
Технология сварки полуавтоматом с углекислотой
Как правильно варить с углекислотой

Как правильно варить с углекислотой для начинающих
Сварка в среде углекислого газа имеет свои плюсы и минусы. Из преимуществ нужно выделить узкую зону термического воздействия на металл, что в свою очередь дает возможность сваривать даже самые тончайшие заготовки.
Кроме того, эффективность выполнения сварочных работ увеличивается в разы: улучшается горение дуги, а шов получается очень хорошего качества. Не нужно сбрасывать со счетов и тот факт, что углекислота является самым доступным из всех видов газов для сварки.
Что же касается недостатков сварки в среде углекислого газа, то они в основном связанны с разбрызгиванием металла. Также, чтобы сварной шов с применением углекислоты получился качественным и красивым, очень важно тщательно подготовить поверхность металлов перед свариванием.
Как правильно варить с углекислотой для начинающих
Как было сказано выше, качество сварочного шва при сварке с углекислотой во многом зависит от степени подготовки материалов. Также, не менее важно уделить внимание правильности настройки инверторного полуавтомата и расходу газа.
Следует знать, что для сварки каждого металла, в зависимости от его толщины, выбираются свои параметры сварочного тока и определённый диаметр проволоки. Важно учитывать и скорость подачи проволоки в зону сварки.

Отрегулировать скорость подачи сварочной проволоки на полуавтомате можно посредством шестерён и механизма. Сварка полуавтоматом в среде углекислого газа осуществляется следующим образом:
- Горелка полуавтомата располагается в сварочной зоне, таким образом, чтобы наконечник находился в месте формирования шва. Нажимая кнопку «Пуск», необходимо одновременно выполнить и движение горелкой, коснувшись проволокой свариваемого металла.
- При этом будет инициализирована сварочная дуга и начнётся процесс сварки полуавтоматом.
- Во время этого процесса необходимо равномерно перемещать наконечник сварочной горелки вдоль шва, постоянно контролируя его наклон и положение.
Нельзя во время сварки полуавтоматом осуществлять резкие движения газовой горелкой, поскольку это приведёт к ухудшению качества сварочного шва. Кроме того, не стоит забывать и о самом главном недостатке использования полуавтоматов с газом: защитный газ может сдувать ветер.

Чтобы не испортить заготовку, важно заранее потренироваться в сварке полуавтоматом с углекислотой на не нужном куске металла. Только так получится подобрать правильный расход газа, выбрать нужную скорость подачи сварочной проволоки.
Пару советов по выбору сварочного полуавтомата
Перед тем как выбрать сварочный полуавтомат прочитайте несколько важных советов:

- Чем больше будет мощность полуавтомата, тем толще металл им можно будет сваривать;
- Инверторные полуавтоматы намного проще и эффективнее в работе;
- Предпочтительно выбирать тот полуавтомат, в конструкции которого будут предусмотрены съёмные держатели;
- Хорошо если инструкция к полуавтомату будет на русском языке, понятной и информативной в обращении.

