
Сварка полуавтоматом для начинающих без газа
Особенности сварки полуавтоматом без газа
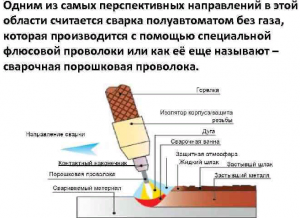
На сегодняшний день проведение сварочных работ доступно не только профессионалам, но и сварщикам-любителям. Опытные мастера для применения в быту рекомендуют использовать сварку полуавтоматом без газа. При этой технологии производится сварка на электродной проволоке, заполненной особым составом – флюсом. Порошковый флюс, сгорая, обеспечивает необходимый жар для создания сварочного шва, образуя при этом газовое облако для защиты зоны расплава.
Конструкция и принцип работы полуавтоматического сварочного автомата
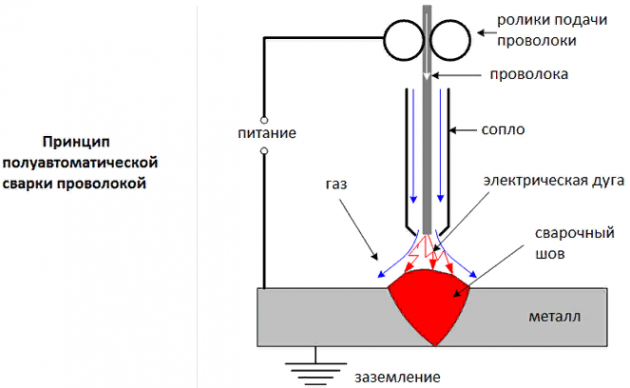
Принцип работы полуавтоматического сварочного аппарата заключается в генерировании электрической дуги для преобразования энергии электричества в тепловую. Подача в зону расплава проволоки, являющейся мобильным плавящимся электродом, осуществляется автоматически, с постоянной скоростью. Перемещение горелки осуществляется вручную.
В состав аппарата входят:
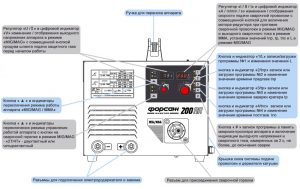
- источник тока;
- узел управления;
- механический блок подачи электрода;
- бобина с проволочным электродом;
- трубопровод для подачи проволоки;
- сварочная горелка-«пистолет»;
- гибкие шланги;
- электрический провод цепи управления;
- управляющая панель.
Самой высокой производительностью обладает современный инверторный сварочный аппарат, отличающийся высокими эргономическими параметрами, быстрым розжигом электрической дуги и высокой скоростью создания прочных соединений.

При проведении сварки полуавтоматом необходимо изолировать создаваемое соединение от внешней среды. Если расплавленный металл контактирует с окружающим воздухом, то кислород и азот вступают в реакцию с металлом, снижая прочность шва. Для изоляции применяется защитный газ. На сегодняшний день есть два способа проведения сварки полуавтоматом, с разными вариантами защиты шва: с применением газовой среды или специального флюса.
При первом способе предохраняющий инертный или активный газ подается через сопло горелки от специально подключенного баллона с газом. При этой технологии в качестве электрода применяется омедненная сварочная проволока заданного сечения.
При проведении сварки полуавтоматом без газа предохраняющий газовый слой образуется при сгорании порошкового флюса, которым заполнена специальная проволока, используемая в качестве плавящегося электрода.
Технология сварки полуавтоматом без газа
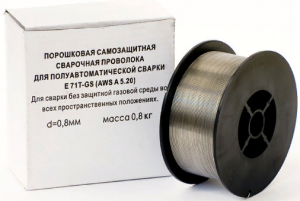
Именно использование флюсовой (порошковой, защитной) проволоки дает возможность получать качественные сварочные швы, не используя газовые баллоны. Она представляет собой полую трубку из стали диаметром 0.8-2 мм, полость которой заполнена специальным флюсом с добавками.
Флюс компонуется из деоксидирующих веществ, препятствующих поглощению кислорода, а также шлакообразующих элементов и различных присадок. Это марганец, железо, кремний, никель и другие легирующие добавки, позволяющие получить при малых токах требуемую температуру плавления.
Состав флюса, сходный с составом на поверхности типовых электродов, зависит от требуемых характеристик свариваемых материалов и шва. При нагревании флюс полностью сгорает, образуя при этом защитное газовое облако вокруг области расплава металла.
