Сварка тонкостенных профильных труб инвертором
Особенности сварки инвертором профильной трубы
Профильные трубы широко применяются при изготовлении легких по весу металлических конструкций, к примеру, каркасов теплиц и парников, опор заборов и ограждений для частных домов и т.п.
Особенностью трубного проката считают квадратное или прямоугольное сечение, поэтому сварка профильной трубы характеризуется определенным особенностями, без учета которых получить действительно качественно сварочное соединение не получится.
- Особенности сварки профильных труб
- Обобщенно о сварке профильной трубы
- Варим трубы электродуговым агрегатом
- Сварка трубы газовым оборудованием
- Подведем итоги
Особенности сварки профильных труб
Профильная труба представляет собой особую разновидность металлопроката, изготавливаемую из углеродистой или нержавеющей стали путем литья стальной трубы с круглым сечением и ее последующей формовки.
Сечение материала может меняться в пределах от 10х10 и до 500х400 мм, что позволяет подобрать актуальный вариант с учетом конкретной нагрузки на металлоконструкцию. Толщина стеночек тубы в зависимости от параметров ее сечения меняется в диапазоне 1-22 мм.
Трубный прокат ‒ это особенный вид строительного металлопроката, который актуален для возведения легких металлических конструкций.
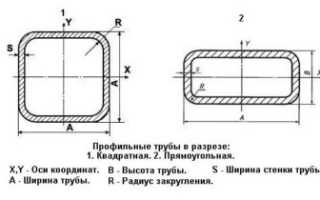
 Чертеж профильной трубы.
Чертеж профильной трубы.
Основные достоинства материала:
- низкий вес, что позволяет снизить трудозатраты при монтаже металлической конструкции;
- широкое разнообразие размеров;
- стандартные размеры по типу труб, что облегчает их торцовую стыковку при сварке;
- равномерная толщина стеночек, ровная гладкая поверхность профильного проката снаружи и внутри.
Сваривание специальным оборудованием и электродом является наиболее популярным на отечественном рынке видом термообработки металлопроката.
Сварка профильных труб позволяет создать каркасы поликарбонатных теплиц, опоры заборов бытового назначения, ворота для гаражей и частных коттеджей, коммуникационные системы разного вида и назначения.
Но выполнять сварные операции важно с учетом особенностей этого материала, без знаний о том, как правильно создавать сварные швы на металлопрокате, отменных результатов работы ждать не стоит.
Обобщенно о сварке профильной трубы
Приведем общие сведения, которые должен уяснить мастер при работе с трубным прокатом:
- под воздействием высокой температуры трубы с профильным сечением в большей мере деформируются, чем круглые изделия;
- при расплавлении металла внутреннее пространство трубного проката может заполниться и перекрыться, если же пустотелость изделия крайне необходима, важно контролировать отсутствие капелек металла внутри трубы;
- при торцевом соединении металлопроката с профильным сечением из-за неравномерного нагрева или неправильного формирования валиков может появиться высокое напряжение на углах изделия.
Толщина стеночек металлопроката меняется в довольно широком диапазоне значений, но именно сварка тонкостенных труб требует от мастера наличия определенных знаний и навыков.
Способы сварки профильных труб.
Работа с тонким металлом не так проста в сравнении со сваркой инвертором толстостенных труб, так как при работе нужно учитывать ряд важных моментов:
- для создания сварных соединений на металлопрокате требуется ток от 10 до 60 А;
- электроды для сварки тонкостенного профиля должны иметь диаметр 0,5-2 мм, но никак не более;
- шов выполняется в один проход;
- качество соединения во многом определяется скорость сваривания;
- мастер должен успеть осуществить сварку профиля до того момента, пока рабочие кромки не остынут.
При внимательном изучении описанных рекомендаций, сварка ворот своими руками из профильной трубы не составит труда даже для малоопытного мастера. Если же выполнять такую работу без знания специфики металлопроката, конструкции не получатся надежными, прочными и долговечными.
Не менее важно при работе с профильными трубами не ошибиться с выбором электрода, так как от этого зависят эксплуатационные параметры сварного шва.
Сварщик должен обратить особое внимание на сечение сварной проволоки: чрезмерно тонкий электрод станет причиной нестабильности горения дуги, а электрод с большим сечением может прожигать тонкостенное изделие.
Подбор диаметра сварной проволоки нужно осуществлять с учетом толщины стеночек металлопроката:
- если сечение трубы металлопроката не превышает 2-х мм, актуален электрод с диаметром 1,5 мм;
- профильная труба с сечением 2-3 мм варится электродом с диаметром 2 мм;
- металлопрокат с сечением 4-6 мм требует применения сварной проволоки с диаметром 4 мм.
Важно! Электроды бывают двух видов: плавящиеся и неплавящиеся. Последние используются при сварке металлопроката исключительно в тандеме со специальными присадками из сплавов олова, латуни и других металлов высокой мягкости с примесями фосфатов.
Сварка фермы или иного рода конструкций из металлического профиля может осуществляться разными способами, но наиболее популярны из них следующие варианты:
- электродуговая;
- газовая.
Расскажем об этом более подробно далее.
Варим трубы электродуговым агрегатом
Сварка квадратных труб электродуговым оборудованием своими руками не считается сложной технологией. Выполнить такую сварку просто даже мастеру с минимальным опытом сварных операций, поэтому данный метод соединения металлопроката очень востребован среди сварщиков.
Электродуговой агрегат позволяет без труда сваривать изделия в труднодоступных местах.
Важно! Посредством дуговой сварки можно варить металлические тубы любого сечения и любой толщины стеночек. Но если металлопрокат имеет стенки с толщиной, превышающей 4 мм, сварные операции с ним должны осуществляться при условии выполнения предварительной подготовки сварной кромки с торца изделия.
Особенности сварки профильных труб. Электродуговая сварка ферм своими руками из профильной трубы требует наличия сварного аппарата и электродов, а также защитной одеждой и специальных фиксаторов для профилей.
Технология может реализоваться разными методами:
- выполнение соединений встык;
- организация сварных швов внахлест;
