
Как сделать пластиковую деталь своими руками?
Литье пластмасс своими руками
Конечно, при изготовлении пластиковых деталей вы можете обрезать и оттачивать каждую из них вручную, но данная методика весьма несовершенна: она занимает много сил, а получить два абсолютно одинаковых изделия невозможно. В данном материале вы узнаете, как осуществить литье пластмасс в домашних условиях.

Что нам может понадобиться
Для собственноручного литья пластмассы нам не нужно каких-либо особенных инструментов или материалов. Шаблонную модель, своего рода матрицу, мы можем сделать практически из чего угодно — из металла, картона или же дерева. Но вне зависимости от того, какой вариант вы выбрали, его в любом случае необходимо пропитать специальным раствором еще до начала работы. В особенности это касается дерева и бумаги, ведь они активно впитывают влагу, и для предотвращения этого процесса нам нужно заполнить поры, желательно жидким воском.
Если мы остановились на этом варианте, то следует покупать его с наименьшей вязкостью — это поспособствует лучшей обтекаемости детали. Разумеется, результаты будут более точными. На современном рынке присутствует великое множество его видов, и сравнивать их между собой не имеет смысла: у нас нет для этого ни времени, ни возможности. Можем лишь с уверенностью сказать, что для обмазки идеально подойдёт герметик для автомобилей, желательно красный. С ним лить пластмассу на дому будет значительно проще.
Определяемся с литьевым материалом
Честно говоря, материалов для литья существует еще больше, чем видов силикона. Среди них есть и жидкая пластмасса, и обычный гипс, перемешанный с клеем ПВА, и даже полиэфирная смола. Несколько меньшей популярностью пользуются вещества для холодной сварки, легкоплавящиеся металлы и так далее. Но в нашем случае мы будем основываться на некоторых других характеристиках веществ для литья:
- Срок их работы.
- Вязкость.

Что касается первого пункта, то он обозначает время, на протяжении которого мы можем осуществлять манипуляции с еще незатвердевшим материалом. Конечно же, если изготовление пластмассовых изделий происходит в заводских условиях, то двух минут будет более чем достаточно. Ну а нам, делающим это дома, необходимо как минимум пять минут. И если случилось так, что подходящих материалов вы не смогли достать, то их вполне можно заменить простой эпоксидной смолой. Где ее искать? В автомагазинах или же в магазинах для поклонников авиамоделирования. Кроме того, такая смола нередко встречается в обычных хозяйственных магазинах.
Делаем разрезную форму
Подобная форма идеально подойдет для того, чтобы лить пластмассу своими руками, ведь в нее можно заливать необычные типы смол. Маленькой хитростью подобной методики можно считать то, что на предварительном этапе всю поверхность модели нужно обработать силиконом, а затем, после того, как материал целиком затвердеет, матрицу можно обрезать. После этого мы извлекаем ее «внутренности», которые пригодятся нам для дальнейшей отливки. Чтобы нам подошла форма, следует нанести трехмиллиметровый слой герметика, после чего мы просто ждем, пока материал затвердеет — обычно на это уходит два часа. При этом наносить его желательно кисточкой. Нанося первый слой, мы должны попытаться заполнить материалом все неровности или пустоты, чтобы впоследствии не образовывались воздушные пузыри.

Как происходит процесс литья
Берем форму для литья и тщательно ее очищаем — она должна быть сухой и чистой. Все остатки материала, оставшиеся после предварительных процедур, обязательно следует удалить.
Если возникнет необходимость, мы можем несколько изменить цвет нашего состава: для этого нужно всего лишь добавить в него одну капельку краски, но ни в коем случае не на водной основе.
Нет необходимости в проведении дегазации нашей литьевой смеси. Это можно объяснить тем, что литье пластмасс в домашних условиях изначально предусматривает относительную непродолжительность ее «жизни».
Тщательным образом перемешиваем все необходимые составляющие и заливаем в форму шаблона медленно, тонкой струей. Это следует делать до тех пор, пока смесь не заполнит весь объем и еще некоторую долю канала для литья. Вскоре, когда произойдет процедура дегазации, объем этого материала значительно уменьшится и станет таким, какой нам и нужен.

