
ГОСТ 9940 81 трубы из нержавеющей стали
ГОСТ 9940-81 Трубы бесшовные горячедеформированные из коррозионно-стойкой стали. Технические условия
Текст ГОСТ 9940-81 Трубы бесшовные горячедеформированные из коррозионно-стойкой стали. Технические условия
ТРУБЫ БЕСШОВНЫЕ ГОРЯЧЕДЕФОРМИРОВАННЫЕ ИЗ КОРРОЗИОННО-СТОЙКОЙ СТАЛИ

МЕЖГОСУДАРСТВЕННЫЙ
Группа В62 СТАНДАРТ
ТРУБЫ БЕСШОВНЫЕ ГОРЯЧЕДЕФОРМИРОВАННЫЕ ИЗ КОРРОЗИОННО-СТОЙКОЙ СТАЛИ
Seamless hot deformed tubes made of corrosion resistant steel. Specifications
МКС 23.040.10 ОКП 31 500
Дата введения 01.01.83
Настоящий стандарт распространяется на бесшовные горячедеформированные трубы из коррозионно-стойкой стали общего назначения.
(Измененная редакция, Изм. № 3).
1. СОРТАМЕНТ
1.1. Трубы изготовляют по наружному диаметру и толщине стенки размерами, указанными в табл. 1.
1.2. По длине трубы изготовляют:
мерной длины — в пределах немерной, но не более указанной в табл. 1 с предельным отклонением по длине +15 мм; по согласованию изготовителя с потребителем допускается изготовление мерных труб длины более указанной в табл. 1;
длины, кратной мерной, — в пределах мерной длины с припуском на каждый разрез по 5 мм и с предельным отклонением по всей длине +15 мм. Минимальная кратная длина — 300 мм;
ограниченной длины — в пределах мерной с предельным отклонением по длине +500 мм;
немерной длины — от 1,5 до 10 м; по согласованию изготовителя с потребителем допускается изготовление труб длиной более 10 м.
(Измененная редакция, Изм. № 1).
1.3. В партии труб немерной длины допускается не более 15 % труб длиной от 0,75 до 1,5 м.
© Издательство стандартов, 1981 © Стандартинформ, 2007