Флюсовая проволока изготавливается в различных вариациях:
- трубчатая простая;
- трубчатая двухслойная;
- двуполостная с одним загибом;
- двуполостная с двумя загибами.
Стальные стенки проволоки-электрода тонкие, они не способны выдержать резкие рывки, сжатие или изгибы. Это необходимо учитывать при настройке подающего электрод механизма, а также в процессе сварки, избегая рывков, поворотов и скручиваний шланга сварочного аппарата.
Сварочные полуавтоматы, использующие эту технологию, должны иметь возможность изменения обратной полярности на прямую. Сварка полуавтоматом без газа, в противоположность сварке с применением газобаллонного оборудования, требует прямого подключения – на электрод подается «минус», свариваемая заготовка подключается к «плюсу». Это подключение дает более высокую температуру, необходимую для сгорания флюсового порошка и создания предохранительной среды.
Процесс сварки полуавтоматом без газа
Для получения качественного сварочного шва необходим опыт работы и точное соблюдение алгоритма действий. Перед началом работы необходимо принять защитные меры. Вокруг рабочего места обеспечивается 10-тиметровая рабочая зона, в которой отсутствуют любые легковоспламеняющиеся и взрывоопасные предметы. Доступ в зону посторонних лиц должен быть исключен.
Для настройки оборудования необходимо:

- установить значение тока для сварки в зависимости от толщины свариваемой заготовки (согласно инструкции производителя);
- настроить оптимальный режим подачи проволочного электрода – шестерни должны равномерно проворачивать проволоку, не повреждая ее;
- переключить полярность тока на прямую;
- включить прокручивание проволоки «Вперед», открыть заслонку для флюса, надавить кнопку «Пуск», одновременно чиркнув электродом;
- провести сварку на пробной заготовке, если нужно – внести изменения;
- при стабильной дуге и равномерном движении проволоки можно начинать процесс сварки.
Процесс начинают с верхней части шва, ведя «пистолет» сверху вниз. Т. к. жар от сгорания флюса распространяется вверх, такая траектория позволяет удержать температуру в сварочной ванне. Перемещать горелку следует плавно, но достаточно быстро, чтобы не допустить образования капель расплава. Необходимо контролировать наклон «пистолета» — слегка кверху.
Достоинства и недостатки сварки полуавтоматом без газа
Применение сварки полуавтоматом без газа, в сравнении с традиционной технологией в среде инертного или активного газа, поступающего из баллона, имеет как плюсы, так и минусы. К достоинствам можно отнести:
- мобильность оборудования – не нужен громоздкий газовый баллон и дополнительные шланги;
- отсутствие необходимости постоянной дозаправки баллона и связанных с этим экономических затрат;
- возможность формирования более аккуратного шва;
- возможность прямого наблюдения за процессом сварки (сквозь защитную маску);
- способность влиять на параметры дуги и химическую структуру шва путем использования флюса с разным наполнением.
Из недостатков сварки полуавтоматом без газа опытные сварщики отмечают:
- значительную цену проволочного электрода с флюсом;
- необходимость щадящей эксплуатации проволоки из-за ее хрупкости;
- сложность выбора оптимального режима сварки – он определяется химическим составом флюса;
- необходимость очистки шва от шлака;
- необходимость наличия у сварочного полуавтомата возможности изменения полярности.
Несмотря на имеющиеся минусы, сварка полуавтоматом без газа признана оптимальным вариантом для бытового применения при ограниченных объемах работ. Это лучший выбор и по цене расходуемых материалов, и по удобству работы с оборудованием.
Сварка полуавтоматом без газа в домашних условиях очень популярна. Необходимое оборудование, качественное и недорогое, легко найти в специализированных магазинах. Отсутствие громоздкого баллона с газом делает процесс сварки значительно удобней, а качество работ остается высоким. Но начинающему сварщику необходимо учитывать высокую стоимость флюсовой проволоки и получить предварительную консультацию опытного специалиста.
Видео по теме: Сварка порошковой проволокой без газа
Принципы сварки полуавтоматом без газа
Для соединения частей металла в условиях мастерской рекомендуется применять сварку полуавтоматом без газа. Способ считается безопасным и доступным. При этом исключается применение дополнительного оборудования для обеспечения газовой среды в месте образования шва.
