Сварка медью стали в домашних условиях
Сварка меди и её сплавов со сталью. Как сваривать медь и сталь?
На практике сварка меди и стали, чаще всего, осуществляется в стыковых соединениях. В зависимости от характера конструкции, швы в таком соединении могут быть наружными и внутренними.
Для сварки латуни со сталью лучше всего подходит газовая сварка, а для сварки красной меди со сталью — электродуговая сварка металлическими электродами. Хорошие результаты также получаются при сварке угольными электродами под слоем флюса и газовая сварка под флюсом БМ-1. Часто на практике выполняют газовую сварку латуни со сталью, используя медь в качестве присадочного материала.
Подготовку сварных кромок при одинаковой толщине цветного металла и стали выполняют так же, как и при сварке чёрных металлов. Сварку листов, толщиной менее 3мм выполняют без разделки, а листов, начиная с 3мм — со скосом кромок.
При недостаточном скосе кромок, или при наличии загрязнений на торцах свариваемых деталей, хорошего провара добиться невозможно. Исходя из этого, при сварке деталей больших толщин, в которых выполнена Х-образная разделка, притупление делать не следует.
Сварка меди со сталью — задача сложная, но вполне выполнимая для наплавочных работ и сварки, например, деталей химической аппаратуры, медного провода со стальной колодкой. Качество сварки таких соединений удовлетворяет требованиям, предъявляемым к ним. Прочность меди можно повысить путём введения в её состав до 2% железа. При большем количестве железа прочность начинает падать.
При сварке угольным электродом необходимо применять постоянный ток прямой полярности. Напряжение электрической дуги равно 40-55В, а её длина, примерно, 14-20мм. Сварочный ток выбирается в соответствии с диаметром и качеством электрода (угольный или графитовый) и составляет в пределах 300-550А. Флюс используют такой же, как и для сварки меди, состав этих флюсов дан на этой странице. Вводят флюс в зону сварки, засыпая его в разделку.
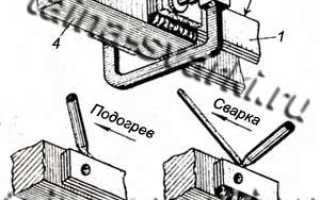
 Способ сварки применяют «левый». Наилучшие результаты при сварке медных шин со стальными получаются при сварке «в лодочку». Схема такой сварки показана на рисунке. Вначале выполняется подогрев медных кромок угольным электродом, а затем сварка с определённым положением электрода и присадочного прутка (см. рисунок). Скорость сварки составляет 0,25м/ч. Сварка меди с чугуном производится с помощью таких же технологических приёмов.
Способ сварки применяют «левый». Наилучшие результаты при сварке медных шин со стальными получаются при сварке «в лодочку». Схема такой сварки показана на рисунке. Вначале выполняется подогрев медных кромок угольным электродом, а затем сварка с определённым положением электрода и присадочного прутка (см. рисунок). Скорость сварки составляет 0,25м/ч. Сварка меди с чугуном производится с помощью таких же технологических приёмов.
Приварку низколегированной бронзы малой толщины (до 1,5мм) к стали толщиной до 2,5мм можно осуществить внахлёст неплавящимся вольфрамовым электродом в среде аргона на автомате с подачей присадочной проволоки диаметром 1,8мм со стороны. При этом очень важно направить дугу на нахлёстку со стороны меди. Режимы такой сварки: сила тока 190А, напряжение дуги 11,5В, скорость сварки 28,5м/ч, скорость подачи проволоки 70м/ч.
Медь и латунь хорошо свариваются со сталью стыковой сваркой с оплавлением. При таком способе сварки стальные кромки оплавляются достаточно сильно, а кромки цветного металла незначительно. Учитывая это обстоятельство, и принимая в расчёт разность удельных сопротивлений этих металлов, принимают вылет для стали, равный 3,5d, для латуни 1,5d, для меди 1,0d, где d — диаметры свариваемых стержней. Для стыковой сварки таких стержней методом сопротивления рекомендуют вылет, равный 2,5d для стали, 1,0d для латуни и 1,5d для меди. Удельное сопротивление осадки принимается в пределах 1,0-1,5 кг/мм 2 .
На практике часто возникает необходимость приварки шпилек диаметром 8-12мм из меди и её сплавов к стали, или стальных шпилек к медным изделиям. Такую сварку осуществляют на постоянном токе обратной полярности под мелким флюсом марки ОСЦ-45 без предварительного подогрева.
Хорошо привариваются к стали или чугуну медные шпильки диаметром до 12мм или шпильки из латуни марки Л62, диаметром до 10мм при силе тока 400А. А шпильки из латуни марки ЛС 59-1 для приварки не используют.
Стальные шпильки к медным и латунным изделиям привариваются плохо. Если надеть на конец шпильки, диаметром до 8мм, медное кольцо высотой 4мм, то процесс сварки металлов протекает удовлетворительно. Такие же шпильки диаметром 12мм к брозе марки Бр. ОФ 10-1 привариваются хорошо. Для дуговой сварки меди и стали, наилучшие результаты обеспечивают электроды К-100.
