
Сверло для высверливания точечной сварки
Ruman › Блог › Как правильно высверлить точечную сварку. Инструменты и приспособления


Начинающие кузовщики часто задаются вопросом, как правильно снять деталь (крыло, порог) при замене, если этот элемент крепиться не на болтах или саморезах, а на заводской точечной сварке. Вот тут нужно сразу определиться, а для чего это нужно. Если снять и выбросить, то тут не нужно долго думать, а сразу болгарку или зубило и рубите как хочется, но не везде…
В местах, где ремонтная деталь подкладывается под метал, к примеру, порог задвигается под среднюю стойку и под крылья спереди и сзади, вот там нужно аккуратно высверлить места точечной сварки.
Не зная о существовании специальных приспособлений, я затачивал простые сверла ровно, чтобы они обрезали металл вокруг сварочной точки от контактной сварки, ох и намучился я с ними, вам скажу. Но не будем о грустном, а перейдем к самой процедуре снятия порога (под замену) с использованием специальных сверл для высверливания точечной сварки.
Для того, чтобы снять порог я использую:
— болгарку (малую) с регулятором оборотов, к ней диск отрезной (толщиной 1,2 мм – оптимальная толщина для работы с металлом автомобиля) и болгарку с зачистным диском (6 мм толщиной),
— клещи,
— тонко заточенное зубило,
— коронку для высверливания точечной сварки,
— дрель,
— керн,
— сверло диаметром 2мм (можно 3) это не существенно,
— шуруповерт.
Спросите, почему так много всего? Ответ довольно прост – чтобы не переставлять сверла, и не менять диски на болгарке.
Итак, начинаем снимать порог
Сначала нужно отсверлить, те места, где впоследствии будет подставляться новый порог – средняя стойка, сапожок заднего и переднего (если оно не съемное) крыла.
Вот для этого нам понадобятся специальные сверла для высверливания точечной сварки.
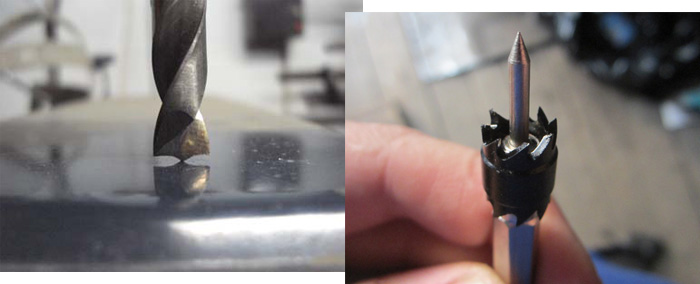
Полностью это приспособление называется «коронка с оправкой для высверливания точечной сварки». Коронка это и есть те «зубчики», которые режут металл, а оправка, это утолщение на ней, для придания жесткости и удержания двух противоположно расположенных коронок.
Купить в простом магазине инструментов их проблематично. Поэтому, я заказываю такие коронки в интернет-магазине.
Как видите, можно использовать и сверло, и коронку, но для себя я выбрал и использую коронку, о которой и расскажу.
Почему коронка, а не сверло?
Как вам сказать? Тут на любителя, что ли, и к тому же, есть один нюанс – направляющее острие на сверле, не всегда прорезает закаленную часть точечной сварки, и нужно просверлить ее другим сверлом, чтобы это, углубилось до того, что срежет верхнее железо. Сумбурно? Ну как смог…
Цена фирменной коронки более тысячи рублей, китайские (тайваньские) от 130 рублей. Работал я и теми, и другими, и скажу вам по секрету, что отдал предпочтение китайским.
Фирменные — более острые и дольше держат заточку, но более хрупкие и ломаются при малейшем неосторожном движении (перекосе).
Китайские же, не так подвержены крошению, да и заточку держат не плохо. Есть один недостаток, это заедание направляющего стержня. Но если у вас было фирменное, как у меня, то впоследствии можно на хвостовик, просто, ставить китайские коронки. К слову, они есть (оказывается) в продаже отдельно от хвостовика.