Сварка полуавтоматом с углекислотой существенно отличается от ручной дуговой сварки. Чтобы получить качественный сварочный шов, нужно учитывать многие нюансы: расход газа, скорость подачи проволоки, диаметр присадочного материала и многое другое.
Как правильно сварить полуавтоматом с углекислотой?
Сварка в среде нейтрального газа является надёжным и прочным соединением заготовок в одно целое. Стоимость углекислоты по отношению к аргону и гелию значительно ниже и это улучшает соотношение цены и качества работы. Необходимо знать, как правильно варить полуавтоматом с углекислотой, добиваясь при этом хорошего качества шва. Можно варить, используя смеси газов, когда необходимо повышенное качество, а можно обучиться сварке в углекислотной среде с использованием полуавтомата и регулируемой подачи сварочной проволоки. Мы расскажем подробно об этом процессе, позволяющем сэкономить немалые средства и добиться необходимого результата.
Способы сварки в защитной среде
Сварка с регулируемой полуавтоматической подачей проволоки в среду воздействия дуги короткого замыкания, может происходить в активном газовом составе или же в инертном, препятствующем окислению в зоне соединения заготовок. Углекислый газ изолирует сварной шов от воздействия кислорода и придаёт эластичность и прочность месту стыка деталей.
Использование полуавтоматических инверторов придало новый качественный уровень процессу соединения заготовок и большие возможности ремонта дефектных узлов и деталей. Это особенно важно при сварке различных сплавов алюминия, титана и нержавеющих и легированных сталей.
Итак, как варить полуавтоматом и какие методы при этом используются в наше время? Наиболее популярными способами соединения металлов в инертной газовой среде являются схемы с использованием защитной оболочки, которая препятствует окислению, свариваемых металлов или сплавов.
В настоящее время используются наиболее активно следующие способы:
- соединение металлов и сплавов методом TIG с применением чрезвычайно тугоплавкого вольфрамового электрода в среде инертного газа и ручной подачей необходимой присадочной проволоки в сварочную ванночку;
- метод MIG/MAG, позволяющий осуществлять полуавтоматическую, регулируемую подачу сварочной проволоки в зону дуги короткого замыкания под действием защитного газа.
Нужно отметить, что метод TIG более дешёвый, но менее технологичный, поскольку при нём необходима ручная подача сварочной проволоки в ванночку тогда, как при способе MIG/MAG подразумевается полуавтоматический процесс. Инверторы MIG/MAG позволяют сваривать огромное количество материалов с помощью устройства автоматической, регулируемой подачи сварочной проволоки различного состава в зону действия дуги короткого замыкания. Этот процесс происходит с помощью протяжки проволоки со встроенного барабана через еврорукав и горелку непосредственно в зону сварки.
Эта совершенная схема позволяет задействовать электрическую цепь задержки подачи импульсного тока на проволоку, являющуюся электродом, после подачи защитного газа. Горелка снабжается насадками, которые позволяют подавать проволоку разного диаметра в зону воздействия сварочного тока с необходимой скоростью.
Преимущества и недостатки сварки в углекислотной среде
У сварки этим методом, как и всяким другим, есть свои преимущества и недостатки, которые облегчают выбор в пользу наилучшего варианта по цене и качеству работы. Чтобы понять, как правильно варить полуавтоматом с углекислотой, необходимо оценить перспективы использования именно этого метода, заключающиеся в следующем:
- стоимость углекислоты ниже стоимости аргона или смеси инертных газов;
- качество сварки сравнимо с использованием инертных газов;
- производительность и узкая зона температурного воздействия позволяет сваривать тонкий листовой металл и всевозможные сплавы;
- примеси приводят к образованию шлака, который легко удаляется после застывания шва.
- отсутствие чувствительности ко многим загрязнениям заготовок;
- высокая чистота углекислого газа до 99%, что обеспечивает высокое качество сварочного шва;
- подача проволоки необходимого для сварки состава в зону плавления с регулируемой скоростью;
- после очистки от шлака имеется возможность повторного прохождения шва с целью увеличения его прочностных характеристик.
Как и у каждого метода, у углекислотной сварки имеются и некоторые недостатки, прежде всего связанные с химическим составом среды, в которой происходит соединение металлов, они заключаются в следующем:
- углекислотная сварка уступает по качеству работе в среде инертных газов;
- шов получается более пористым и требует дополнительной очистки;
- подача газа требует экспериментальной настройки;
- выбор проволоки корректируется к условиям сварки в углекислоте.
Химический состав проволоки зависит от реакций, происходящих в зоне горения дуги короткого замыкания, и требует особо тщательного согласования состава свариваемых заготовок с составом присадочного материала. Но недостатки носят временный характер и обусловлены привыканием к неоднозначному процессу. В целом подбор проволоки типа СВ-08 ГС или же СВ-08ХГСМФ полностью решает проблему свариваемости заготовок. В дальнейшем процесс зависит от скорости сварки, величины тока и согласования состава деталей и проволоки, подаваемой в зону плавления металла. А это приходит только с опытом и обучением, как и подбор вылета проволоки в сварочную ванночку.