Выполняем сварку меди в домашних условиях
Сваривание металлических деталей – это технологическая процедура, позволяющая получать неразъемные соединения посредством формирования связи между межмолекулярными и межатомными частицами материала при значительном нагреве до расплавления, пластической деформации. Точечная сварка меди в домашних условиях используется, как правило, для соединения многих металлов, их сплавов во всех производственных сферах, даже медицине.
Для осуществления сварочных работ могут использоваться разные источники энергии: трение, ультразвук, электрическая дуга, электрический ток. Современные технологии настолько совершенны, что работы, связанные со сварочным соединением металлических конструкций можно выполнять не только на промышленных предприятиях, но и в полевых условиях, на водоемах, под водой, даже в космосе.
Но, как и в любом виде деятельности существуют свои нюансы, преимущества и недостатки, требования к безопасности проведения работ и прочее. Так, при организации сварочных работ в домашних условиях с заготовками из меди, алюминия, латуни, нержавеющей стали необходимо соблюдать установленные меры предосторожности. Данный тип деятельности относится к особо опасным для здоровья человека: существует опасность поражения ультрафиолетовыми излучениями органов зрения, попадания расплавленного металла на кожу, поражения электрическим током и пр.

Технология газовой сварки меди
Газовая сварка меди в домашних условиях является самой распространенной технологией, применяемой в бытовых условиях. Получаемый сварочный шов по данной методике отличается высокой прочностью. Именно благодаря этому параметру газовая сварка пользуется большим спросом у домашних мастеров. Для выполнения соединения медных изделий на дому необходимо иметь под рукой:
- Сварочный аппарат
- Газовые горелки
- Баллоны с газом (ацетилен)
- Проволока из меди
- асбест
Некоторые советы опытных сварщиков
- Если толщина изделия из меди не больше 1 см, соединение можно производить одной горелкой.
- При толщине медного образца более 1 см уже нужно использовать сразу две горелки, вторая будет служить для подогрева.
- Чтобы снизить в данном случае отток тепловой энергии, дополнительно понадобятся асбестовые листы.
- Рекомендуется при сваривании медных изделий использовать электротехническую проволоку из меди, предварительно очищенную лакокрасочных изоляционных покрытий.
- Зачистка обязательно проводится и свариваемых краев изделий. Этим условием не стоит пренебрегать, так как от него зависит возможность образования закиси меди.
Все необходимые условия предварительной подготовки к сварочным работам выполнены. Значит можно приступать непосредственно к соединению подготовленных медных изделий.
Рекомендации
- Нагретые участки соединения, которые расположены вблизи друг к другу, нужно стараться не перегревать.
- Пламя концентрированное необходимо направлять перпендикулярно шву непосредственно на край проволоки.
- Проволока должна расплавляться раньше краев изделия. Процесс варения продолжается до тех пор, пока не сформируется весь шов до конца.
- Необходимо помнить, что приостановка незаконченного соединения способна привести к перегреванию некоторых участков изделия, соответственно закиси меди, формированию трещин.
- Законченный сварной шов обязательно проковывается.
- Для небольшой толщины изделий проволоку нужно вести холодной.
- Если толщина изделия составляет больше 0,5 см, тогда проволока должна быть разогрета до температуры 200 градусов. Допускается и большая температура, но не более 500 градусов, так как будет образовываться зернистость металла, который впоследствии станет довольно хрупким.
- Сварной, прокованный шов необходимо довести до температуры 500 градусов и мгновенно охладить.
На этом можно считать соединение медных деталей завершенным.
Аргонно-дуговая сварка медных образцов
Аргонно-дуговая сварка в домашних условиях выполняется при помощи сварочного оборудования с использованием постоянного тока, неплавящимися вольфрамовыми электродами. Процедура напоминает паяние изделий: электрод нагревается до высокой температуры. В результате медь начинает плавиться.
При такой методике сваривания важно мгновенно охлаждать соединяемые участки. Аргонно-дуговая сварка предусматривает использование аргона, медной присадочной проволоки, которая предварительно очищается от лакокрасочного изоляционного покрытия.
Сварка меди: область применение технологии
Аргоновая сварка применяется для проведения ремонта конструкций, изготовленных из меди. Она достаточно эффективно себя показала при выполнении сварочных работ на труднодоступных участках.
Аргонно-дуговая сварка достаточно востребована на производственных предприятиях, а при наличии соответствующего оборудования также успешно может применяться в бытовых условиях. Если в наличии есть инверторное оборудование для сварки, специальные плавкие электроды, процедуру соединения медных образцов можно осуществлять по технологии сваривания стальных изделий. Принципиальных отличий в данном случае практически нет. Но, при такой методике соединения намного сложнее сделать вертикальный шов, нежели горизонтальный.
