Переносные сборочные приспособления для сварки
Приспособления для сварки
Досадно бывает, когда после тщательной выверки и установки элементов в нужное положение, собранная с таким старанием конструкция разваливается от прикосновения электрода, и нужно собирать все сначала. Еще хуже, когда элемент приваривается, но не в том положении, которое требуется — незаметно сдвинулся или деформировался после остывания металла. Использование универсальных и специализированных приспособлений для сварки помогает сберечь время и получить качественное изделие на выходе.
Существует множество различных устройств и механизмов, предназначенных для сварочных работ. В промышленности, где имеют дело с серийным и массовым производством, используется специализированное механизированное и автоматизированное оборудование — транспортные устройства, механизмы для укладки и кантовки изделий, технологические сборочные приспособления и пр. В домашних условиях используются, как правило, ручные сварочные приспособления универсального действия, позволяющие осуществить быструю сборку конструкции, надежно закрепить все элементы в нужном положении и добиться минимальной деформации детали.
Основные виды сборочно-сварочных приспособлений
Установочные приспособления. Установочные приспособления предназначены для установки детали в нужное положение — точно в такое, в котором она будет находиться в готовом изделии. По функциям и конструктивному исполнению они подразделяются на упоры, угольники, призмы, шаблоны.
Упоры служат для фиксации деталей по базовым поверхностям и могут быть постоянными, съемными или откидными (отводными, поворотными). Постоянные упоры, представляющие собой чаще всего обычные пластины или бруски, привариваются или привинчиваются к основанию. Съемные или откидные упоры ставят тогда, когда их постоянное присутствие в детали конструктивно недопустимо.
Угольники служат для установки деталей под определенным (90°, 60°, 30°, 45°) углом друг к другу. Удобны в использовании угольники, грани которых выполнены поворотными и позволяют установить любой необходимый угол межу ними.
Призмы применяются для фиксации в определенном положении цилиндрических изделий. В качестве призмы с успехом может использоваться простейшая конструкция, сваренная из уголков. Шаблоны предназначены для установки элементов сварной конструкции в заданном положении по отношению к другим, ранее установленным деталям.
Закрепляющие приспособления. С помощью закрепляющих сварочных приспособлений детали после установки в нужное положение прочно закрепляют с целью недопущения их случайного сдвига или деформации после охлаждения. К закрепляющим устройствам относятся струбцины, зажимы, прижимы, стяжки, распорки.
Струбцина — универсальный инструмент, используемый практически при любой работе с металлом. Для сварщика она — первое по важности приспособление, обойтись без которого если и можно, то только ценой крайнего неудобства и в ущерб производительности. Струбцины для сварки могут иметь самые разные формы и размеры, быть с постоянным размером зева и регулируемым. Особенно удобны быстрозажимные струбцины, в которых зажим происходит с помощью кулачкового механизма. Вообще, сварщику желательно иметь набор самых разных струбцин, поскольку для сборки одной конструкции их может понадобиться несколько — различных размеров и конфигураций.
Зажимы для сварки отличаются от струбцин удобством в работе и большей приспособленностью к сварочным работам. Фиксация детали производится сжатием их ручек. Необходимые размеры зева устанавливаются с помощью винта в ручке зажима, перестановкой штифта в другое отверстие, или другим способом.
Прижимы по принципу действия подразделяются на винтовые, клиновые, эксцентриковые, пружинные, рычажные. Из всех прижимных устройств винтовые прижимы — самые распространенные. Простейший вид самодельного винтового прижима представляет собой обычный болт с гайкой, продетый в отверстия двух пластин, с помощью которых зажимаются помещенные между ними детали.
В клиновых прижимах зажим деталей осуществляется с помощью клиньев, проушин, подкладок и молотка.
Зажимные скобы представляют собой кусок листа с пазом в форме клина.
Пружинная скоба прижимает деталь благодаря наличию упругой деформации. Она выполняется из полоски листового материала или проволоки, изготовленных из пружинных сталей.
В эксцентриковых прижимах зажим детали осуществляется с помощью кулачка (1), укрепленного на рычаге (2) при повороте эксцентрика (3) рукояткой (4). Эти устройства удобны тем, что зажим производится одним движением, однако к их недостаткам относится относительно небольшой рабочий ход кулачка, из-за чего используются они гораздо реже, чем винтовые прижимы.
Стяжки применяются для сближения кромок свариваемых габаритных деталей до заданного расстояния. Их длина и способ крепления к конструкции может быть самым различным, в зависимости от стоящей перед ними задачи.
Распорки позволяют выравнивать кромки собираемых деталей, придавать деталям нужную форму, исправлять местные дефекты.
Многие из вышеперечисленных сварочных приспособлений нетрудно сделать самому, придав им те размеры и формы, которые соответствуют наиболее часто выполняемой работе.
Установочно-закрепляющие приспособления
Простое приспособление для фиксации деталей под прямым углом легко сделать своими руками. Для этого потребуется два отрезка уголка, отрезок полосы, две струбцины, угольник и сварочный аппарат.
Отрезанные на нужную длину уголки и полоса (размеры можно увидеть на фото, шкала дюймовая) фиксируются струбцинами, с использованием угольника.
После фиксации и проверки правильности положения уголков, уголки прихватываются к полосе в четырех точках. Если сразу сделать длинный шов или точки будут слишком большие, то конструкцию поведет.
Далее струбцины и угольник снимаются, чтобы их не повредить при последующей сварке, и уголки привариваются более надежным швом, чередуя короткие швы с разных сторон, чтобы конструкцию не повело. Затем прижимаются струбцины и привариваются в нескольких точках. Хотя струбцины можно и не приваривать.
Приспособления для сварки труб