Порядок действия и технология работ при сварке углекислотой
Необходимость подготовки заготовок заключается в зачистке будущего шва от оксидной плёнки, загрязнений и формирования краёв для наилучшего соединения деталей. Практически толщина металла также влияет на выбор особого режима сварки, например, при толщине металла в 1,5−2 мм диаметр сварочной проволоки подбирается в диапазоне от 0,8 до 1,2 мм.
Весь процесс крайне индивидуален и настраивается экспериментально вплоть до расхода газа и вылета проволоки в зоне действия углекислоты. Важно соблюдать следующие принципы:
- обеспечить правильный подбор силы тока для сварки в углекислотной среде;
- выставить скорость подачи соответствующей проволоки в зону сварочной ванночки;
- обеспечить подготовку заготовок для наилучшего сочленения в зоне шва;
- выставить оптимальную подачу газа в зону сварочной дуги короткого замыкания;
- проверить герметичность соединений во избежание утечки углекислоты.
После проведения этих процедур необходимо опробовать качество и скорость сварки на пробных деталях, и отредактировать параметры действия схемы сварочного процесса. При большой толщине заготовок первый шов необходимо вести с малым током, а при повторном прохождении увеличивать силу тока пропорционально скорости движения горелки.
Провар вертикального шва должен проходить снизу вверх для обеспечения последовательного затвердения нижней части соединения металла, при этом расход углекислого газа следует немного увеличить. Расход газа может колебаться в зависимости от условий процесса от 5 л/мин до 20 л/мин. Последовательность проходящего движения руки сварщика при полуавтоматическом процессе в ореоле углекислого газа должна напоминать нанесение чешуек расплавленного металла на поверхность шва.
Подводя итоги, нужно сказать, что сварка полуавтоматом в среде углекислого газа является практически полноценной заменой инертным газовым средам, но при этом обходится значительно дешевле. Практическое применение этой схемы работы вынуждает более внимательно относиться к технологическому процессу сварки деталей и узлов, которое мало отличается от сварки в среде аргона или гелия. Мы постарались максимально подробно рассказать об этом виде деятельности.
Работа полуавтоматической сваркой с углекислым газом (диоксид углерода или СО2)

В настоящее время полуавтоматическая сварка с помощью углекислого газа используется как специалистами, так и сварщиками — новичками.
В этой статье Вы почерпнете для себя много полезного о работе с углекислотой, о её достоинствах, таких как защита сварного шва от негативного воздействия частиц в воздухе, повышения качества выполненной работы, и не только.
- Что такое сварка полуавтоматическим сварочным аппаратом в среде СО2?
- Достоинства сварки на углекислом газе
- Компоненты для углекислотного сваривания
- Выводы
Что такое сварка полуавтоматическим сварочным аппаратом в среде СО2?
Итак, давайте же узнаем, как же работает способ сваривания полуавтоматом с углекислотой. Воздействие высокой температуры в процессе сварки способствует частичному распаду углекислого газа на кислород и углерод.
Такой химический процесс благоприятно влияет на итоговый результат, защищая сварочное место (так называемая сварочная ванна) от различных вредных примесей в воздухе в вашей рабочей зоне.
Еще стоит отметить отличное взаимодействие этих трёх газов с железом, что еще больше увеличивает качество сварочного шва.
Основной недостаток углекислого газа – его свойство окислять свариваемый металл, тем самым ухудшая качество проделанной работы.
С этим недостатком достаточно просто и эффективно бороться добавляя в состав проволоки для сварки полуавтоматом большое количество кремния и марганца.
Здесь начинают действовать положительные химические свойства оксидов этих элементов, выделяющиеся в процессе сварки. Их взаимодействие с поверхностью металла способствует формированию надежного сварочного соединения, устойчивого к оксидированию.
Для сварки углекислотой используйте полуавтоматический сварочный аппарат, при этом выбирать его режим работы вы можете сами, опираясь на свой опыт, либо пользуясь рекомендуемыми параметрами из таблицы 1.
Из нее видно, что основной критерий выбора режима работы – толщина свариваемого металла.
Таблица 1 – Параметры настройки полуавтоматического сварочного аппарата с углекислотой:

Достоинства сварки на углекислом газе

Итак, мы уже узнали принцип сварки полуавтоматом с углекислотой, а также как справляются с его главным недостатком.
Теперь давайте посмотрим на основные достоинства этого метода по сравнению с его конкурентом – флюсовой сваркой:
- качество сварного соединения выше, даже у начинающих осваивать эту деятельность;
- скорость работы быстрее в 2-3 раза благодаря равномерному тепловому рассеиванию от сварочной дуги, а следовательно производительность труда намного выше;
- возможность варить даже тонкий металл, не боясь ухудшить качество шва;
- на месте сваривания полуавтоматом не остается остатков флюса и шлака, на случай многослойной сварки металла, это преимущество придется как нельзя кстати;
- отсутствие флюса, а значит ничего не мешает визуальному контролю сварочной дуги;
- качество наплавки с использованием углекислого газа выше, чем с флюсом;
- вы можете проводить паяльные работы в любом пространственном положении, любой сложности (в том числе работы на весу и под углом) без использования планок, подставок, подкладок и пр.;
- экономичность метода и огромная выгода с точки зрения капиталовложения;
- не надо приобретать оснащение для удаления и подачи флюса во время сварочного процесса;
- в два раза дешевле себестоимость металла, используемого под наплавку, в сравнении с другими методами;
- сама по себе углекислота имеет относительно низкую цену, что также уменьшает общую стоимость работ.
Полуавтоматическая сварка на углекислотном газе нашла свое место в судовом строении, машиностроении, при сварке систем отопления и водопровода, в производстве изделий из легированной стали или термостойких металлов, в случаях труднодоступности места сваривания и когда необходимо провести быстрый ремонт и наплавку.
Проще говоря, этот метод применяется в серийной промышленности и производствах, а не только в условиях гаражной самодеятельности.
Сваривание полуавтоматом в углекислоте заслуженно получила такую популярность благодаря совокупности своих преимуществ, но теперь давайте разберем в каких материалах она нуждается.
Компоненты для углекислотного сваривания

Проволока для сварки полуавтоматом. Применяется как электрод. Для каждого случая, в зависимости от того какой металл мы будем паять, проволоку необходимо выбирать индивидуально.
Отталкиваясь от толщины свариваемого металла, мощности полуавтомата и его прочих особенностей, диаметр проволоки может изменяться в диапазоне от 0.5 до 3 мм. На практике лучший результат показывает медная проволока, её мы и рекомендуем использовать.
Пускать в дело необходимо исключительно чистый материал, без следов ржавчины, коррозии, загрязнений, которая хранилась в надлежащих условиях.
В противном случае эту проволоку использовать нельзя, если вы не хотите в результате получить плохое качество соединения. Рекомендуется вымачивать проволоку в серной кислоте, а после несколько часов удерживать при высокой температуре.
Углекислый газ СО2. Собственно, наш главный гвоздь программы и самый важный компонент. Углекислота для сварки полуавтоматом безвредна для человека и бесцветна.
Перемещается и хранится СО2, как правило, под давлением в специальных черных емкостях и с одноименной маркировкой. Вот несколько практических и просто полезных советов по эксплуатации:
- для особо важных и сложных работ используйте емкость с 99%-ым содержанием диоксида углерода, в остальных случаях ёмкостей с 98%-ым содержанием будет предостаточно;
- учтите, что излишняя влага отрицательно скажется на общем качестве сваривания. Чтобы от неё избавиться, поставьте ёмкость в вертикальное положение на один час, за это время влага осядет на дно;
- перед началом сварки полуатоматом выпустите немного газа из ёмкости, чтобы избавится от, вредных для сварки, примесей азота, содержащиеся в ней.
Выводы
Итого, сварка полуавтоматическим сварочным аппаратом в среде СО2 – это набор сплошных преимуществ, например повышение производительности труда, расширение ваших профессиональных умений, а результатом работы вы будете всегда довольны.
У новичков на первых этапах освоения конечно могут наблюдаться проблемы с чрезмерным расходом газа, но и этот недостаток нивелируется его достаточно низкой ценой, а с приобретенным опытом, когда вы освоите принципы работы этого метода, такая проблема исчезнет вовсе.
Немного терпения, опыта в сварочном деле, наличие полуавтомата, углекислоты, всех необходимых материалов и Вы полностью готовы к покорению этого метода.
Профессиональный опыт приобретается на практике, поэтому экспериментируйте и тренируйтесь сами с разными режимами работы, набивая руку, а не уповайте на табличные данные, этот опыт очень важен, если вы хотите стать профессиональным сварщиком.
Спрашивайте советов у профессионалов — сварщиков и не забывайте соблюдать технику безопасности. Желаем успехов!
Как правильно вести сварку полуавтоматом с углекислотой – особенности сварочного процесса