Что необходимо знать об электродах, используемых для сваривания медных деталей
Чтобы сварочный шов получился высокого качества, рекомендуется применять электроды, покрытые специальным составом. Подобное покрытие необходимо для продуцирования шлака, образующегося с окислами металла. Оно не будет давать воздуху соприкасаться со сварным швом. Обмазка заполняет пустоты, формирующиеся в момент сваривания деталей за счет выгорания компонентов и впоследствии вводит новые компоненты в шов. Такая обмазка способствует лучшей устойчивости электрической дуги. Шлаковый слой, продуцируемый данным покрытием, будет замедлять охлаждение расплавленной меди, при этом из шва будет выходить больше газов.
Электроды, применяемые в процессе сваривания, подразделяются на два типа:
- плавящиеся – для их производства используется проволока из меди, стали, алюминия, чугуна;
- неплавящиеся – для их производства используется синтетический графит, электротехнический уголь.

При выборе электродов необходимо смотреть на их цвет:
- желтые электроды предназначены для образцов, выполненных из жаропрочных, коррозийно-стойких сталей;
- красные – используются для электродуговой сварки медных изделий;
- серые – для заготовок из цветных металлов;
- синие – предназначены для соединения теплоустойчивых компонентов.
Сваривание латунных конструкций
Сварка латуни в домашних условиях – это довольно сложная процедура, так как в состав латуни входит цинк, который при нагревании испаряется, в результате чего изделие теряет первоначальную прочность.
Сама латунь представляет собой сплав с цинком. Технология соединения деталей, изготовленных из латуни, считается сложной из-за испарения цинка при высоких температурах, данный химический элемент мгновенно окисляется, в результате чего формируется ядовитая тугоплавкая окись. Поэтому сварка латунных образцов должна производиться в специально оборудованных местах, оснащенных вытяжкой, сварщики должны работать в респираторах.
Основные требования, предъявляемые при сварке латуни
- Чистота процесса при использовании аргонно-дуговой сварки. Перед началом работ изделия тщательно зачищаются до характерного металлического блеска поверхности.
- На поверхности свариваемых деталей не должно быть окислов, при наличии которых их обязательно нужно убрать. Для этого используется азотная кислота. После выполнения такой очистки изделие промывается в горячей воде, затем сушится.
При выполнении сваривания деталей аргоном ощущается характерный непрерывный треск, а сварочная дуга имеет удивительный цвет. Это все из-за наличия в сплаве цинка. Латунь в процессе соединения не прогорает, не отлетает отдельными кусками, так как она плавится. Опытные сварщики советуют варить латунь отдельными участками, не расплавлять ее сплошным слоем. При сплошном расплавлении материала существует вероятность прожигания металла.
Если необходимо заварить кратер, тогда рекомендуется постепенно уменьшать напряжение сварки, повышать длину дуги с отведением впоследствии ее в сторону от обрабатываемого изделия. В процессе такого соединения шов заполняется в полном объеме, поджаривание цинка приводит к его испарению, в результате чего в металле образуются дефекты. Чтобы уменьшить испарение данного химического элемента, необходимо увеличить в пламени наличие кислорода, использовать присадочные материалы, легированные бором, алюминием, кремнием.
Совет! При выполнении соединения деталей из латуни осуществляйте сварочные работы на улице, не пренебрегайте требований безопасности!
Сварка меди со сталью

Обычно сваривают медь со сталью в стыковых соединениях. Швы в таком случае могут быть наружными или внутренними. Выбор зависит от типа и назначения конструкции.
Соединять сталь и латунь лучше всего с помощью газовой сварки. Для соединения стали и красной меди используют электродуговую сварку электродами. Также качественного шва можно добиться с использованием графитовых электродов при соединении под флюсом или же газовой сваркой с помощью флюса БМ-1. Обычно при соединении латуни и стали медь используют как присадку.
Перед процедурой обязательно нужно подготовить кромки металла. При одинаковой толщине деталей подготовка осуществляется тем же способом, как и для черных металлов. Если лист металла имеет толщину менее 3 миллиметров, то разделка не требуется. Если более 3 миллиметров, то требуется скос кромок.
Если вы недостаточно зачистили место сварки или же скос кромок оказался мал, то качество шва будет плохим. Таким образом, при соединении металла с большой толщиной не нужно делать притупление при X- образной разделке.
Как осуществляется сварка меди со сталью?
На деле это довольно сложная задача. Но хороший сварщик с такой задачей все же справится. Используются такие соединения при производстве деталей химической аппаратуры. Один из встречающихся вариантов — это присоединение медного провода к стальной колодке. Показатели качества сварки таких соединений вполне достаточны для своей задачи. Для повышения прочностных характеристик медных изделий в состав вводят до 2% железа. Применять больший объем не рекомендуется, так как прочность начнет снижаться.