- тавровые швы;
- соединения, выполненные под удобным углом.
На заметку! При сварке фермы из профильной трубы специалисты рекомендуют располагать швы в нижней позиции, если это допускают условия работы.
Изготовление разного рода металлоконструкций из профильных труб стоит организовывать в условиях специальных помещений. К примеру, сварку раздвижных ворот стоит выполнять в мастерской или просторном гараже, приспособленном под данную работу.
Концы свариваемых труб следует зачистить и обезжирить перед началом работы, чтобы обеспечить кромкам изделий максимальную цепкость.
Если толщина стеночек металлического профиля превышает 4 мм, следует подготовить кромку посредством фаскоснимателя. Это позволит сформировать шов в несколько слоев и сделать стык более долговечным и надежным.
Металлопрокат с меньшей толщиной варят в один шов. При этом детали важно зафиксировать на специальном столе. Трубу с меньшей толщиной стенок нужно сваривать в один шов, также закрепляя детали на специальном столе.
Если металлопрокат имеет сечение более 10х10 мм, специалисты рекомендуют наносить точечные прихватки в некоторых местах и только потом выполнять сварку. Скорость ведения электрода подбирают исходя из скорости плавления металла, но нельзя допустить его протекания во внутренний просвет изделия.
Схема сборки стыка профильных труб.
Чрезмерно медленная скорость ведения электрода приводит к прожигу при сварке тонкостенного металла. Электрод двигают елочкой или из стороны в сторону.
Режим дуговой сварки профильных труб полностью зависит от типа и силы тока, диаметра сварной проволоки, а также выбранной полярности. При этом силу тока подбирают в пределах 20-90 А, учитывая сечение сварного электрода.
Если профилированные трубы варят электродом малого сечения, понадобится постоянный ток с обратной полярностью. При выполнении сварного шва на поверхности образуется шлак, который нужно периодически сбивать.
Также следует учитывать, что зачищенный после остывания сварочный шов будет более надежным, если обработать его специальными антикоррозийными средствами.
Проблематика вопроса заключается в том, что разогретый до высокой температуры сварной шов гораздо быстрее покрывается ржавчиной, теряя прочностные характеристики. Обработка антикоррозийным составом не займет много времени, но значительным образом продлит срок службы металлоконструкции из профильной трубы.
Сварка трубы газовым оборудованием
Но если отсутствует возможность подключить сварное оборудование к электричеству, для сварки тонкостенных труб приходится применять газовый агрегат.
Подготовка и сварка труб по шаблону.
Существуют две технологии применения газосварочного оборудования:
- Мастер должен двигать присадкой по направлению за горелкой слева на право, поэтому такую технологию называют правой.
Достоинства такого метода заключается в хорошем прогревании зоны сваривания и прекрасной видимости рабочей зоны, что позволяет добиться высокой производительности и снизить расход газа. Но применяют правую технологию только для профильных труб с толщиной стенок не менее 5 мм. - Левый способ предусматривает движение горелки справа налево и актуален для тонкостенного металлопрофиля.
При этом проволоку перемещают впереди горелки.
Газовая сварка выполняется поэтапно.
На начальном этапе работы требуется подготовить следующие материалы:
- баллоны с ацетиленом и кислородом;
- редуктор;
- присадку;
- газовую горелку и наконечники для нее;
- шланги, обеспечивающие подачу газа к месту сваривания металла;
- флюс.
Важно! Газосварка не рекомендуется к применению, если объектом сварных работ выступает профильная труба с тоненькими стенками. При таких условиях герметичность сварного шва слишком часто вызывает сомнения, так как чрезмерно высок риск быстрого расплавления металла.
Использование газовой сварки для соединения профильных труб.
На следующем этапе работы нужно обезжирить подготовленные металлические детали и зафиксировать их на специальном столе. Кромку изделия обрабатывают флюсом в виде пасты, чтобы предотвратить образование окиси в процессе сварки.
Специалисты настаивают, что угол скоса кромки непременно должен равняться 30 градусам, чтобы появилась возможность организовать несколько высококачественных рядов сварного шва.
Подача пламени обеспечивается смесью из ацетилена и кислорода. Между свариваемых металлических труб подают присадочный материал перед пламенем горелки. От высокой температуры пламени металл профильной трубы и присадки начнет плавиться, вследствие чего образуется качественный сварной шов.
Горелку при этом нужно двигать справа налево. При сварке трубопроводов встык с толстыми стенками пруток нужно подавать за пламенем горелки, а саму горелку двигают слева направо.
Важно подобрать нужные по размеру электроды для сваривания профильной трубы, чтобы выполнить сварные операции максимально качественно.
На заметку! Обязательно следите за геометрией свариваемых изделий при изготовлении калитки сварочным агрегатом или других конструкций из профильных труб во избежание перекоса изделия.
Подведем итоги
Чтобы создавать конструкции по типу каркасов парников, ворот для гаражей или частных домов из металлопроката, важно знать, какими электродами стоит варить профильную трубу, выбрать наиболее подходящий условиях работы метод сварки и ознакомиться с нюансами работы с таким материалом.
Соблюдайте правила работы с металлопрокатом, чтобы получить наилучшую свариваемость металла и максимально долговечные и прочные сварные швы.
Какими электродами варить профильную трубу?
Автор: Игорь
Дата: 13.07.2017
- Статья
- Фото
- Видео
Профильные трубы имеют ряд преимуществ. Их удобно использовать при монтаже ввиду сравнительно небольшого веса. Их удобно сваривать и стыковать по причине стандартизации их выпуска по размеру и форме, если знать, какими электродами варить профильную трубу. Для стен всех профильных трубных материалов характерна равномерная толщина и гладкость поверхности, что существенно упрощает процесс их сваривания и монтажа. Отдельное внимание должно быть уделено тому, какие электроды для сварки профильной трубы лучше использовать.
Аппараты для сварки профильных труб 