Отличительной чертой полуавтоматической сварки является автоматизированная подача присадочного материала, в качестве которого выступает сварочная проволока. Ниже рассмотрим, как правильно вести сварку полуавтоматом с углекислотой, и почему применение защитного газа повышает качество шва.
Что нужно знать о сварке полуавтоматом
Прежде чем узнать, как правильно вести сварку с углекислотой на полуавтомате, необходимо более подробно разобраться в самой технологии.
Сварочный процесс при помощи данного оборудования достаточно прост. Проволока подается непрерывно с определенной скоростью, а через сопло в рабочую зону поступает углекислый газ, либо другая газовая смесь. Такие агрегаты очень удобны в эксплуатации и позволяют производить работы даже непрофессионалам, поэтому пользуются большой популярностью в быту и на небольших частных предприятиях.

Изображение процесса сварки полуавтоматом
Одним из основных достоинств подобной технологии является возможность работать как с тонкими изделиями (до 0,5 мм), так и с большими толщинами. Кроме того, общая стоимость работ сравнительно небольшая.
Преимущества использования углекислоты
Во время работы с полуавтоматом желательно использовать защитный газ, благодаря которому результат получается более качественным. Информацию о нем можно почерпнуть в статье: сварочная смесь или углекислота – выбираем защитный газ для сварки.
Применение СО2 имеет неоспоримые преимущества:
- узкая зона термического воздействия позволяет сваривать даже сверхтонкие детали;
- производительность аппарата увеличивается в несколько раз;
- дуга становится стабильнее (в сравнении со сваркой без защитных газов), а разбрызгивание металла уменьшается;
- шов получается высокого качества, даже без дополнительной подгонки деталей;
- углекислота является более доступным газом, чем современные сварочные смеси.
Но CO2 имеет и ряд недостатков:
- дуга недостаточно стабильна по сравнению с использованием надежных защитных газовых смесей;
- разбрызгивание металла все равно остается большим по сравнению с защитными газовыми смесями;
- увеличивается время на процесс зачистки;
- увеличивается расход на присадочные материалы.

Качество швов, полученных с использованием углекислоты и сварочной смеси
Иногда нет смысла использовать дорогие защитные смеси, если работа не требует особой точности, и отличного качества шва. Но идеальные швы сделать не получится, либо же потребуется масса усилий.
Изучить, как правильно вести сварку полуавтоматом с углекислотой, на самом деле не так сложно. Тем более, что применение газа несколько упрощает рабочий процесс, добавляя ему стабильности, и уменьшая трудоемкость. Конечно, заправка газового баллона требует дополнительных финансовых вложений, однако, в итоге, сварщик получает ряд преимуществ, которые быстро окупают затраты. А прочитать подробнее про другие технические газы вы можете в этом разделе.
Как правильно вести сварку с углекислотой на полуавтомате своими руками
Чтобы шов получился качественным даже на сложной детали, необходимо иметь определенные навыки, а также придерживаться инструкций.

Соблюдайте инструкции для безопасного и правильного процесса сварки
На начальном этапе главная задача заключается в настройке аппарата. Следует убедиться, что источник настроен правильно, а характеристика выходного тока соответствует паспортным данным.
Для каждой толщины металла выбирается своя сила тока. Не следует забывать и о скорости подачи электрода, которая регулируется электрическим (переменным сопротивлением) или механическим (заменой шестерен) способом.
Держатель располагается так, чтобы наконечник находился в рабочей зоне. Одновременно с нажатием кнопки «Пуск» необходимо «чиркнуть» электродом по металлу для загорания дуги. Во время сварочного процесса наконечник ведется с оптимальной скоростью без резких движений, при этом, сварщик должен постоянно контролировать его положение и наклон.