На фото это 9,5 мм, есть у меня и 8 мм, меньше я не встречал. Само это приспособление разборное – коронка снимается (отвинчивается – резьба обычная) и как вы уже заметили режущая кромка с обеих сторон, при повреждении одной стороны, перевернули и работаем дальше.
В центре впереди, направляющий штырь, он на пружине, при надавливании утопает. Не пугайтесь, если вдруг начнете сверлить, а кромка не достает, до металла из-за штыря – он регулируемый. В хвостовике есть болт под плоскую отвертку (на фото ниже отмечен стрелкой), с его помощью отрегулируйте штырь так, чтобы кромка погружалась в металл на глубину толщины одного слоя.
Технология высверливания
Вставляете это приспособление в дрель, дрель для высверливания точечной сварки, лучше использовать с регулятором оборотов или ту, которая обладает большой мощностью при малых оборотах.
znak Не спешите сразу сверлить! Сначала найдите все сварочные точки и накерните. Бывает, что направляющий штырь выскакивает из накерненной точки, что зачастую приводит к поломке коронки.
Посоветовали мне насверливать места кернения, теперь если керн делает мелкое углубление, я сверлом диаметром 2-3 мм углубляю его (чтобы не переставлять сверла, я использую для этой цели шуруповерт).
Теперь можете высверливать места от точечной сварки.
Обороты на дрели выставляете малые, не больше 800 оборотов в минуту, коронка должна упираться в металл, строго перпендикулярно, чтобы полностью все зубцы были прижаты к металлу. Коронка обрежет железо вокруг сварной точки, и место сварки останется на том металле, который под низом.
Теперь можно срезать порог тонким зубилом (я пользуюсь старой стамеской) выковырять (если нужно, то подрубить) отсверленное железо.
Процесс удаления порога, желательно, проводить в указанной мною последовательности. Объясню почему. Если вы сначала обрежете весь порог, и оставите только те места, где нужно будет отсверлить, то вы точно поломаете коронку, потому, что не будет упора, и металл будет играть, прогибаться даже от незначительного нажатия.
Отойдя немного от темы высверливания мест точечной сварки с помощью коронки и дрели, продолжу о снятии порога.
Если вы не собираетесь использовать порог в дальнейшем в качестве донора, то все точки высверливать не нужно, а только те, что я назвал выше. Остальное все можете удалить, как вам позволит ваша фантазия – срезать болгаркой, отрубить зубилом или топором.
Я обрезаю все вплотную болгаркой или срубаю зубилом, места крепления с оставшимися (не высверленными точками) прорезаю болгаркой (на глубину листа металла), а потом клещами отрываю места сварки.
Это быстрее и удобнее, чем все ранее испробованные мною способы.
После установки нового порога, просто провариваете через уже готовые отверстия, зачищаете и шпаклюете.
Вот и всё, дерзайте, у вас всё получится.
И еще нашел одно полезное видео, как без спец. средств для высверливания точечной сварки можно обойтись малыми силами.
