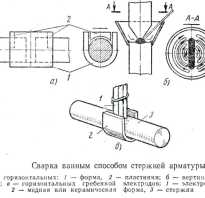
Самодельная угловая струбцина для сварки
Угловая струбцина своими руками

Чтобы зафиксировать угол между деталями конструкции, мастера применяют угловые струбцины. Приспособление такого типа не обязательно покупать в магазине – его можно сделать своими руками.
Что это за инструмент
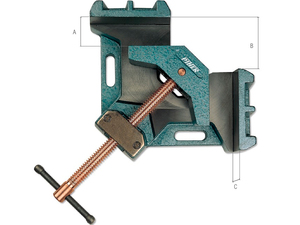
Вы можете прилично сэкономить, если изготовите данное устройство своими руками, угловая струбцина особенна тем, что благодаря наличию специальных монтажных отверстий она может быть закреплена на верстаке. Приспособление используется обычно, чтобы фиксировать детали рамы, уголков, других похожих конструкций. Инструментом часто пользуются, когда собирают мебель. Угловая струбцина несомненно пригодится плотникам, токарям, слесарям, сварщикам. Она будет полезна и в домашней мастерской.
Как сделать струбцину самостоятельно
В магазине такой инструмент стоит немалых денег, к тому же домашний мастер с таким инструментом одного размера будет ограничен в своей работе. Из-за этого многие умельцы берутся делать угловую струбцину своими руками.
Чертежи угловой струбцины

Первый этап
Это приспособление визуально делится на две части – основание и прижимную часть.
Сначала нужно изготовить основание – для этого берем профильную трубу 25х60, как на фото.

Сперва можем собрать на прихватках, потом целиком провариваем швы и тщательно зачищаем болгаркой.

Далее нужно взять ту же профтрубу, отрезать два отрезка по 160 мм, и приварить их по краям. Варим только с внешней стороны и с торцов, поскольку с внешней стороны будет прижата заготовка, шов может мешать.
Внешние и внутренние прижимы нужно располагать точно под прямым углом друг к другу. Когда сварка будет закончена, нужно убедиться, что прижимы не сдвинуты.

После этого переходим к изготовлению крепления для прижимной части.
Нужно отрезать часть трубы 40х40 и длиной 30 мм, и срезать одну сторону, сделав буквой “П”, после чего приварить к основанию. Чтобы прикрепить винт нужно просверлить пару отверстий на 8 и третье (внизу) на 10, чтобы через него мог пройти торцевой ключ, зачем – увидим дальше.

Второй этап
Следует взять ту же самую трубу 25х60 и из нее изготовить внутренние прижимы – губки. По внешним сторонам вышло 105 мм.

Их нужно прижать струбцинами ко внешним прижимам, и сварить друг с другом.
Дальше следует вырезать пару треугольников, толщина 2 мм, потом сверху и снизу приварить ко внутренним прижимам. Затем – просверлить в двух треугольниках сквозное отверстие на 8.

Чтобы закрепить винт в одной и другой части, нужно сварить друг с другом гайки на 8 и 14, как показано на фото. Нужны две пары.
Одна гайка накручивается на винт, для второй его подготавливаем.
Винт нужно обточить по кругу слегка больше, чем ширина гайки, и в торце нарезать резьбу на 8. Потом следует одеть на него шайбу – важно, чтобы ее диаметр был меньше резьбы винта. После этого нужно одеть крепление, которое сварено из трех гаек, и затянуть болт. Нужно, чтобы крепление свободно вращалось.
Проточка делалась с той целью, чтобы при вращении винта на него не накручивалась гайка – она должна свободно вращаться.