 Сварщик варит полуавтоматом без газа
Сварщик варит полуавтоматом без газа
Особенности метода
Соединение металлических частей при помощи полуавтоматической сварки происходит в результате непрерывной подачи плавкого электрода. В качестве электрода выступает полая трубка определенного диаметра. Плавление происходит от электрической дуги.
В промышленности выделяют два способа работы полуавтомата:
- использование газовой среды необходимо при соблюдении требования защиты шва от попадания кислорода;
- сварка без газа освобождает сварщика от трудностей, связанных с перемещением оборудования, а также постоянного пополнения емкости.
Для того чтобы предотвратить трудозатраты рекомендуется применять полуавтоматическую сварку без газовой среды. Применяется гибкая трубка, внутри материал имеет полость, в процессе изготовления пустоту заполняют флюсом, происходит его нагрев, выделяется газ. Шов защищается от действия посторонних веществ. К преимуществам относят:
- питание аппарата от центральной сети при помощи проводов;
- подвижность приспособления;
- непрерывность подачи без остановок на замену электрода.
Выбор проволоки
Для сварки без газа необходима порошковая проволока. Она представляет собой полую металлическую трубку, заполненную специальным флюсом и стальной крошкой. Устанавливают ее в специальный механизм для равномерной подачи. Сварочная проволока подбирается в соответствии с материалом, который необходимо соединить.
Достоинства и недостатки порошковой проволоки
- сварка порошковой проволокой не нуждается в дополнительной газовой среде;
- возможность перемещения оборудования в любое место;
- выполнение работ в труднодоступных местах;
- высокая скорость метода соединения металлических частей.
- высокая стоимость расходных материалов;
- качество шва хуже относительно метода с газом.
Заправка и расход
Для сварки проволокой необходимо выполнить следующее:
- на аппарат устанавливаются ролики определенного диаметра;
- прижимной механизм не рекомендуется затягивать с усилием;
- на сварочной головке снимается наконечник;
- при появлении конца материала на головке наконечник снова одевают;
- для защиты от брызг расплавленного металла необходимо провести обработку.
Материал с флюсом подбирается в зависимости от свариваемого металла. При этом расход регулируется на полуавтоматическом аппарате и зависит от величины электрического тока.
Необходимое оборудование и виды проволоки
Для соединения без газа может подойти любой аппарат с возможностью переключений обратной полярности на прямую. При использовании проволоки с флюсом подбирается сварочный полуавтомат без газа. При этом необходимо соединять клеммы оборудования, как при работе с электродами. Результатом станет повышенная энергия выхода дуги, а также температура в месте шва.
Первоначально выполняют отладку подающего механизма. Возникающие перекосы могут повредить материал, при этом снизится качество соединения. При выборе оборудования учитывают:
- небольшие размеры для быстрого перемещения;
- плавная настройка электрической дуги;
- применение различных материалов.
Различают следующие виды проволоки:
- с флюсовым сердечником;
- с металлическим порошковым сердечником.
 Проволока для полуавтомата
Проволока для полуавтомата
Настройка оборудования
Подобранные параметры помогут соединить металлические детали качественным швом. Предварительно необходимо:
- определить величину электрического тока для подачи на клеммы оборудования;
- настроить инверторный сварочный аппарат по указанным параметрам;
- на подающем механизме установить набор шестерен;
- на куске металла выполнить пробный шов;
- убедившись в правильной настройке параметров, выполнить соединение металла.
Как варить полуавтоматом без газа
Сварка полуавтоматом без газа обычной проволокой с флюсом выполняется по следующему алгоритму:
- металлические детали необходимо предварительно подготовить, для этого зачищают место соединения, обезжиривают края;
- на механизме с проволокой устанавливается низкая скорость подачи, а также минимальные значения напряжения;
- горелку рекомендуется вести углом вперед, дуга прерывистая;
- на оборудовании устанавливают правильную полярность для сварки порошковой проволокой без газа;
- ролики перемещения и наконечник на головку подбирают соответственно диаметру присадочного материала;
- конец обрабатывают для предотвращения налипания брызг металла;
- движение при сварке начинают от верха шва, равномерно без рывков;
- порошковая проволока подается к переднему краю;
- для начинающих сварщиков рекомендуется первоначально выполнить проверочный шов.
Соединение металла сваркой является сложным технологическим процессом, при котором требуется соблюдать необходимые меры безопасности, а также наличие средств защиты.