Сверла для высверливания сварки
Найдено 15 товаров
Категория
Для фиксации в ключевом патроне используются сверла с цилиндрическими и шестигранными хвостовиками. rnrn
Оснастка с цилиндрическим хвостовиком — одна из самых популярных на сегодняшний день. Однако такая форма препятствует передаче высокого крутящего момента, так как сверло в этом случае начитает проворачиваться в патроне. rnrn
Шестигранный хвостовик в этом плане более надежен. Такие сверла могут устанавливаться как в традиционном патроне, так и в держателе для бит в четверть дюйма. Последний вариант значительно сокращает время, затраченное на смену оснастки, но при этом, снижает точность работ. Для устранения подобного недостатка были разработаны сверла Centrotec со слегка скругленными гранями хвостовика. rnrn
Хвостовики SDS-типа используются в быстрозажимных патронах. Система SDS, разработанная и внедренная компанией Bosch в 70-х годах прошлого века, предназначена для быстрой смены сверл или буров. rnrn
Хвостовик типа SDS для крепления в инструменте имеет два паза. Его диаметр составляет 10 мм, а глубина погружения в патрон — 40 мм. rnrn
SDS-plus: на таком хвостовике имеется два открытых паза для направляющих клиньев патрона и два закрытых для упора стопорных шариков. Диаметр — 10 мм, фиксируется в патроне на глубину 40 мм. Как правило, применяется совместно с легким строительным инструментом. rnrn
SDS-max – оснастка с таким хвостовиком используется с тяжелым, профессиональным инструментом большой мощности и производительности. Такой хвостовик имеет значительные диаметр (18 мм) и глубину погружения в патрон (90 мм), крепится в инструменте благодаря трем открытым и двум закрытым пазам. rnrn
Хвостовик SDS-top имеет диаметр 14 мм, вставляется в патрон на глубину 70 мм. Оснастка с таким хвостовиком оптимальна для дрелей и перфораторов среднего класса (порядка 4 кг). rnrn
Ввиду того, что с помощью универсальных сверл можно создавать отверстия в различных материалах, при выборе следует обращать на такую характеристику, как его диаметр. В процессе сверления, в зависимости от плотности материала, происходит биение сверла. Чем материал плотнее, тем больше амплитуда биения, соответственно диаметр готового отверстия будет больше диаметра сверла. Поэтому для получения отверстия необходимого диаметра, всегда берется сверло чуть меньшего размера. «,»sort»:10,»additional»:false>,<"data":<"rangeMetadata":<"minValue":7.8,"maxValue":540,"currentFromValue":7.8,"currentToValue":540,"step":0.1,"unit":"мм","active":true>>,»id»:201054,»type»:»specification»,»label»:»Длина»,»description»:»
При выборе длины сверла определяющими факторами являются глубина глухого отверстия или толщина рассверливаемого материала, если отверстие сквозное. rn
Немаловажным является и тип сверла. Например, центровые сверла, как правило, выпускаются длиной 120 мм и 150 мм, винтовые — 220 мм, 250 мм и 280 мм, зенковочные — 130 мм и 150 мм, а спиральные — 80-200 мм. «,»sort»:11,»additional»:false>,<"data":<"rangeMetadata":<"minValue":1,"maxValue":30,"currentFromValue":1,"currentToValue":30,"step":1,"unit":"шт","active":true>>,»id»:211586,»type»:»specification»,»label»:»Количество в упаковке»,»description»:null,»sort»:12,»additional»:false>,<"data":<"rangeMetadata":<"minValue":0.2,"maxValue":69,"currentFromValue":0.2,"currentToValue":69,"step":0.001,"unit":"мм","active":true>>,»id»:206904,»type»:»specification»,»label»:»Диаметр хвостовика»,»description»:null,»sort»:13,»additional»:false>,<"data":<"rangeMetadata":<"minValue":0,"maxValue":330,"currentFromValue":0,"currentToValue":330,"step":1.0e-5,"unit":"мм","active":false>>,»id»:201058,»type»:»specification»,»label»:»Рабочая длина»,»description»:null,»sort»:15,»additional»:false>],»booleanFilters»:[<"data":<"value":<"selected":false,"active":true>>,»id»:null,»type»:»is_packaging»,»label»:»Купить упаковкой»,»description»:null,»sort»:6,»additional»:false>,<"data":<"value":<"selected":false,"active":true>>,»id»:null,»type»:»has_review»,»label»:»Только с отзывами»,»description»:null,»sort»:8,»additional»:false>,<"data":<"value":<"selected":false,"active":false>>,»id»:232750,»type»:»specification»,»label»:»Сверло левого вращения»,»description»:null,»sort»:18,»additional»:false>],»productCount»:11,»queryString»:»»>» data-category-id=»1503″ data-category-name=»Сверла по металлу» data-bowed-category-name=»в Сверлах для высверливания сварки» data-rname=»po-metallu» data-tag-page-id=»5637″ data-make-id=»0″ data-search-string=»» data-reset-link=»/rashodnie-materialy/instrument/dlya-dreley/udarn/sverla/po-metallu/svarochnyh-tochek/#goods» data-ab-is-expanded-filters=»» >
Чем высверлить точечную сварку?