На фото ниже представлен звенный центратор, использующийся для сварки труб большого диаметра. Он состоит из нескольких звеньев, шарнирно соединенных между собой и образующих замкнутый контур. Свариваемые торцы труб, помещенные внутрь устройства, опираются на упоры, которые центрируют их друг относительно друга.
В домашней мастерской более полезными окажутся центраторы-струбцины, предназначенные для сварки труб меньшего диаметра. Например, центратор-струбцина модели СМ151 (на рисунке ниже слева) предназначен для труб диаметром 57-159 мм, а центратор-струбцина модели ЦС3 (справа) — для труб диаметром от 10 до 70 мм.
Вообще-то, обеспечение соосности труб небольшого диаметра не является такой уж сложной задачей. Вполне можно обойтись и без покупки специализированного инструмента, воспользовавшись простым самодельным устройством для сварки труб, состоящим из уголков и приваренных к ним стурбцин.
Уголки необязательно приваривать к струбцине (например, если струбцина только одна), можно просто сточить у уголков угол в месте упора струбцины.
Приспособления с магнитами
Магнитные угольники. Устройства этого типа распространены очень широко. Производится большое количество всевозможных магнитных угольников, различающихся формой, наличием или отсутствием дополнительных крепежных деталей и возможностью или невозможностью изменения угла. С их помощью очень удобно соединять под нужным углом листовые детали, рамные конструкции, стойки и т.п.
Универсальные магнитные приспособления. Кроме угольников есть и другие магнитные устройства, обладающие гораздо большей функциональность и универсальностью. Насколько удобно и легко с ними работать, можно понять, познакомившись поближе с приспособлением, носящим название MagTab (Strong Hand Tools).
Устройство состоит из двух опорных плоскостей (1) с встроенными магнитами. Угол между ними может меняться в зависимости от того, к какому по форме основанию их предстоит крепить. Это может быть цилиндрическая поверхность, плоскость или угол. Кроме опорных, имеются еще две плоскости (2), к которым крепятся детали, которые необходимо приварить к основанию. Они расположены под углом 90° друг к другу и имеют степень свободы по отношению к опорной поверхности, благодаря чему привариваемые детали можно смещать относительно основания. Известно, сколько времени и старания при сварке требует иногда установка и закрепление неудобной и неустойчивой детали в нужном месте. Применение устройства, подобного MagTab (Strong Hand Tools) позволяет быстро и легко приварить к различному по форме основанию любую деталь. Достаточно установить приспособление на основание и приложить привариваемый элемент в нужном месте к одной из двух его крепежных поверхностей. Сила магнита обеспечивает достаточную прочность крепления детали и ее неподвижность во время сварки.
Есть варианты и проще:
Приспособления сборочно-сварочные магнитного действия очень удобны. Они позволяют в несколько раз сократить время на сборку конструкций и обеспечить их должное качество. Простые, удобные в использовании и относительно недорогие они наравне со струбцинами и зажимами, заслуживают того, чтобы находиться в домашней мастерской. Раздобыв постоянные магниты или сделав электромагнит, подобные приспособления можно сделать своими руками. Только важно помнить, что под воздействием высоких температур (некоторые магниты — под воздействием не очень высоких температур) постоянные магниты размагничиваются.
Газовые линзы
Чтобы убрать турбулентность и сделать поток аргона ламинарным (линейным), применяют газовые линзы — корпуса цанговых зажимов особой конструкции (с мелкой сеткой внутри), обеспечивающие ламинарность течения газа. Газовая линза устанавливается вместо стандартного цангового зажима. Вместе с ней меняется и сопло горелки, поскольку линза имеет увеличенные размеры.
Применение газовых линз признается целесообразным в тех случаях, когда требуется обеспечить лучшую газовую защиту из-за особых свойств материала (например, в случаи титана) или конфигурации свариваемых изделий. Их использование позволяет также выдвигать электрод больше обычного, что иногда является необходимым.
Вместе с тем газовые линзы имеют и недостатки. В частности, при их применении требуется больший расход газа. Увеличенный размер сопла несколько ухудшает обзор зоны сварки.
Приспособления для вторичной защиты при аргонодуговой сварке
В качестве основного устройства для вторичной защиты используется металлический кожух («сапожок»), прикрепляемый к соплу горелки и обеспечивающий подачу газа на область шва. Чтобы «сапожок» качественно исполнял свое предназначение, его форма должна соответствовать конфигурации свариваемого изделия и параметрам горелки. Его часто изготавливают самостоятельно или заказывают под конкретную горелку и работу. Для равномерной подачи газа на защищаемую поверхность, устройство может заполняться каким-нибудь пористым наполнителем, в частности, алюминиевой стружкой.
В виде модификаций устройств для сварки, обеспечивающих вторичную защиту, используются также гибкие фартуки, которые исполняют ту же роль, что и «сапожок», но в отличие от последнего обладают гибкостью, позволяющей им огибать цилиндрические конструкции. Подобные приспособления порой делают из медной фольги достаточной толщины.
Переносные сборочные приспособления
К переносным сборочным приспособлениям относятся струбцины, стяжки, фиксаторы, распорки, домкраты и т.п. Все эти устройства делятся на ручные и механизированные.
Струбцины служат для прижима двух и более деталей друг к другу или для установки и закрепления деталей в определенном положении (установочные струбцины). На рисунке 3.18а показана наиболее распространенная конструкция ручной винтовой струбцины. На рисунке 3.186 показана установочная струбцина, состоящая из двух винтовых струбцин и талрепа 7 (гайки с правой и левой резьбой). Детали, закрепленные в струбцинах, устанавливают талрепом на необходимом расстоянии.
Стяжки предназначены для сближения кромок свариваемых изделий (рис. 3.19). Стяжка состоит из двух винтовых струбцин 1 к 3, связанных двумя винтами 2 и 4, с правой и левой резьбой каждый. Кромки обечайки закрепляют в струбцинах, после чего винтом 4 выравнивают, а винтом 2 стягивают до необходимого между ними зазора.