И последний совет: для того чтобы качество модели было высоким, охлаждать в шаблоне нужно постепенно, не спеша. Итак, соблюдайте инструкции и у вас все получится!
Изготовление пластиковых деталей в домашних условиях .

Современные композитные материалы позволили самостоятельно изготавливать пластмассовые детали самостоятельно, своими руками.
Сегодня узнаем, как происходить литье пластиковых деталей в домашних условиях.
Немного о технологии литья в домашних условиях

За два часа 5 пластмассовых изделий
Для изготовления пластмассовых изделий потребуется некоторая подготовка – нужно изготовить силиконовую матрицу, а также подложку-столешницу из этого же материала.
Формы для литья изготавливают из высококачественного силикона “Эластолюкс”. В роли исходника берут мастер-модели, сделанные на 3D принтере, или же оригинального модели промышленного производства.
Подложки, как правило, делают из более дешевых силиконовых материалов, например, “Эластоформ”.
Процесс изготовления пластмассовой заготовки

Литье пластмасс в силикон
В роли литьевого материала будем использовать двухкомпонентный полиуретан “Уникаст 9”, состоящий из непосредственно самого полиуретанп и затвердителя.
Цена за 1 упаковку этого расходника в магазинах составляет около 900 рублей, где о.5 кг основы и 0,3 затвердителя.
Шаг №1 – подготовка полиуретана
Поскольку изделие требуется темного цвета, то вначале в основу нужно добавить колер. Продаётся он отдельно. На одну упаковку “Уникаст 9” требуется около 100 капель – для темно синего цвета.
Чтобы оттенки изделий не отличались, колер нужно добавлять на весь объем полиуретановой основы.
Шаг №2 – подготовка литьевой формы

Силиконовую форму перед началом работ нужно подготовить – обработать её разделителем. Для этой роли отлично подойдут как вазелиновые смеси, так и разделители на керосиновой основе.
Шаг №3 – фиксация литьевой формы на подложку

Добавляем гнёт на форму
Поскольку в качестве основания для силиконовой формы используется подложка из аналогичного материала, то они плотно друг к другу прилегают. Однако для того, чтобы полностью исключить подтёки раствора, нужно форму прижать к силиконовой подложке дополнительным грузом.
Шаг №4 – воронка для литья

Из бумаги делаем одноразовую воронку и вставляем её в литник формы.
Шаг №5 – подготовка полиуретанового состава

Готовим реактивы к смешиванию
Для этой цели лучше пользоваться точными электронными весами.
Помещаем пластиковую ёмкость на весы и обнуляем последние.
Наливаем нужное количество полиуретановой основы – для каждой формы объём высчитывается отдельно.
Добавляем затвердитель из расчета 0,6 к 1. Т.е. на 20-ть грамм основы нужно 12 грамм затвердителя.
Шаг №6 – перемешиваем реактивы

Не более 30 секунд
Перемешивать не более 30 секунд – быстро начинается химическая реакция, о чём свидетельствует нагревание смеси.
Шаг №7 – литьё

Выливаем содержимое из ёмкости в силиконовую матрицу.
Шаг №8 – вынимаем изделие из формы

Чтоб достать, нужно удалить ножки из литников
По прошествии 20 минут можно доставать пластмассовое изделие.
Для этого удаляем воронку с застывшими излишками пластика, а из литников выбираем пластмассовые “ножки”.