Точечная контактная сварка давно применяется при соединении металлоконструкций. Для автомобилестроения применение роботизированной точечной сварки стало настоящим спасением — вместо несущих рам, появилась возможность производить недорогие несущие кузова, по прочности и безопасности превосходящие старые технологии.
При необходимости ремонта такого изделия обычно пользуются методом высверливания точечной сварки. Этот метод имеет следующие достоинства:
- технологичность;
- дешевизна;
- скорость;
- доступность даже для гаражных мастерских.
Необходимые инструменты и приспособления
Чтобы быстро и качественно заменить кузовную деталь высверливанием, нам потребуются:
- Электроинструмент: дрель, шуруповерт, углошлифовальная машинка,
- Ручной инструмент: молоток, зубило, узкое долото.
- Приспособления и насадки: сверло для точечной сварки, коронки по металлу соответствующего диаметра, наждачная бумага, отрезные и зачистные круги.
- Сварочный полуавтомат
Дрель и «болгарка» должны быть с регулировкой оборотов — так легче добиться хороших результатов. Применение ручных механических дрелей непрактично — высверливание требует минимум 600 — 800 оборотов в минуту.
Высверливание может осуществляться насквозь — так снимается ремонтная часть из кузова-донора. Такой способ может осуществляться любой подходящей оснасткой по металлу.
Если есть необходимость высверлить только лицевую часть состыкованных панелей, то потребуется специальная заточка сверла для точечной сварки. Она максимально плоская, на носике имеется поводок — конусообразный выступ, удерживающий центр в нужном месте. Такое сверло можно приобрести или изготовить самостоятельно.
Удалить металл вокруг точки можно коронкой. Она имеет специальный подпружиненный центрующий упор. Он является регулируемым ограничителем — правильно настроив, выбрать «лишнее» железо невозможно. Коронка «выгрызает» металл вокруг точки, не истончая деталь. Этот способ применим к высверливанию поврежденной части на ремонтируемом кузове, когда нельзя повреждать места прилегания ремонтной детали.
Заточка сверла для точечной сварки
В процессе сварки контактной сваркой металл уплотняется, поэтому высверливать его довольно трудно. Сверла должны быть изготовлены из прочной быстрорежущей стали и иметь специальную заточку.
Для сквозного высверливания. Если детали планируется прокручивать насквозь, можно воспользоваться обычным сверлом, заточенным на конус. Диаметр подбирается на 1-2 мм шире сварной точки.
Для просверливания одной детали. Имеют практически плоскую заточку, в центре сверла есть выступ — поводок. Он предназначен для центровки и по внешнему виду напоминает маленькое сверлышко. Поводок может быть узким — подойдет для работы с тонкой жестью, и широким — подойдет для работы с толстым металлом. Диаметр подбирается по диаметру точки или чуть шире.
Корончатые сверла. Состоят из режущей части, направляющего поводка и хвостовика. Режущая часть может быть изготовлена из мягкого материала с твердосплавными напайками. Внутренний диаметр коронки должен быть на 1 мм шире точки. Особенность работы коронкой заключается в том, что она не высверливает материал точки, а выбирает металл детали вокруг нее.
Повторить самостоятельно форму заточки в гаражных условиях довольно сложно. Важно не испортить поводок и не перегреть металл. Потребуется калиброванный заточный станок и кондуктор. Опытный токарь может заточить сверло на обычном станке, но сверло будет работать хуже.
