролировать стыки.

В основе процесса пайки расположен капиллярный эффект. При этом припой равным слоем ложится по сечению трубы. Также в процессе применяют специальные фитинги, которые подбирают отдельно для каждого диаметра трубопроката.
ВАЖНО! Рекомендуемые габариты зазора при пайке на открытом огне должны равняться от 0,01 до 0,0015 см.
Также в процессе действий используют припой и флюс. А сам метод пайки разделяю на два подвида:
- высокотемпературный;
- низкотемпературный.
Низкотемпературное (мягкое) спаивание. Применяется при конструировании трубомагистрали для транспортировки жидкости и газа.
Рабочая температура при процессе превышает 110 градусов. Этот метод применяют для сортамента с объемом от 0,7 до 11 см. Патрубки, толщь стенок которых больше 0,16 см и объемом, превышающим 11 см, соединяют посредством сварки.
 Высокотемпературное (твердое) спаивание. В бытовых трубопроводах такая пайка практически не применяется. Таким методом соединяют заготовки для сетей, которые работают в высокотемпературном режиме.
Высокотемпературное (твердое) спаивание. В бытовых трубопроводах такая пайка практически не применяется. Таким методом соединяют заготовки для сетей, которые работают в высокотемпературном режиме.
- Подготавливается элемент нужного размера с удаленной теплоизоляцией и снятыми заусеницами.
- Зона состыковки и фитинг чистится от оксидной пленки.
- Убирается пыль и на верхнюю часть наносят флюс.
- Конец заготовки вставляют в фитинг (зазор остается не более 0,04 см).
- Соединение прогревается горелкой и швы запаивают припоем.
Припои
Пайка медных труб холодным и горячим припоем задействуется для образования прочного и высококачественного стыка.
Изготовляют его из порошка, стержней, проволоки и пасты. При выборе необходимо обращать внимание на показатель рабочей температуры и на сам метод спаивания.

Из мягких типов для изделий из меди чаще других используют товары L-SN AG5 и L-SN SB5. Высоко востребованными являются варианты из олова с небольшой добавкой серебра и сурьмы.
Показатель рабочей температуры таких товаров находится в пределах двести сорока градусов. Их разрешают применять в сетях обогрева, для подачи разной воды в пищевой промышленности.
Цифры 40, 50, 60 обозначают процентный состав олова в данных видах. Температура их плавления составляет 190, 210 и 235 градусов. При более высоких составах олова в сплаве, ниже показатель температуры плавления при спаивании.
Твердый припой
Низкоплавкие варианты на алюминиевой основе используют обширно. На проведение мероприятий с медными изделиями по монтажному зазору советуют использовать вид L-AL SL12.
Сюда же относят продукцию с составом серебра не меньше одной четверти сплава. Диапазон плавления данного материала составляет 600-800 градусов.

Еще необходимо отметить вид L-AG 40CD. Он тоже содержит 20% серебра. Спектр показателя температуры плавления колеблется в рамках от 600 до 635 градусов. Его можно встретить при работах не только с медными заготовками, но и с другими металлами.
Для создания максимально прочных стыков посредством мягких, медных и серебряных сплавов советуют оставлять монтажный зазор размером в 0,02-0,04 см.
Более детальную информацию по работе сплавов есть возможность получить по маркировке на DIN или попросить совета у профессионального мастера.
 Флюс для пайки медных труб твердым припоем является очень важным элементом. Главным его компонентом являются борные соединения. Для усиления их активности, к ним добавляется фторные соединения.
Флюс для пайки медных труб твердым припоем является очень важным элементом. Главным его компонентом являются борные соединения. Для усиления их активности, к ним добавляется фторные соединения.
Пайку меди могут делать посредством чистой буры. Для высокотемпературного вида она является универсальным флюсом.
Флюсы выпускают в разных формах:
- порошкообразная;
- жидкость;
- кристаллическая.
Трубы большого диаметра
Как правильно паять медные трубы большого диаметра знают не все. В целом весь процесс работы не отличается от работы с другими объемами.
Только при высокотемпературной пайке таких изделий припой подводят к двум расположенным противоположно точкам на трубе. Как с этим, так и с другим видом пайки может справиться каждый.
Изоляция патрубков в обогревательной сети
Изоляцию труб в обогревательной сети проводят с целью снизить тепло потери. Не изолированные медные патрубки в пять раз повышают потери тепла, так, как данный металл отличается высокой тепло проводимостью.