Рис. 3.19. Стяжка для сборки продольного стыка обечаек: 1,3- винтовые струбцины; 2,4 — винты
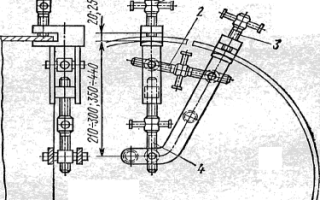
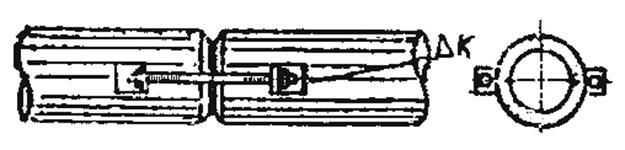
Распорки предназначены для выравнивания кромок собираемых изделий, сохранения формы и размеров изделий при сборке и сварке, а также для исправления местных дефектов формы. На рисунке 3.20а показана винтовая распорка, состоящая из двух винтов с правой и левой резьбой, соединенных талрепом. На рисунке 3.206 изображена кольцевая винтовая распорка, разжимающая обечайку в нескольких точках, равномерно расположенных по окружности.
В качестве привода механизированных устройств применяют пневмо- и гидропривод, электро- и постоянные магниты. Примером приспособления с пневмоприводом может служить пневматическая распорка для коробчатых конструкций, состоящая из пневмоцилиндра 2, пневмораспределителя 1 и двух башмаков 3, один из которых закреплен на штоке, второй — на цилиндре (рис. 3.20в).