Процесс высверливания
Отсоединение кузовной детали состоит из нескольких логичных этапов:
- Подготовка. Стоит удалить все резинки, молдинги, накладки. Вся кромка стыка должна быть видна. Зачищаем кромку наждачной бумагой — так будут видны все точки. При необходимости узким острым долотом снимается герметик, шпатлевка или наплывы краски.
- Кернение точек. Острым керном аккуратными ударами намечаем центр сверления. Накерненные точки помогут держать центр и не сломать сверло в начале работы.
- Высверливание. Острым носиком сверло устанавливается в центр сварной точки в намеченное углубление. Высверливать точечную сварку необходимо на низких оборотах, двумя руками следует прочно удерживать дрель — детали неровные, и края инструмента всегда стараются задеть за выступы металла.
- Отсоединение поверхностей. Как правило, детали после высверливания продолжают держаться на краске, герметике или не высверленных участках. Отсоединить поможет поддевание плоской тонкой стамеской, ей же вырубаются невысверленные участки.
Новое сверло прослужит значительно дольше, если его не перегревать и работать аккуратно, дрель должна быть перпендикулярна обрабатываемой поверхности. Обороты лучше установить невысокие, изредка рабочую поверхность нужно смазывать. Толстые детали высверливаются в несколько приемов с периодическим охлаждением режущей части.
Другие способы удаления точечной сварки
Есть несколько способов, как удалить сварные точки в труднодоступных местах. Они могут применяться в комплексе с высверливанием, если добраться к точке проблематично.
- Вырубка. Между деталями устанавливается острое зубило, резкими ударами точка срубывается. Детали деформируются, поэтому потребуется дополнительная правка. Облегчить процесс можно пневматическим зубилом или перфоратором
- Вышлифовывание. Абразивным кругом выбирается металл точки до появления четких очертаний соединения. Способ требует аккуратности, так как есть риск повреждения детали.
- Вырезание. Для этого потребуется аппарат плазменной резки. Им можно аккуратно насквозь вырезать точки, а отверстия заварить.
В зависимости от целей, которые стоят перед мастером и удобства применения можно применить любой из предложенных способов. Каждый случай уникален. стоит доверять своему опыту и интуиции.
Сверло для высверливания точечной сварки
Довольно большое распространение получила технология точечной сварки. Это связано с повышением качества соединения и надежности получаемого шва, а также высокой производительности, которую можно достигнуть при применении подобной технологии. Многие автовладельцы и мастера встречаются с ситуацией, когда нужно провести демонтаж приваренного элемента без его повреждения. В большинстве случаев для этого применяется специальное сверло, так как гидропробойник подходит не во всех случаях. Рассмотрим особенности специального сверла, которое применяется для проведения подобное работы, подробнее.

Конструкция
Возможность проведения рассматриваемой работы можно прежде всего связать с конструктивными особенностями применяемого сверла. К ним отнесем следующие моменты:
- Рабочий торец имеет плоскую форму.
- По оси расположены кернящие выступы, которые заточены под конус. При формировании режущей части выдерживается угол 90°. За счет подобного элемента не нужно проводить центровку.
Сверло для высверливания точечной сварки можно приобрести в специализированном магазине. Стоимость их относительно невелика, но для работы с труднообрабатываемыми материалами требуются варианты исполнения, изготавливаемые из специальных сплавов.

Сверло для точечной сварки сверхпрочное 8 х 50 мм
В некоторых случаях применяется обычный вариант исполнения сверла для высверливания точечной сварки. Однако, при их применении достигнуть требуемого результата практически невозможно.
Коронка для точечной сварки
Обработка точечной сварки может проводится при применении специальной коронки. Она также применяется для сверления. К особенностям подобного предложения отнесем следующие моменты:
- Конструкция включает в себя центральный подпружиненный стержень.
- На стержень надевается режущий диски, который по сторонам имеет несколько торцевых зубьев. За счет их определенного размещения проводится удаление металла.