Затем следует прикрепит винт к основной и прижимной части, и сделать на него вороток, который сварен из гаек и прутка (подойдет длинный болт). Теперь струбцина готова! Последний штрих – покраска, и можно пользоваться.
С помощью этого инструмента вы сэкономите время и сделаете работу более точной. А благодаря его подвижным элементам обрабатываемые детали можно соединять под нужными наклонами и углами.
Угловая струбцина: видео
Самодельное приспособление для сварки под прямым углом – чертежи для сборки своими руками угловой струбцины
В этой статье я расскажу вам, как можно сделать простую угловую струбцину для сварки под 90° профилей и труб. Хорошая угловая струбцина в магазине стоит достаточно дорого. Угловая струбцина, сделанная своими руками, точна на 100%, собрана из подручных материалов и практически вечна.
Шаг 1: Собираем все необходимые материалы и режем заготовки

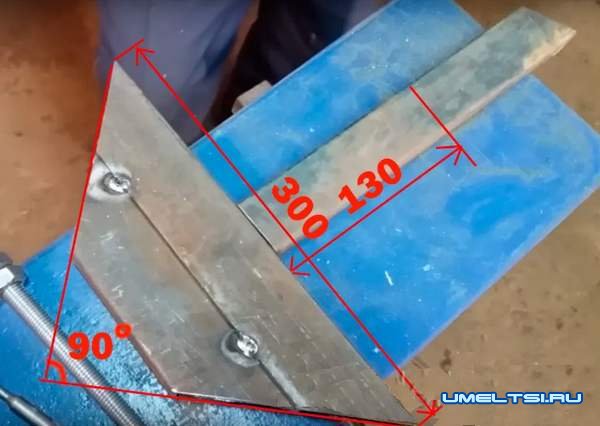
Для сборки приспособления для сварки под прямым углом я использовал стальной уголок 0,47х0,47 см и стальную полосу. Уголок подойдет, в принципе, любой, но я советую использовать из более толстого металла. Я взял 2 отрезка уголка по 25 см, стальная полоса, разрезанная на отрезки 15 и 38 см, срезы сделаны под углом 45° с каждой стороны (дана длина коротких сторон). Вам нужно лишь расположить все детали так, чтобы струбцина сохраняла жесткость после сварки.
Шаг 2: Чертежи струбцины