Технология сварки полуавтоматом без газа обычной проволокой
Время чтения: 6 минут
Бытовые сварочные полуавтоматы — это один из самых продаваемых типов сварочного оборудования. С помощью компактного полуавтомата можно не только решить многие проблемы на даче, но и залатать кузов авто или починить забор. И не смотря на необходимость применения газовых баллонов и присадочной проволоки, которые удорожают сварку, полуавтоматы все равно пользуются большим спросом.

Однако, не всегда применение газовых баллонов возможно. Примеров масса: от сварки на высоте до срочных выездных работ на стройплощадке. В таких ситуациях сварщики задаются вопросом: «А можно ли вообще использовать сварочный полуавтомат без газа, применяя только присадочную проволоку?». Ответ: да. Но с некоторыми оговорками, о которых мы и расскажем в этой статье. Прочтите до конца, чтобы сделать правильные выводы и получить швы достойного качества.
Возможна ли сварка без газа?
Сразу скажем, что в этой статье мы будем говорить о технологии MIG/MAG (сварка с применением защитного газа и плавящейся проволоки). Эта технология хорошо себя зарекомендовала и позволяет получить качественные швы, в отличие от ММА сварки (ручная дуговая сварка). Для выполнения MIG/MAG сварки необходимы специальные сварочные полуавтоматы, присадочная проволока и, конечно, газ. Но что делать, если у вас нет возможности использовать газ?

Хоть MIG/MAG сварка и позволяет получить очень качественные швы, она не лишена недостатков. Зачастую газовые баллоны слишком громоздки, чтобы использовать их для сварки в труднодоступных местах и на высоте. В таких случаях сварка с газом просто невозможна. Также при частой сварке газовый баллон необходимо заправлять, и это не всегда возможно, а запасного баллона может не быть под рукой. Возникает необходимость применять сварочный аппарат без газа… Но насколько это возможно?
Многие умельцы решают просто исключить газ из технологии MIG/MAG и варить присадочной проволокой. Они убеждены, что можно использовать сварочный полуавтомат проволочный без газа и при этом получить качественные швы. Так ли это мы расскажем далее.
Сварка без газа обычной проволокой
Сварка обычной присадочной проволокой без газа с применением полуавтомата — это бессмысленная затея. Такая сварка практически невозможна из-за особенностей самой присадочной проволоки. Повторимся, что в данной статье мы говорим о технологии MIG/MAG сварки, где обязательно применение газа. Если убрать газ и оставить только присадочный материал, то он будет либо постоянно разбрызгиваться, либо залипать. И эту проблему не решить встроенными функциями полуавтомата. Просто такова технология. Отсутствие газа при сварке обычной проволокой — это все равно, что у человека отобрать одну руку и заставить выполнять привычные повседневные действия.
Итак, проволочные присадочные материальные годятся для сварки без газа. Что тогда делать? На помощь приходит так называемая порошковая проволока. С виду это обычный металлический пруток. Но в его сердцевине содержится флюс, который при плавлении проволоки высвобождается и позволяет варить без газа.

Вывод: сварка полуавтоматом без газа обычной проволокой возможна, но получаемые швы никуда не годятся и саму работу крайне сложно выполнять. Используйте такой метод только при экстренных случаях, когда у вас вообще нет никакого выбора. В остальных ситуациях лучше применять порошковую проволоку с флюсом внутри. На данный момент это единственный безгазовый способ сварки при применении MIG/MAG технологии.
Но учтите, что порошковая проволока стоит недешево и такая сварка может оказаться дороже применения газа и обычной проволоки. К тому же, получаемые швы не отличаются высоким качеством и подвержены коррозии. В случае с некоторыми металлами это особенно критично.
Например, при сварке нержавеющей стали. Если использовать порошковую проволоку при работе с нержавейкой, то шов через время покроется ржавчиной, и антикоррозийные свойства сойдут на нет. Учитывайте это и не используйте порошковую проволоку на постоянной основе вместо газа. Все-таки MIG/MAG технология подразумевается связку газ+присадочный материал. А порошковая проволока скорее помогает решить срочные задачи и не подходит для регулярного использования.
Технология сварки
Итак, теперь вы знаете, что сварка обычной проволокой неэффективна и нужно использовать порошковую проволоку, если вы хотите варить без газа. Технология сварки порошковой проволокой довольно проста, и в чем-то напоминает ручную дуговую сварку, но с некоторыми отличиями. Мы расскажем про основные особенности технологии, которые нужно учитывать.