1 — кран управления; 2 — пневмоцилиндр; 3 — упоры
Домкраты в сборочно-сварочном производстве применяют в качестве регулируемых опор для точной установки тяжелых деталей при сборке для прижима деталей. На рисунке 3.21а показан обычный винтовой домкрат, работающий так же, как прямодействующий винтовой прижим.
При вращении рукоятки 5 винт 2 поднимается, вывинчиваясь из гайки 3, закрепленной в корпусе 1. На конце винта шарнирно укреплена опорная пята 4.

Рис. 3.21. Ручной домкрат (а) и гидравлический домкрат (б):
- 1 — корпус; 2 — винт; 3 — гайка; 4 — пята; 5 — рукоятка; 6 — плунжер;
- 7 — подъемный цилиндр домкрата; 8 — цилиндр насоса; 9 — резервуар;
- 10 — впускной клапан; 11 — плунжер ручного насоса; 12 — напорный клапан
Недостаток применения пневмопривода для переносных приспособлений — его зависимость от воздушной сети и наличие громоздких коммуникаций — шлангов для связи с сетью. Поэтому пневмопривод применяют при использовании приспособления на постоянном рабочем месте без переноски его на значительные расстояния. В этих же случаях применяют гидропривод со станцией, приводимой в действие электродвигателем. Чаще используют гидропривод с ручными насосами.
На рисунке 3.216 показан гидравлический домкрат с ручным насосом. При движении плунжера 10 ручного насоса вправо в цилиндре 8 насоса создается разрежение, и масло из резервуара 9 поступает через впускной клапан 11 в цилиндр насоса. При движении плунжера влево масло, находящееся в цилиндре насоса, сжимается и, преодолевая сопротивление пружины напорного клапана 12, поступает в подъемный цилиндр домкрата 7 под плунжер 6. Благодаря большой величине отношения площадей подъемного цилиндра и цилиндра насоса гидравлические домкраты могут развивать большую подъемную силу — до нескольких десятков и даже сотен тонн.
В судостроении широко используют переносные приспособления с магнитами. На рисунке 3.22 показаны электромагнитные зажимы, предназначенные для выравнивания кромок при сварке встык и фиксирования зазоров между кромками (рис. 3.22а), а также для удержания листов в вертикальном положении при сборке и сварке угловых и тавровых соединений (рис. 3.226). Зажимы развивают усилие до 5 кН и применяются для листов толщиной 5—35 мм. Для питания зажимов необходим постоянный ток напряжением 24 В. На рисунке 3.22в показан пример применения зажима с электромагнитом для сборки стыкового соединения из листов.

Рис. 3.22. 3.22. Электромагнитные фиксаторы:
1 — шарнир; 2 — электромагниты; 3 — выключатель; 4 — шарнирная система; 5 — винт; 6 — гайка
На рисунке 3.23 показаны угловые приспособления с постоянными магнитами — регулируемые с выключением магнита для сборки соединений из профильного проката под различными углами (рис. 3.23а) и нерегулируемые без выключения магнита для соединения угловых соединений под прямым углом (рис. 3.236). Регулируемое приспособление в процессе сборки углового соединения из листов показано на рис. 3.23в.
Центраторы применяют для обеспечения соосности и совмещения торцовых кромок труб и обечаек при сборке под сварку. Они бывают наружными и внутренними. Наружный центратор (рис. 3.24) состоит из нескольких наружных 6 и внутренних 5 звеньев, шарнирно соединенных между собой и образующих вместе с крючками 3 замкнутую цепь. На внутренних звеньях укреплены ролики 4, которыми цепь опирается на трубу. Замыкающий шарнир представляет собой крестовину 2 с натяжным винтом 1. При сборке раскрытая цепь центратора подводится под трубы, на цапфы крестовины надеваются крючки. При этом пластины цепи располагаются симметрично по обеим сторонам от плоскости стыка. Затем цепь натягивается винтом 1, а ролики 4 совмещают кромки обеих труб. После прихватки центратор снимают, и трубы сваривают.

Рис. 3.23. Приспособления с постоянными магнитами

Рис. 3.24. Наружный центратор для труб:
1 — натяжной винт; 2 — крестовина; 3 — крючки; 4 — ролики; 5 — внутренние звенья; 6 — наружные звенья
УНИВЕРСАЛЬНОЕ СБОРОЧНО-СВАРОЧНЫЕ ПРИСПОСОБЛЕНИЯ.
В настоящее время до 70% трудозатрат в технологической подготовке производства приходится на проектирование и изготовление приспособлений. Стала актуальной проблема изыскания путей их удешевления для условий как серийного, так и мелкосерийного производства.
Наиболее эффективными методами, ускоряющими и удешевляющими проектирование и изготовление приспособлений, являются унификация, нормализация, стандартизация деталей и элементов приспособлений и установок.
Универсально – сборные приспособления для сварки (УСПС) эффективно применяются как при сварке изделий, так и при их сборке. При сварке они особенно эффективны, если недопустимы деформации свариваемого изделия.
Комплект УСПС состоит из следующих элементов:
· Базовых (плит, угольников, планшайб, и др.)
· Корпусных и опорных (призм, угольников, подкладок и др.)
· Установочных (шпонок, пальцев, валиков, втулок, центров и др.)
· Направляющих (втулок, планок, колонок и др.)
· Прижимных (прихватов и прижимов различных типов)
· Крепежных (винтов, болтов, гаек)
· Узлов (самоустанавливающихся опор, пневмоцилиндров, поворотных головок)
· Вспомогательных (рукоятки, пружины и др.)
Обычно комплект элементов УСПС включает 2200 – 3400 деталей и узлов, из которых может быть собрано несколько десятков приспособлений. Благодаря универсальности и взаимозаменяемости элементов УСПС продолжительность сборки и разборки приспособления не превышает 1-8 часов в зависимости от его сложности. Масса собираемых изделий от 50 до 2500 кг, диаметр крепежных болтов от 8 до 16 мм, точность сборки изделий от 0,2 до 0,8 мм для различных типов УСПС.
Применение УСПС значительно сокращает и удешевляет ТПП, повышает коэффициент его технической оснащенности. Это достигается благодаря тому, кто комплекты нормализованных и стандартных деталей и механизмов обратимы, взаимозаменяемы и могут использоваться многократно для различных приспособлений.
Проектирование УСПС сводится лишь к разработке принципиальной компоновочной схемы приспособления, а изготовление – к сборке приспособления из готовых элементов и наладке. После сборки и сварки партии изделий УСПС разбирают на составляющие их элементы, которые в дальнейшем используются для компоновки новых приспособлений.
УСПС применяются на предприятиях с индивидуальным и мелкосерийным характером производства в период освоения выпуска новой продукции с последующей заменой их специальными приспособлениями. УСПС целесообразно использовать также на ремонтных предприятиях и сборки приспособлений – дублеров при ремонте основной оснастки.
Универсально – наладочные приспособления сварочного производства (УНПС) отличаются от универсально – сборных приспособлений УСПС лишь тем, что имеют механизмы и устройства, позволяющие быстро, без разборки приспособления перестроить (наладить) его для сборки и сварки однотипных изделий другого размера. Принципы создания и применения УНПС и УСПС аналогичны.
Переносные универсальные и специализированные сборочные приспособления применяются в единичном, мелкосерийном и серийном производствах, а также при монтаже сварных изделий.
Универсальные переносные приспособления могут использоваться для сборки различных конструкций, а специализированные для сборки определенных конструкций.
К универсальным приспособлениям для сборки относятся струбцины, стяжные устройства, прижимы рычажные, распорки (стяжки) винтовые, стяжные приспособления (хомуты).
Трубы диаметром до 42 мм в монтажных условиях часто центрируется по наружным поверхностям трубы и помощью клещей.
Для центровки труб диаметром более 100 мм применяют винтовые хомуты.
Безмоментный наружный центратор