Достаём готовое изделие из формы.
Результат и подведение итогов

Изделие получилось отличного качества, на весь процесс ушло около 30 минут. Осталось лишь немного доработать заготовку: отрезать ножки литников, немного зачистить изделие шкуркой.
Если сравнивать эту технику изготовления пластмассовых изделий с ЗD печатью, то можно с уверенностью сказать, что литьё выигрывает по скорости изготовления: 1 шт за 30 минут против 4- часов. Что касается стоимости сырья, то у 3D печати оно дороже в 3-3,5 раза.
Тематическое видео: ЛИТЕЙКА НА ПЛАВУ – Литье пластика в силикон
ЛИТЕЙКА НА ПЛАВУ — Литье пластика в силикон
Изготовление пластиковых деталей в домашних условиях .
IvanD › Блог › Процесс создания детали из стеклопластика

Что такое стеклопластик?
Стеклопластиком обычно зовется уже готовое изделие – совокупность материалов, технологий и работ. Чем удобен стеклопластик? Да тем, что можно изготовить любой формы деталь, какую только вообразит фантазия, будь то сабвуфер, повторяющий нижней стенкой очертания багажника, мелкосерийные крылья автомобилей своего дизайна, реплики спойлеров, обвесы, бампера, различные усовершенствования внутренних панелей салона автомобиля и многое другое.
Какие существуют методы производства изделий?
Достаточно часто требуется изготовить всего одно изделие и сэкономить время и материалы, в таком случае делается болван (макет) и прямо по нему клеится стеклопластик с последующим его выведением шпаклёвкой под покраску. Макет должен быть заведомо меньших размеров(на толщину стеклопластик+шпаклёвка.
Другой метод – изготовление изделий по матрице. Применяется для размножения (копирования, тиражирования) какого-либо изделия, а так же если делается в одном экземпляре, но есть вероятность разрушения изделия в процессе эксплуатации (например юбка бампера).
Изготовление болвана
Первым делом необходимо задать будущую форму из любых подручных материалов, наиболее распространенные перечислены ниже.
Для гладких и плавных искривленных плоскостей обычно используют натянутую ткань между жесткими краями.
Для больших и крупногабаритных участков, а также для прямых длинных и тонких используется листовой металл, фанера, ДСП металлические трубы квадратного сечения и любые комбинации с этими материалами.
Для изготовления ребер часто применяется картон, вырезается профиль изделия, расставляются по основанию и либо заполняются пеной промежутки, либо натягивается ткань. Так же картон можно применять и в качестве других конечных граней, вообще при сноровке возможно и весь болван сделать из картона.
Достаточно хороший материал для болванов – пенопласт, он легко режется, шкурится, склеивается друг с другом и достаточно дешев.
Так же удобно использовать обычную монтажную пену в баллонах, она как и пенопласт легко обрабатывается.
И как вариант использование уже существующей детали из стеклопластика, с его разрезкой, добавления других фрагментов из стеклопластика и последующим их соединением в новую деталь с проклейкой заплатками стеклоткани.
После того как форма предварительная сделана, переходят к следующему этапу – выведение «под покраску». Что бы защитить пену или пенопласт от смолы, обычно несколько слоёв газет просто наклеивают на пенопласт клеем ПВА, он не пропускает смолу и является дополнительным укреплением макета, дабы смола не разъела пену. Так же плоские поверхности пенопласта возможно защитить скотчем упаковочным или алюминиевым. Для дальнейшего выведения используется на твердые поверхности сразу шпаклевка, на нетвердые желательно стеклопластик нанести, либо жесткую строительную штукатурку. Далее обрабатывается наждачками до необходимых форм и размеров.
Следующий этап необходим, если болван делается под матрицу. большинство материалов, из которых обычно строятся болваны, даже при хорошей обработке разделителями, будут впитывать в себя смолу, потому необходимо болван покрыть лаком.
Если деталь сразу делается на болване, то желательно позаботиться о том, что бы после выклейки стеклопластика можно было достать болван, пусть даже в разрушенном виде, поскольку оставление его там резко сократит срок службы самой детали из-за погодных условий.