Для сварочных работ с помощью графитовых электродов применяется постоянный ток прямой полярности. При этом длина дуги электричества должна быть в пределах от 14 до 20 миллиметров, а напряжение от 40 до 55 вольт. Ток выбирают в зависимости от качества электрода и его диаметра. Обычно он бывает в пределах 300-550 ампер. Флюсы используются точно такие же, как для работы с медью. Их состав можно посмотреть на этой странице. Флюс следует засыпать между разделочными кромками в зону сварки.
Начинать сваривать следует слева. Самый лучший результат достигается при обработке «лодочкой». Осуществляется процесс следующим образом:
- Сначала следует нагреть кромки медного изделия угольным электродом.
- Затем происходит соединение частей в определенном положении присадочного прутка и электрода. Пруток должен быть наклонен против движения под углом 30-40 градусов к металлу. Электрод должен быть наклонен в направлении сварки под углом в 75-85 градусом.
Скорость сварки должна быть 25 сантиметров в час. Соединение меди и чугуна происходит таким же способом.
Для приваривания бронзы с низким содержанием легирующих элементов и толщиной до 1,5 миллиметра к стали до 2,5 миллиметров используется соединение внахлест. При этом используются неплавящиеся электроды из вольфрама и присадочная проволока 1.8 миллиметра. Она подается со стороны. Сама сварка осуществляется в среде аргона в автоматическом режиме. Обработка должна происходить со стороны медного элемента. Сила тока должна при этом составлять 190 ампер, скорость подачи проволоки 70 метров в час, а скорость сварки 28.5 метров в час. При этом напряжение электрической дуги должно быть 11.5 вольт.
Для присоединения меди или латуни к стальной заготовке применяется стыковая сварка с оплавлением. Этот способ позволяет добиться разной степени оплавления кромок, при этом цветные металлы плавятся меньше. Исходя из этого делают вылеты, равные:
- 3.5 d для стали,
- 1.5 d для латуни,
- 1.0 d для меди.
Где d является диаметром стержней. Если вам требуется применить сварку встык методом сопротивления, то значения вылета должны составлять:
- 2.5 d для стали,
- 1.0 d для латуни,
- 1.5 d для меди.
Приварка шпилек
Часто возникает потребность в присоединении шпилек диаметром 8-12 миллиметров из чистой меди или её сплавов к стали, или наоборот. В таком случае используют постоянный ток обратной полярности. Флюс при этом берется довольно мелкий ОСЦ-45. Подогрев не требуется.
Шпильки из меди или латуни Л62 до 10-12 миллиметров в сечении при силе тока 400 ампер довольно хорошо присоединяются к стальным или чугунным элементам. Латунь ЛС 59-1 не применяют.
Шпильки из стали очень плохо привариваются к меди или латуни. Более-менее нормального результата можно добиться при надевании на конец стальной шпильки кольцо из меди высотой 4 миллиметра и диаметров до 8 миллиметров. Для достижения хороших результатов рекомендуется использовать электроды К-100.
Сварка меди – технологии, электроды, аппараты
 Разработано и широко применяется несколько основных методов сварки меди. Современные технологии позволяют избежать появления горячих трещин, пор и другого вида брака. Сварка меди и ее сплавов производится при помощи аргона, инвертора, проволокой и электродами. Рассмотрев основные методы можно выбрать наиболее подходящий и избежать многих проблем.
Разработано и широко применяется несколько основных методов сварки меди. Современные технологии позволяют избежать появления горячих трещин, пор и другого вида брака. Сварка меди и ее сплавов производится при помощи аргона, инвертора, проволокой и электродами. Рассмотрев основные методы можно выбрать наиболее подходящий и избежать многих проблем.
- Сварка меди и ее сплавов: технология
- Чем варить медь: способы
- Инвертором
- Полуавтоматом
- Аргоном
- Газовая сварка
- Видео
- Угольным электродом
- Инвертором угольным электродом
- Сварка нихрома с медью
- Сварка угольным электродом в домашних условиях
- Сварочный аппарат для меди
- Для сварки электродами
- Для сварки проволокой
- Для сварки медных проводов
Сварка меди и ее сплавов: технология
Перед тем как начать сваривать медь и ее сплавы необходимо тщательно подготовить изделие. Мерные заготовки вырезаются при помощи шлифовальной машинки, токарного или фрезерного станка. У меди толщиной 6-18 миллиметров нужно подготовить кромки. Они должны быть V- или X-образными. (При больших объемах целесообразно будет приобрести кромкорез-фаскосниматель.)
 Перед началом работы швы тщательно очищаются от загрязнения, окисления. Чтобы сварка меди прошла успешно необходимо защитить ванну от воздействия кислорода. Для это рекомендуется применить электродную проволоку, которая должна быть легирована алюминием, фосфором. В некоторых случаях требуется подогревать медь.
Перед началом работы швы тщательно очищаются от загрязнения, окисления. Чтобы сварка меди прошла успешно необходимо защитить ванну от воздействия кислорода. Для это рекомендуется применить электродную проволоку, которая должна быть легирована алюминием, фосфором. В некоторых случаях требуется подогревать медь.