Грузозахватные приспособления предназначены для облегчения и ускорения погрузочно–разгрузочных, транспортных, кантовочных и сборочно – монтажных операций.
В общей трудоемкости подъемно-транспортных работ время затрачиваемое на захват и освобождение груза, составляет в среднем 35…40% общей продолжительности цикла.
По принципу действия могут применяться три группы грузозахватных приспособлений:
· Присоединяемые к грузу (застроповка) и отсоединяемые от груза (отстроповка) вручную рабочим – строповщиком.
· Присоединяемые к грузу вручную, а отсоединяемые автоматически
· Присоединяемые и отсоединяемые автоматически
По степени специализации грузозахватные приспособления подразделяются на универсальные, обеспечивающие захват грузов различной конфигурации и размеров, и специальные, для грузов определенного вида.
Грузозахватные приспособления связаны со стропами (из цепей или стальных канатов), с помощью которых осуществляется захват, подъем и подвешивание груза к крюку крана. Все грузоподъемные приспособления и стропы должны проектироваться, изготавливаться и эксплуатироваться в соответствии с требованиями Госгортехнадзора.
Для листовой стали наиболее эффективным грузозахватным приспособлением является электромагнитные шайбы, применение которых устраняет операции по делению пакета, установку подкладок и строповку.
Для погрузки – разгрузки профильного проката широко применяются чалочные цепи и универсальные стропы.
Часто чалочные цепи и канатные стропы по концам имеют приспособление в виде захватов, клещи, струбцины и крючки.
Транспортировку кранами деталей и узлов большой длины, а также тяжелых крупногабаритных конструкции производят при помощи траверс со строповкой груза в 2…6 местах.