Видео-пример изготовления детали из стеклопластика, с использованием полиэфирных смол и стекломата:
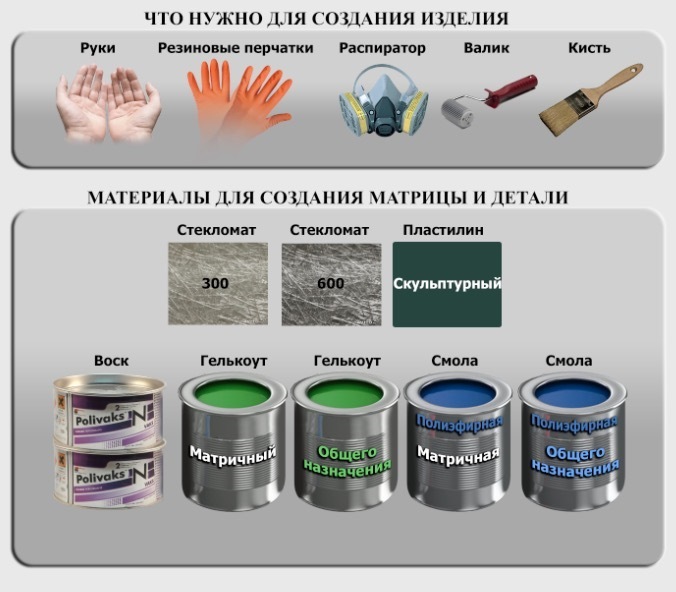
Материалы для полиэфирных смол
Для полиэфирных смол используются следующие материалы:
стекловуаль для первого слоя
для последующих слоев – стекломаты 100, 300, 450 и 600 г/м.кв. обычно 100 и 300 для первого-второго слоя, 450 и 600 для набора толщины
для внутренних углов применяется ровинг рубленый, ровинг в виде нити
для жесткости применяется стеклоткань или стеклорогожа конструкционная, но эти материалы не любят изгибов
для склейки половинок и для некоторых других случаев (заполнение углов, увеличение толщины в частных случаях) применяется аэросил размешанный в смоле либо готовая смесь Филер
для финишного (первого) слоя изделия в матрице применяется гелькоут.
Для эстетики последним слоем матрицы, а так же изделия наносится топкоут, необязательный материал.
Гелькоуты и топкоуты обычно делятся на 2 группы и каждая так же на две – для ручного нанесения(Hand маркировка Н) и для пульверизатора(Spray маркировка S), для матриц (маркировка GM) и просто изделий (для матриц повышенной износостойкостью отличается)
Смолы так же выпускаются различных модификаций, такие как матричные, уменьшенной усадки, для изделий стандартные общего применения; устойчивые к химическим средам, устойчивые к повышенной температуре, устойчивые к атмосферным воздействиям (ультрафиолету).
Меры безопасности при работе с полиэфирными смолами
Полиэфирная смола выделяет очень вредные для здоровья летучие вещества, поэтому необходимо защищать органы дыхания как минимум угольным респиратором и обязательная вентиляция помещения, иначе дикая вонь и головные боли обеспечены, возможно и расстройство здоровья.
Так же необходимо защищать руки медицинскими перчатками, что б на кожу не попадала смола.
Вкратце про эпоксидные смолы и материалы под них
Начнем с того, что эпоксидные смолы в настоящее время используются в основном для изготовления декоративного карбона, так как время кристаллизации большое, жесткость больше и соответственно изделие будет более хрупким, кроме того эпоксидная смола стоит дороже полиэфирной. Стекломатериалы для эпоксидки применяются так же специальные, так как стандартные стекломаты пропитаны специальной эмульсией, которую растворяет только полиэфирная смола.
Замешивание смол, гелькоутов
Важно не отходить от рекомендаций производителя по пропорциям смолы и отвердителя, иначе, если отвердителя перельете смола может закипеть, либо кристаллизоваться намного быстрее, чем нанесете. Если меньше нальете, то рискуете испортить все, так как смола не кристаллизуется.
Смолы необходимо замешивать столько, что б можно было ее всю использовать за примерно 20 минут работы.
В идеальном варианте можно иметь весы электронные, в более простом – шприцы, большой на 20мл для смолы и инсулиновый для отвердителя.
Снятие формы (матрицы), разделители
Рабочая температура в помещении должна быть не менее 20 градусов по Цельсию.
Первым этапом необходимо определиться, будет ли матрица из одной части или нескольких. Для этого необходимо прикинуть, сможете ли вы вытащить болван из матрицы, не разрушив его.
Далее делаются поля из тонкого листового картона, либо из пластика, приклеиваются на пластилин либо термоклей по границе матрицы, если матрица будет состоять из нескольких частей то по границе первой части и последующих нечетных. Когда будут готовы эти части матрицы, необходимо будет удалить поля и завосковать оставшиеся части изделия и поля готовых частей матрицы. Так же желательно сделать бугорки из пластилина на полях для матрицы, что бы у самих полей матрицы были контрольные пазы.
Первым делом необходимо, что бы изделие или болван были чистыми. Далее наносится воск в несколько слоев с промежуточной сушкой и Конечной полировкой. После воскования и полировки желательно нанести поливиниловый спирт CRA губкой или мягкой тканью в один слой.
Пример создания матрицы и изделия из стеклопластика:

Формула расчёта материалов для изготовления:
Расчет веса материалов (х-это знак умножения)
Площадь поверхности х количество слоев х удельный вес стеклоткани = вес стеклоткани
Вес стеклоткани х 2 (где 2 отношение к смоле 1:2)= вес смолы
Площадь поверхности х 0,6(удельный вес гелькоата 0,6кг х 1м²)= вес гелькоата
Вес смолы х 0,03(удельный вес закрепителя0,03кг* х 1кг)= вес закрепителя
Вес стеклоткани + Вес смолы + Вес гелькоата + Вес закрепителя = Вес детали (будущей)
Ламинирование ручное
Ламинирование в матрице вакуумное – инжекция и просто пакет
к преимуществам вакуумной технологии можно отнести такие вещи как: меньший расход смолы, нестесненная по времени укладка стекломатериалов, намного проще работать со смолой, более лучшее соотношение смола/стекломатериалы, в результате чего получается более легко и крепкое изделие
Инжекция
технология состоит в том, что вакуум сам распределяет смолу по стекломатериалу, далее вакуум сохраняется до кристаллизации смолы.
предварительно необходимо по периметру матрицы приклеить спираль из пвх, с ее помощью вакуум будет равномерно по всей матрице засасывать смолу.
далее наносится гелькоут. после укладываются стекломатериалы в нужном количестве, далее укладывается на всю поверхность стекломатериала проводящий смолу слой, сверху на него впитывающий слой, далее из специальной пленки делается либо мешок, в который полностью входит матрица, либо пленка приклеивается по периметру матрицы. в пленке предусматриваются два отверстия, одно под сосок для вакуума, устанавливается впритык к вакуумной магистрали, второе под сосок для подачи смолы. возможны варианты с большим количеством резервуаров для подачи смолы, все зависит от конфигурации матрицы.
когда все подготовлено включается насос. при достижении максимального вакуума, открываем магистраль подачи смолы. при заполнении полностью всего стекломатериала подачу смолы прекращают. так же на вакуумной магистрали желательно предусмотреть резервуар под лишнюю смолу.
Инструменты для ручного ламинирования
для ручного ламинирования используются кисти флейцевые, валики металлические, металл.угловые, игольчатые
Инструменты и материалы для вакуумной инжекции
-насос вакуумный
-спираль пвх
-пропускающий слой
-впитывающий слой
-соски, трубочки
-пленка вакуумная
-герлен
Видео про стеклопластик на моем канале: You-Tube канал
Литье пластмасс в домашних условиях: создание литьевой формы, изготовление детали
Часто процесс эксплуатации различных изделий может привести к выходу из строя отдельных его пластиковых деталей – поломке или износу. Разрушение одного элемента влечет необходимость дорогостоящей замены целого узла или прибора. При этом существует возможность изготовления по образцу новой детали и восстановления работоспособности узла.