Быстрая, медленная и нормальная подача проволоки и скорость сварки
Чтобы хорошо усвоить, как правильно вести сварку с углекислотой на полуавтомате, лучше вначале потренироваться на опытном образце. Таким образом, можно подобрать правильный режим работы аппарата, выбрать необходимую скорость подачи электрода, и определить оптимальный расход газа. Когда дуга станет устойчивой, а количество флюса будет выдаваться согласно норме, можно приступать к основному процессу.
Советы по выбору полуавтомата
От выбора аппарата для полуавтоматической сварки во многом зависит качество и эффективность работ. Ниже приведены основные особенности, на которые следует обращать внимание при покупке данного оборудования:
- чем выше мощность, тем более толстые детали можно сваривать;
- инверторные аппараты намного проще в эксплуатации;
- желательно выбирать устройства со съемными держателями;
- инструкция должна быть удобной и понятной даже непрофессионалу.
Если вы планируете использовать защитный газ, следует позаботиться о заправке баллонов. Полную информацию о данном процессе читайте в статье: углекислота: где заправить – вопрос не праздный.
Также можете посмотреть видео о сварке полуавтоматом:
В компании «Промтехгаз» можно осуществить заправку баллонов качественной защитной смесью. Большой ассортимент продукции позволит подобрать правильный газ для разных целей и материалов.
Правильная настройка и сварка полуавтоматом
Советы начинающим сварщикам по настройке и использованию полуавтомата. Уроки и видео, как правильно варить в углекислотной среде и без газа. Узнайте главные правила и тонкости, а так же, как избежать дефектов шва.

Сварка полуавтоматом позволяет повысить производительность труда и получить качественное соединение металлических частей конструкции или изделия. Научиться варить металлы на аппаратах не так сложно, если знать принцип работы конкретного полуавтомата, нюансы подбора расходных материалов, режимов и технологию ведения сварочного процесса. Источники питания полуавтоматического типа используют на предприятиях, в мастерских, СТО и дома при выполнении соединения своими руками. В процессе обучения сварщика в специализированных заведениях уроки получения необходимых навыков проводят опытные мастера, но можно и самостоятельно варить полуавтоматом с защитой зоны расплавленного металла и без углекислоты. Главное – правильно настроить величину сварочного тока и умело осуществлять манипулирование горелкой.

