ГОСТ на трубы квадратного сечения
ГОСТ 8639-82
М Е Ж Г О С У Д А Р С Т В Е Н Н Ы Й С Т А Н Д А Р Т
Трубы стальные квадратные.
Сортамент
Square steel tubes.
Range
ГОСТ 8639-82
Дата введения 01.01.1983
1. Настоящий стандарт распространяется на стальные бесшовные горячедеформированные и холоднодеформированные, электросварные и электросварные холоднодеформированные трубы.
(Измененная редакция, Изм. № 1).
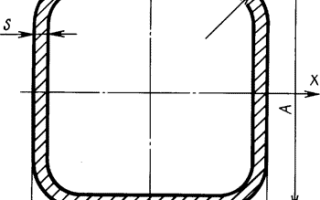
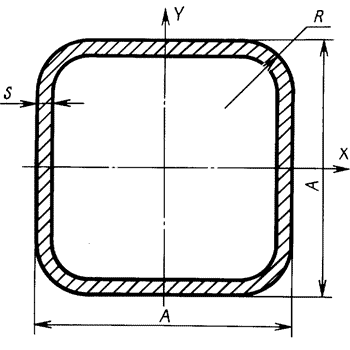
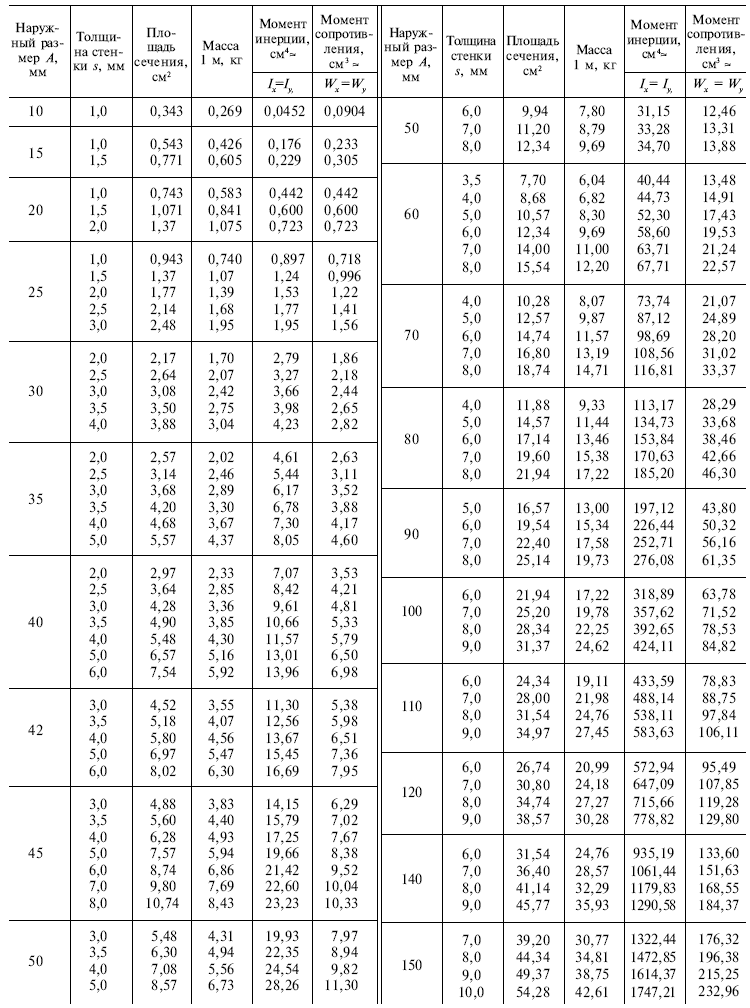
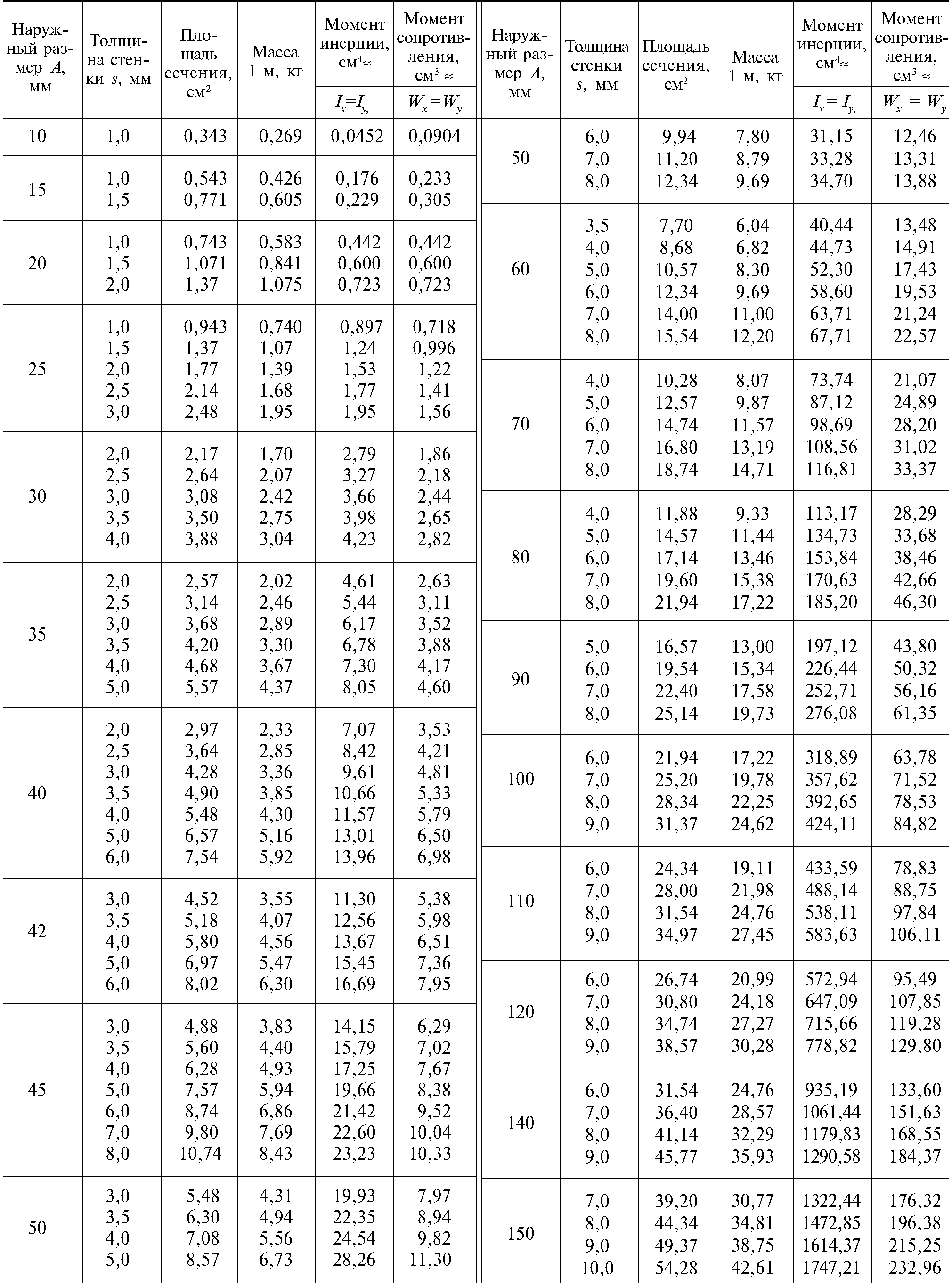