Траверсы, работающие на изгиб, рассчитывают по изгибающему моменту  , где Q – масса груза, l – расстояние между строп.
, где Q – масса груза, l – расстояние между строп.
Напряжение не должно превышать [G].  , где
, где  — коэффициент снижения допускаемых напряжений, принимается в зависимости от l.
— коэффициент снижения допускаемых напряжений, принимается в зависимости от l.
| L,м | |||||||||
| | 0.98 | 0.94 | 0.89 | 0.82 | 0.71 | 0.61 | 0.54 | 0.48 | 0.44 |
Для траверс, работающих на сжатие, определяют силы в элементах траверсы. Сила натяжения ветви стропы N при условии, что груз Q распределен на двухветвистой стропе, будет
 ,
,
где  — угол между вертикальной осью и осью оси стропа. По правилам Госгортехнадзора 2
— угол между вертикальной осью и осью оси стропа. По правилам Госгортехнадзора 2
Приспособления для сварки.
Для выполнения основных и вспомогательных операций процесса сварки необходимы кроме сварочного аппарата, источника питания дуги и аппаратуры управления, дополнительные приспособления и механизмы, образующие вместе с указанным выше оборудованием пост или установку для ручной, автоматической или полуавтоматической сварки. Эти приспособления и механизмы весьма различны в зависимости от формы и размеров изделия, характера производства и т. д.
Они могут быть разделены на следующие группы:
— сварочные и сборочно-сварочные технологические приспособления;
— приспособления для укладки и кантовки свариваемых изделий;
— несущие металлоконструкции и тележки для рабочего и маршевого движения сварочных аппаратов;
— металлоконструкции и механизмы для обслуживания зоны сварки;
— транспортные устройства и др.
Технологические приспособления для сварки.
Применение сборочно-сварочных приспособлений снижает трудоемкость сборочных операций, уменьшает остаточные деформации, повышает качество конструкций и упрощает контроль и приемку собранных конструкций. Правильно спроектированное и изготовленное приспособление должно отвечать следующим требованиям:
— быть удобным в эксплуатации, обеспечивать проектные размеры изделия,
— быструю установку элементов и съем собранного или сваренного изделия,
— иметь невысокую стоимость и удовлетворять требованиям техники безопасности при выполнении сборочных и сварочных работ.
Тип приспособления определяется серийностью производства и степенью сложности конструкции.
В единичном производстве обычно применяют универсальные приспособления. В серийном производстве, в зависимости от количества изготовляемых однотипных изделий, используют как универсальные, так и специализированные приспособления. В массовом производстве распространены приспособления различных типов, от простых до сложных, быстродействующих, с элементами автоматики.
Универсальные приспособления для сборки под сварку.
Универсальные приспособления для сборки, как правило, просты и выполняются переносными. Они не всегда обеспечивают необходимую точность и рассчитаны на проверку правильности сборки и установочных размеров.
Переносные зажимы предназначены для фиксации взаимного положения свариваемых деталей (рис. 1). Зажимные приспособления могут использоваться при сварке определенных деталей, а также при изготовлении узлов и конструкций. В этом случае ими оснащаются стенды, стеллажи и другое вспомогательное оборудование. Их изготовляют в виде струбцин и болтовых зажимов, позволяющих собирать детали любого профиля.
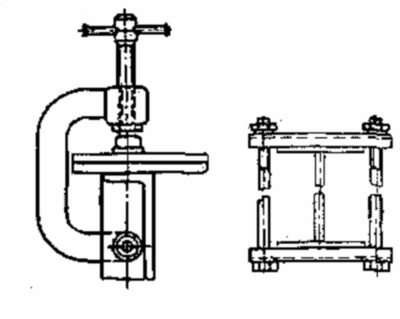
Рис.1.
Для сборки под сварку изделий из листового проката применяют клиновые и зажимные скобы (Рис. 2). Для фиксации тонких листов и коротких деталей из профильного проката служат пружинные зажимы.
 Рис.2.
Рис.2.
Прихваты используют в основном при монтаже крупных конструкций (рис. 3). Отдельные элементы прихватов временно приваривают к собираемым деталям, а после сварки удаляют. Прихваты бывают жесткие и регулируемые.
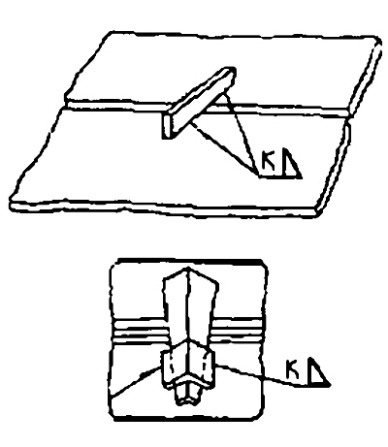
Рис.3.
Стяжки применяют для сближения кромок свариваемых деталей до заданных размеров . Наибольшее распространение нашли винтовые стяжки (рис. 4).

Рис.4.
• Стяжка с болтом и приваренными угольниками для сварки крупных конструкций из листового проката.
• Стяжное приспособление с приваренными временными угольниками для сборки труб. Оно применяется ограниченно и только на трубах из углеродистых сталей.

• Стяжка винтовая для сборки конструкций и деталей из листового, полосового и профильного проката.