Одним из наиболее быстрых и точных видов получения изделий различной формы, содержащих те или иные части, является литье. О литье пластмасс сегодня и пойдет речь.
В отличие от производственного литья пластмассовых изделий, которое требует нагрева сырья до высоких температур, а так же создания большого давления при заполнении массой литьевой формы, в домашних условиях процесс выполняется значительно проще и не требует наличия специализированного оборудования.
В том случае, когда изделие имеет несколько одинаковых деталей, любая из сохранившихся может быть использована для последующего копирования. При единичности детали в механизме ее необходимо максимально приблизить до первоначального вида. Для этого отдельные части можно склеить любым подходящим клеем. Сточившиеся элементы детали можно восстановить, используя простой пластилин или холодную сварку.

Как изготовить форму для литья
После подготовки сломанной или изношенной детали к копированию приступаем к следующему этапу работы. Необходимо приготовить литейную форму. В нашем случае материалом для ее получения является специальный силикон. Он поставляется специализированными магазинами вместе со специальным веществом – катализатором, способствующим быстрому схватыванию массы. Кроме этого такой силикон отличает высокая вязкость, что препятствует образованию пузырьков воздуха, способных значительно ухудшить качество работы.
Чтобы изготовить подходящую литейную форму в домашних условиях, сделайте простейшую составную емкость, удобную для заливки силикона. Для этого возьмите кусок ровного картона и установите на него любой пластиковый цилиндр. При отсутствии подходящего варианта можно изготовить его из корпуса любого флакона от лекарств, моющих средств и других жидкостей. Во избежание выхода силикона из формы через щели между картоном и пластиковым корпусом, тщательно промажьте места стыка пластилином.
Приготовив приспособление для заливки, приступаем к изготовлению силиконовой смеси. Для этого на каждые 50 граммов жидкости необходимо добавить по 1 миллилитру катализатора. Не забудьте предварительно хорошо взболтать содержимое флакона с силиконом. Катализатор удобно отмерять простым медицинским шприцем без иглы, а основное вещество взвешивать в любой емкости на электронных весах, имеющих нужную градуировку. Получению необходимой консистенции поможет тщательное перемешивание смеси.
На дно литейной формы аккуратно уложите копируемую деталь так, чтобы она не касалась стенок сосуда и располагалась как можно ровнее. Дополнительной обработки поверхности детали, как правило, не требуется. После этого залейте готовую силиконовую массу и оставьте до полного застывания, которое происходит в течение 10 часов.

По истечении необходимого временного интервала аккуратно удаляем застывший силикон из формы, а из него копируемую деталь. После этого получаем упругую гладкую форму, готовую для дальнейшей работы.

Изготовление пластмассовой детали
Теперь можно переходить непосредственно к этапу изготовления пластиковой копии. Как отмечалось нами выше, домашний метод не требует каких-либо специализированных приспособлений для литья пластмасс. Предлагаем воспользоваться двухкомпонентным составом, который так же можно приобрести в специализированных магазинах, это могут быть жидкие пластмассы или эпоксидные смолы
Для получения необходимого состава для заливки литьевой формы необходимо смешать равное по массе количество каждого компонента. Советуем приготовить все инструменты и приспособления заранее. Это связано с достаточно быстрым схватыванием готовой смеси. Уже по истечении трех минут с момента смешивания вязкость состава значительно повышается и дальнейшее его использование становится невозможным.
Тщательно отмеренные компоненты перемешайте в любой удобной емкости и вылейте тонкой струйкой в подготовленную форму. Следите за равномерностью заполнения всего объема отливки и отсутствием пузырьков воздуха.