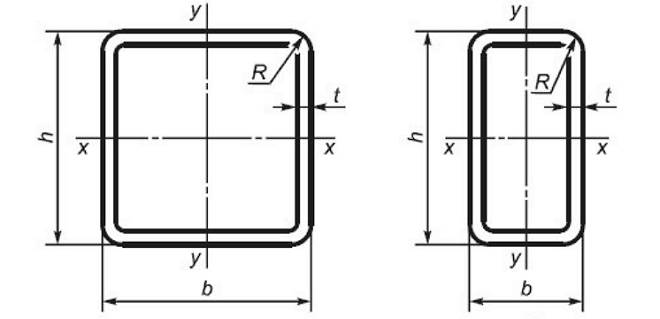
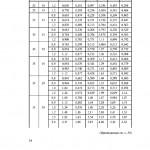
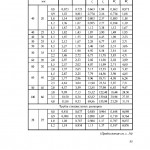
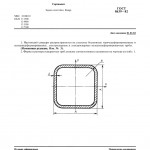
2. Форма и размеры квадратных труб должны соответствовать указанным на чертеже и в табл.1.
Т а б л и ц а 1
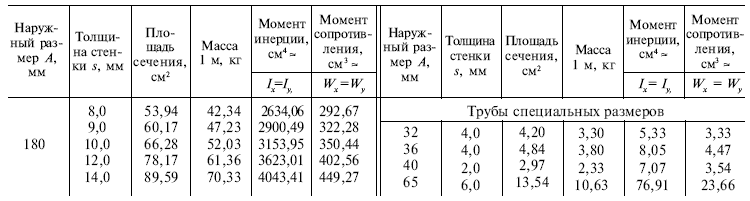
Т а б л и ц а 1 — продолжение
1. Масса вычислена при плотности стали 7,85 г/см 3 .
2. Статические характеристики труб рассчитаны для R= 1,5s.
Примеры условных обозначений
Трубы наружным размером 40 мм, толщиной стенки 3 мм, длиной, кратной 1250 мм, из стали марки 10, группы В ГОСТ 13663-86:

То же, мерной длиной 6000 мм:

То же, немерной длины:

3. Трубы наружными размерами от 10 до 120 мм толщиной стенки от 1,0 до 8,0 мм изготовляют холоднодеформированными, трубы наружными размерами от 60 до 180 мм толщиной стенки от 4,0 до 14,0 мм изготовляют горячедеформированными, трубы наружными размерами от 10 до 100 мм толщиной стенки от 1,0 до 5,0 мм изготовляют электросварными.
2, 3. (Измененная редакция, Изм. № 1).
4. Радиус закругления R должен быть не более 2s.
По согласованию изготовителя с потребителем радиус закругления должен быть не более 1,5s, для электросварных труб размером 60·60·4 мм-не более 3s.
5. Трубы изготовляют:
немерной длины
бесшовные горячедеформированные -от 4 до 12,5 м,
бесшовные холоднодеформированные и электросварные -от 1,5 до 9 м;
мерной длины
бесшовные горячедеформированные -от 4 до 12,5 м;
бесшовные холоднодеформированные -от 4,5 до 11 м;
электросварные -от 5 до 9м.
Предельное отклонение на общую длину +100 мм;длины кратно и мерной
бесшовные горячедеформированные -от 4 до 12,5 м с припуском на каждый рез по 5 мм;
бесшовные холоднодеформированные-от 1,5 до 11 м с припуском ни каждый рез по 5 мм;
электросварные-любой кратности, не превышающей нижнего предела, установленного для мерных труб.
Общая длина кратных труб не должна превышать верхнего предела мерных труб. Припуск для каждой кратности устанавливается по 5 мм (если другой припуск не оговорен в заказе) и входит в каждую заказываемую кратность. (Измененная редакция, Изм. № 1, № 3).6. Предельные отклонения по наружным размерам, толщине стенки и вогнутости сторон не должны превышать указанных в табл. 2.
Т а б л и ц а 1
Примечание.
По согласованию изготовителя с потребителем трубы изготовляют со смещенным допуском по наружным размерам и толщине стенки. Величина поля смещенного допуска не должна превышать суммы предельных отклонений, приведенных в табл. 2. (Измененная редакция, Изм. № 1).
7. Разностенность не должна выводить стенку за предельные отклонения по толщине стенки.
8. В поперечном сечении трубы отклонение от прямого угла не должно превышать ±1,5°.
9. Кривизна труб не должна превышать 2 мм на 1м длины. По требованию потребителя трубы изготовляют без правки, при этом нормы по кривизне не регламентируются.
10. (Исключен.Изм. № 1).
11. Технические требования должны соответствовать ГОСТ 13663.
ГОСТ 8639-82
Сортамент
Square steel tubes. Range
ОКП 13 1900
13 4400
13 5100
13 7300
Дата введения 01.01.83
1. Настоящий стандарт распространяется на стальные бесшовные горячедеформированные и
холоднодеформированные, электросварные и электросварные холоднодеформированные трубы.
(Измененная редакция, Изм. № 3).
2. Форма и размеры квадратных труб должны соответствовать указанным на чертеже и в табл. 1.

Т а б л и ц а 1
Продолжение табл. 1

П р и м е ч а н и я:
1. Масса вычислена при плотности стали 7,85 г/см 3 .
2. Статические характеристики труб рассчитаны для R = 1,5s.
П р и м е р ы у с л о в н ы х о б о з н а ч е н и й
Трубы наружным размером 40 мм, толщиной стенки 3 мм, длиной, кратной 1250 мм, из стали
марки 10, группы В ГОСТ 13663—86:

То же, мерной длиной 6000 мм:

То же, немерной длины:

3. Трубы наружными размерами от 10 до 120 мм толщиной стенки от 1,0 до 8,0 мм изготовляют
холоднодеформированными, трубы наружными размерами от 60 до 180 мм толщиной стенки от 4,0
до 14,0 мм изготовляют горячедеформированными, трубы наружными размерами от 10 до 100 мм
толщиной стенки от 1,0 до 5,0 мм изготовляют электросварными.
2, 3. (Измененная редакция, Изм. № 1).
4. Радиус закругления R должен быть не более 2 s.
По согласованию изготовителя с потребителем радиус закругления должен быть не более 1,5 s,
для электросварных труб размером 60 • 60 • 4 мм — не более 3 s.
5. Трубы изготовляют:
н е м е р н о й д л и н ы
бесшовные горячедеформированные — от 4 до 12,5 м;
бесшовные холоднодеформированные и электросварные — от 1,5 до 9 м;
м е р н о й д л и н ы
бесшовные горячедеформированные — от 4 до 12,5 м;
бесшовные холоднодеформированные — от 4,5 до 11 м;
электросварные — от 5 до 9 м.
Предельное отклонение на общую длину +100 мм;
длины кратной мерой
бесшовные горячедеформированные — от 4 до 12,5 м с припуском на каждый рез по 5 мм;
бесшовные холоднодеформированные — от 1,5 до 11 м с припуском на каждый рез по 5 мм;
электросварные — любой кратности, не превышающей нижнего предела, установленного для
мерных труб.
Общая длина кратных труб не должна превышать верхнего предела мерных труб. Припуск для
каждой кратности устанавливается по 5 мм (если другой припуск не оговорен в заказе) и входит в
каждую заказываемую кратность.
(Измененная редакция, Изм. № 1,3).
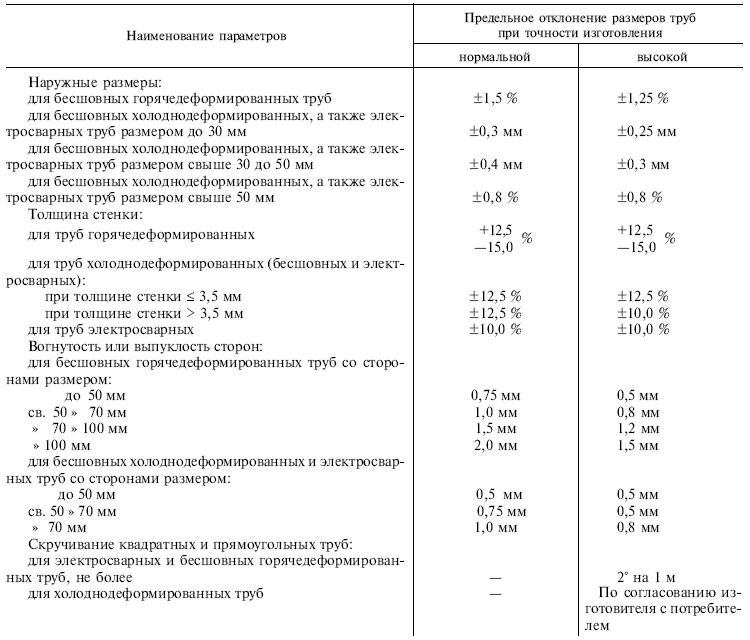
6. Предельные отклонения по наружным размерам, толщине стенки и вогнутости сторон не
должны превышать указанных в табл. 2.
Т а б л и ц а 2

П р и м е ч а н и е. По согласованию изготовителя с потребителем трубы изготовляют со смещенным
допуском по наружным размерам и толщине стенки. Величина поля смещенного допуска не должна превышать
суммы предельных отклонений, приведенных в табл. 2.
(Измененная редакция, Изм. № 1).
7. Разностенность не должна выводить стенку за предельные отклонения по толщине стенки.
8. В поперечном сечении трубы отклонение от прямого угла не должно превышать ±1,5°.
9. Кривизна труб не должна превышать 2 мм на 1 м длины.
По требованию потребителя трубы изготовляют без правки, при этом нормы по кривизне не
регламентируются.
10. (Исключен. Изм. № 1).
11. Технические требования должны соответствовать ГОСТ 13663.
1. РАЗРАБОТАН И ВНЕСЕН Министерством черной металлургии СССР
РАЗРАБОТЧИКИ
В. П. Сокуренко, канд. техн. наук (руководитель темы); А. Б. Петрушевская
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР
по стандартам от 14.04.82 № 1529
3. ВЗАМЕН ГОСТ 8639-68
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ

5. Ограничение срока действия снято Постановлением Госстандарта от 07.09.92 № 1125
6. ИЗДАНИЕ с Изменениями .№ 1, 2, 3, утвержденными в июне 1987 г., ноябре 1989 г., сентябре
1992 г. (ИУС 10-87, 2-90, 12-92)
Сортамент профильных труб – ГОСТ, параметры и применение
Профильные трубы, активно используемые в строительстве, машиностроении, мебельном производстве и других сферах, представлены на современном рынке в большом разнообразии. Чтобы упорядочить это разнообразие и классифицировать данную продукцию по определенным критериям, было введено такое понятие, как сортамент.