Вершина открыта, между внутренними краями я оставил 1,9 см. Этот зазор позволяет и совместить трубы в центре и подступиться к ним сваркой. Зазор менее 2,5 см оставляет универсальность в использовании, при величине зазора более 2,5 см в него уже может проскочить при сварке труба.
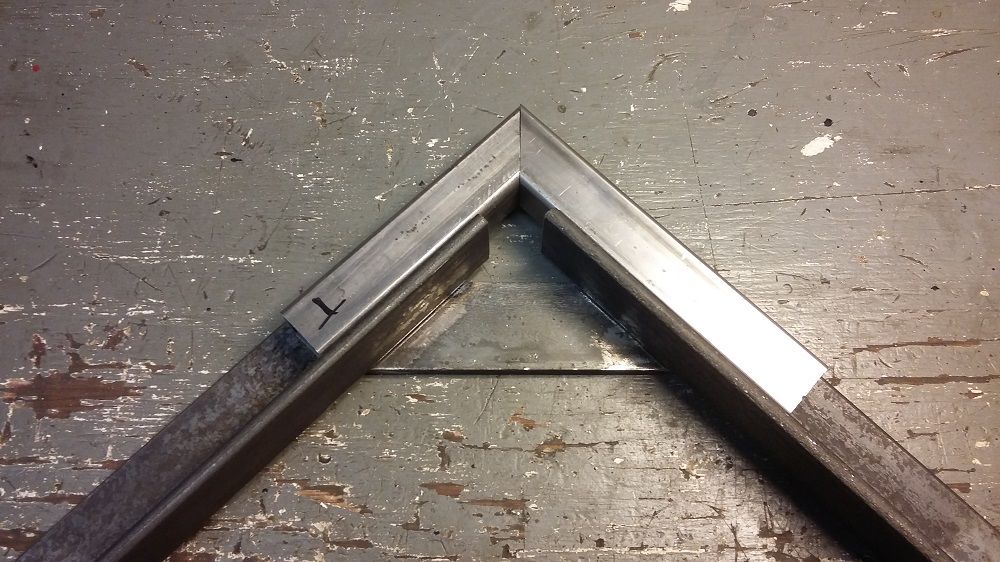
На фотографии – вид сверху, с этой стороны не надо варить! Все швы нужно делать с нижней стороны, только так они не будут мешаться ни при использовании верхней стороны, ни при использовании нижней.
Шаг 3: Собираем струбцину и проверяем угол
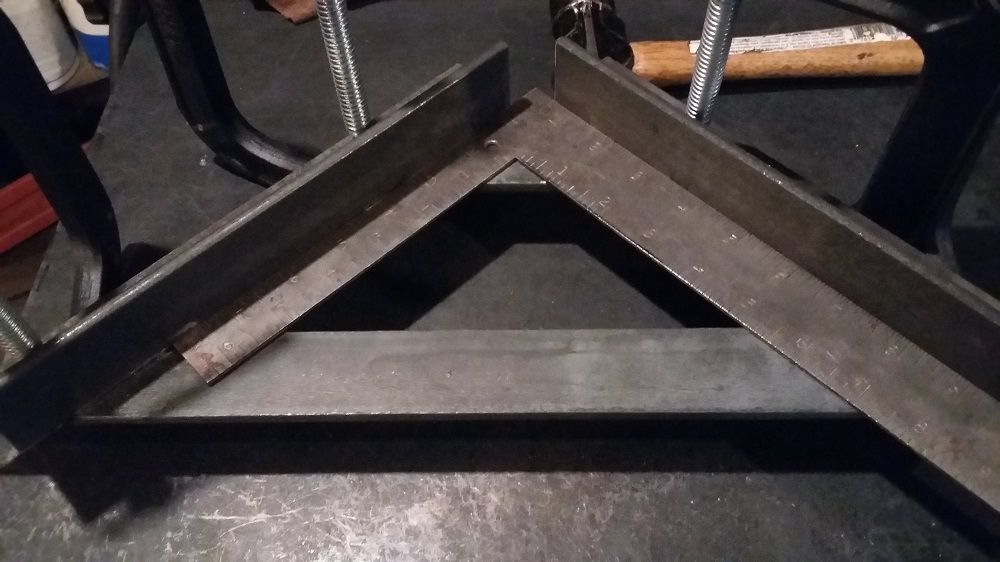
После того, как ошкурите поверхность металла, соберите угловую струбцину с помощью 4х обычных. Внутренний угол проверьте на точность металлическим угольником. При точном совпадении сторон угольника со сторонами струбцины, угольник не должен люфтить вообще.
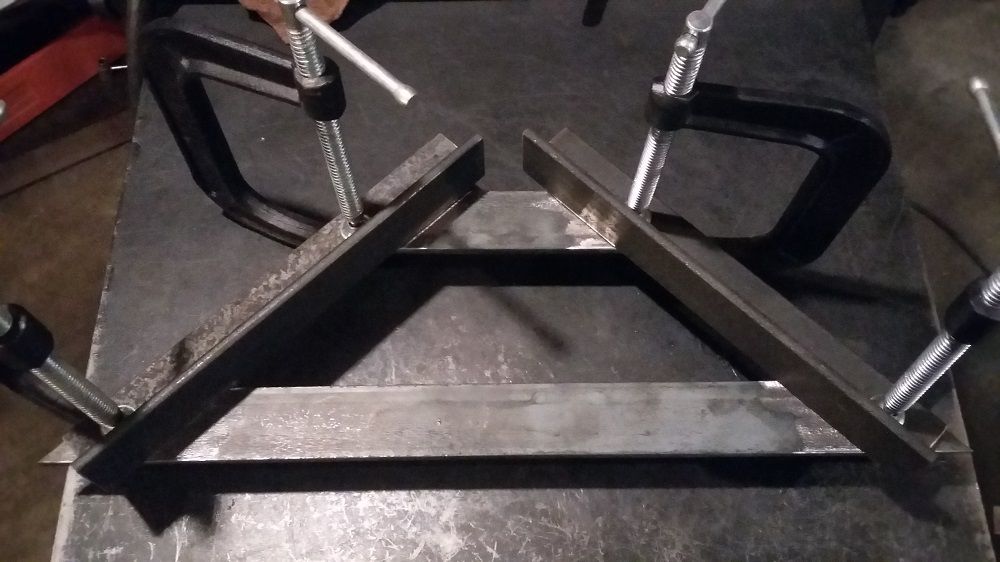
Шаг 4: Начинаем сварку с обратной стороны