1. Трубы из стали марок 08Х17Т, 15X28, 12X17,10Х17Н13М2Т изготовляют диаметром не более 219 мм; из стали марки 08Х17Н15МЗТ — диаметром не более 140 мм, размером 159-9 мм; из стали марки 10Х23Н18 — диаметром не более 168 мм; из стали марок 08Х18Н12Б, 08Х22Н6Т, 08Х20Н14С2 — диаметром не более 108 мм.
2. По согласованию изготовителя с потребителем допускается изготовлять трубы размерами, не указанными в табл. 1.
3. Массу 1 м труб, кг, вычисляют по формуле
$ — номинальная толщина стенки, мм;
р — плотность металла, г/см 3 , в зависимости от марки стали в соответствии с табл. 3.
4. Трубы диаметром от 76 до 95 мм с толщиной стенки 3,5-4,0 мм, диаметром от 133 до 152 мм с толщиной стенки 4,0-5,5 мм, диаметром менее 76 мм будут изготовлять после освоения оборудования.
1.4. Предельные отклонения по наружному диаметру и толщине стенки указаны в табл. 2.
Предельные отклонения при
По наружному диаметру
По толщине стенки, мм: 8 и менее
1.5. Овальность не должна выводить диаметр труб за предельные отклонения.
1.6. Кривизна труб на любом участке длиной 1 м не должна превышать:
1,5 мм — при толщине стенки до 10 мм включительно;
2 мм — при толщине стенки свыше 10 до 20 мм включительно;
4 мм — при толщине стенки свыше 20 мм.
1.7. Концы труб должны быть обрезаны под прямым углом и зачищены от заусенцев, допускается образование фаски при их удалении. По требованию потребителя на концах труб с толщиной стенки более 5 мм должна быть фаска для сварки.
Примеры условных обозначений Труба наружным диаметром 76 мм, толщиной стенки 5 мм, обычной точности изготовления, немерной длины, из стали марки 08Х18Н10Т:
Труба 76 х 5- 08Х18Н10Т ГОСТ 9940-81 То же, высокой точности изготовления (в), дтины кратной (кр) 1500 мм:
Труба 76 в х5 в х 1500 кр — 08Х18Н10Т ГОСТ 9940-81 То же, обычной точности изготовления, мерной длины (м) 3000 мм:
Труба 76 х 5 x 3000 м — 08Х18Н10Т ГОСТ 9940-81 То же, обычной точности изготовления, мерной длины 3000 мм с остатком:
Труба 76 х 5 x 3000 — 08Х18Н10Т ГОСТ 9940-81 То же, высокой точности изготовления (в), ограниченной длины (ог) 3000 мм:
Труба 76 в х 5 вх 3000 ог- 08Х18Н10Т ТОСТ 9940-81
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Трубы изготовляют в соответствии с требованиями настоящего стандарта и по техническим регламентам, утвержденным в установленном порядке, из стали марок, указанных в табл. 3, с химическим составом по ГОСТ 5632, с микродобавками редкоземельных металлов.
Содержание серы в стали, предназначенной для изготовления труб, подлежащих сварке, что указывается в заказе, не должно превышать 0,020 %.
Трубы изготовляют термически обработанными или без термообработки в соответствии с заказом. (Измененная редакция, Изм. № 1, 4).
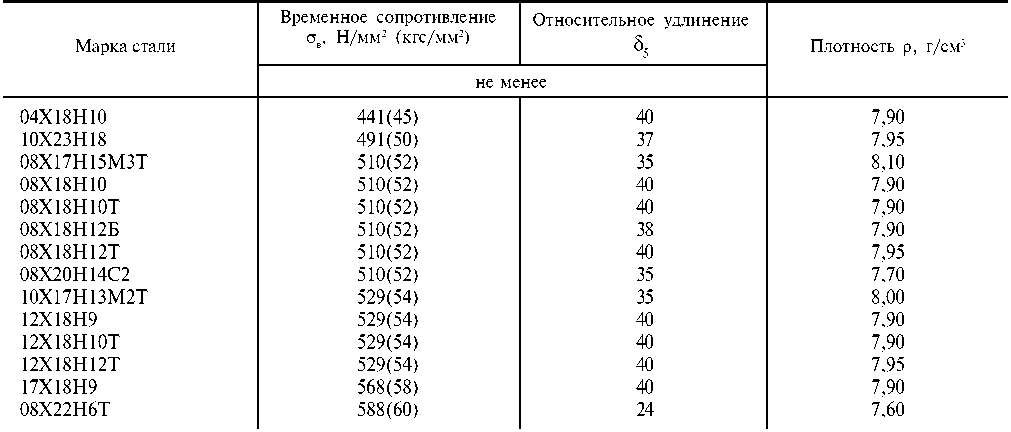
2.2. Механические свойства труб должны соответствовать указанным в табл. 3.
Временное сопротивление ов, Н/мм 2 (кгс/мм 2 )
Плотность р, г/см 3
Окончание табл. 3
Временное сопротивление св, Н/мм 2 (кгс/мм 2 )
Относительное удлинение §5
Плотность р, г/см 3
1. Для труб с соотношением D /s, равным или менее 8, из стали марок 04Х18Н10, 08Х20Н14С2, 10Х17Н13М2Т, 08Х18Н12Т, 10Х23Н18*08Х18Н10, 08Х18Н10Т, 08Х17Н15МЗТ, 12Х18Н10Т, 12Х18Н12Т, 12Х18Н9, 17Х18Н9, 08Х22Н6Т допускается снижение временного сопротивления разрыву на 19,6 Н/мм 2 (2 кгс/мм 2 ).
2. По требованию потребителя для труб из стали марок 12Х18Н10Т, 12Х18Н12Т, 08Х18Н10Т проводят определение предела текучести.
3. Предел текучести для стали марки 12Х18Н10Т должен быть не менее 216,0 Н/мм 2 (22 кгс/мм 2 ).
4. Нормы предела текучести для стали марок 12Х18Н12Т и 08Х18Н10Т устанавливают по согласованию изготовителя с потребителем.
(Измененная редакция, Изм. № 1, 2, 3, 4).
2.3. По требованию потребителя трубы должны выдерживать испы тание на растяжение при температуре 623 К (350 °С).
Нормы временного сопротивления разрыву и предела текучести устанавливают по согласованию изготовителя с потребителем.
(Измененная редакция, Изм. № 1,3).
2.4. На наружной и внутренней поверхностях труб не допускаются плены, рванины, закаты, трещины. Допускается удаление дефектов местной зачисткой, сплошной или местной шлифовкой, расточкой и обточкой при условии, что величина расточки, обточки или сплошной шлифовки не выводит диаметр и толщину стенки за пределы минусовых отклонений, а местной зачистки или шлифовки — толщину стенки за пределы минусовых отклонений, указанных в табл. 2.
Без зачистки допускаются единичные плены, рябизна, риски, следы вдавливания окалины при условии, что они не выводят толщину стенки за минусовые предельные отклонения.
По требованию потребителя единичные плены должны быть зачищены.
(Измененная редакция, Изм. № 2).
2.5. По требованию потребителя трубы изготовляют очищенными от окалины.
2.6. По требованию потребителя трубы должны выдерживать гидравлическое давление Рх в соответствии с требованиями ГОСТ 3845 при допускаемом напряжении, равном 40 % временного сопротивления разрыву для данной марки стали.
Способность труб выдерживать гидравлическое давление обеспечивается технологией производства.
2.7. По требованию потребителя трубы из стали марок 04Х18Н10, 08Х20Н14С2, 10Х17Н13М2Т, 08Х18Н12Б, 10Х23Н18, 08Х18Н10, 08Х18Н10Т, 08Х18Н12Т, 08Х17Н15МЗТ, 12Х18Н10Т, 12Х18Н12Т, 12X18Н9, 17Х18Н9, 08Х22Н6Т должны выдерживать сплющивание до получения между поверхностями расстояния (Н), мм, вычисленного по формуле
где s — номинальная толщина стенки, мм;
D — номинальный наружный диаметр, мм,
или раздачу до увеличения наружного диаметра на 10% оправкой с углом конусности 30°; допускается применять оправки с углом конусности 6° и 12°.