Для сваривания профильных труб могут быть использованы любые разновидности сварочных аппаратов. Особенно это касается трубных материалов с тонкими стенками. Для их сваривания не требуется большая сила тока, поэтому достаточно агрегата, работающего при силе тока в 55 Ампер.
Отдельным моментом служит тип используемого аппарата. Рекомендуется использовать аргонодуговые и электродуговые агрегаты для сварки. Значение имеет используемый в составе аппарата трансформатор. Предпочтительным вариантом является трансформатор инверторного типа. Он дает возможность использовать при сварке импульсный режим.

Сварка профильной трубы инвертором
Не слишком жесткие требования предъявляются и к держаку сварочного механизма. Учитывая незначительность диаметра вставляемого электрода, можно применять для сваривания практически любой сварочный аппарат с любым типом горелки и держака.
Сварка электродами и ее особенности
При ответе на вопрос о том, какими электродами лучше варить профильную трубу, необходимо определиться с типом используемой сварки. Существует три основных типа сваривания:
- электродуговая;
- газовая;
- контактная.
Электродуговая сварка применяется в большинстве случаев. Особенностью данного типа является то, что электроды вместе со сварочным агрегатом могут работать в труднодоступных участках.
Данный вид сваривания универсален, так как может применяться в отношении любых трубных материалов с различной толщиной и сечением. Исключение составляют трубы, имеющие толщину стенок свыше 4 мм. Перед сваркой потребуется их предварительная подготовка. Речь идет о сварной кромке, расположенной с торцовой части трубы.
Сваривание такого типа проводится как внахлест, так и путем таврового и стыкового соединения.»
Многое зависит от использования электрода при сваривании указанным методом. Если микроэлектроды для сварки имеют небольшое сечение, то требуется обратнополярный ток со средней силой в 50 Ампер.
Газовая сварка редко применяется в домашних мастерских. Чаще всего с ней имеют дело на крупных производствах. Причина в дороговизне оборудования и сложности сварных работ с использование специального газа ацетилена. Сваривание газовым методом не применяется для труб, имеющих тонкие стенки. При действии высокой температуры поверхность может сильно расплавиться и нарушить ее целостность. Такой метод требует серьезных навыков со стороны сварщика.
Контактное сваривание тоже в большей мере распространено в рамках промышленного производства. При данном способе происходит давление электродов на свариваемые металлы путем пропускания тока через них. Итогом становится сверхпрочный шов при некоторой деформации обрабатываемого участка.
Виды используемых микроэлектродов
К выбору электродов предъявляются серьезные требования, существует особая классификация электродов. Если микроэлектрод имеет большой диаметр, то металл может быть поврежден. При использовании микроэлектродов небольшого диаметра шов получается слабым и ненадежным.
Частым вопросом становится такой: какими электродами варить профильную трубу 2 мм? Такая труба считается тонкостенной, и для ее сваривания требуется электрод диаметром порядка 1,5 мм. Для труб средней толщины (2,1-3 мм) электродный диаметр составляет 2 мм, а для толстых металлических стенок в 5 мм и больше – микроэлектроды диаметром 4 мм.

Микроэлектрод для сварки профильной трубы диаметром 1,5 мм
Рекомендуется использовать при сваривании неплавящиеся электроды с применением аргона в качестве защитного газа.
При ответе на вопрос, каким электродом варить профильную трубу 20х40, необходимо знать материал, из которого она изготовлена, и ее диаметр. Существуют следующие критерии:
- при соединении нержавеющей стали диаметром 1,5 мм используется проводник 2,5 мм при силе тока 90 Ампер;
- при соединении мягкой стали толщиной 1,5, 2-3, 2-5 мм используется микроэлектрод 1,6, 2 и 2,5 мм соответственно при силе тока 50, 60, 90 Ампер соответственно;
- для сваривания чугунных изделий применяется проводник 2,5 мм при силе тока в 90 Ампер.
Любой сварщик должен знать, как правильно варить сваркой электродами. При любой сварке образуется шлак, снижающий прочность сварочного шва. При проведении работ шлак обязательно должен сбиваться. Необходимо учитывать, что сварочный шов должен зачищаться после остывания. Также его необходимо обрабатывать средствами, борющимися с проявлением коррозии. Это связано с тем, что нагретый до высокой температуры шов быстрее ржавеет и теряет свою прочность.