Разновидности профильных труб
Само слово «сортамент», если обратиться к словарям, происходит от слова «сорт» и означает перечень отдельных видов продукции, которая представлена на рынке. Применительно к профильным трубам под сортаментом подразумевается совокупность типов данной продукции, выпускаемой производственными предприятиями или имеющейся на складе поставщика.
Сортамент труб представляют в виде таблицы или простого списка, в котором отдельные виды продукции перечислены в соответствии с их наименованиями по ГОСТ 13663 86 (профильная квадратная, профильная прямоугольная трубы и т.д.). Такая таблица или список должны содержать в себе все имеющиеся виды труб, для каждого из которых расписываются все наименования и приводятся характеристики.
Сортамент труб, относящихся к категории профильных, отличается большим разнообразием. Классифицируют их по различным параметрам, но основным является профиль поперечного сечения. Так, различают трубы:
- с прямоугольным профилем;
- квадратного сечения;
- плоскоовальные;
- овальные;
- с полыми ребрами;
- со специальным типом профиля.
Сортамент составляется отдельно для каждого вида труб, что регламентируется требованиями соответствующих ГОСТов.
Основные параметры наиболее распространенных профильных труб — квадратного и прямоугольного сечения
Металлические трубы, относящиеся к отдельному типу профиля, также могут различаться по целому ряду параметров. К основным из таких параметров относятся:
- способ, с помощью которого произведены трубы (они бывают холодно- и горячекатаные, сварные);
- материалы, применявшиеся при производстве;
- способ обработки концов труб;
- основное назначение.
Сортамент труб, который представлен определенным производителем, не только позволяет ознакомиться с ассортиментом его продукции, но и служит показателем уровня его развития. Потребители подобной продукции и торгующие ей организации предпочитают налаживать отношения с производственными предприятиями, сортамент труб которых включает в себя широкий ассортимент изделий.
Сортамент профильных труб прямоугольного сечения: ГОСТ 8645-68
Нагляднее всего информация о сортаменте стальных прямоугольных труб представлена в соответствующем ГОСТ, который и представлен ниже.









Сортамент профильных труб квадратного сечения: ГОСТ 8639-82
Для ознакомления с сортаментом труб квадратного сечения стоит просмотреть данные из соответствующего ГОСТ, который представлен ниже.






Критерии выбора
Из всего сортамента современного профильного трубопроката наиболее распространены изделия с квадратным и прямоугольным сечением. Традиционно они производятся из металла, но сейчас этот материал все активнее вытесняется пластиком.
Основная область применения профильного трубопроката – производство металлоконструкций различного назначения, где этими изделиями с успехом заменяют стальные бруски сплошного сечения. Большими преимуществами труб по сравнению с такими брусками являются доступная стоимость и небольшой вес.
Выбирая из сортамента профильные трубы для изготовления металлической конструкции, очень важно правильно подбирать их профиль и размеры сечения. Основным критерием, которым руководствуются при таком выборе, является несущая способность труб как квадратного, так и прямоугольного сечения. Следует также учитывать и то, что изделия с разными размерами поперечного сечения могут значительно отличаться по весу.
Профильные трубы квадратного сечения
По способу производства, как уже отмечалось выше, в сортаменте выделяют холодно- и горячедеформированные стальные профильные трубы. В соответствии с требованиями ГОСТ 13663 86 сюда относят также продукцию, изготовленную с использованием электросварки. Эти трубы, как и холоднодеформированные, могут покрываться слоем цинка, который предотвращает коррозию.
Размерами сечения профильного трубопроката, наиболее востребованными на строительном рынке, являются:
- 15х15;
- 20х20;
- 25х25;
- 30х30;
- 40х40;
- 60х60;
- 80х80;
- 100х60;
- 100х100.
Преимущества профильных труб
К категории профильных относятся все трубы, форма сечения которых отличается от круглой. Наибольшее распространение из всего сортамента получили изделия с квадратным и прямоугольным профилем, размеры которого соответствуют 25, 60, 100, 40х80, 40х100, 50х50 мм.
Стальные профильные трубы, размеры которых превышают 100 мм, используются преимущественно в качестве конструкционных элементов. Такие изделия, у которых имеется четыре ребра жесткости, отличаются высокими прочностными характеристиками и небольшим удельным весом.
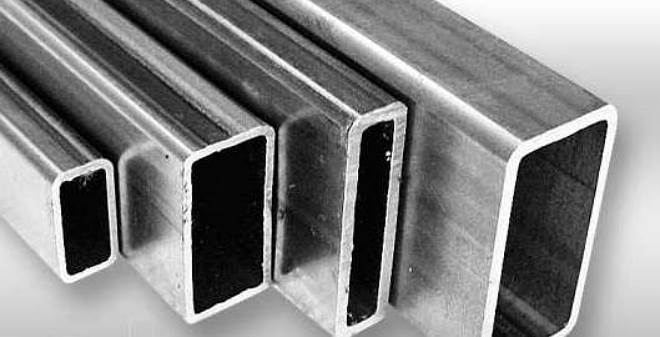
Профильные трубы прямоугольного сечения
Изделия с профилем 60 мм отлично противостоят изгибу, благодаря чему их успешно применяют в строительстве и при обустройстве различных инженерных коммуникаций.
Любые профильные трубы позволяют не только создавать с их помощью сложные стальные конструкции, но и значительно экономить на стоимости дорогостоящего металла.
Среди преимуществ профильных труб, изготовленных из стали, можно назвать следующие.
- Для всего их сортамента характерна низкая металлоемкость, что дает возможность экономить до 25% металла даже при возведении одного строительного объекта.
- При использовании таких элементов строительные объекты возводятся с высокой оперативностью.
- Весь выпускаемый современной промышленностью сортамент профильного трубопроката соответствует санитарно-гигиеническим требованиям, трубы просты в обслуживании и при проведении дезинфекции.
- Такие изделия также соответствуют требованиям противопожарной безопасности.
- Даже самые сложные конструкции при использовании данных элементов монтируются с максимальной оперативностью.