Она хорошо соединяется при ведении работ с помощью плавящихся электродов. Важно знать, что при этом длина дуги должна быть 4-5 миллиметров. Применяя технологию импульсно-дуговой сварки в аргоне можно выполнить любые виды швов, даже потолочный, сваривать очень тонкий металл. Под него рекомендуется подложить подкладные элементы.
Чем варить медь: способы
Для успешной и качественной сварки меди чаще всего применяют инверторы, полуавтоматы, газовые аппараты, аргоновые. Ручную, полуавтоматическую и автоматическую сварку купрума и его соединений можно выполнить плавящимися и неплавящимися электродами. Для работы с медью и сталью используется автоматическая дуговая технология, флюс.
Электрошлаковый метод рекомендуется для соединения изделий толщиной 30-55 миллиметров. Используя инвертор можно применить угольный электрод, например, ESAB OK Carbon, Weldline CARBONAIR PLUS. В магазине представлен широкий выбор производителей. Отлично зарекомендовала себя сварка меди графитовым типом электрода. Ниже приведены несколько подзаголовков, в которых дано более подробное описание лучших способов сварки меди и ее сплавов.
Инвертором
 Подобрать электроды, наиболее подходящие для сварки меди с использованием инверторов, можно посетив соответствующий раздел сайта. Рекомендуется марка Комсомолец 100. Инвертор рассчитан на создание постоянного напряжения, ток обратной или прямой полярности. Работать нужно с небольшим перерывом. Сваривают участки по 30-40 миллиметров, после чего они должны остыть естественным путем. Угол наклона электрода должен быть 10-20 градусов.
Подобрать электроды, наиболее подходящие для сварки меди с использованием инверторов, можно посетив соответствующий раздел сайта. Рекомендуется марка Комсомолец 100. Инвертор рассчитан на создание постоянного напряжения, ток обратной или прямой полярности. Работать нужно с небольшим перерывом. Сваривают участки по 30-40 миллиметров, после чего они должны остыть естественным путем. Угол наклона электрода должен быть 10-20 градусов.
Полуавтоматом
При работе полуавтоматом ведется сварка медной проволокой, она хотя и тонкая, но очень качественная, позволяет достичь хороших результатов. Если толщина металла больше 6 миллиметров, то рекомендуется подготовить кромки болгаркой или фаскоснимателем. Они должны быть V-образными с притуплением до 4 миллиметров. Чтобы шов не был пористым, сварка производится без поперечных колебаний.
 При работе на полуавтомате можно применить проволоку М2 толщиной 2 мм. Рекомендуемое напряжение 30 В, 300 А. Работа делается поперечными движениями. При этом может использоваться флюс К-13, АН26, проволока М1-3. Прочность шва меди, сделанного на полуавтомате, не уступает по показателям основному металлу.
При работе на полуавтомате можно применить проволоку М2 толщиной 2 мм. Рекомендуемое напряжение 30 В, 300 А. Работа делается поперечными движениями. При этом может использоваться флюс К-13, АН26, проволока М1-3. Прочность шва меди, сделанного на полуавтомате, не уступает по показателям основному металлу.
Аргоном
Аргон служит отличным защитным средством. Применяются в работе вольфрамовые виды электродов. Роль присадки выполняет проволока. Работа ведется на постоянном токе обратной полярности. Тонкие медные изделия соединяют без подогрева. Сварку рекомендуется выполнять справа налево. Нужно выдерживать угол наклона электрода 90 градусов, прутка 15. В зависимости от толщины металла газ расходуется в пределах 7-18 литров в минуту. Сварочный ток выставляется от 80 до 500 ампер.
Газовая сварка
Чтобы шов при ведении газовой сварки меди получился прочным и качественным, необходимо следить за расходом газа. Если медь тоньше 10 мм хватит 150 литров на час работы, а если толще, то потребуется уже 200 литров.
Если заготовка толще 10 миллиметров, то можно использовать две горелки. Технология подразумевает использование флюсов. Они бор содержащие. Допускается легирование металла, его раскисление при помощи присадочной проволоки. Метод подходит и для соединения сплавов меди. Важно знать, что присадочная проволока по своему составу должна быть идентична свариваемому основному металлу.
Видео
Можно посмотреть небольшой ролик, где наглядно показан процесс крупным планом.
Угольным электродом
Распространена сварка меди графитовым электродом, часто применяется угольный аналог. Есть разные методы ее проведения. Дуга может гореть сразу между парой электродов. Она бывает независимой. Ее можно поджигать и между электродом, и свариваемым изделием. Технология похожа на газовую сварку. Часто применяется проволока БрКМц3-1. Работа может выполняться на открытом воздухе. Соединение меди угольным электродом будет полностью соответствовать требованиям, которые предъявляются к механическим свойствам.