2.8. По требованию потребителя, что указывается в заказе, трубы из стали марок 10Х17Н13М2Т, 08Х17Н15МЗТ, 08Х22Н6Т, 04Х18Н10, 08Х18Н10, 08Х18Н10Т, 12Х18Н10Т, 12Х18Н9, 08Х18Н12Т, 12Х18Н12Т, 08Х18Н12Б должны быть стойкими против межкристаллитной коррозии.
(Измененная редакция, Изм. № 4).
2.9. По требованию потребителя трубы должны проходить контроль ультразвуком. Размеры искусственного дефекта устанавливают по согласованию изготовителя с потребителем.
3. ПРАВИЛА ПРИЕМКИ
3.1. Трубы принимают партиями. Партия должна состоять из труб одного размера по диаметру и толщине стенки, одной марки стали и одного вида термической обработки, а по требованию потребителя — одной плавки и быть оформлена одним документом о качестве по ГОСТ 10692, с дополнением: химический состав — в соответствии с документом о качестве на трубную заготовку.
Количество труб в партии должно быть не более 200 шт.
3.2. Контролю поверхности, размеров, гидравлическим давлением, ультразвуковому контролю подвергают каждую трубу.
3.3. Для контроля качества от партии отбирают:
две трубы — на растяжение,
одну трубу — на сплющивание или раздачу,
две трубы — на межкристаллитную коррозию.
При получении неудовлетворительных результатов испытаний хотя бы по одному из показателей по нему проводят повторные испытания на удвоенном количестве труб, отобранных от той же партии.
Результаты повторных испытаний распространяются на всю партию.
(Измененная редакция, Изм. № 4).
3.4. (Исключен, Изм. № 4).
4. МЕТОДЫ ИСПЫТАНИЙ
4.1. Для контроля качества от каждой отобранной трубы отрезают по одному образцу для каждого вида испытаний.
4.2. Осмотр поверхности труб проводят визуально.
4.3. Длину труб проверяют рулеткой по ГОСТ 7502.
4.4. Кривизну труб проверяют поверочной линейкой по ГОСТ 8026 и щупом по нормативной документации.
(Измененная редакция, Изм. № 4).
4.5. Наружный диаметр и овальность контролируют гладким микрометром типа МК по ГОСТ 6507, листовыми скобами по ГОСТ 18360, ГОСТ 18365.
Толщину стенки контролируют трубным микрометром типа МТ по ГОСТ 6507.
4.6. Испытание на растяжение проводят по ГОСТ 10006, ГОСТ 19040 (при температуре 623 К).
Скорость перемещения подвижного захвата — не более 10 мм в 1 мин. Допускается превышение
скорости испытания до 40 мм в 1 мин после достижения предела текучести.
Допускается контроль механических свойств проводить методом твердости по нормативно-технической документации.
При разногласиях в оценке результатов испытания проводят по ГОСТ 10006.
(Измененная редакция, Изм. № 1).
4.7. Испытание на раздачу проводят на трубах диаметром до 146 мм включительно с толщиной стенки не более 10 мм по ГОСТ 8694.
(Измененная редакция, Изм. № 1).
4.8. Испытание на сплющивание проводят на трубах с толщиной стенки не более 10 мм по ГОСТ 8695.
При обнаружении на сплющиваемых образцах мелких дефектов, являющихся следствием наружных дефектов, допускаемых без зачистки, проводят повторное испытание образца от той же трубы с предварительной зачисткой поверхности на глубину половины предельных отклонений по толщине стенки, но не более 0,2 мм со стороны, на которой обнаружены дефекты.
4.9. Испытание гидравлическим давлением проводят по ГОСТ 3845 с выдержкой труб под давлением не менее 10 с.
4.9.1. Взамен испытания гидравлическим давлением допускается проводить контроль каждой трубы неразрушающими методами по ГОСТ 17410 и нормативно-технической документации с 01.01.90.
(Введен дополнительно, Изм. № 1).
4.10. Ультразвуковой контроль проводят по ГОСТ 17410 и нормативно-технической документации.
4.11. Проверку стойкости против межкристаллитной коррозии проводят методами AM или АМУ по ГОСТ 6032. В случае разногласий в оценке результатов проверку проводят методом AM.
По согласованию изготовителя и потребителя проверку стойкости против межкристаллитной коррозии сталей марок 12Х18Н10Т и 08Х18Н10Т допускается проводить методом ПТ по ГОСТ 9.914. В случае разногласий в оценке результатов проверку проводят методом AM по ГОСТ 6032.
(Измененная редакция, Изм. № 4).
5. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1. Маркировка, упаковка, транспортирование и хранение — по ГОСТ 10692.
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством черной металлургии СССР РАЗРАБОТЧИКИ
В. П. Сокуренко (руководитель темы), Л. Г. Ковалева, В. Н. Ровенский, Г. А. Горовенко
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 20.07.81 № 3445
Изменение № 4 принято Межгосударственным советом по стандартизации, метрологии и сертификации (протокол № 17 от 22.06.2000)
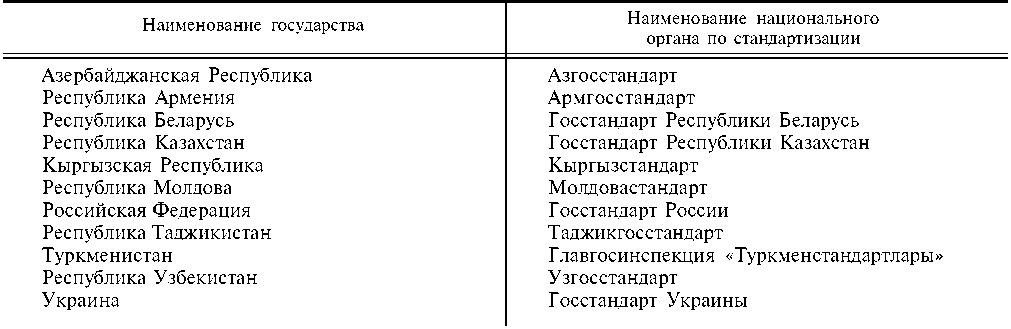
За принятие изменения проголосовали:
Наименование национального органа по стандартизации
ГОСТ 9940-81
Технические условия
Seamless hot deformed tubes made of corrosion resistant steel. Specifications
Дата введения 01.01.83
Настоящий стандарт распространяется на бесшовные горячедеформированные трубы из коррозионно-стойкой стали общего назначения.
(Измененная редакция, Изм. № 3).
1. СОРТАМЕНТ
1.1. Трубы изготовляют по наружному диаметру и толщине стенки размерами, указанными в табл. 1.
1.2. По длине трубы изготовляют:
мерной длины — в пределах немерной, но не более указанной в табл. 1 с предельным отклонением по длине +15 мм; по согласованию изготовителя с потребителем допускается изготовление мерныхтруб длины более указанной в табл. 1;
длины, кратной мерной, — в пределах мерной длины с припуском на каждый разрез по 5 мм и с предельным отклонением по всей длине +15 мм. Минимальная кратная длина — 300 мм;
ограниченной длины — в пределах мерной с предельным отклонением по длине ±500 мм;
немерной длины — от 1,5 до 10 м; по согласованию изготовителя с потребителем допускается изготовление труб длиной более 10 м.
(Измененная редакция, Изм. № 1).
1.3. В партии труб немерной длины допускается не более 15 % труб длиной от 0,75 до 1,5 м.