Шов после сварки профильной трубы электродом
Распространенные марки электродов
Наиболее популярные модели знакомы каждому опытному сварщику:
- АНО – самая распространенная марка электродов для сварки профильной трубы. Микроэлектроды данной марки подходят для сварщиков-новичков и опытных мастеров. Проводники не нуждаются в прокаливании и быстро воспламеняются.
- Микроэлектроды марки МР-3С используются в тех случаях, когда необходимо сделать очень качественный шов с высокими требованиями к его характеристикам.
- МР-3 применяются универсально. Такими микроэлектродами можно сваривать металлы без предварительной очистки.
- УОНИ 13/55 используются профессиональными сварщиками. Такие микроэлектроды применяются для больших конструкций, на которых делается прочный шов.
- ОЗС отличаются хорошим качеством шва, образующегося после соединения. Плюс в низкой цене. Минус заключается в слабой устойчивости к влаге. Микроэлектроды данной марки быстро отсыревают.
Заключение
В тех случаях, когда используются электроды для сварки профильной трубы инвертором, необходимо учитывать вид применяемого металла для сваривания, его характеристики. Отдельное внимание должно уделяться диаметру микроэлектрода и его соответствие толщине трубного материала. Значение имеет тип применяемой сварки и марка микроэлектродов.
Способы и технологи сварки профильных труб: какие электроды выбрать?
На рынке строительного оборудования профильные трубы считаются популярным и востребованным продуктом, именно они заменили уголки, брус и швеллера из металла, т. к. конструкции получаются намного легче. Сварка профильной трубы практически не отличается от аналогичных работ по соединению изделий из металла, но требует особого подбора электродов.
Особенности конструкции, преимущества, характеристики

Профильные трубы квадратного сечения обладают высокой прочностью на излом и сгиб, при этом такие изделия легче на 20—25%, удобны при монтаже любых конструкций, за счёт большой площади соприкосновения.
Основные размеры регламентируются ГОСТом — это ширина, высота, длина профиля, а также толщина стенок.
По методике изготовления профтрубы подразделяются на три основные категории:
- Холоднотянутые с толщиной стенок в пределах 1—8 мм.
- Горячего катанья — 4—14 мм.
- Шовные, изготавливаемые с использованием сварки — 1—5 мм.
Первые два варианта не имеют швов, поэтому могут использоваться не только для изготовления ажурных конструкций, но и для сварки трубопроводов.
Преимущества:
- лёгкий монтаж;
- замена тяжёлых элементов из числа профильной арматуры из-за более низкой стоимости;
- квадратная и прямоугольная форма обеспечивает лёгкую погрузку и перевозку, а также складирование в местах хранения;
- высокая стойкость к статическим нагрузкам, деформации и температурным колебаниям;
- при помощи профильных труб возможны нестандартные решения в архитектуре.
Технические характеристики изделия взаимосвязаны, поэтому при покупке легко оценить качество предлагаемой разными производителями продукции.
Способы и методы соединения

Сварка профтрубы осуществляется несколькими способами, которые имеют особенности, поэтому поговорим подробно о каждом.
Электродуговой вариант
Большая популярность метода объясняется такими причинами: простое использование, качество шовного соединения, возможность сварки в труднодоступных местах, легко найти оборудование и сопутствующие материалы в торговой сети. Для успешной работы понадобится:
- Трансформаторное или инверторное оборудование.
- Электроды разного сечения.
- Средства защиты.
- Приспособления для проведения сварочных работ, к которым относятся — механизм центровки; магнитные угольники, чтобы установить нужный угол соединения; металлическая щётка для зачистки торцов.
Электроды подбираются соотносительно толщине стенки профильной трубы, например, если она не более 4 мм, то применяются стержни с диаметром 2—3 мм.
Инверторный
 Оборудование обладает компактными габаритами и малой массой, стоимость намного выше обыкновенного оборудования, но инвертор быстро окупается и позволяет работать в домашних условиях, а исполнителю необязательно иметь навыки профессионального сварщика, т. к. в изделии присутствует импульсный режим.
Оборудование обладает компактными габаритами и малой массой, стоимость намного выше обыкновенного оборудования, но инвертор быстро окупается и позволяет работать в домашних условиях, а исполнителю необязательно иметь навыки профессионального сварщика, т. к. в изделии присутствует импульсный режим.
Сварку профильной трубы с толщиной стенки в 2 мм проще осуществлять при помощи инвертора, сила тока при этом варьируется в диапазоне 50—60 А. Напряжение надо повышать при соединении изделий с более толстыми стенками. Горение дуги стабильное, не стоит опасаться залипания электрода, т. к. в оборудовании встроена система, исключающая такие негативные проявления.
При помощи газа
Процесс проводится с участием такого оборудования:
- баллоны, заполненные ацетиленом и кислородом;
- редукторы с манометрами, позволяющими контролировать расход газа;
- установленного образца газовая горелка;
- шланги для подачи газа;
- проволока с припоем.
Соединение производится путём расплавления кромок и заполнения промежутка между деталями расплавленным металлом с припоем.
Контактная
Сварка квадратных труб по контактной методике применяется на производстве, т. к. высокая цена на оборудование и сложности проведения процесса не позволяют использовать этот метод дома или в небольших мастерских. Прочность и большая надёжность соединения достигается сильным сдавливанием электродами с одновременным пропусканием разряда, при этом присадки не используются.
Советы профессиональных сварщиков
Профиль сваривают под любым, удобным углом, используя при этом все разрешённые ГОСТом методики соединения.
[stextbox Л. Светличный, образование: лицей, специальность: сварщик 5-го разряда, опыт работы: с 2004 года: «Для надёжной сварки профильных труб нужно создавать швы в нижнем положении, а в неудобных участках применять уже другие пространственные методы».[/stextbox]
Какие использовать электроды?
Профессиональные исполнители советуют использовать следующие марки:
- АНО-4 — распространенная и универсальная марка, не надо прокаливать перед использованием, подходят для работы с разным сварочным оборудованием;
- МР-3С надо использовать, когда к шву предъявляются повышенные требования по качеству;
- профессионалы используют марку УОНИ-13/55;
- хорошее качество соединения обеспечивают изделия ОЗС-12, но у них отсутствует устойчивость к сырости.
Данные рекомендации касаются профильной трубы с размерами 20х40 мм.