Основные правила при проведении сварки полуавтоматом
Как правильно варить полуавтоматом? Этот вопрос волнует новичков, особенно тех, кто решил технологию ведения процесса освоить самостоятельно. Вначале необходимо разобраться с видами полуавтоматов: какие они бывают и чем отличаются друг от друга. От этого зависят выбор расходных материалов и технология ведения процесса.
Различают аппараты по таким признакам:
- тип исполнения (переносной, передвижной, стационарный);
- назначение (бытовые, полу— и профессиональные);
- напряжение питания (220, 380 В);
- способ защиты дуги (без защиты, в защитных газах инертных и активных, под слоем флюса, комбинированного типа);
- способ охлаждения горелки (естественное, искусственное);
- тип проволоки (сплошная стальная, алюминиевая, включая проволоку из сплавов, порошковая, комбинация указанных видов);
- способ регулирования скорости подачи проволоки (ступенчатый, плавный, плавно-ступенчатый);
- способ подачи проволоки (толкающий, тянущий и комбинированный – сочетание указанных двух видов);
- место установки аппаратуры управления (отдельно стоящая, встроенная).
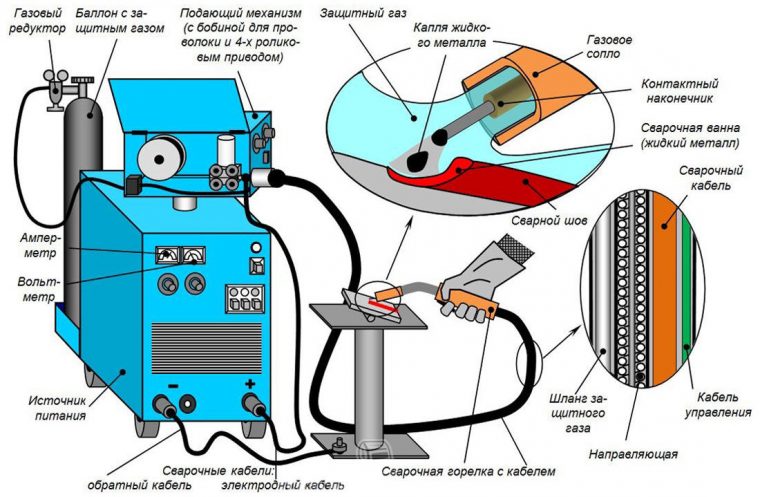
Основные аспекты ведения технологии сварки зависят от модели конкретного аппарата, которые производят компании в разных странах мира. Во всех моделях механизируется подача электродной проволоки, перемещение и манипулирование горелкой осуществляется самим сварщиком. Проволока Ø от 0,6 до 2,5 мм подается по специальному кабелю, который называют гибким шланговым. В конструкции аппаратов присутствуют такие узлы:
- механизм подающий;
- провод шланговый;
- горелка.
Механизм подающий состоит из электрического двигателя и редуктора. Его назначение – осуществлять вращение роликов, настраивать скорость подачи проволоки и проталкивать ее по кабелю. Он может быть с одной или двумя парами роликов. Скорость подачи может изменяться плавно или ступенчато в зависимости от конструктивных особенностей подающего механизма. Выпускают аппараты с механизмами закрытого или открытого типа, включая открытый на тележке. Различаются они весом устанавливаемой кассеты (1,5; 2; 3,5; 4; 5; 12,5; 15; 20,0 или 50 кг).
Провод шланговый подводит ток к держателю или горелке и проводу, идущему к цепи управления. Его длина может быть 1,5; 2,5 и 3,0 м. При сварке в защитных газах предусматривается канал или устройство для его подвода.
Горелка – рабочий инструмент сварщика. С ее помощью подводится и настраивается сварочный ток, а также флюс и защитный газ, если соединение ведется с такой защитой.
Производители полуавтоматов делают все, чтобы облегчить процесс соединения, сделать его более производительным и качественным, варить без особых усилий. Режим работы зависит от правильного подбора расходных материалов. Они напрямую связаны с маркой свариваемого металла и его толщиной. Ориентировочно параметры скорости подачи проволоки и зависимость величины тока от вида проволоки указаны в таблице.
| Вид проволоки | Диаметр проволоки, мм | Скорость подачи проволоки, м/ч | Ток сварочный, А |
|---|---|---|---|
| Стальная | 0,6; 0,8; 1,0; 1,2; 1,4; 1,6; 2,0; 2,5 | 120 ÷ 720 | 60 ÷ 630 |
| Алюминиевая | 0,8; 1,0; 1.2, 1,6 | 120 ÷ 960 | 60 ÷ 315 |
| Порошковая | 0,8; 0,9; 1,0; 1.2, 1,6; 2,0 | 120 ÷ 720 | 120 ÷ 630 |
Варить в защитных газах нужно, предварительно укомплектовав рабочее место необходимым оборудованием. Там должен находиться баллон с редуктором, аппаратура для измерения расхода газа и его регулирования, подогреватель газа при соединении с применением баллона с углекислотой.
Подготовка полуавтомата, проволоки и газа
- включают подачу газа, если установлен баллон высокого давления;
- возбуждают дугу, коснувшись проволокой заготовки;
- нажимают на кнопку, с помощью которой осуществляется подача проволоки.
Необходимо соблюдать такие правила:
- варить так, чтобы видеть сварочную ванну, т. е. держать проволоку, а значит и горелку, прямо или под небольшим углом наклона;
- соблюдать одинаковый зазор между деталями (при толщине деталей 1 см он должен составлять не менее 1 мм, далее его рассчитывают исходя из толщины свариваемого металла – 10% от толщины);