Профильная труба нашла широкое применение во многих сферах производства
Сферы применения
Стальные трубы, имеющие различные типы профиля, активно используются во многих сферах. В зависимости от размера профиля такие изделия применяются для решения следующих задач.
- Трубы с профилем 60х30 отличаются низкой металлоемкостью, их использование дает возможность значительно сэкономить на стоимости металла при выполнении строительных работ.
- Для монтажа металлических конструкций различных размеров и степени сложности наиболее активно используются трубы с размерами профиля 15х15, 40х60, 60х60 и 100х100.
- Целым рядом достоинств отличаются изделия с размерами профиля 25х25. К таким достоинствам следует отнести невысокий вес, исключительные прочностные характеристики, герметичность, простоту выполнения монтажных работ.

Еще одна разновидность профильной трубы — плоскоовальная
Стальные профильные трубы успешно применяются, как было сказано выше, не только в строительстве, но и в других сферах. Так, можно назвать следующие области использования этих изделий.
- Изделия с профилем 25х250 нашли широкое применение в машиностроительной отрасли.
- Из труб с размерами сечения 60х30 изготавливаются рекламные конструкции, каркасы и щиты различной конфигурации.
Следует отметить, что из профильного трубопроката различных размеров (40х40 и др.) сегодня возводятся практически все строительные конструкции как капитального, так и легкого типа (склады, ангары и др.).
Профильные трубы благодаря своим исключительным характеристикам являются незаменимым элементом практически любого строительного сооружения, металлических конструкций различного назначения. Активно используются и тонкостенные виды таких изделий, с помощью которых возводятся перегородки и создаются конструкции, не испытывающие значительных нагрузок при эксплуатации.
ГОСТ 8639 82 трубы стальные квадратные: производство, сортамент и использование
Как легко понять из названия, в этой статье мы постараемся разобраться, какой имеют ГОСТ 8639 82 трубы стальные квадратные+ сортамент, какими методами они могут производиться и где использоваться.
Логично начать описание героического жизненного пути труб с самого начала — производства профильных труб. Так мы и сделаем.

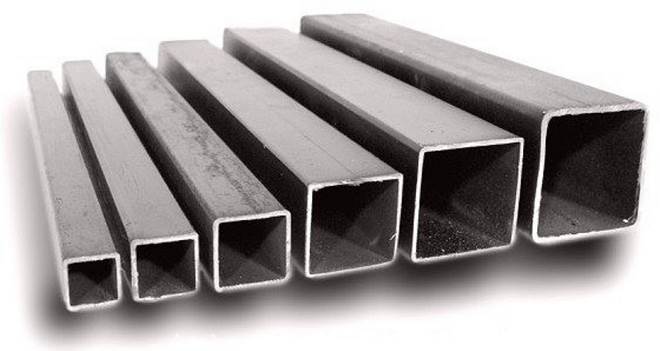
Согласно ГОСТ трубы квадратного сечения могут производиться в широком диапазоне размеров
Производство
Трубы могут производиться как по полному циклу — из сырья, поступающего с металлургического завода, так и из уже готовых круглых труб.
Электросварные трубы
Согласно ГОСТ квадратная труба размером от 10 до 100 миллиметров при толщине стенок 1-5 мм может быть изготовлена электросварной.
Основные этапы производства стальной электросварной трубы выглядят так:
- Поступивший на предприятие в рулонах стальной лист разматывается, нарезается вдоль и сваривается в бесконечную узкую ленту. Это необходимо для обеспечения непрерывного производства;
- Поступающий на формирующие вальцы узкий лист изгибается, превращаясь в круглую заготовку с открытым швом;
- Шов проваривается;
Обратите внимание: существует несколько способов сварки шва электросварной трубы.
Наиболее прочной считается сварка вольфрамовым электродом в среде инертного газа (TIG), она же является и наиболее дорогой.
Куда чаще применяется быстрая и дешевая сварка с помощью индукционных токов (HF).
- Заготовка остужается водой и поступает на калибровку в вальцы. Там круглая в сечении заготовка превращается в квадратную трубу;
- Согласно ГОСТ труба квадратная электросварная проходит обязательный контроль качества шва вихревыми токами;
- После чего нарезается на отрезки необходимой длины, еще раз осматривается визуально — на предмет нарушений геометрии — и отправляется на склад.
Электросварные трубы квадратные ГОСТ 8639 82 наиболее дешевы и распространены.