Инвертором угольным электродом

Угольные электроды ESAB ARCAIR
Угольные электроды плавятся при температуре в три раза большей, чем у свариваемой ими меди. Их расход при работе инвертором небольшой. Они нагреваются моментально. Угольные стержни плавятся при небольшом токе. Для работы ими необходимо иметь опыт. Полученный шов обычно отличается качеством, хорошей сопротивляемостью к окислению, плотностью и прочностью. Угол наклона стержня должен быть до 30 градусов. Ток устанавливается в промежутке 35-130 ампер, что зависит от толщины меди. Инвертором и угольными электродами можно соединять провода, скрутки. Такие аппараты легкие и удобные.
Сварка нихрома с медью
Сварка нихрома с медью угольным электродом позволяет добиться хороших результатов. Дуга при этом будет гореть хорошо, устойчиво, ее длина достигает показателя 30-50 мм. Электрод не плавится, при этом его конец нагревается до большой температуры. Он выдает мощную термоэлектронную реакцию, что дает ему возможность устойчиво гореть уже при токе в 5-10 А. Угольный вид электрода при работе с медью и нихромом медленно испаряется. Он практически не прилипает, чем значительно облегчает работу.
Сварка угольным электродом в домашних условиях
Сварка меди угольным видом электродов в домашних условиях возможна при помощи простого недорого инвертора. Его можно запитать от обычной сети. Он не требователен к условиям. По цене угольные электроды доступны для всех. С их помощью можно соединить проволоку, заделать дырки в радиаторе автомобиля. Чтобы научиться пользоваться ими не профессионалу достаточно прочитать несколько советов и посмотреть видеороликов.
Сварочный аппарат для меди
Качественные сварочные аппараты для меди:
- – полуавтоматы и автоматы;
- – TIG – аппараты;
- – инверторы.
Популярные модели производит TESLA, СПЕЦЭЛЕКТРОМАШ, ЭСАБ.
 BUDDY TIG 160 от ESAB (на фото справа) имеет двух и четырехтактные режимы включения горелки. С его помощью можно соединять нержавейку и большинство других видов металлов. Он совместим практически с любыми генераторами.
BUDDY TIG 160 от ESAB (на фото справа) имеет двух и четырехтактные режимы включения горелки. С его помощью можно соединять нержавейку и большинство других видов металлов. Он совместим практически с любыми генераторами.
Инвертор RENEGADE ES 300i ESAB сохраняет в памяти несколько параметров сварки. Автоматически устанавливает лучшие параметры пуска по настроенному току. Он легкий, но у него высокая мощность.
Инверторные аппараты позволяют сваривать медные прутки, они вырабатывают ток 60-110 ампер. Для них нужно покупать медь/угольные электроды. Компания HUNTER выпускает полупрофессиональные модели, например, ММА 257D, рассчитанные на непрерывную работу продолжительностью два часа.
TESLA известна надежными аппаратами типа ММА 265, 275, 255. У них есть функция возбуждения бесконтактной дуги. Они без проблем подключаются к обычной бытовой сети. Ими удобно сваривать медь и ее сплавы, цветные металлы.
Для сварки электродами
Импульсно-дуговая сварка медных пластин возможна вольфрамовыми электродами в аргонной среде при помощи аппарата Orion 150s или 250s. Они имеют небольшой вес, позволяют сваривать медь качественно и надежно. Инверторное сварочное устройство Ресанта САИ-220 ПН может подключаться к сети напряжением 140-220 вольт. С ним легко перемещаться, он оснащен принудительной системой охлаждения, поэтому не перегревается.
Для сварки проволокой
 Для выполнения работ по сварке меди проволокой применяют полуавтомат инверторный Энергомаш СА-97ПА20. Он имеет небольшой вес 13 килограмм. Он позволяет работать с проволокой разной толщины 0,6-0,9 мм.
Для выполнения работ по сварке меди проволокой применяют полуавтомат инверторный Энергомаш СА-97ПА20. Он имеет небольшой вес 13 килограмм. Он позволяет работать с проволокой разной толщины 0,6-0,9 мм.
Плавную подачу материала обеспечивает модель Shyuan MIG/MMA-290 со скоростью 2,5-13 метров в минуту. Устройство дает возможность применять кассеты 1-5 килограмм, позволяет работать с электродами.
Инверторный сварочный полуавтомат Союз САС-97ПА195 характеризуется наличием функции холостого хода 60 Вольт. Он имеет диапазон регулировки рабочего напряжения 15-23 вольта. Для него подойдет проволока 0,8-1 мм. У него небольшой вес 10 килограмм, он удобен и надежен.
Для сварки медных проводов
Сварочным аппаратом ТС-700-2 можно соединить медные жилы сечением 22 кв. мм. Он компактный, легкий, его вес всего четыре килограмма, питается от обычной сети, потребляет чуть больше 1 кВт. Его можно носить в сумке. Одного угольного электрода хватит на то чтобы произвести 700 сварок.