При таких условиях радиаторов требуется меньше. Но, если они идут в закрытой прокладке, то им требуется тщательная изоляция. Иначе теплоноситель будет передавать свое тепло стенам.
При вопросе, как заизолировать медные трубы отопления, скрытые в монолит (пол, стенки), все можно решить следующим образом. Их от механических повреждений, вызванных скачками температуры носителя тепла, отлично защитит гофра.
Водопроводная система из меди
 Узнать, как паять медные трубы для водопровода, пытаются многие. В силу интенсивного использования водопроводная трубомагистраль быстро изнашивается, чего нельзя сказать о трубомагистрали из меди. Такой водопровод будет служить вечно.
Узнать, как паять медные трубы для водопровода, пытаются многие. В силу интенсивного использования водопроводная трубомагистраль быстро изнашивается, чего нельзя сказать о трубомагистрали из меди. Такой водопровод будет служить вечно.
Для соединения водопроводной системы из медного трубопроката применяют капиллярный метод спайки (низкотемпературную и высокотемпературную).
Ошибки при пайке с данными стройматериалами для водопроводной трубомагистрали приводят к их коррозии. Она появляется в тех местах, где разрушается пленка-защита, которую образует хлорное окисление.
Виною этого становится хлор, который содержит вода. Чтобы не возникло такой коррозии необходимо:
- не допускать, чтобы припой попадал при пайке в середину стыка;
- приобретать изделия у проверенного изготовителя;
- использовать фильтры для воды.
Медная труба для кондиционеров
Данный вид трубопрокатного сортамента используют при установке сети кондиционирования воздуха, состоящей из внутреннего и наружного блока.

Халдаген при этом транспортирует два патрубка из меди разного диаметра. Заготовка меньшего диаметра транспортирует жидкий фреон, а другая – газообразный фреон.
Этот металл в данной ситуации выбрали не просто так, она отличается высокой устойчивостью при контакте с фреоном.
Такие патрубки от кондиционеров отлично поддаются пайке. Для припоя рекомендуют фосфорно-медный и серебряный вид. А сами агрегаты демонстрируют высокую устойчивость относительно растяжения.
Если коротко описать, как паять медные трубы для кондиционеров, то это будет выглядеть так:
- Вначале избавляются от оксидной пленки. Делают это шлифовочной шкуркой.
- После этого на очищенные участки наносится флюс.
- Фитинг состыкуется с трубой. При этом нельзя забывать о полумиллиметровом зазоре.
- Место стыка прогревается при температуре почти в триста градусов. Нагрев осуществляют газовой горелкой. Делают это равномерно, плавно перемещая пламя вдоль конструкции.
- После тога как окончили паять, обязательно необходимо промыть систему, иначе остатки флюса спровоцируют коррозию металла, а это повлечет за собою поломку кондиционера.
Паяльники «Dremel»
Проблема, как паять медные трубы легко решается с паяльником Dremel. Эти небольшие горелки на газу в состоянии жечь, паять и разрезать. Они легко удаляют старую краску, размораживают и разогревают для сгибания трубоматериалы.

Стоит паяльник «Dremel» в пределах 2000 рублей. С таким устройством можно забыть о длительном разогреве и о большом термопистолете.
В комплекте с паяльником «Dremel» идет:
- паяльник;
- сопло для горелки;
- два ножа разного размера;
- рефлекторная и щелевая насадка.
Для удобства пользования к устройству прилагается несколько ключей для смены насадок, защитный колпак для механизма и припой для пайки.
Отверстием довольно удобно направить разогретый воздух на термоусадочные трубки, и их можно устанавливать, без участия рефлекторных насадок.
Заправляют устройство бутаном для зажигалок на газу. Одной заправки паяльника «Dremel» хватает на час работы.