• Рычажно-винтовая стяжка. Для сборки стыков труб наибольшее применение находят стяжные винтовые приспособления хомутного типа, которые не создают жесткого закрепления стыкуемых элементов.
Распорки и домкраты служат для фиксации изнутри изделий с замкнутым профилем, для выравнивания кромок цилиндрических изделий, для удаления вмятина и др. (рис.8). При сварке цилиндрических изделий распорки применяют в сочетании со стяжными кольцами. Если диаметр обечаек невелик, применяют распорные кольца, а при больших диаметрах — винтовые распоры или домкраты (рис. 9).
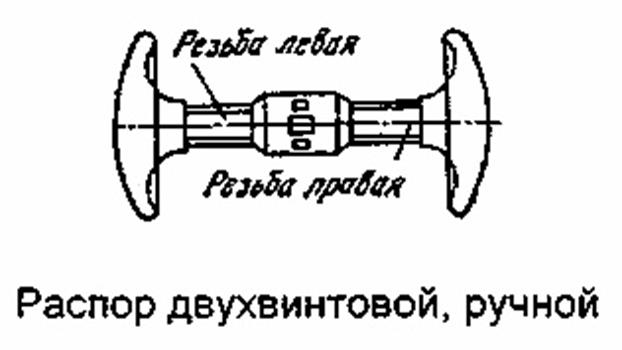
Рис.8.
Усилия в распорках и домкратах создаются механическим, гидравлическим или пневматическим приводами.
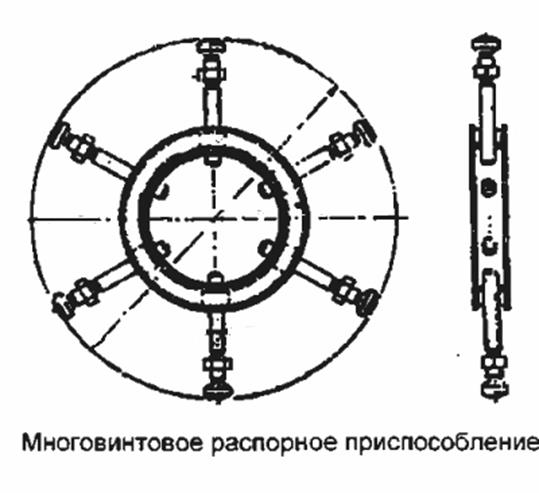
Рис.9
Центраторыпредназначаются для закрепления отдельных труб или подобных изделий, так чтобы они не имели сдвига и поворота в направлениях трех координатных осей (рис. 10). Они позволяют совместить цилиндрические поверхности стыкуемых изделий (труб, секций из труб и др.) для выполнения сварочных работ. В зависимости от положения центраторов относительно установочных поверхностей, центраторы подразделяются на наружные (схватывающие) и внутренние (распорные).
Наружные центраторы применяют при сборке труб в секции для сварки на заготовительных базах или в зоне строительных площадок.

Рис.10.
Хотя конструкторское исполнение наружных центраторов различно, они выполняют одну операцию по обеспечению соосности и совмещению торцевых кромок труб.
Примеры наружных центровочных приспособлений для сборки труб.
Широкое распространение получили наружные многозвенные центраторы типа ЦНУ (Рис. 11).
Они состоят из двухрядной пластинчатой цепи, два крайних звена которой выполнены в виде крюков, закрепляемых на цапфах гаек винтовой стяжки. Стяжной винт имеет правую и левую резьбы. На концах винта предусмотрены шестигранные выступы под трещоточный ключ. Для центровки труб при сборке центратор накладывают на стык и вращением винта затягивают его на трубах. Универсальность конструкции при переходе с одного диаметра трубы на другой достигается изменением числа звеньев.
 Рис.11.
Рис.11.
Центраторы для сборки труб диаметром 426 . 1220 мм могут быть оснащены в месте стяжного винта силовым гидравлическим цилиндром (рис. 12). Центратор наружный гидравлический представляет собой пластинчатую двухрядную цепь, стягиваемую на концах стыкуемых труб домкратом, размещенным внутри скобы. Привод домкрата осуществляется от гидравлической насосной станции.
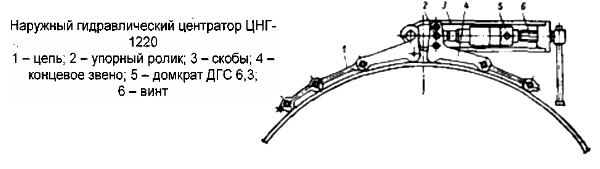
Рис.12.
Внутренние центраторы обеспечивают наиболее качественную сборку труб благодаря более точному совпадению их кромок. При центровке стык открыт снаружи, что обеспечивает свободный доступ к месту сварки. Применение внутренних центраторов позволяет повысить производительность и степень механизации сборки для сварки как поворотных, так и неповоротных стыков трубопроводов. Внутренние центраторы по конструкции механизма центрирующих устройств можно классифицировать на четыре группы: с механическим, гидравлическим, электромеханическим, пневматическим разжимными приводами. Выбор центрирующих устройств зависит от диаметра труб и системы энергоснабжения.
Презентация по теме «Сборочно-сварочные приспособления»