1. Трубы из стали марок 08Х17Т, 15X28, 12X17, 10Х17Н13М2Т изготовляют диаметром не более 219 мм; из стали марки 08Х17Н15МЗТ — диаметром неболее 140 мм, размером 159-9 мм; из стали марки 10Х23Н18 — диаметром не более 168 мм; из стали марок 08Х18Н12Б, 08Х22Н6Т, 08Х20Н14С2 — диаметром неболее 108 мм.
2. По согласованию изготовителя с потребителем допускается изготовлять трубы размерами, не указанными в табл. 1.
3. Массу 1 м труб, кг, вычисляют по формуле
где Dx — номинальный наружный диаметр, мм; s — номинальная толщина стенки, мм;
р — плотность металла, г/см 3 , в зависимости от марки стали в соответствии с табл. 3.
4. Трубы диаметром от 76 до 95 мм с толщиной стенки 3,5—4,0 мм, диаметром от 133 до 152 мм с толщиной стенки 4,0—5,5 мм, диаметром менее 76 мм будутизготовлять после освоения оборудования.
1.4. Предельные отклонения по наружному диаметру и толщине стенки указаны в табл. 2.
Т а б л и ц а 2

1.5. Овальность не должна выводить диаметр труб за предельные отклонения.
1.6. Кривизна труб на любом участке длиной 1 м не должна превышать:
1,5 мм — при толщине стенки до 10 мм включительно;
2 мм — при толщине стенки свыше 10 до 20 мм включительно;
4 мм — при толщине стенки свыше 20 мм.
1.7. Концы труб должны быть обрезаны под прямым углом и зачищены от заусенцев, допускаетсяобразование фаски при их удалении. По требованию потребителя на концах труб с толщиной стенкиболее 5 мм должна быть фаска для сварки.
П р и м е р ы у с л о в н ы х о б о з н а ч е н и й Труба наружным диаметром 76 мм, толщиной стенки 5 мм, обычной точности изготовления,немерной длины, из стали марки 08Х18Н10Т:
Труба 76-5- 08Х18Н10Т ГОСТ 9940-81 То же, высокой точности изготовления (в), длины кратной (кр) 1500 мм:
Труба 76 в-5 в-1500 кр — 08Х18Н10Т ГОСТ 9940-81 То же, обычной точности изготовления, мерной длины (м) 3000 мм:
Труба 76-5-3000 м — 08Х18Н10Т ГОСТ 9940-81 То же, обычной точности изготовления, мерной длины 3000 мм с остатком:
Труба 76-5-3000 — 08Х18Н10Т ГОСТ 9940-81 То же, высокой точности изготовления (в), ограниченной длины (ог) 3000 мм:
Труба 76 в-5 в-3000 ог — 08Х18Н10Т ГОСТ 9940-81
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Трубы изготовляют в соответствии с требованиями настоящего стандарта и по техническимрегламентам, утвержденным в установленном порядке, из стали марок, указанных в табл. 3, с химическим составом по ГОСТ 5632, с микродобавками редкоземельных металлов.
Содержание серы в стали, предназначенной для изготовления труб, подлежащих сварке, что указывается в заказе, не должно превышать 0,020 %.
Трубы изготовляют термически обработанными или без термообработки в соответствии с заказом. (Измененная редакция, Изм. № 1, 4).
2.2. Механические свойства труб должны соответствовать указанным в табл. 3.
Т а б л и ц а 3