Выбор режима
Здесь надо учитывать следующие параметры:
- Сила, полярность и род тока (постоянный или переменный).
- Скорость проводки электрода.
- Диаметр и угол наклона.
- Напряжение сварочной дуги.
Для максимальной эффективности соединения исполнитель должен в каждом конкретном случае использовать наивысшие показатели силы тока, но помнить, что превышение снижает качество шва.
Методом в стык
Для проведения такого режима сварки существуют следующие требования:
- вначале делается прихватка по углам конструкции, затем проверяется точность стыковки, а затем уже обвариваются стыки по всему периметру;
- изделия с тонкими стенками проваривают за один раз, а толстостенные — в несколько проходов;
- дугу ведут с такой скоростью, чтобы металл не проседал, но кромки успевали оплавиться.
Проварку одного стыка заканчивают таким образом, чтобы край шва совпадал с первоначальным и был выполнен внахлёст.
Для тонкостенных изделий
Как варить электродом 2 мм тонкий металл профтрубы — такой прокат относится к тонкостенному виду и соединяется при помощи электродов диаметром от 1,5 до 2 мм, к сварочным работам допускаются исполнители с большим опытом работы. Сила тока — не выше 60 ампер, используются изделия марки МР-3С или АНО-21. Начинающим сварщикам тонкостенные профили надо варить при помощи инвертора.
Под прямым углом
Чтобы добиться при сварке профиля точного угла под 90 градусов, надо иметь опыт и соответствующие вспомогательные инструменты. Существует такая методика проведения работ:
- Профильные трубы разрезаются на части нужной длины.
- Все работы выполняются на ровной поверхности.
- Для надёжной фиксации используются магнитные угольники или подручные средства.
- Соединение выполняется поэтапно с обязательной проверкой угла соединения.
Вначале соединяемые изделия прихватываются, затем измерительным инструментом уточняется угол, если всё в порядке, то производится сварка профиля по периметру.
Устранение прожога
Такие негативные последствия сварки возникают при соединении тонкостенных профильных труб, чтобы предотвратить прожог металла, надо точно подбирать диаметр электрода и устанавливать малые величины сварочного тока, а полярность применять обратную. Аналогичные дефекты появляются из-за неопытности исполнителя.
Выводы
Сварка профильной трубы отличается некоторыми нюансами: надо точно подбирать электроды в зависимости от толщины стенок, иметь достаточный опыт сварочных работ. Новичкам лучше тренироваться на уголках и швеллере, т. к. там риск коробления или прожигания намного ниже.
Как сварить профильные трубы чтобы не прожечь сталь: выбор электродов, способы и методы сварки
Не сразу понятно как сваривать профильные трубы профессионально. Для понимания процесса рассмотрим вариации работы с профилем.
Как правильно варить профильные трубы?
Для различных типов конструкций применяют следующие виды профиля:
- Холоднодеформированный электросварной.
- Горяче- и холоднодеформированный бесшовный.
- Электросварной.
Есть и иные, но указаны одни из популярных. Ведь есть различия еще и в сечении.

Важнее другое — профильная труба выпускается из углеродистой и низколегированной стали. Соединять этот материал нетрудно, есть следующие технологии, как варить профильную трубу:
- Электродуговая.
- Газовая сварка профильного материала.
- Контактная.
- Инверторная.
В каждой из них есть свои особенности. Вот об этом и читаем ниже.
Способы и методы сварки
Все известные способы и приспособления для сварки профиля на сегодняшний день. Перечислим по популярности.
Электродуговая
Это самый удобный и востребованный способ, выполняется за счет давления электродов. Особенность в том, что электродуговой сваркой можно достать до самых труднодоступных мест.
К сведению! Именно этот метод позволяет работать с любой стенкой профиля. Хотя самые тонкие виды труб требуют предварительной настройки аппарата.
Соединяя профильную трубу, необходимо обзавестись сварочным аппаратом и электродами. Хотя взять на время у соседа выгоднее. Также любой частный сварщик обязательно должен иметь защитный костюм и специальные фиксаторы для профиля.
Инвертором
Улучшенный вид электродуговой сварки. Такой же надежный, простой и самостоятельный для частного строительства. Инверторный аппарат удобен в быту и на производстве. Выгода очевидна: компактный, небольшой массы, доступная цена.