Ваш сварочный аппарат должен работать на постоянном токе или иметь возможность переключения с переменного тока на постоянный. Это связано с тем, что большинство марок порошковой проволоки предназначены для сварки на постоянном токе. Но вы можете подобрать проволоку, которая подходит для переменного тока, если это необходимо. Но учтите, что найти такой присадочный материал непросто и при сварке металл будет разбрызгиваться. Что касается полярности, то рекомендуется установить обратную.
У проволоки должен быть свой сертификат или паспорт, где будет указан рекомендуемый вылет. Обычно вылет проволоки должен составлять от 15 до 20 мм. В процессе сварки вылет должен быть неизменным. Внимательно прочтите рекомендации, которые дает производитель в сертификате или паспорте.
Еще одна важная особенность — это подбор направляющего канала для горелки. Его диаметр должен быть больше диаметра проволоки. Например, для сварки порошковой проволокой диаметром 2 мм подберите направляющий канал диаметром 3 мм. Наконечник лучше выбирать из меди и длиной около 40 мм.
Порошковая проволока не нуждается в перемотке, ее можно сразу использовать их бухты в которой она поставляется. А вот в прокалке она все же нуждается. Так что перед сваркой поместите ее в печь на 2-3 часа. Прокалите до температуры не более 250 градусов. Если в составе проволоки есть органические элементы, то ее не нужно прокаливать. Зачастую все рекомендации касаемо прокалки есть в сертификате или паспорте на купленную вами проволоку.
При формировании швов горелкой совершайте плавные колебательные движения.
Вместо заключения
Не всегда у сварщика есть возможно применять аппарат с проволокой и газовым баллоном. В таких случаях можно применить сварочный аппарат полуавтомат без газа, заменив присадочную проволоку на порошковую. За счет флюса, находящегося в сердцевине порошковой проволоки, удается имитировать сварку в среде защитных газов. Но учтите, что качество швов будет заметно хуже, чем при использовании газа. Так что не стоит применять порошковую проволоку на постоянной основе.
Также не используйте для сварки без газа обычную присадочную проволоку. Такая сварка практически невозможна, а получаемые швы далеки от идеала, мягко говоря. Ведь технология сварки в среде защитного газа придумана и запатентована не просто так. В ней продумана каждая мелочь. Желаем удачи в работе!
Как правильно варить полуавтоматом без газа

Сваривание деталей полуавтоматом без газа уже не является чем-то из ряда вон выходящим. Более того, технология стала доступной не только для избранных специалистов, но и для всех без исключения любителей. В торговой сети представлен широкий выбор соответствующего оборудования и оснастки. Популярность метода обусловлена простотой его применения и высоким качеством конечного результата.
Сварка полуавтоматом по сравнению с электродуговой имеет важные преимущества. С ее помощью шов получается более качественным, а закрыть за один проход длинный стык — это уже не проблема. Плюс к этому оборудование отлично справляется с задачами сваривания листовых материалов толщиной 1,5 мм и меньше.
Наряду с приличным перечнем достоинств полуавтоматический сварочный аппарат имеет и недостаток. Он заключается в необходимости защитной среды, которая формируется специальным газом. Поэтому приходится тащить увесистые баллоны, что тяжело и очень неудобно. Есть выход. Можно избавиться от тяжелой ноши и заваривать стыки только одной лишь проволокой. Но не простой, а специальной — порошковой. Она еще называется флюсовой. О том, как варить полуавтоматом без газа, читайте в материале дальше.
- Особенности сварки без газа
- Как варить полуавтоматом без газа порошковой (флюсовой) проволокой
- Особенности порошковой проволоки
- Видео: Как правильно варить полуавтоматом без газа
Особенности сварки без газа

Как работать с электродуговой сваркой, знают не только специалисты, но и любознательные люди со стороны. По крайней мере многие видели, что к рабочей платформе присоединяется провод, в держатель вставляется электрод и далее цепь замыкается, генерируя дугу. С аппаратами для полуавтоматической сварки дела обстоят несколько иначе. Электрод здесь заменяет проволока, которая во время сварки окутывается защитным газом.
Газовая среда необходима для того, чтобы защитить расплавленный металл от окисления. В окружающем воздухе много паров влаги и других активных элементов, которые будут взаимодействовать с расплавом. Подаваемый в рабочую зону газ вытесняет атмосферный, создавая тем самым защитную среду. Это и есть слабое место полуавтоматической сварки. Для ее работы нужен газ, который не всегда есть под рукой. И что делать, если баллона нет? Ответ прост: можно воспользоваться проволокой с флюсом внутри.