Окончание табл. 3
П р и м е ч а н и я:
1. Для труб с соотношением Dh/s, равным или менее 8, из стали марок 04Х18Н10, 08Х20Н14С2,10Х17Н13М2Т, 08Х18Н12Т, 10Х23Н18, 08Х18Н10, 08Х18Н10Т, 08Х17Н15М3Т, 12Х18Н10Т, 12Х18Н12Т, 12Х18Н9,17Х18Н9, 08Х22Н6Т допускается снижение временного сопротивления разрыву на 19,6 Н/мм 2 (2 кгс/мм 2 ).
2. По требованию потребителя для труб из стали марок 12Х18Н10Т, 12Х18Н12Т, 08Х18Н10Т проводят определение предела текучести.
3. Предел текучести для стали марки 12Х18Н10Т должен быть не менее 216,0 Н/мм 2 (22 кгс/мм 2 ).
4. Нормы предела текучести для стали марок 12Х18Н12Т и 08Х18Н10Т устанавливают по согласованиюизготовителя с потребителем.
(Измененная редакция, Изм. № 1, 2, 3, 4).
2.3. По требованию потребителя трубы должны выдерживать испытание на растяжение при температуре 623 К (350 °С).
Нормы временного сопротивления разрыву и предела текучести устанавливают по согласованию изготовителя с потребителем.
(Измененная редакция, Изм. № 1, 3).
2.4. На наружной и внутренней поверхностях труб не допускаются плены, рванины, закаты, трещины. Допускается удаление дефектов местной зачисткой, сплошной или местной шлифовкой, расточкойи обточкой при условии, что величина расточки, обточки или сплошной шлифовки не выводитдиаметр и толщину стенки за пределы минусовых отклонений, а местной зачистки или шлифовки —толщину стенки за пределы минусовых отклонений, указанных в табл. 2.
Без зачистки допускаются единичные плены, рябизна, риски, следы вдавливания окалины при условии, что они не выводят толщину стенки за минусовые предельные отклонения.
По требованию потребителя единичные плены должны быть зачищены.
(Измененная редакция, Изм. № 2).
2.5. По требованию потребителя трубы изготовляют очищенными от окалины.
2.6. По требованию потребителя трубы должны выдерживать гидравлическое давление Р1 в соответствии с требованиями ГОСТ 3845 при допускаемом напряжении, равном 40 % временного сопротивления разрыву для данной марки стали.
Способность труб выдерживать гидравлическое давление обеспечивается технологией производства.
2.7. По требованию потребителя трубы из стали марок 04Х18Н10, 08Х20Н14С2, 10Х17Н13М2Т,08Х18Н12Б, 10Х23Н18, 08Х18Н10, 08Х18Н10Т, 08Х18Н12Т, 08Х17Н15М3Т, 12Х18Н10Т, 12Х18Н12Т,12Х18Н9, 17Х18Н9, 08Х22Н6Т должны выдерживать сплющивание до получения между поверхностями расстояния (Н), мм, вычисленного по формуле
где s — номинальная толщина стенки, мм;
D — номинальный наружный диаметр, мм,
или раздачу до увеличения наружного диаметра на 10% оправкой с углом конусности 30°; допускается применять оправки с углом конусности 6° и 12°.
2.8. По требованию потребителя, что указывается в заказе, трубы из стали марок 10Х17Н13М2Т,08Х17Н15М3Т, 08Х22Н6Т, 04Х18Н10, 08Х18Н10, 08Х18Н10Т, 12Х18Н10Т, 12Х18Н9, 08Х18Н12Т,12Х18Н12Т, 08Х18Н12Б должны быть стойкими против межкристаллитной коррозии.
(Измененная редакция, Изм. № 4).
2.9. По требованию потребителя трубы должны проходить контроль ультразвуком. Размеры искусственного дефекта устанавливают по согласованию изготовителя с потребителем.
3. ПРАВИЛА ПРИЕМКИ
3.1. Трубы принимают партиями. Партия должна состоять из труб одного размера по диаметру итолщине стенки, одной марки стали и одного вида термической обработки, а по требованию потребителя — одной плавки и быть оформлена одним документом о качестве по ГОСТ 10692, с дополнением:химический состав — в соответствии с документом о качестве на трубную заготовку.
Количество труб в партии должно быть не более 200 шт.
3.2. Контролю поверхности, размеров, гидравлическим давлением, ультразвуковому контролю подвергают каждую трубу.
3.3. Для контроля качества от партии отбирают:
две трубы — на растяжение,
одну трубу — на сплющивание или раздачу,
две трубы — на межкристаллитную коррозию.
При получении неудовлетворительных результатов испытаний хотя бы по одному из показателей по нему проводят повторные испытания на удвоенном количестве труб, отобранных от той же партии.
Результаты повторных испытаний распространяются на всю партию.
(Измененная редакция, Изм. № 4).
3.4. (Исключен, Изм. № 4).
4. МЕТОДЫ ИСПЫТАНИЙ
4.1. Для контроля качества от каждой отобранной трубы отрезают по одному образцу для каждоговида испытаний.
4.2. Осмотр поверхности труб проводят визуально.
4.3. Длину труб проверяют рулеткой по ГОСТ 7502.
4.4. Кривизну труб проверяют поверочной линейкой по ГОСТ 8026 и щупом по нормативнойдокументации.
(Измененная редакция, Изм. №» 4).
4.5. Наружный диаметр и овальность контролируют гладким микрометром типа МК по ГОСТ 6507,листовыми скобами по ГОСТ 18360, ГОСТ 18365.
Толщину стенки контролируют трубным микрометром типа МТ по ГОСТ 6507.
4.6. Испытание на растяжение проводят по ГОСТ 10006, ГОСТ 19040 (при температуре 623 К).
Скорость перемещения подвижного захвата — не более 10 мм в 1 мин. Допускается превышение
скорости испытания до 40 мм в 1 мин после достижения предела текучести.
Допускается контроль механических свойств проводить методом твердости по нормативно-технической документации.
При разногласиях в оценке результатов испытания проводят по ГОСТ 10006.
(Измененная редакция, Изм. № 1).
4.7. Испытание на раздачу проводят на трубах диаметром до 146 мм включительно с толщинойстенки не более 10 мм по ГОСТ 8694.
(Измененная редакция, Изм. № 1).
4.8. Испытание на сплющивание проводят на трубах с толщиной стенки не более 10 мм поГОСТ 8695.
При обнаружении на сплющиваемых образцах мелких дефектов, являющихся следствием наружных дефектов, допускаемых без зачистки, проводят повторное испытание образца от той же трубы спредварительной зачисткой поверхности на глубину половины предельных отклонений по толщинестенки, но не более 0,2 мм со стороны, на которой обнаружены дефекты.
4.9. Испытание гидравлическим давлением проводят по ГОСТ 3845 с выдержкой труб под давлением не менее 10 с.
4.9.1. Взамен испытания гидравлическим давлением допускается проводить контроль каждой трубынеразрушающими методами по ГОСТ 17410 и нормативно-технической документации с 01.01.90.
(Введен дополнительно, Изм. № 1).
4.10. Ультразвуковой контроль проводят по ГОСТ 17410 и нормативно-технической документации.
4.11. Проверку стойкости против межкристаллитной коррозии проводят методами AM или АМУ поГОСТ 6032. В случае разногласий в оценке результатов проверку проводят методом AM.
По согласованию изготовителя и потребителя проверку стойкости против межкристаллитной коррозии сталей марок 12Х18Н10Т и 08Х18Н10Т допускается проводить методом ПТ по ГОСТ 9.914. В случае разногласий в оценке результатов проверку проводят методом AM по ГОСТ 6032.
(Измененная редакция, Изм. №» 4).
5. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1. Маркировка, упаковка, транспортирование и хранение — по ГОСТ 10692.
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством черной металлургии СССР РАЗРАБОТЧИКИ
В. П. Сокуренко (руководитель темы), Л. Г. Ковалева, В. Н. Ровенский, Г. А. Торовенко
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 20.07.81 № 3445
Изменение № 4 принято Межгосударственным советом по стандартизации, метрологии и сертификации (протокол № 17 от 22.06.2000)
За принятие изменения проголосовали:
3. ВЗАМЕН 9940-72
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ

5. Ограничение срока действия снято по протоколу № 2-92 Межгосударственного совета по стандартизации, метрологии и сертификации (ИУС 2-93)
6. ИЗДАНИЕ с Изменениями № 1, 2, 3, 4, утвержденными в июне 1987 г., июне 1988 г., августе1988 г., апреле 2001 г. (ИУС 11-87, 9-88, 12-88, 7-2001)
1. СОРТАМЕНТ
1.1. Трубы изготовляют по наружному диаметру и толщине стенки размерами, указанными в табл. 1.
1.2. По длине трубы изготовляют:
мерной длины — пределах немерной, но не более указанной в табл. 1 с предельным отклонением по длине + 15 мм; по согласованию изготовителя с потребителем допускается изготовление мерных труб длины более указанной в табл. 1;
длины, кратной мерной, — в пределах мерной длины с припуском на каждый разрез по 5 мм и с предельным отклонением по всей длине + 15 мм. Минимальная кратная длина 300 мм;
ограниченной длины — в пределах мерной с предельным отклонением по длине ± 500 мм;
немерной длины — от 1,5 до 10 м; по согласованию изготовителя с потребителем допускается изготовление труб длиной более 10м.
(Измененная редакция, Изм. № 1).
Наружный диаметр, мм
Длина мерных труб, м, не более, при толщине стенки, мм
По согласованию изготовителя с
потребителем
По согласованию изготовителя с потребителем
По согласованию изготовителя с потребителем
1. Трубы из стали марок 08Х17Т, 15Х28, 12Х17, 10Х17Н13М2Т изготовляют диаметром не более 219 мм; из стали марки 08Х17Н15М3Т — диаметром не более 140 мм, размером 159 ´ 9 мм; из стали марки 10Х23Н18 — диаметром не более 168 мм; из стали марок 08Х18Н12Б, 08Х22Н6Т, 08Х20Н14С2 — диаметром не более 108 мм.
2. По согласованию изготовителя с потребителем допускается изготовлять трубы размерами, не указанными в табл. 1.
3. Массу 1 м труб, кг, вычисляют по формуле
 ,
,
где D н — номинальный наружный диаметр, мм;
s — номинальная толщина стенки, мм;
 — плотность металла, г/см 3 , в зависимости от марки стали в соответствии с табл. 3.
— плотность металла, г/см 3 , в зависимости от марки стали в соответствии с табл. 3.
4. Трубы диаметром от 76 до 95 мм с толщиной стенки 3,5 — 4,0 мм, диаметром от 133 до 152 мм с толщиной стенки 4,0-5,5 мм, диаметром менее 76 мм будут изготовлять после освоения оборудования.
1.3. В партии труб немерной длины допускается не более 15 % труб длиной от 0,75 до 1,5 м.
1.4. Предельные отклонения по наружному диаметру и толщине стенки указаны в табл. 2.
Размеры труб
Предельные отклонения при точности изготовления, %
По наружному диаметру
По толщине стенки, мм:
1.5. Овальность не должна выводить диаметр труб за предельные отклонения.
1.6. Кривизна труб на любом участке длиной 1 м не должна превышать:
1,5 мм — по толщине стенки до 10 мм включительно;
2 мм — при толщине стенки свыше 10 до 20 мм включительно;
4 мм — при толщине стенки свыше 20 мм.
1.7. Концы труб должны быть обрезаны под прямым углом и зачищены от заусенцев, допускается образование фаски при их удалении. По требованию потребителя на концах труб с толщиной стенки более 5 мм должна быть фаска для сварки.
Примеры условных обозначений
Труба наружным диаметром 76 мм, толщиной стенки 5 мм, обычной точности изготовления, немерной длины, из стали марки 08Х18Н10Т:
Труба 76 ´ 5 — 08Х18Н10Т ГОСТ 9940-81
То же, высокой точности изготовления (в), длины кратной (кр) 1500 мм:
Труба 76в ´ 5в ´ 1500кр — 08Х18Н10Т ГОСТ 9940-81
То же, обычной точности изготовления, мерной длины (м) 3000 мм:
Труба 76 ´ 5 ´ 3000м — 08Х18Н10Т ГОСТ 9940-81
То же, обычной точности изготовления, мерной длины 3000 мм с остатком:
Труба 76 ´ 5 ´ 3000 — 08Х18Н10Т ГОСТ 9940-81
То же, высокой точности изготовления (в), ограниченной длины (ог) 3000 мм:
Труба 76в ´ 5в ´ 3000ог — 08Х18Н10Т ГОСТ 9940-81
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Трубы изготовляют в соответствии с требованиями настоящего стандарта и по техническим регламентам, утвержденным в установленном порядке, из стали марок, указанных в табл. 3, с химическим составом по ГОСТ 5632, с микродобавками редкоземельных металлов.
Содержание серы в стали, предназначенной для изготовления труб, подлежащих сварке, что указывается в заказе, не должно превышать 0,020 %.
Трубы изготовляют термически обработанными или без термообработки в соответствии с заказом.
(Измененная редакция, Изм. № 1, 4).
2.2. Механические свойства труб должны соответствовать указанным в табл. 3.
Марка стали
Временное сопротивление  , Н/мм 2 (кгс/мм 2 )
, Н/мм 2 (кгс/мм 2 )
Относительное удлинение 
Плотность  , г/см 3
, г/см 3
1. Для труб с соотношением D н / S равным или менее 8 из стали марок 04Х18Н10, 08Х20Н14С2, 10Х17Н13М2Т, 08Х18Н12Т, 10Х23Н18, 08Х18Н10, 08Х18Н10Т, 08Х17Н15М3Т, 12Х18Н10Т, 12Х18Н12Т, 12Х18Н9, 17Х18Н9, 08Х22Н6Т допускается снижение временного сопротивления разрыву на 19,6 Н/мм 2 (2 кгс/мм 2 ).
2. По требованию потребителя для труб из стали марок 12Х18Н10Т, 12Х18Н12Т, 08Х18Н10Т проводят определение предела текучести.
3. Предел текучести для стали марки 12Х18Н10Т должен быть не менее 216,0 Н/мм 2 (22 кгс/мм 2 ).
4. Нормы предела текучести для стали марок 12Х18Н12Т и 08Х18Н10Т устанавливают по согласованию изготовителя с потребителем.
(Измененная редакция, Изм. № 1, 2, 3, 4).
2.3. По требованию потребителя трубы должны выдерживать испытание на растяжение при температуре 623 К (350 ° С).
Нормы временного сопротивления разрыву и предела текучести устанавливают по согласованию изготовителя с потребителем.
(Измененная редакция, Изм. № 1, 3).
2.4. На наружной и внутренней поверхности труб не допускаются плены, рванины, закаты, трещины. Допускается удаление дефектов местной зачисткой, сплошной или местной шлифовкой, расточкой и обточкой при условии, что величина расточки, обточки или сплошной шлифовки не выводит диаметр и толщину стенки за пределы минусовых отклонений, а местной зачистки или шлифовки — толщину стенки за пределы минусовых отклонений, указанных в табл. 2.
Без зачистки допускаются единичные плены, рябизна, риски, следы вдавливания окалины при условии, что они не выводят толщину стенки за минусовые предельные отклонения.
По требованию потребителя единичные плены должны быть зачищены.
(Измененная редакция, Изм. № 2).
2.5. По требованию потребителя трубы изготовляют очищенными от окалины.
2.6. По требованию потребителя трубы должны выдерживать гидравлическое давление Р1 в соответствии с требованиями ГОСТ 3845 при допускаемом напряжении, равном 40 % временного сопротивления разрыву для данной марки стали.
Способность труб выдерживать гидравлическое давление обеспечивается технологией производства.
2.7. По требованию потребителя трубы из стали марок 04Х18Н10, 08Х20Н14С2, 10Х17Н13М2Т, 08Х18Н12Б, 10Х23Н18, 08Х18Н10, 08Х18Н10Т, 08Х18Н12Т, 08Х17Н15М3Т, 12Х18Н10Т, 12Х18Н12Т, 12Х18Н10, 17Х18Н9, 08Х22Н6Т должны выдерживать сплющивание до получения между поверхностями расстояния (Н), мм, вычисленного формуле
 ,
,
где s — номинальная толщина стенки, мм;
D — номинальный наружный диаметр, мм,
или раздачу до увеличения наружного диаметра на 10 % оправкой с углом конусности 30 ° ; допускается применять оправки с углом конусности 6 и 12 ° .
2.8. По требованию потребителя, что указывается в заказе, трубы из стали марок 10Х17Н13М2Т, 08Х17Н15М3Т, 08Х22Н6Т, 04Х18Н10, 08Х18Н10, 08Х18Н10Т, 12Х18Н10Т, 12Х18Н9, 08Х18Н12Т, 12Х18Н12Т, 08Х18Н12Б должны быть стойкими против межкристаллитной коррозии.
(Измененная редакция, Изм. № 4)
2.9. По требованию потребителя должны проходить контроль ультразвуком. Размер искусственного дефекта устанавливают по согласованию изготовителя с потребителем.
3. ПРАВИЛА ПРИЕМКИ
3.1. Трубы принимают партиями. Партия должна состоять из труб одного размера по диаметру и толщине стенки, одной марки стали и одного вида термической обработки, а по требованию потребителя — одной плавки и быть оформлена одним документом о качестве на трубную заготовку.
Количество труб в партии должно быть не более 200 шт.
3.2. Контролю поверхности, размеров, гидравлическим давлением, ультразвуковому контролю подвергают каждую трубу.
3.3. Для контроля качества от партии отбирают:
две трубы — на растяжение;
одну трубу — на сплющивание или раздачу;
две трубы — на межкристаллитную коррозию.
При получении неудовлетворительных результатов испытаний хотя бы по одному из показателей по нему проводят повторные испытания на удвоенном количестве труб, отобранных от той же партии.
Результаты повторных испытаний распространяются на всю партию.
(Измененная редакция, Изм. № 4)
3.4. Исключен (Изм. № 4)
4. МЕТОДЫ ИСПЫТАНИЙ
4.1. Для контроля качества от каждой отобранной трубы отрезают по одному образцу для каждого вида испытаний.
4.2. Осмотр поверхности труб проводят визуально.
4.3. Длину труб проверяют рулеткой по ГОСТ 7502.
(Измененная редакция, Изм. № 4)
4.4. Кривизну труб проверяют поверочной линейкой по ГОСТ 8026 и щупом по нормативной документации.
(Измененная редакция, Изм. № 3, 4).
4.5. Наружный диаметр и овальность контролируют гладким микрометром типа МК по ГОСТ 6507, листовыми скобами по ГОСТ 18360, ГОСТ 18365.
Толщину стенки контролируют трубным микрометром типа МТ по ГОСТ 6507.
(Измененная редакция, Изм. № 4)
4.6. Испытание на растяжение проводят по ГОСТ 10006, ГОСТ 19040 (при температуре 623 К).
Скорость перемещения подвижного захвата — не более 10 мм в 1 мин. Допускается превышение скорости испытания до 40 мм в 1 мин после достижения предела текучести.
Допускается контроль механических свойств проводить методом твердости по нормативно-технической документации.
При разногласиях в оценке результатов испытания проводят по ГОСТ 10006.
(Измененная редакция, Изм. № 1).
4.7. Испытание на раздачу проводят на трубах диаметром до 146 мм включительно с толщиной стенки не более 10 мм по ГОСТ 8694.
(Измененная редакция, Изм. № 1).
4.8. Испытание на сплющивание проводят на трубах с толщиной стенки не более 10 мм по ГОСТ 8695.
При обнаружении на сплющиваемых образцах мелких дефектов, являющихся следствием наружных дефектов, допускаемых без зачистки, проводят повторное испытание образца от той же трубы с предварительной зачисткой поверхности на глубину предельных отклонений по толщине стенки, но не более 0,2 мм со стороны, на которой обнаружены дефекты.
4.9. Испытание гидравлическим давлением проводят по ГОСТ 3845 с выдержкой труб под давлением не менее 10с.
4.9.1. Взамен испытания гидравлическим давлением допускается проводить контроль каждой трубы неразрушающими методами по ГОСТ 17410 и нормативно-технической документации с 01.01.90.
(Введен дополнительно, Изм. № 1).
4.10. Ультразвуковой контроль проводят по ГОСТ 17410 и нормативно-технической документации.
4.11. Проверку стойкости против межкристаллитной коррозии проводят методами АМ или АМУ по ГОСТ 6032. В случае разногласий в оценке результатов проверку проводят методом АМ.
По согласованию изготовителя и потребителя проверку стойкости против межкристаллитной коррозии сталей марок 12Х18Н10Т и 08Х18Н10Т допускается проводить методом ПТ ГОСТ 9.914. В случае разногласий в оценке результатов проверку проводят методом АМ по ГОСТ 6032.
(Измененная редакция, Изм. № 4)
5. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1. Маркировка, упаковка, транспортирование и хранение — по ГОСТ 10692.
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством черной металлургии СССР
РАЗРАБОТЧИКИ
В.П. Сокуренко (руководитель темы), Л.Г. Ковалева, В.Н. Ровенский, Г.А. Горовенко
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 20.07.81 № 3445
3. Периодичность проверки — 5 лет
4. ВЗАМЕН ГОСТ 9940-72
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка
Номер пункта
Обозначение НТД, на который дана ссылка
Труба из нержавеющей стали: ГОСТ, характеристики, применение
Труба нержавеющая, все требования к параметрам которой оговаривает ГОСТ, является оптимальным выбором для монтажа трубопроводов, транспортирующих жидкие и газообразные среды с высокой химической агрессивностью. Большая потребность в таких трубопроводах имеется во многих отраслях промышленности – химической и нефтехимической, общем и атомном машиностроении, тепловой энергетике, оснащении водных судов и др.