Важно понимать, что для начинающих это самый правильный способ. Потому что есть импульсный режим.
Инверторным аппаратом можно варить профиль любой толщины. Сварка тонкостенных профильных инвертором осуществляется при 50 А. Увеличив напряжение, можно работать с классической толщиной.
Сварка осуществляется за счет возбуждения электрической дуги, контакта с электродом заготовки. Расходник (электрод) приступает к горению, покрывает зачищенную основу. Что интересно в электроде есть состав, который при нагреве препятствует контакту атмосферного воздуха и рабочей поверхности.
Видимые преимущества инвертора:
- Нет залипаний электрода.
- Постоянный ток аппарата поддерживает стабильность в работе дуги, отсюда и качественный шов. Изделие выглядит качественно без дополнительной обработки.
- Контактная сварка обеспечивает надежное соединение, устойчивое к нагрузке.
Газовая
Не самый распространенный способ. И дело не за оборудованием, а за качеством шва. Его механические свойства оставляют желать лучшего. Почему так?
Технически создается высокая температура за счет газокислородного пламени. И заполняются зазоры между деталями. Важно понимать, что грязная, не зачищенная труба шов не образует.
Газовую сварку выполняют кислородом или ацетиленом. Для подачи используется горелка.
Именно газом проще всего сваривать тонкие детали профильных труб.
Но для любого ее диаметра необходимо:
- Обзавестись проволокой, одинаковой по составу с материалом.
- Флюс. Необходим для меньшего окисления стали.
Швы для газовой сварки двух типов:
- Справа налево. Для тонкостенного профиля.
- Слева направо. Оптимален для стенок трубы толще 5 мм.
Контактная
Оптимальный вариант для плохих погодных условий за счет стабильного и качественного шва. Выполняется строго специалистами.

В двух словах мастера варят за счет электротока. Он нагревает профиль без присадочных материалов, флюса или проволоки.
Вопросы профессионалам
Стоит отметить, что сваривать профиль не запрещено под любым нужным (удобным) углом. Также для профилированной трубы есть соединение внахлест, стык в стык, тавровым соединением.
Важнее формирование шва, и опытные сварщики рекомендуют создавать швы с нижнего положения. Когда же есть неудобные участки, то используют горизонтальные, вертикальные и потолочные положения.
Какими электродами лучше варить?
Учитывая марку стали, чтобы электродами варить профильную трубу удачно, отдаем предпочтение:
- AHO-4. Одни из самых распространенных за счет своей универсальности. Не нужно прокаливать, подходят для разного типа оборудования.
- MP-3С. Для идеально по качеству и внешнему виду шва.
- УОНИ-13/55. Для профессиональных сварщиков.
- ОЗС-12. Оптимальный соединительный шов. Недостаток в устойчивости к влажной погоде.
Какой режим использовать?
Изучаем сварочный процесс. Выставляя режим, для ручной сварной техники, ориентируемся на силу тока. Это важнейший показатель. Он строго соответствует диаметрам электродов. А электрод (толщина электрода), в свою очередь, подбирается под толщину стенки профиля.
Таблица с показателями, чтобы выбрать диаметр электрода:

Сварка встык
Иначе именуется тавровым. Простой на вид, но для исполнения необходимо набивать руку. Сварка встык требует:
- Выполнения прихватов по каждому углу сечения. Затем нужно обязательно поправить стыковку сечения, обварка по всей плоскости каркаса.
- Тонкий профиль варят в один заход, толстый потребует несколько этапов.
- Дуга подается так, чтобы не было просадки металла. Чтобы кромки успевали оплавляться.
- Завершать следует с ориентиром на край. Он обязательно совпадает с первоначальным, который внахслет.
Сварка тонкой профильной трубы
Тонкую трубу варить трудно. Для тонкой профильной трубы (ее стенки в 2-3 мм) правильнее подобрать аналогичный по толщине электрод диаметром 2 3 мм. Если нет опыта, то портить материал не желательно.
Правильнее доверить квалифицированному сварщику. Он выставит нужную силу тока, возьмет подходящие электроды (АНО21 или МР3С).
К сведению! Профиль в 2 мм оптимально соединять инвертором, чтобы избежать прожога.
Как сварить профильные трубы под 90 градусов?
Перед работой читаем правила:
- Обрезаем заготовки.
- Работаем на ровной плоскости (бетонной).
- Временно фиксируем угол. Сгодятся магниты, косынки.
- Варим сталь по этапам. С самого начала черновая приварка, затем проверка геометрии. Потом уже финишный качественный шов.
При сварке поджигает трубу, что делать?
Чтобы выполнить работу без этого казуса, следуем правилам:
- Точечная сварка по коротким участкам.
- Чтобы избежать перегрева, можно вставить массивный металлический брусок с сечением. Он должен подгоняться под внутренние размеры заготовки трубок.
- Уменьшить расстояние между каждой кромкой.
- Выставить режим самого низкого выходного тока.
- Перемещать сам электрод быстрее.
Видеоурок по сварке
Как правильно и быстро сварить профиль различными способами:
Сварка стыка. Смотрим видео инструкцию для мастера без опыта:
Сколько стоит работа наемного сварщика?
Ориентируемся по стоимости на центральный регион РФ. Важно понимать, что работа наемного сварщика измеряется в различных величинах. Ориентир на:
- Сантиметры (от 20 р за единицу).
- Стыки ( от 150 р за один стык).
- Высокая стоимость на сложные (неудобные) конструкции. Ворота, заборы уже в погонных метрах (от 600 за п.м.).
- Метод горячей сварки.
На любом из сайтов цена всегда ориентировочная. Обсуждают конкретные действия на объекте. После чего выставляют счет. Сварщик не только делает шов, но и подготовку. А это трудоемкий процесс.
Итоги
Теоретически вникли в суть простой на первый взгляд работы по сварке профтрубы у себя дома. Пришли к выводу, что под соединение своими руками лучше выбрать бюджетную технику, универсальные электроды. Важно перед началом работ попрактиковаться на небольших бесполезных отрезках. И только потом приступать к созданию конструкции.
Сварка металлической профильной трубы: методы и правила
Профильные трубы нашли широкое применение в современном строительстве. Их сечение может быть квадратным, прямоугольным и овальным, что позволяет собирать лёгкие и прочные металлоконструкции под задачи любой сложности. Ввиду этого сварка профильных труб требует наличия у исполнителя определённых навыков выполнения таких работ. Только тогда конечный продукт – коммуникационные сети, лестницы, ворота и другие конструкции будут действительно надёжными.