- Используемый металл коронки характеризуется высокой износостойкостью. Именно поэтому проблем с удалением сплава, образующегося в зоне резания, не возникает.
Технология применения корон для высверливания точечной сварки характеризуется следующими особенностями:
- Крен вдавливается в металл. В самом начале сверления главное исключить вероятность смещения стержня относительно обрабатываемой поверхности.
- По мере погружения инструмента в металл происходит высверливание сплава. Главное, чтобы рабочая часть прошла только глубину шва.
- Для того чтобы повысить жесткость конструкции инструмент помещается в специальную оправу.

Сверло корончатое по точечной сварке
Стоит учитывать, что при изготовлении сверла для высверливания точечной сварки и коронки применяется практически один и тот же режущий сплав. Примером можно назвать быстрорежущую сталь Р18, которая может выдерживать длительное воздействие высокой температуры без изменения основных эксплуатационных параметров. Стоит учитывать, что китайские производители применяют сплав 45Х, которая характеризуется меньшей эффективностью в применении.
Коронка является достаточно массивным инструментом. Именно поэтому при его применении нужно плотно прижимать рабочую часть к обрабатываемой поверхности. Стоит учитывать, что при работе с малоуглеродистой сталью при точечной сварке структура становится более плотной и прочной. Именно поэтому при работе требуется прикладывать большее усилие.
Еще одной распространенной проблемой можно назвать то, что конструкция коронки определяет неравномерное врезание зубьев в обрабатываемую поверхность. Это связано с наличием различных выступов, которые образуются при точечной сварке. Результатом подобной проблемы можно назвать эксцентриковое высверливание отверстия, после чего разделить сплавленные элементы довольно сложно.
Достоинства сверла для высверливания точечной сварки
У рассматриваемого инструмента, который предназначен для работы со швом, есть довольно большое количество преимуществ. К ним можно отнести:
- Упрощается процедура обработки.
- Можно вести длительное сверление.
- Инструмент идеально подходит для образования плоских поверхностей.

Высверливание точечной сварки
Как ранее было отмечено, следует приобретать исключительно продукцию известных производителей. Это связано с тем, что легированные сплавы характеризуются меньшей степенью устойчивости к воздействию высокой температуры.
Как работать со сверлами для точечной сварки?
Проводимая технология высверливания характеризуется довольно большим количеством особенностей. Рекомендации по ее проведению следующие:
- Выбранное сверло устанавливается в дрели, которая должна иметь возможность регулировки количества оборотов. Кроме этого, уделяется внимание показателю мощности.
- Не рекомендуется сразу использовать сверло. Это связано с тем, что рекомендуется предварительно проводить разметку мест соединения. Довольно больше распространение получил случай, когда штырь выскакивает и ломается от оказываемой нагрузки.
- На используемой дрели устанавливаются минимальные обороты. После этого сверло или коронка устанавливается строго перпендикулярно обрабатываемой поверхности.
После высверливания точек соединения в некоторых случаях приходится приложить усилие для отделения детали от основания. Для этого может применяться зубило с молотком.
Заточка сверла для точечной сварки
Следует учитывать, что при частом использовании сверла при высверливании точечной сварки режущая часть может существенно затупиться. Провести самостоятельно заточку сверла достаточно сложно. Это связано с нижеприведенными моментами:
- При изготовлении применяется металл, устойчивый к температурному воздействию.
- Режущая часть конструкции напоминает конус. При этом поверхности расположены под углом 90°.

В некоторых случаях для работы применяется обычная болгарка, в других требуется специальный заточной механизм. Стоит учитывать, что при нарушении технологии инструмент просто выйдет из строя.
Высверливаем точечную сварку
Рассматриваемая процедура довольно проста в исполнении. Провести ее можно следующим образом:
- Подбирается наиболее подходящий инструмент.
- Следующий шаг заключается в подготовке поверхности. Для этого проводится разметка точки сверления.