Окончательное застывание новой детали завершится примерно через час. После этого новое изделие необходимо аккуратно извлечь из формы. При необходимости поверхность копии может быть дополнительно обработана на наждачном круге, напильником или наждачной бумагой. Свойства используемого для работы материала близки к свойствам настоящих пластиков и не уступают многим из них по прочности.
Силикон, применяемый при изготовлении литейной формы достаточно долговечный и прочный материал. При аккуратном обращении с ним вполне можно изготовить несколько одинаковых деталей и получить хороший запас деталей, часто выходящих из строя.
Описанный нами способ и вид литьевой формы подходят для изготовления несложных деталей, не имеющих большого количества сложных элементов, расположенных под разными углами друг к другу. В противном случае возникает необходимость изготовления составных литейных форм, состоящих из двух половинок, изготавливаемых по отдельности. Изготовление литья в таких формах потребует обязательной дополнительной обработки готовой детали – зачистки литника, представляющего собой ободок, получаемый в месте стыка литьевых форм.
Уважаемые читатели, комментируйте статью, задавайте вопросы, подписывайтесь на новые публикации — нам интересно ваше мнение 🙂
Как сделать пластиковую деталь своими руками?

Изделия из пластика используются в пищевой, медицинской, строительной и прочих сферах. Поэтому литье пластмассы в домашних условиях может стать не только хобби, но и прибыльным занятием. Производство деталей на продажу или на заказ – востребованный бизнес, поэтому мастера пробуют делать тестовые пробы литья на дому.
Подготовка материала для литья
 Дома можно создавать крышки, игрушки, сувениры, домашнюю утварь и другие цельные предметы. Для процедуры нужно подготовить ряд материалов:
Дома можно создавать крышки, игрушки, сувениры, домашнюю утварь и другие цельные предметы. Для процедуры нужно подготовить ряд материалов:
- пластмассу для литья;
- емкость для плавки;
- мастер-модель;
- пресс-форму;
- смазку.
И другие средства.
Для литья может применяться пластиковый лом, который измельчают и расплавляют. Однако температура плавления у всех видов пластмасс различается, и для создания заготовки используют лишь один конкретный тип. Если не соблюдать это правило, пластмасса плавится неравномерно и созданные из нее детали получаются неоднородными, пузырчатыми.
В быту проще использовать готовые смеси, например жидкую пластмассу или эпоксидную смолу. Материал не требует расплавления, быстро готовится и схватывается, а продукция из него не уступает по качеству аналогам. Как альтернатива – подходит и порошок АКР-7, требующий смешивания с растворителем. Пластмасса из него готовится дольше, но результат радует.
Однако если все-таки принимается решение о расплавлении лома, например, старых ящиков, ведер, посуды, следует соблюдать технику безопасности и проводить литье в проветриваемых, нежилых помещениях, так как пары пластика токсичны и опасны для человека.
Самостоятельное изготовление формы
 Производство пластиковых изделий без формующей емкости невозможно. Сделать ее можно собственноручно, и лучше всего для этих целей подходит силикон. Он может быть обмазочным или заливочным, подходят оба варианта. Главное, чтобы коэффициент удлинения был не менее 200%. Стоит обращать внимание и на уровень вязкости. Чем он меньше, тем более детализированной получится пресс-форма.
Производство пластиковых изделий без формующей емкости невозможно. Сделать ее можно собственноручно, и лучше всего для этих целей подходит силикон. Он может быть обмазочным или заливочным, подходят оба варианта. Главное, чтобы коэффициент удлинения был не менее 200%. Стоит обращать внимание и на уровень вязкости. Чем он меньше, тем более детализированной получится пресс-форма.
Чтобы сделать заготовку, необходимо иметь мастер-модель – образец для будущих изделий. Ее можно создать из гипса, дерева, пластилина, напечатать на 3D-принтере или использовать имеющуюся деталь.
Этапы изготовления формы для литья:
- Обмазать мастер-модель тонким слоем смазки, например, литолом.
- Поместить в заготовленную опалубку и залить силиконом.