Трубы квадратного или прямоугольного соединяются газовой или электрической сваркой
Преимущества и виды металлических профильных труб
Производятся данные изделия из углеродистой стали или нержавейки. Сечение труб колеблется в диапазоне миллиметров, а толщина стенок миллиметров.
Популярность данных изделий обусловлена множеством факторов. В их числе:
- доступная стоимость;
- малая подверженность металла деформациям;
- относительно небольшая масса. По сравнению с пластиковыми аналогами вес данных изделий, конечно же, больше, но, как показывает практика, это не критично;
- равномерная толщина стенок;
- долговечность и превосходная надёжность в процессе службы.
Помимо этого, использование металлических профильных труб, позволяет создавать конструкцию с требуемыми техническими характеристиками. И не имеет значения, насколько она необычна и сложна. В любом случае срок эксплуатации системы будет весьма продолжительным. Дополнительным аргументом в пользу такого выбора является то, что сварка профильной трубы – объективно недорогой и простой процесс.

Профильные трубы выпускаются в самых разных размерах и служат как основой для зданий, так и для простых конструкций типа ограждения
Сегодня в промышленности применяются следующие виды данной продукции металлургической отрасли:
- трубы бесшовные горяче- и холоднодеформированные;
- электросварные холоднодеформированные;
- электросварные.
Методы сварки
Сваривание стальных профильных труб осуществляется следующими известными видами сварки: электродуговой, газовой, контактной и полуавтоматической (сварка инвертором).
Сварка электрическая дуговая. Высокая востребованность данного метода обусловлена его простотой. Этот фактор позволяет формировать качественный шов даже в труднодоступных местах. Электродуговая сварка профильных труб производится тавровым соединением, встык, внахлёст или под любым доступным углом.
Полезный совет! Сварщики со стажем рекомендуют нижнее расположение шва. Однако вы должны исходить из своих условий: можно воспользоваться вертикальным или горизонтальным швом.
Для выполнения работ вам понадобится сварочный аппарат и электроды. Желательно, иметь в своём распоряжении приспособление, позволяющее фиксировать трубы в необходимом положении. Необходимо также запастись наждачной бумагой и купить металлическую щётку. Ну и конечно без маски и перчаток вам не обойтись.

При помощи сварки можно соединять трубы под любым углом
К выбору электродов необходимо подойти очень внимательно. При их чрезмерно большом диаметре вы рискуете прожечь трубу, а малая толщина не обеспечит достаточную прочность шва. Электрод должен:
- поддерживать устойчивое ровное горение дуги;
- препятствовать протеканию окислительных процессов.
Сварка профильных труб одинакового сечения выполняется неплавящимися электродами в среде, где в качестве защитного газа выступает аргон. В отношении их диаметра существуют следующие рекомендации:
- сварку тонкостенных профильных труб толщиной до 2 мм следует выполнять электродами Ø 1,5 мм;
- при толщине стенки до 3 мм профессионалы советуют использовать электроды Ø 2 мм;
- для металла толщиной 4-6 мм вам потребуются электроды Ø 4 мм.
Зафиксировав свариваемые детали на столе либо на специально созданном для этого приспособлении, удалите с их поверхности смазочные материалы и грязь. Для закрепления конструкции выполните точечное прихватывание металла. Основой процесс начинайте после выравнивания. Сварочную дугу ведите со скоростью, достаточной для расплавления кромок, но при этом металл не должен успевать затекать внутрь. Это – общая рекомендация. А научиться правильно подбирать скорость позволит только практика.
Сварка тонкостенных стальных профильных труб производится в один приём. Чтобы соединить более толстый металл и проварить все слои, потребуется несколько проходов. Снизить напряжение в стали и выполнить несколько швов позволяет разделывание кромок. Режим сварки зависит от напряжения, а также от силы, полярности и типа тока. Исходными данными для расчёта силы тока является толщина электрода. Диапазон значений данного параметра такой: ампер. При работе с тонкостенными металлическими профильными трубами рекомендуется постоянный ток обратной полярности.