Производство сварной трубы технологически проще по сравнению с бесшовными. Но линии все равно впечатляют размерами
Бесшовные трубы
Бесшовные трубы стальные квадратные ГОСТ 8645 68 могут производиться двумя основными способами:
- Холодной деформацией заготовки;
- Горячей деформацией.
Чтобы понять, в чем разница — придется опять-таки обратиться к технологии производства.
- Штанга — цилиндрическая заготовка — разогревается до температуры, при которой металл становится пластичным;
- После чего на прошивочном стане пресс формирует из нее гильзу — полый цилиндр, из которого и будет изготовлена бесшовная труба;
- Гильза поступает в вальцы, где вытягивается, приобретает нужный диаметр. Именно температура, при которой происходит деформация заготовки в вальцах, определяет тип трубы.
Холоднодеформированные трубы перед вальцовкой охлаждают водой. Горячедеформированные остаются горячими и пластичными.
Так из гильзы формируется круглая труба со стенками нужной толщины
- Затем труба, имеющая уже необходимую толщину стенок, поступает в калибровочные вальцы, где превращается в квадратную.
- Далее — опять-таки разделка на отрезки, визуальный контроль и складирование.
Важно: согласно ГОСТ — квадратные трубы, произведенные методом холодной деформации, проходят обязательную термообработку.
Труба нагревается до температуры рекристаллизации и остывает. Это нужно, чтобы избавиться от внутренних напряжений металла.
Бесшовные квадратные трубы:
- Прочнее электросварных;
- Могут изготавливаться с более толстыми стенками;
- Дороже в производстве.
Согласно ГОСТ 8639 82 — квадратные трубы, произведенные бесшовными, могут иметь следующие размеры:
- Холоднодеформированные — 10-120 мм при стенках толщиной 1-8 мм;
- Горячедеформированная квадратная стальная труба ГОСТ 8639-82 может быть размером от 60 до 180 мм при стенках толщиной 4-14 мм.

Горячедеформированная труба все основные технологические операции проходит раскаленной
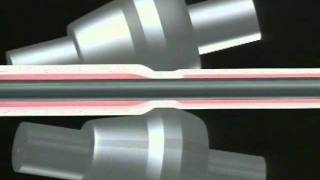
Вальцевание круглой трубы
Просто чтобы ничего не упустить: квадратная труба может быть изготовлена и простым вальцеванием готовой круглой.
Станки для этой операции продаются, стоят не запредельно дорого и даже не требуют стационарного монтажа с заливкой станины.
Разумеется, ГОСТ на квадратные трубы кустарного изготовления не предусматривает. Хотя бы в силу того, что без точной калибровки продукт не будет соответствовать указанному в стандарте сортаменту профильных труб.
Однако этот способ производства существует и востребован.
Важно: полукустарно изготовленные трубы чаще всего не проходят финальную термообработку после деформации, что в корне неверно. Разумеется, от этого страдает прочность и износостойкость.
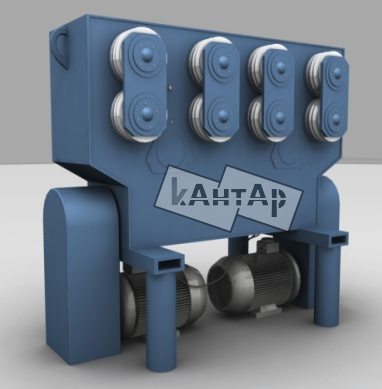
Сравнительно несложный станок профилирует круглые трубы
Сортамент
Труба квадратного сечения ГОСТ 8639-82 может иметь вполне конкретные размеры:
ГОСТ 8639-82 Трубы стальные квадратные
Настоящий стандарт распространяется на стальные бесшовные горячедеформированные и холоднодеформированные, электросварные и электросварные холоднодеформированные трубы
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ТРУБЫ СТАЛЬНЫЕ КВАДРАТНЫЕ.
СОРТАМЕНТ
Square steel tubes. Range
ГОСТ
8639-82
Дата введения 01.01.83
1. Настоящий стандарт распространяется на стальные бесшовные горячедеформированные и холоднодеформированные, электросварные и электросварные холоднодеформированные трубы.
(Измененная редакция, Изм. № 1).
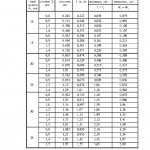
2. Форма и размеры квадратных труб должны соответствовать указанным на чертеже и в табл.1.