Описание презентации по отдельным слайдам:
Сварочные приспособления — это дополнительные технологические устройства к оборудованию, используемые для выполнения операций сборки под сварку, сварки, термической резки, пайки, наплавки, устранения или уменьшения деформаций и напряжений, контроля.
Сварочные приспособления призваны: –уменьшить трудоемкость работ; –повысить производительность труда; –сократить длительность производственного цикла; – облегчить условие труда; –повысить качество продукции; – расширить технологические возможности сварочного оборудования; – способствовать повышению комплексной механизации и автоматизации производства сварных изделий.
Все сборочно-сварочные приспособления можно разделить на два основных вида — установочные и закрепляющие Установочные приспособления предназначены для установки детали в нужное положение — точно в такое, в котором она будет находиться в готовом изделии. По функциям и конструктивному исполнению они подразделяются на упоры, угольники, призмы, шаблоны.
Упоры служат для фиксации деталей по базовым поверхностям и могут быть постоянными, съемными или откидными (отводными, поворотными). Постоянные упоры, представляющие собой чаще всего обычные пластины или бруски, привариваются или привинчиваются к основанию.
Угольники служат для установки деталей под определенным (90°, 60°, 30°, 45°) углом друг к другу. Удобны в использовании угольники, грани которых выполнены поворотными и позволяют установить любой необходимый угол межу ними.
Призмы применяются для фиксации в определенном положении цилиндрических изделий. В качестве призмы с успехом может использоваться простейшая конструкция, сваренная из уголков. Шаблоны предназначены для установки элементов сварной конструкции в заданном положении по отношению к другим, ранее установленным деталям.
Приспособление для сварки труб
Закрепляющие приспособления. С помощью закрепляющих сварочных приспособлений детали после установки в нужное положение прочно закрепляют с целью недопущения их случайного сдвига или деформации после охлаждения. К закрепляющим устройствам относятся струбцины, зажимы, прижимы, стяжки, распорки.
Струбцина — универсальный инструмент, используемый практически при любой работе с металлом. Струбцины для сварки могут иметь самые разные формы и размеры, быть с постоянным размером зева и регулируемым. Особенно удобны быстрозажимные струбцины, в которых зажим происходит с помощью кулачкового механизма.
Зажимы для сварки отличаются от струбцин удобством в работе и большей приспособленностью к сварочным работам. Фиксация детали производится сжатием их ручек. Необходимые размеры зева устанавливаются с помощью винта в ручке зажима, перестановкой штифта в другое отверстие, или другим способом.
Прижимы по принципу действия подразделяются на винтовые, клиновые, эксцентриковые, пружинные, рычажные. Из всех прижимных устройств винтовые прижимы — самые распространенные. Простейший вид самодельного винтового прижима представляет собой обычный болт с гайкой, продетый в отверстия двух пластин, с помощью которых зажимаются помещенные между ними детали. В клиновых прижимах зажим деталей осуществляется с помощью клиньев, проушин, подкладок и молотка.
Стяжки применяются для сближения кромок свариваемых габаритных деталей до заданного расстояния. Их длина и способ крепления к конструкции может быть самым различным, в зависимости от стоящей перед ними задачи.
Распорки позволяют выравнивать кромки собираемых деталей, придавать деталям нужную форму, исправлять местные дефекты.



- Все материалы
- Статьи
- Научные работы
- Видеоуроки
- Презентации
- Конспекты
- Тесты
- Рабочие программы
- Другие методич. материалы

- Замана Татьяна АндреевнаНаписать 3048 02.11.2018
Номер материала: ДБ-197382
- Другое
- Презентации
- 02.11.2018 271
- 02.11.2018 94
- 02.11.2018 224
- 02.11.2018 97
- 02.11.2018 113
- 02.11.2018 79
- 02.11.2018 83
- 02.11.2018 732
Не нашли то что искали?
Вам будут интересны эти курсы:
Оставьте свой комментарий
Авторизуйтесь, чтобы задавать вопросы.

Половину домашних заданий школьников будет проверять ИИ к 2030 году
Время чтения: 2 минуты

Минпросвещения планирует перевести школы на электронный документооборот
Время чтения: 0 минут

Цифровое портфолио станет доступно школьникам с 2024 года
Время чтения: 1 минута

Российских старшеклассников обучат языкам программирования
Время чтения: 1 минута

Большинство школьников сталкивались с финансовым мошенничеством
Время чтения: 3 минуты

В России родители все меньше контролируют использование гаджетов детьми
Время чтения: 1 минута
Подарочные сертификаты
Ответственность за разрешение любых спорных моментов, касающихся самих материалов и их содержания, берут на себя пользователи, разместившие материал на сайте. Однако администрация сайта готова оказать всяческую поддержку в решении любых вопросов, связанных с работой и содержанием сайта. Если Вы заметили, что на данном сайте незаконно используются материалы, сообщите об этом администрации сайта через форму обратной связи.
Все материалы, размещенные на сайте, созданы авторами сайта либо размещены пользователями сайта и представлены на сайте исключительно для ознакомления. Авторские права на материалы принадлежат их законным авторам. Частичное или полное копирование материалов сайта без письменного разрешения администрации сайта запрещено! Мнение администрации может не совпадать с точкой зрения авторов.