- при необходимости вести соединение на подкладке ее размещают плотно к деталям снизу.
Внимание! Настройка сварочного полуавтомата зависит от модели аппарата и должна соответствовать толщине изделия и марке металла. Поэтому необходимо прочитать указания производителя, которые он описывает в сопроводительных документах, и только после этого варить.
Возможные регулировки в процессе сварки
Более подробно о регулировке на видео:
Сварка при помощи проволоки
Общий вид полуавтомата для сварки порошковой проволокой и внешний вид качественно выполненного соединения показаны на рис. 2:
Нюансы сварки самозащитной проволокой на видео:
| Вид неисправности | Причина или причины возникновения | Способ или способы устранения |
|---|---|---|
| Невозможно зажечь дугу | Отсутствует контакт в цепи | Необходимо проверить: — контакты (зачистить их и подтянуть); — конец проволоки (очистить от корочки флюса – сбить или откусить небольшой кусок кусачками) |
| Дуга в процессе соединения обрывается | Большой сварочный ток | Уменьшить |
| Скорость подачи проволоки мала | Увеличить | |
| Не поступает в канал электродная проволока | Отсутствует контакт в кнопке пуска | Зачистить |
| Перегорели предохранители | Променять на новые | |
| Обрыв фазы в цепи электродвигателя | Устранить обрыв, отключив управление от сети | |
| Проволока прилипает к металлу свариваемых частей | Сила тока мала | Увеличить |
| Скорость подачи проволоки завышена | Уменьшить | |
| Проволока подается рывками или с непостоянной скоростью | Слабый зажим верхними прижимными роликами | Изменить усилие пружин |
| Износ поверхности ведущих роликов | Заменить на новые | |
| Заедание в наконечнике сварочной головки | Прочистить или заменить в случае износа или подгорания | |
| Изгибы сварочного кабеля | Выровнять | |
| Происходит быстрый износ подающих роликов | Высокое усилие нажатия прижимных роликов | Ослабить |
| Корпус горелки под напряжением | Пробита изоляция между контактным наконечником и корпусом горелки | Восстановить изоляцию |
| Между корпусом и наконечником имеется посторонний металлический предмет | Удалить | |
| Возникают поры в шве при сварке в защитных газах | Нарушена газовая защита | Проверить: — качество газа; — напряжение на дуге; — соответствие марки проволоки металлу, подлежащему соединению |
| Газ не поступает в зону с варки | Неполадки со шланговым кабелем (пережат или оборван) | Устранить причину |
| Не сработал отсекатель газа | Проверить питание катушки электромагнита | |
| Отверстие редуктора закупорилось | Редуктор необходимо отогреть | |
| Закрыто выходное отверстие сопла брызгами металла | Удалить брызги или заменить сопло | |
| Флюс не поступает в сварочную горелку | Давление сжатого воздуха низкое | Увеличить |
| Засорился инжектор или флюсовая трубка | Прочистить, при необходимости, просушить флюс |
Возможные дефекты шва при сварке полуавтоматом и как их не допустить

Дефекты шва возникают, если варить с нарушением технологии и неправильно осуществлять подбор расходных материалов. В этом случае не избежать трещин, подрезов, пор в металле шва, неравномерность его по ширине и длине, а также прожогов, наплывов и других дефектов. Неверно подобранные следующие величины сказываются на таких факторах:
- Диаметр проволоки: с меньшим ширина шва будет недостаточной, с большим – увеличится, что скажется на глубине провара.
- Сила тока. Скажется тоже на глубине проваривания: чем больше величина, тем глубже шов, что приводит к прожогам, особенно если варить тонкостенный металл.
- Напряжение дуги увеличит ширину шва.
- Скорость сварки. При большой величине уменьшается глубина проваривания, шов становится узким, при недостаточной величине возникают прожоги, шов будет неравномерным, а в некоторых случаях это приведет к короблению изделия.
Чаще всего дефекты возникают в случае, если варит человек, у которого отсутствуют навыки ведения сварочного процесса. Поделитесь своим опытом сварки полуавтоматом в комментариях к статье.