Как варить полуавтоматом без газа порошковой (флюсовой) проволокой

Порошковая проволока предназначена для того, чтобы дать возможность работать без использования баллонного газа. Внутри такой проволоки есть полость, которая наполняется флюсом. Когда пруток плавится, он освобождает содержимое и порошок попадает в зону высокой температуры. Он начинает плавиться и при этом выделяет газ, который и формирует защитную среду.
Порошок можно назвать тем же самым защитным газом или электродной обмазкой. В любом случае их роли идентичны: обеспечение защитной среды для сварочной ванны. В состав порошка включен рутил и флюорит. Более точный состав можно узнать на этикетке или сопроводительной документации.
Вот и получается, что выполняется сварка флюсовой проволокой без газа. Точнее без баллонов — громоздких и тяжелых. Благодаря этому оборудование можно использовать в сложных и труднодоступных местах: в узких проходах, тоннелях; на высоте и т.д. Если нет возможности доставить туда баллон, то делать это вовсе не обязательно.
Особенности порошковой проволоки

На рынке представлена присадочная проволока разных диаметров, начиная от 0,8 мм. Наибольшая толщина расходного материала составляет 2,4 миллиметра. Широкий ассортимент проволоки значительно расширяет возможности сварки. Полуавтомат работает с металлами разной толщины: начиная от тонких листов и заканчивая заготовками толщиной в сантиметр.
Полуавтоматом с присадочной проволокой можно варить как оцинкованное железо, так и углеродистую сталь или нержавейку. Важно учитывать при выборе расходного материала состав порошка. От этого зависит конечный результат всей работы.
Нюансы полуавтоматической сварки без газа
Стандартная сварочный полуавтомат без газа – это вид классического электродугового оборудования, при котором в качестве защитной присадки используется специальная проволока для сварки.
Наполненное флюсом или порошковым составом проволочное изделие подается к месту обработки (в сварочную головку) с постоянной скоростью посредством специального механизма.

Особенности метода
Добавки, которые используют при сварке без газа, позволяют понизить диаметр проволоки до 0,8-2-х мм, и на малых токах получать требуемую степень расплавления металла.
Посредством этого метода удаётся получить качественные и надёжные швы при сплавлении изделий любой толщины, а также существенно повысить эффективность работы полуавтомата.
Полуавтоматическая сварка металлических заготовок без защитного газа обеспечивает целый ряд преимуществ, основными из которых являются:
- избавление от необходимости переносить тяжёлые баллоны;
- существенная экономия на смесях газов, заправка которых стоит немалых денег;
- разнообразие способов формирования присадочных составов (использование флюса, порошка и подобных им наполнителей);
- возможность контроля места сварочной разделки непосредственно через маску.
При сварке металлов полуавтоматом без газовых смесей некоторым профессионалам удаётся вырабатывать от 20-ти до 40 метров соединительных «ниток» в час.
К особенностям сварки полуавтоматом следует отнести применение таких заменяющих газ атрибутов, как проволочные расходные материалы.
Проволока производится в виде тонкой стальной трубки, диаметр которой выбирается порядка 0,8 мм (аналогично свариванию в й среде газа). Внутренние её полости заполняются специальным порошковым флюсом, по своему составу напоминающим обмазку типовых электродов.
По ходу сварного процесса с помощью полуавтомата при сильном нагревании заполняющий состав полностью сгорает. В результате в образовавшейся ванне появляется облако газа, надёжно защищающее от доступа кислорода.
Настройка оборудования
Качественная подготовка к процессу сварки без газа предполагает специальную настройку оборудования. Согласно требованиям нормативной документации для этого необходимо будет установить на полуавтомате значение сварочного тока, соответствующее толщине сплавляемых металлических заготовок.
В прилагаемой к полуавтомату инструкции должны указываться рабочие соотношения этих величин. Важно их учитывать, поскольку при заниженном значении тока качество обработки заготовок может ухудшиться, а при завышенном можно прожечь деталь.
Затем надо настроить т-режим подачи проволоки (скорость её перемещения устанавливается комплектом из нескольких сменных шестерён).
Желательно протестировать правильность настройки полуавтомата и выбора режимов его работы на ненужном пробном изделии, при необходимости провести корректировку.