Труба толстостенная нержавеющая. Когда требуется особая прочность
Требования ГОСТа 9941-81
Ознакомиться с требованиями ГОСТ к холодно- и теплодеформированным трубам из нержавеющей стали можно, скачав документ в формате pdf по ссылке ниже.
ГОСТ 9941-81 оговаривает требования к трубам круглого сечения, которые изготавливаются из нержавеющей стали общего назначения. Под действие данного документа попадают бесшовные трубы, произведенные по технологии холодного и теплого деформирования. ГОСТ 9941-81 указывает, что нержавеющие трубы данного типа могут выпускаться в диапазоне наружных диаметров 5–273 мм и с толщиной стенки, находящейся в интервале 0,2–22 мм.
Определяют требования ГОСТа и длину труб из нержавейки данной категории, которая может быть мерной, находящейся в диапазоне 5–7 метров, а также немерной и кратной мерной. По желанию заказчиков и по согласованию с производителем допускается изготовление таких изделий в более широком диапазоне длины – 0,5–16 метров.
ГОСТ разрешает присутствие в общей партии труб немерной длины изделий, длина которых находится в следующих диапазонах:

Таблица 1. Допустимые отклонения длины
Следует иметь в виду, что количество труб с указанными параметрами не может превышать 6% от объема всей партии, в которой они присутствуют.
В зависимости от степени соответствия геометрических параметров коррозионностойких труб оговоренным в ГОСТе значениям, такие изделия могут быть отнесены к одной из трех категорий: обычной, высокой и повышенной точности. Для каждой из таких категорий в стандарте указаны предельные отклонения толщины стенки. Так, для разных категорий трубопроката ГОСТ оговаривает следующие величины допусков:

Таблица 2. Допустимые отклонения толщины стенки
По величине наружного диаметра круглых труб, изготовленных из нержавеющих сталей, в ГОСТе также оговариваются следующие отклонения:

Таблица 3. Допустимые отклонения наружного диаметра
Для труб с диаметром больше 30 мм, изготовленных из нержавеющей стали марки 06ХН28МДТ, предельное отклонение наружного диаметра составляет 1,2%.
Параметры холодно- и теплодеформированных труб
Концы нержавеющих стальных труб, изготовленных по технологии холодного или горячего деформирования, обрезают под углом 90°, при этом с обрезанных концов должны быть удалены заусенцы. ГОСТ допускает, что при удалении заусенцев на обрезанных концах труб могут быть сформированы фаски. Более того, на стальных трубах, толщина стенки которых превышает 5 мм, часто специально по требованию заказчика делают фаски, позволяющие более эффективно и качественно выполнять монтаж при помощи сварки.

Нержавеющие трубы с торцами, подготовленными под сварку
В положениях ГОСТа на трубопрокат, изготовленный из нержавеющей стали, также оговаривается такой параметр, как кривизна поверхности, измеряемая на отрезке длины, не превышающем 100 см. В зависимости от толщины стенки трубы и ее наружного диаметра, данный параметр не должен превышать следующих значений:

Таблица 4. Допустимая кривизна поверхности
Следует иметь в виду, что ГОСТ не оговаривает предельное значение кривизны поверхности стальных труб из нержавейки, если наружный диаметр таких изделий составляет менее полутора сантиметров, а толщина стенки не превышает полмиллиметра. При этом важно, чтобы поверхность таких труб не имела резких перегибов, а их овальность, если она присутствует, не приводила к тому, чтобы наружный диаметр изделия превышал допустимые ГОСТом отклонения.
Наиболее распространенными марками сталей, из которых производится трубопрокат данной категории, являются:
- 08ХН28МДТ;
- 12Х18Н10;
- 12Х18Н10Т;
- 12Х18Н12Т;
- 08Х19Н10Т;
- 10Х23Н18;
- 10Х17Н13М2Т;
- 04Х18Н10;
- 12Х17;
- 08Х13;
- 08Х22Н6Т;
- 15Х25Т;
- 12Х13;
- и другие марки сталей, относящихся к высоколегированной категории.

Нержавеющая труба из стали марки 10х17н13м2т применяется в пищевой, медицинской и химической промышленности
ГОСТ также оговаривает следующие параметры материала изготовления трубопрокатной продукции:
- плотность – 7,7–7,96 г/см 3 ;
- величина относительного удлинения – 17–45%;
- временное сопротивление – 38–588 кгс/мм 2 .
Если говорить о химическом составе сталей, используемых для производства трубопроката данной категории, то в нем может содержаться незначительное количество материалов, относящихся к редкоземельной группе, а наличие в нем такой вредной примеси, как сера, не должно превышать двух сотых процента.

Таблица 5. Содержание легирующих элементов и соответствие стандартов нержавеющих сталей (нажмите для увеличения)
В стандартном исполнении нержавеющие трубы данной категории подвергают термической обработке, но ГОСТ допускает, что по согласованию с заказчиком такую обработку можно не проводить. В тех случаях, когда термообработка труб данной категории не выполняется, степень их допустимой кривизны и механические характеристики также оговариваются в отдельном порядке.
ГОСТ также регламентирует состояние наружных и внутренних поверхностей труб, изготовленных из нержавеющих сталей. Согласно данным требованиям, на таких поверхностях не должно быть дефектов – плен, трещин и равнин. Если же эти дефекты присутствуют, то допускается их исправление, которое не должно привести к уменьшению допустимых размеров труб, таких как толщина стенок и наружный диаметр. При этом выполнять исправление обнаруженных дефектов можно при помощи следующих методов обработки:
- шлифование, которому могут подвергаться отдельные участки, а также вся поверхность трубы;
- обточка;
- расточка;
- механическая зачистка проблемных мест.