Наружный размер А, мм
Толщина стенки s , мм
Площадь сечения, см 2
Масса
1 м, кг
Момент инерции, см 4 »
Момент сопротивления, см 3 »
Трубы специальных размеров
Примечания:
1. Масса вычислена при плотности стали 7,85 г/см 3 .
2. Статические характеристики труб рассчитаны для R = 1,5 s .
Примеры условных обозначений
Трубы наружным размером 40 мм, толщиной стенки 3 мм, длиной, кратной 1250 мм, из стали марки 10, группы В ГОСТ 13663-86:
То же, мерной длиной 6000 мм:
То же, немерной длины:
3. Трубы наружными размерами от 10 до 120 мм толщиной стенки от 1,0 до 8,0 мм изготовляют холоднодеформированными, трубы наружными размерами от 60 до 180 мм толщиной стенки от 4,0 до 14,0 мм изготовляют горячедеформированными, трубы наружными размерами от 10 до 100 мм толщиной стенки от 1,0 до 5,0 мм изготовляют электросварными.
2, 3. (Измененная редакция, Изм. № 1).
4. Радиус закругления R должен быть не более 2 s.
По согласованию изготовителя с потребителем радиус закругления должен быть не более 1,5 s, для электросварных труб размером 60 ´60 ´4 мм — не более 3 s.
5. Трубы изготовляют:
бесшовные горячедеформированные — от 4 до 12,5 м,
бесшовные холоднодеформированные и электросварные — от 1,5 до 9 м;
бесшовные горячедеформированные — от 4 до 12,5 м;
бесшовные холоднодеформированные — от 4,5 до 11 м;
электросварные — от 5 до 9м.
Предельное отклонение на общую длину +100 мм;
длины кратно и мерной
бесшовные горячедеформированные — от 4 до 12,5 м с припуском на каждый рез по 5 мм;
бесшовные холоднодеформированные — от 1,5 до 11 м с припуском ни каждый рез по 5 мм;
электросварные — любой кратности, не превышающей нижнего предела, установленного для мерных труб.
Общая длина кратных труб не должна превышать верхнего предела мерных труб. Припуск для каждой кратности устанавливается по 5 мм (если другой припуск не оговорен в заказе) и входит в каждую заказываемую кратность.
(Измененная редакция, Изм. № 1, № 3).
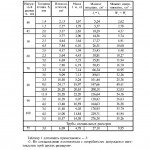
6. Предельные отклонения по наружным размерам, толщине стенки и вогнутости сторон не олжны превышать указанных в табл. 2.
Наименование параметров
Предельные отклонения размеров труб
при точности изготовления
нормальной
высокой
для бесшовных горячедеформированных труб
для бесшовных холоднодеформированных, а также электросварных труб размером до 30 мм
для бесшовных холоднодеформированных, а также электросварных труб размером свыше 30 до 50 мм
для бесшовных холоднодеформированных, а также электросварных труб размером свыше 50 мм
для труб горячедеформированных
для труб холоднодеформированных (бесшовных и электросварных):
при толщине стенки £ 3,5 мм
при толщине стенки > 3,5 мм
для труб электросварных
Вогнутость или выпуклость сторон:
для бесшовных горячедеформированных труб со сторонами размером:
для бесшовных холоднодеформированных и электросварных труб со сторонами размером:
Скручивание квадратных и прямоугольных труб:
для электросварных и бесшовных горячедеформированных труб, не более
По согласованию изготовителя с потребителем
для холоднодеформированных труб
Примечание. По согласованию изготовителя с потребителем трубы изготовляют со смещенным допуском по наружным размерам и толщине стенки. Величина поля смещенного допуска не должна превышать суммы предельных отклонений, приведенных в табл. 2.
(Измененная редакция, Изм. № 1).
7. Разностенность не должна выводить стенку за предельные отклонения по толщине стенки.
8. В поперечном сечении трубы отклонение от прямого угла не должно превышать ±1,5 °.
9. Кривизна труб не должна превышать 2 мм на 1м длины. По требованию потребителя трубы изготовляют без правки, при этом нормы по кривизне не регламентируются.
10. (Исключен. Изм. № 1).
11. Технические требования должны соответствовать ГОСТ 13663.
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством черной металлургии СССР
РАЗРАБОТЧИКИ
В. П. Сокуренко, канд. техн. наук (руководитель темы); А. Б. Петрушевская
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 14.04.82 № 1529
ВЗАМЕН ГОСТ 8639-68
4 ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка
5. Ограничение срока действия снято Постановлением Госстандарта от 07.09.92 № 1125
6. ПЕРЕИЗДАНИЕ с изменениями № 1, 2, 3, утвержденными в июне 1987 г., ноябре 1989 г., сентябре 1992 г. (ИУС 10-87, 2-90, 12-92)