Медные скрутки рекомендуется сваривать, используя универсальные инверторные аппараты, например, РЕСАНТА САИ-160, QUATTRO ELEMENTI A 160 Nano 643-255, СВАРОГ ARC 160 Easy Z213 H. Немецкий прибор FUBAG IQ 160 дает возможность выставлять ток 10-160 А. Его вес почти семь килограмм, стоимость 7 тысяч рублей (на момент написания этой статьи).
СВАРОГ ARC 160 Easy Z213 H от российского производителя имеет бесступенчатый регулятор тока. Им удобно пользоваться, потому что кабель подключается посредством особых разъемов. Его вес 4 килограмма, примерная стоимость 9 тысяч рублей.
Функции аппаратов, значительно облегчающих процесс сварки, это:
– защита от залипания;
– не реагирование устройства на перепад тока;
Для дома лучше купить аппарат мощностью до 4 кВт. Силы тока 160 ампер хватит чтобы сварить металл 5 миллиметровой толщины. Основным критерием выбора является цель использования, стоимость и набор функций.
Сварка меди
Когда разговор заходит о сварке меди, то необходимо понимать, что этот металл обладает уникальными свойствами. А именно: отличной пластичностью, высокой теплопроводностью и электропроводностью, высочайшей коррозионной стойкостью. Плюс великолепные эстетические качества. Поэтому медь сегодня используется в самых разных сферах. А так как с ней всем приходится встречаться часто, то велика вероятность, что и процессом сварки этого металла будет интересоваться большой круг людей. Поэтому вопрос, а может ли проводиться сварка меди в домашних условиях, сегодня интересует многих.

Особенности сварки меди
Необходимо отметить тот факт, что чем чище медь, тем лучше она сваривается. Но кроме этого на качество процесса влияют и ниже следующие факторы.
- Как и многие цветные металлы, при соприкосновении с кислородом медь начинает окисляться. Окисел – это тонкая жаропрочная пленка, которая мешает проводить сваривание медных заготовок. Поэтому на стадии подготовки оксидную пленку обязательно удаляют разными способами.
- Медь обладает очень большим коэффициентом линейного расширения. Он в полтора раза больше, чем у стали. Поэтому при охлаждении происходит сильная усадка. Именно этот фактор негативно влияет на качество шва, в котором во время усадки появляются трещины.
- В нагретом состоянии медь поглощает водород и кислород. Первый внутри металла после остывания образует поры. Второй окисел на поверхности.
- При резком нагреве и остывании структура металла меняется. Из мелкозернистой он превращается в крупнозернистую. А это увеличение хрупкости в зоне сварки.
- Коэффициент теплопроводности у меди в семь раз больше, чем у стали. То есть, при нагреве металл быстро расплавляется, при снижении температуры быстро становится твердым. Резкий переход от одной стадии в другую становится причиной образования внутри дефектов.
- Текучесть меди. Этот показатель в 2,5 раза больше, чем у стали. При высоком нагреве, а это иногда требуется для сваривания толстых заготовок, полная проплавка с одной стороны практически невозможна. Поэтому сварка меди и ее сплавов проводится по двусторонней технологии. Когда с одной стороны производится полная сварка шва, а с задней стороны окончательно формируется сварочный шов. Кстати, именно текучесть меди осложняет сварку в вертикальном и потолочном положении.
- Перед тем как варить медь, необходимо понять, что прочность и пластичность материала снижается с повышением температуры. До +200С эти показатели находятся еще в норме, а вот с повышением их значение резко снижается. К примеру, при нагреве в пределах 500-550С пластичность практически падает до нуля. Поэтому высока вероятность появления внутри сварочного шва трещин. При высоком значении тока не стоит проводить двухслойное заполнение зазора между свариваемыми заготовками, даже если детали будут иметь большую толщину. Надо постараться все сделать за один проход.
Как уже было сказано выше, проще всего сваривать чистую медь без примесей или раскисленную, в которой кислорода всего 0,01%. А так как такая медь встречается редко, в основном в промышленности используются ее сплавы, то рекомендуется сварку проводить в защитных газах или флюсах с присадочными материалами, в которые входят раскислители. А именно: кремний, марганец, алюминий и прочие добавки. Кстати, сварку меди электродами (расплавляющимися) также можно проводить. Единственно – это, чтобы в стержень входили раскислители, о которых было упомянуто выше.
Ручная дуговая сварка медных сплавов
Вообще, дуговая электросварка меди используется часто, особенно в домашних условиях. Целесообразность применения зависит от скорости процесса. При этом может использоваться сварка меди полуавтоматом или автоматом.
Технология сварки меди заключается в следующем.
- Производится очистка кромок соединяемых заготовок от загрязнений, для чего используется любой растворитель.
- Затем счищается оксидная пленка с помощью железных щеток, наждачки или другим абразивным инструментом.
- Далее производится сам процесс сваривания электродом.