- После этого на инструменте выставляются минимальные обороты и проводится непосредственное сверление.
Стоит учитывать, что в некоторых случаях можно повредить металл. Именно поэтому следует работать осторожно.
Как подготовить участок под высверливание
При рассмотрении подобной технологии стоит учитывать, что от качества подготовки поверхности во многом зависит конечный результат. К особенностям подобной технологии отнесем следующие моменты:
- Рекомендуется кернить место высверливания. Для этого можно использовать шуруповерт.
- Очистив поверхность от различных загрязняющих веществ можно существенно повысить качество проводимой работы.
Если не провести предварительную подготовку поверхности, то есть вероятность выскакивания стержня. При изменении угла воздействия нагрузки стержень может сломаться. Кроме этого, при довольно большой площади контакта используемый инструмент может сильно перегреваться.
Именно поэтому предусматривается возможность подачи жидкости в зону резания для охлаждения инструмента и обрабатываемой жидкости.
Эффективное удаление точечной сварки
Точечная сварка применяется для получения самых различных изделий. Именно поэтому технология ее удаления путем высверливания получила довольно большое распространение. Удалить образующийся шов можно самым различным образом.
Достигнуть высокой эффективности при проведении подобной работы можно следующим образом:
- Правильно подготовить поверхность.
- Использовать лишь профессиональные сверла и коронки.
- Правильно выбирать режим работы применяемого инструмента.
Если правильно подобрать сверло, то можно провести удаление практически любой точечной сварки. При этом стоит учитывать, что качество зависит от соблюдения всех рекомендаций.
сверла для точечной сварки в Москве
- Наборы ручного инструмента
- Сверла и наборы
- Коронки и наборы для электроинструмента
- Аппараты для контактной сварки
- Пневмодрели

Сверло для высверливания точечной сварки, укороченное Wurth-071080
Сверло для точечной сварки 8мм WURTH 0710008
Сверло по металлу АвтоDело 40128 8 мм
Licota SD-0850R Сверло для точечной сварки сверхпрочное 8 х 50 мм
Licota ATG-6011 Набор сверл для точечной сварки 3/8″ и 5/16″
Сверло для точечной сварки 8мм WURTH
Сверло для точечной сварки сверхпрочное 8 х 50мм Licota SD-0850R
Сверло WIEDERKRAFT для высверливания точечной сварки 6×70мм WDK-65119
Коронка для точечной сварки RUKO 9,6 мм арт.101102
Набор для высверливания точечной сварки 9 предмета
Сверло для высверливания точечной сварки 8 мм АвтоДело 40128
Набор АвтоDело для высверливания точечной сварки 9 предметов
Набор сверл Техмаш 12642 13 шт
Набор сверл для точечной сварки 3/8″ и 5/16″ Licota ATG-6011
Набор сверл WIEDERKRAFT для удаления точечной сварки WDK-65037
Сверло фоснера AEG 4932363706 16х90мм
Сверло для сварочных точек PROJAHN 70800
Сверло для для точечной сварки 6 х 45мм JTC-3826A.
Набор для высверливания точечной сварки Автоdело 40129 10472
Сверло для высверливания точечной сварки 9,5 мм АвтоДело 40127
Дело Техники Сверло для высверливания точечной сварки 6 мм ДТ
DeWALT Extreme 2 DT5549-QZ



Сверла для высверливания точечной сварки 5/16″ и 3/8″ в наборе 67-3105 AIST
Приспособление для высверливания точечной сварки АвтоДело 40124
Сверло корончатое по металлу для точечной сварки 10х72 Krino 1174100 Krino 1174100
Набор для высверливания точечной сварки 9 предмета
Сверло зенковка WURTH 069401710 10.4 x 50 мм
Сверло для точечной сварки PROJAHN 70840
Сверло по металлу, центровочное АвтоDело 40124 9.5 мм
Аппарат односторонней точечной контактной сварки SUNKKO 787A+ с встроенным зарядным устройством