Для сварки надо установить ручку переключателя подачи в позицию «Вперед», а затем заполнить флюсовую воронку.
Надо выставить вылет держателя с таким расчётом, чтобы наконечник располагался в зоне сварки. Затем перевести заслонку воронки с флюсом в открытое положение и нажать «Пуск», одновременно с этим кратковременно проводя электродом по свариваемому месту.
После того, как появится устойчивая дуга, можно будет переходить непосредственно к процессу сварки. Настроенный согласно рекомендациям полуавтомат обеспечит устойчивую электрическую дугу без защиты газа и подачу в зону горения необходимой порции флюса.
Техника сваривания
 Перед началом сварки заготовок полуавтоматом без газа (без углекислоты, в частности) всегда следует помнить о том, что при наплавлении вертикальных швов пары сгораемого флюса поднимаются кверху.
Перед началом сварки заготовок полуавтоматом без газа (без углекислоты, в частности) всегда следует помнить о том, что при наплавлении вертикальных швов пары сгораемого флюса поднимаются кверху.
В этом случае шов удобнее всего начинать с верхней части заготовки, что особенно важно при работке с тонкими металлическими листами.
В процессе работ полуавтоматом рукоятку горелки необходимо держать под небольшим наклоном кверху, поскольку в этом положении удобнее будет удерживать сварочную ванну на месте её формирования.
Вдоль образуемого соединения горелка должна перемещаться достаточно быстро, не допуская образования капель расплавленного металла. При этом сама проволока всегда подаётся к переднему срезу сварочной ванны.
Рассматриваемый вид сварки полуавтоматом без газа чем-то напоминает работу с обычным электродом, по ходу которой шлак иногда затекает в расплавленную ванну.
По аналогии с ним в этом случае поверх получившегося шва сварщикам нередко приходится делать ещё один, но только после того, как предыдущий будет очищен от шлаков.
Используемая при сварке без газа порошковая проволока достаточно мягка, так что при обращении и работе с ней недопустимы резкие перегибы шланга.
Применять при сварке полуавтоматом без газа обычную проволоку категорически запрещено, поскольку это может привести к образованию некачественного шва (с неровностями и пустотами). К тому же будет наблюдаться её перерасход, связанный с бесполезным испарением защитного покрытия.
Работа со сварочным инвертором
Инверторный способ сварки без газов лишь в некоторых деталях отличается от общепринятого. При его реализации самое главное – это правильно выставить сварочный ток и выбрать соответствующий условиям сварки электрод (оптимальный размер – 2…5 мм).
 Как и при работе с полуавтоматом ток выбирают с учётом толщины обрабатываемого материала, а электрод подносится к месту соединения металлов очень плавно. Последнее требование исключает возможность его залипания и перегрузки агрегата.
Как и при работе с полуавтоматом ток выбирают с учётом толщины обрабатываемого материала, а электрод подносится к месту соединения металлов очень плавно. Последнее требование исключает возможность его залипания и перегрузки агрегата.
Для поджигания дуги электрод располагают по отношению к обрабатываемой поверхности под небольшим углом, а затем слегка касаются её с последующим отрывом. После появления дуги электрод следует держать на определённом удалении от линии сварки, примерно равном его диаметру.
Из описания следует, что сварку инвертором без защитного газа нельзя назвать оригинальной, однако в этом случае очень важна величина дугового зазора, образуемого между электродом и металлом.
В том случае, если выдерживать требуемый зазор не удаётся – даже при наличии флюса шов всё равно получается слишком выпуклым (в местах сплавления металл не успевает прогреться). При слишком большом зазоре возможна неустойчивая дуга, что также сказывается на качестве шва (он может получиться неровным).
Ещё в большей степени качество сварки без газа зависит от правильно выбранной полярности подключения питающих проводов, которые при работе с инвертором минусом подсоединяют на держалку, а плюсом (массой) – непосредственно к заготовке. Такое подключение принято называть «прямым».
Немаловажна при работе с полуавтоматом или инвертором организация рабочего места сварщика, в пределах которого размещается оборудование и все вспомогательные приспособления для сварки без газа.
Прежде всего, необходимо побеспокоиться о создании десятиметровой защитной зоны, образуемой вокруг рабочего места и исключающей попадание в неё посторонних. Помимо этого следует предпринять специальные меры по удалению из этой зоны взрывоопасных и горючих веществ.