- Либо обмазать кисточкой, если выбран обмазочный силикон.
- Выждать около 8 часов до застывания материала.
- Извлечь форму из опалубки, сделать отверстие для заливки.
- Разрезать на 2 равные части, извлечь модель.
Таким способом получается разборная форма, которая подходит для литья симметричных пластиковых изделий. Но сделать можно и неразъемную форму для простых по конструкции заготовок. Ее делают из парафина, который заливается гипсом. После застывания парафин выплавляется из формы путем ее медленного кипячения.
Процесс литья в силиконовые формы
 Когда изготовлена форма и подготовлен материал, можно начинать литье пластика в домашних условиях. На первом этапе заготовка тщательно очищается от возможного мусора и промазывается внутри смазывающим веществом. Для лучшего разъединения ее края следует смазать мыльным раствором. Затем две половинки разъемной формы соединяются и скрепляются скотчем либо резинками.
Когда изготовлена форма и подготовлен материал, можно начинать литье пластика в домашних условиях. На первом этапе заготовка тщательно очищается от возможного мусора и промазывается внутри смазывающим веществом. Для лучшего разъединения ее края следует смазать мыльным раствором. Затем две половинки разъемной формы соединяются и скрепляются скотчем либо резинками.
В отдельной емкости разводят двухкомпонентный пластик либо готовят пластмассу другим способом, в зависимости от того, что выбрано в виде сырья. На этом этапе в материал добавляют краситель. Жидкая пластмасса полимеризуется за 10-15 минут, поэтому работать стоит быстро.
Готовый материал медленной струей заливается внутрь формы, так, чтобы заполнилось и отверстие для вливания. После застывания пластмасса усаживается, и изделие приобретает необходимую форму. Выждав обозначенное в характеристиках время, для жидкого пластика – это 15 минут, можно извлекать модель.
Литье из порошка
 Для приготовления пластмассы порошок АКР-7 смешивается с растворителем до состояния теста. Пропорции указаны на упаковке. Полученное сырье заливают в формы и выжидают до 30 минут, а после через литейное отверстие утрамбовывают палочкой, пока не освободится минимум 3–5 мм от верхнего края формы.
Для приготовления пластмассы порошок АКР-7 смешивается с растворителем до состояния теста. Пропорции указаны на упаковке. Полученное сырье заливают в формы и выжидают до 30 минут, а после через литейное отверстие утрамбовывают палочкой, пока не освободится минимум 3–5 мм от верхнего края формы.
Литейное отверстие следует закрыть и затянуть, например, струбциной. Форму помещают в воду комнатной температуры и доводят до кипения. Заготовка варится на медленном огне порядка 40-45 мину и после выключения печи остается в воде еще на 20 минут. После остывания материала форму можно разъединять и извлекать пластиковое изделие, созданное в домашних условиях.
Домашние ручные станки для литья
Для мелкосерийного литья пластмассовых деталей могут использоваться настольные аппараты. Это компактное оборудование, которое поместится в любой частной мастерской или гараже. Лить пластмассу на них можно в единичные либо многоместные формы, в зависимости от размера и серийности производства. Агрегаты отличаются от промышленного оборудования лишь небольшими размерами. Настольный пресс подходит для работы со всеми полимерами и легко управляется.
Этапы литья дома на станке:
- Монтаж аппарата и литьевой насадки.
- Установка формы и ее смазка силиконом;
- Загрузка полимера в бункер;
- Нагрев и размешивание материала при помощи шнека;
- Заливка сырья в пресс-формы;
- Выжидание охлаждения;
- Извлечение пластиковой детали.
Также в быту могут использоваться сварочные экструдеры, скрепляющие пластиковые детали для производства более сложной продукции.
Изготавливать пластиковые изделия своими руками возможно единично, в качестве развлечения, или при разовой необходимости. А также массово, на продажу или для последующего производства. Для этого подойдут самодельные формы и подручные средства либо специализированное, домашнее оборудование. Массовое литье выгодней доверить специалистам, так как для этого требуется дорогое, габаритное оборудование и работа опытного персонала.