Газовую сварку применяют в основном на промышленных объектах и она требует опыта проведения таких работ у мастера
Сварка сопровождается образованием шлака, наличие которого снижает прочность шва. Поэтому его следует периодически сбивать. Зачистка шва выполняется после его остывания. Места, разогретые до высокой температуры, ржавеют быстрее. Этот фактор обусловливает необходимость обработки шва с последующим его покрытием антикоррозионным слоем.
Газовая сварка. Свариваемая конструкция требует очистки поверхности и фиксации. Если толщина стенок превышает 5 миллиметров, выполняется скос кромок. Нанесённый на поверхность слой флюса создаёт плёнку, которая защищает от окисления и способствует получению более прочного шва. Под действием высокой температуры горения, поддерживаемого смесью кислорода и ацетилена, металл плавится и заполняет зазор.
Полезно знать! Такая технология по причине высокой себестоимости менее распространена по сравнению с электродуговой сваркой. Кроме того, по нормам техники безопасности работать с газовым оборудованием должен только профессионально подготовленный газосварщик, имеющий специальный допуск.
Повысить качество шва позволяет специальная присадка. Сварка тонкостенных труб выполняется методом «справа — налево»: горелка перемещается вслед за присадочным прутком. Его равномерное расплавление в сочетании с таким же расплавлением кромок позволяет сформировать аккуратный и надёжный шов.
Толстостенные профильные трубы соединяются «слева — направо»: горелка идёт впереди присадки. Остывший шов требует доработки. На каждом этапе выполняется проверка геометрии, и выявленные перекосы выравниваются. Газовая сварка незаменима при отсутствии источника электроснабжения.
Сварка контактная. В быту такой метод не нашёл широкого распространения и практикуется только профессионалами. Его применение целесообразно в местах установки специального оборудования. Эта сложная сварка выполняется за счёт пропускания электрического тока при одновременном давлении электродов на детали. Присадки в этом процессе не применяются. Кромки надёжно свариваются и формируют неразъёмное соединение благодаря сжатию и кратковременному увеличению температуры от протекания тока.
Инверторная сварка. Этот вид сварки заслуживает отдельного разговора. Инвертором называется аппарат, который выполняет ряд преобразований электрических параметров сети. В результате на его выходе формируется переменный ток.

Инверторный сварочный аппарат отличается удобством в обращении и высоким качеством шва, его легко освоит и сварщик-новичок
Высокое качество швов и компактность – вот что отличает данный агрегат от привычного сварочного аппарата. Продолжая сравнение, следует отметить, что схемотехническое решение инвертора препятствует залипанию электродов, которое часто наблюдается во время эксплуатации традиционного трансформаторного оборудования. Конструкция данного агрегата состоит из следующих узлов:
- сетевого выпрямителя;
- сетевого фильтра;
- преобразователя частоты;
- сварочного трансформатора;
- силового выпрямителя;
- системы управления.
Принцип действия инвертора заключается в двойном преобразовании напряжения внешней сети. Вначале переменный ток 220 Вольт/50 Герц трансформируется в постоянный. Для окончательного сглаживания его параметров используется специальный фильтр. Далее инвертор преобразует постоянный ток в переменный с высокой стабилизацией амплитуды (220 Вольт) и частоты (50-60 Герц).
Полезная информация! Преимущество схемы двойного преобразования, кажущейся на первый взгляд чересчур громоздкой, заключается в том, что снижение напряжения высокочастотного тока может выполнять трансформатор с малыми размерами и небольшим весом.
Например, при проведении сварки с силой тока 160 ампер для агрегатов старого образца потребуется трансформатор весом 18 кг, в то время как для сварки инвертором применяется преобразователь напряжения массой около 0.250 кг.

Чтобы сварочное соединение было качественным, срез трубы должен быть ровным
Особенности инверторной сварки
Лёгкость и удобство в работе являются одними из основных достоинств данного оборудования. Совокупность этих свойств позволяет производить сварку профильных труб инвертором даже неопытному сварщику. Но всё же, знание особенностей этой процедуры не помешает.
Об исключении явления залипания электродов было сказано выше. По этой причине вертикальный шов при инверторной сварке получается качественнее и быстрее. Существуют и другие особенности использования оборудования такого типа.
Так, например, при работе с традиционным сварочным агрегатом, качество шва зависит от степени стабильности горения электрической дуги. Обеспечение данного параметра под силу не каждому начинающему сварщику. Постоянство сварочного тока инверторной аппаратуры делает вопрос контроля этой функции неактуальным.
В традиционных трансформаторных сварочных агрегатах существует зависимость между напряжением на входе и на выходе. Таким образом, при существенных перепадах во внешней сети могут возникнуть проблемы с розжигом дуги. Схемотехническое решение инвертора полностью исключает подобную зависимость.
Одной из разновидностей оборудования такого типа является сварочное устройство-полуавтомат. Присадочная проволока, с помощью которой формируется шов, подаётся в зону горения дуги автоматически.
В заключение следует отметить, что универсальные инверторы очень востребованы в частных мастерских и автосервисах.