Но так как толщина медных деталей может варьироваться в больших пределах, то и сам режим сварки будет отличаться. К примеру, для соединения заготовок толщиною 6-12 мм, необходимо разделать кромки так, чтобы образовался V -образный зазор. При этом угол между кромками должен быть в пределах 60-70°. Если используется двусторонняя сварка, то угол можно уменьшить до 50°. Зазор между деталями создается путем сдвига заготовок, чтобы между ними образовалась щель шириною 2,5% от длины самого сварочного шва.
Если раздвижение деталей не производится, то необходимо провести их прихватку. Прихватка проводится неполным проваром шва длиною по 30 мм через каждые 300 мм. При этом должен сохраняться зазор размером 2-4 мм. При самой сварке меди инвертором, доходя до прихватки, ее необходимо удалить, сбив любым ударным инструментом. Потому что двойной провар меди приведет к изменению ее структуры и появлению дефектов внутри сварочного шва.
Если свариваемый металл имеет толщину больше 12 мм, то лучше использовать Х-образную разделку кромок, а соответственно и двустороннюю обварку. Если по каким-то причинам использовать данную разделку невозможно, то можно использовать V -образную. Правда, придется полностью заполнять зазор, на что уйдет больше электродов и времени.
Полезные советы
- Стыковые соединения варить лучше на подкладках, которые будут понижать температуру в зоне сварки и не давать металлу утекать сквозь зазор. Здесь можно использовать подкладки стальные, медные, графитовые и другие. Ширина подкладки 40-50 мм.
- Перед сваркой меди электродом необходимо кромки подогреть до 300-400С.
- Стержень электродов, используемых для сварки медных сплавов, должен изготавливаться из меди или бронзы с легирующими добавками (кремний, марганец и так далее).
Ручная аргонодуговая сварка
Сварка меди аргоном – это еще один вариант соединения медных заготовок. Для этого используется постоянный ток прямой полярности, вольфрамовый неплавящийся электрод и присадочный материал из меди, бронзы или медно-никелевого сплава марки МНЖКТ.
Перед началом работ кромки стыка прогревают до 800С. Сварку ведут справа налево, присадочный пруток впереди горелки. Дуга короткая.
Сваривание угольными и графитовыми электродами
Эта разновидность сварки медных сплавов применяется редко. Угольные электроды используются при соединении заготовок толщиной до 15 мм, графитовые больше данной величины. Режим сварки:
- Ток постоянный.
- Полярность прямая.
- Присадочный стержень в сварочную ванну не погружают. Расстояние 5-6 мм.
- Процесс производится в защитном флюсе. Его наносят на присадочный стержень, который предварительно обмакивается в жидкое стекло.
- Зазор – 0,5 мм.
- Используется подкладка асбестовая или графитовая.
- Медь толщиною до 5 мм варится без предварительного подогрева.
- Сваривание необходимо проводить за один проход.
Сварка меди и алюминия
Два этих металла можно сварить двумя способами: контактной сваркой и замковым соединением. В первом случае необходимо учитывать, что алюминиевый материал обладает низшей температурой плавления, чем медь. Поэтому при стыковке нужно алюминиевую заготовку брать длиною больше, на поправку плавления.
При сварке рекомендуется проводить обдув зоны сваривания, используя для этого азот. Воздух здесь не пойдет, он тут же будет образовывать оксидную пленку. Если свариваются медные и алюминиевые трубки, то их необходимо надеть на стержень, состыковав в одной точке.
Замковое соединение – это когда на пластину из алюминия накладывается плоская деталь из меди. При этом производится сварка медной заготовки по периметру. При этом ширина шва должна быть равна толщине медной накладки. Процесс проводится с использованием графитовых вставок, которые и будут формировать шов соединения.
Сварка меди со сталью
Варить медь со сталью сложно, но можно. Для этого используются все те же методы, что и при сварке двух стальных заготовок. Единственное, на что необходимо обратить внимание, это разная температура плавления металлов. Поэтому при формировании кромок нужно кромку стальную делать более длиной (в 3,5 раза) и тонкой, чтобы в процессе сварки тонкий металл начинал быстрее плавиться.
Если сварка производится угольными электродами, то процесс проводится на постоянном токе прямой полярности. Длина дуги 14-20 мм, ее напряжение 40-55 вольт, а сила тока 300-550 ампер. Сварка проводится в защитном флюсе, который имеет точно такой же состав, как и при сварке медных сплавов. Сам флюс засыпается в зазор между заготовками.
Иногда встречаются ситуации, когда надо приварить медную шпильку к стальной детали. Для этого нужно применять обратную полярность, сам процесс проводится под флюсом без предварительного прогрева кромок. Стальные шпильки к медным деталям привариваются плохо, поэтому на шпильку надевают в натяг медное кольцо, которое и приваривается к медной заготовке.
Вот такие способы сварки медных сплавов и заготовок, которые сегодня применяются в промышленности и в домашних мастерских. Обязательно посмотрите видео, размещенное на этой странице сайта.