При необходимости шлифовке может подвергаться как наружная, так и внутренняя сторона трубы
Хотя в ГОСТе указано, что поверхность труб, изготовленных из нержавеющих сталей, должна отличаться светлым металлическим блеском, допускается наличие на ней матовых участков, характеризующихся серым цветом. К дефектам нержавеющих труб, которые оговариваются положениями нормативного документа, также не относится окрашивание отдельных участков в цвета побежалости. Такое допущение приемлемо в том случае, если в качестве финишной обработки не использовалось травление, выполняемое в вакууме или в защитной среде.
Положения ГОСТа 9940-81
Ознакомиться с требованиями ГОСТ к горячедеформированным трубам из нержавеющей стали можно, скачав документ в формате pdf по ссылке ниже.
ГОСТ 9940-81 содержит требования к бесшовным трубам из нержавейки, которые изготовлены по технологии горячего деформирования. ГОСТ 9940-81 также регламентирует не только характеристики трубных изделий, но и их сортамент, в соответствии с которым они могут выпускаться в диапазоне наружных диаметров 57–325 мм и с толщиной стенок, находящейся в интервале 3,5–32 мм. Трубы, попадающие под требования упомянутого стандарта, производятся из тех же марок стали, что и вышеописанные трубные изделия.
Два вышеуказанных ГОСТа практически идентичны по большинству требований, предъявляемых к трубным изделиям из нержавейки, поэтому рассматривать отдельно ГОСТ 9940 нецелесообразно.
Стоит упомянуть также приемку готовых труб, изготовленных из нержавеющей стали. При этом проверке подвергается не отдельно взятая труба, а партия таких изделий, которые отличаются идентичными характеристиками (марка использованной стали, геометрические параметры, тип примененной термической обработки и др.). В проверяемой партии может содержаться не более 200 однотипных единиц. Отдельные изделия из проверяемой партии нержавеющих труб подвергают испытаниям на:
- устойчивость к коррозии межкристаллитного типа;
- раздачу изделия и его расплющивание;
- растяжение.
Если проверяемые образцы труб удовлетворяют всем требованиям ГОСТа, то партия продукции, из которой их взяли, считается качественной. Если же результаты хотя бы одного испытания оказались неудовлетворительными, то проверку проводят повторно, но для ее выполнения количество образцов труб удваивают.
Дефектоскопия труб в процессе производства позволяет отбраковывать дефектные изделия
Между тем есть несколько типов испытаний, которым подвергают практически все стальные трубы, содержащиеся в проверяемой партии. Сюда, в частности, относятся:
- ультразвуковой контроль;
- испытание при помощи гидравлического давления;
- контроль геометрических параметров.
При проверке геометрических параметров нержавеющих труб используются стандартные измерительные инструменты, а именно:
- щуп и поверочная линейка;
- измерительная рулетка;
- листовые скобы и микрометры.
Трубы нержавеющие ГОСТ 9941-81 9940-81
Трубы нержавеющие ГОСТ 9940-81, ГОСТ 9941-81 производятся Первоуральским Новотрубным союзом в полном сортаменте размеров в соответствии с указанными стандартами.
Купить нержавеющую трубу 9940/9941 по цене производителя можно оптом и в розницу, а так же заказать изготовление по вашим чертежам. Срок производства на заказ 45 — 60 дней.
Цена нержавеющих труб по ГОСТ рассчитывается по объёму заказа.

Доставка потребителю в любой регион России осуществляется транспортными компаниями, малый объём отправим сборным грузом.
С полным сортаментом производимых изделий вы можете ознакомиться пройдя по ссылке справа «Сортамент продукции».
О том, как купить нержавеющую трубу по ГОСТ, узнать цену, описано внизу страницы.
 Характеристики нержавеющих труб ГОСТ 9940-81 ГОСТ 9941-81
Характеристики нержавеющих труб ГОСТ 9940-81 ГОСТ 9941-81
 Характеристики нержавеющих труб ГОСТ 9940-81 ГОСТ 9941-81
Характеристики нержавеющих труб ГОСТ 9940-81 ГОСТ 9941-81Характеристики труб их коррозионно-стойких сталей изготовленных по ГОСТ имеют свои сходства и отличия, для каждого конкретного применения возможно подобрать продукцию со своими уникальными свойствами.
Изделия описываемые на это странице имеют общее сходство, они не имеют сварного шва, называются общим названием трубы нержавеющие бесшовные. Однако способ производства накладывает определённые ограничения возможному диаметру и толщине стенки, а так же определяет основные свойства и области применения.  Основные марки нержавеющей стали применяемые на нашем производстве:
Основные марки нержавеющей стали применяемые на нашем производстве:
- 08Х17Т,
- 08Х18Н10Т,
- 08Х18Н12Т,
- 12Х18Н12Т,
- 12Х18Н10Т,
- 10Х17Н13М2Т.
У нас вы можете купить трубы нержавеющие бесшовные ГОСТ 9940-81, ГОСТ 9941-81:
- холодно и тепло деформированные,
- горячедеформированные.
Рассмотрим подробно каждый вид трубы из нержавеющей стали.
Бесшовные трубы нержавеющие ГОСТ 9941-81
 Бесшовные трубы нержавеющие ГОСТ 9941-81
Бесшовные трубы нержавеющие ГОСТ 9941-81Трубы ГОСТ 9940-81 являются более востребованы по скольку холодная и тёплая деформация позволяет изготовить широкий сортамент размеров (таблица справа по ссылке), а так же обладают лучшими характеристиками присущими трубам из нержавейки.
- Диаметр (наружный) 5,0 — 273,0 мм.
- Толщина стенки 0,2 — 22,0 мм.
- Длина нержавеющей трубы немерная, мерная в пределах не мерной.
Важно учитывать, что определённый диаметр имеет свои ограничения по возможной длине в соответствии с действующим стандартом от 0,75 до 12,5 метров.
Процесс производства бесшовных нержавеющих труб ГОСТ 9940-81, ГОСТ 9941-81 различается на конечном этапе. После формирования полой заготовки её прокатывают в холодном или тёплом виде доводя параметры диаметра, толщины стенки до заданных размеров и обрабатывают поверхность до характерного блеска. Дополнительная закалка придаёт повышенную прочность и пластичность.
Бесшовные трубы нержавеющие ГОСТ 9940-81
Горячедеформированные бесшовные нержавеющие трубы произведённые по ГОСТ 9940-81 популярны у потребителя за счёт более низкой цены и возможности изготовить больший диаметр.
- Диаметр труб 9940-81 от 57,0 до 325,0 мм.
- Толщина стенки 3,5 — 32,0 мм.
- Вариативность немерной длины 1,5 — 10,0 метров.
По согласованию нарежем в размер.
Производственный процесс изготовления включает в себя:
- разогрев заготовки,
- прокалывание прессом,
- горячая прокатка валами до достижения заданных параметров.
- После изготовления изделие не подвергают дополнительным обработкам и оставляют остывать без принуждения на открытом воздухе.
Применение бесшовных нержавеющих труб
Коррозионно-стойкие бесшовные трубы способны противостоять не только влаге, но и большинству химически активным веществам. Такие изделия прекрасно подходят для водопроводов, транспортировки быстро окисляющихся продуктов. Химическая промышленность один из больших потребителей трубы из нержавейки.
Хорошая свариваемость позволяет создавать сложные и прочные конструкции, которые десятилетиями могут эксплуатироваться под открытым небом с перепадами критических температур, при этом сохраняя прочностные характеристики и эстетичный внешний вид.
В розницу покупают нержавеющую трубу для дымоходов печей, срок службы, при правильном подборе, может составить более 100 лет.
Купить трубы нержавеющие бесшовные
 Купить трубы нержавеющие бесшовные
Купить трубы нержавеющие бесшовныеПНТЗ производитель нержавеющих бесшовных труб ГОСТ 9940-81, 9941 в сортаменте диаметров. На протяжении десятков лет мы совершенствуем технологические процессы, доводим до идеала качество продукции, обучаем персонал, что приносит свои плоды. География поставок расширяется с каждым годом на сотни городов и предприятий по всей стране.
Обратившись к нам, вы без труда сможете купить бесшовные нержавеющие трубы в Москве, Спб, Екатеринбурге, Нижнем Новгороде, Челябинске по низкой цене завода без посредников. Конечно, цена бесшовной нержавеющей трубы зависит от объёма покупки, но даже с учётом транспортировки вы получите отличную стоимость качественных изделий.
Рассчитать цену, узнать о наличии, получить консультацию вы можете тремя способами:
- Позвонив в офис.
- Обратившись к консультанту сайта.
- Отправив запрос на интересующую продукцию через форму обратной связи.