Как только вы соберете вашу струбцину, переверните ее и начинайте прихватывать сваркой с обратной стороны. Сначала я сварил одну сторону и дал ей остыть. Сторону нужно делать сразу полностью, чтобы не сместились детали относительно друг друга.
После того, как сварка одной стороны завершена, переворачиваем струбцину и еще раз проверяем угол. Затем прихватываем другую сторону. После этого снова проверяем угол. Очень важно давать металлу остыть между свариванием двух сторон. Тогда вы сможете скомпенсировать погрешность угла, если металл поведет при сварке. С-образные струбцины не снимайте, пока изготовление угловой струбцины не будет закончено.
Хотя я уже изготавливал такие приспособления раньше, при изготовлении конкретно этой я обнаружил погрешность угла, при проверке угольником после сваривания одной стороны. Я просто разрезал прихваты, и заново скрепил стальные детали С-образными струбцинами. После этого угол получился прямой, как и должен быть.
Шаг 5: Завершаем сварку


После завершения сварки, проверяем правильность прямого угла разными угольниками. Иногда так случается, что угольник повело и его угол больше не прямой. Поэтому лучше перестраховаться и проверять прямой угол разными угольниками. Обратите внимание, на фото видно, что я срезал торчащие наружние уголки нижней перекладины. После сварки я просто отшлифовал всю поверхность лепестковым кругом.
Как исправить неверный угол
Если угол не получился точно 90° или ее повело после падения с верстака, его можно исправить. Сначала нужно найти вмятины на металле. В любую вмятину можно просто поставить прихват сварочным аппаратом. Затем поместите в струбцину прямой кусок металла и проверьте угол угольником. Прихват заровняйте напильником, пока угол не выровняется до 90°.
Шаг 6: Угловая струбцина в работе


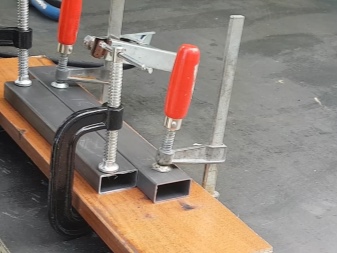
Самодельную угловую струбцину можно использовать и снаружи, и изнутри. Именно для этого все сварные швы сделаны с нижней стороны. На фото показаны примеры использования, если бы я собирался сваривать эти трубы, я дополнительно закрепил бы их обычными струбцинами. На последней фотографии показан пример добавления вертикального элемента. Это также объясняет, почему зазор между плеч не должен быть слишком большим – иначе вертикальная труба проскочила бы в отверстие.
Будьте осторожны при наружной сварке труб – внутренний радиус изгиба уголка может помешать скреплению трубы струбциной. Обязательно проверьте этот момент, прежде чем приступать к свариванию труб.

Рассказываю как сделать какую-либо вещь с пошаговыми фото и видео инструкциями.
Как сделать угловую струбцину для сварки?

- Устройство
- Чертежи
- Изготовление
Угловая струбцина для сварки – незаменимый помощник при соединении двух фрагментов арматуры, профтрубы или обычных труб под прямым углом. Со струбциной не сравнятся ни двое слесарных тисков, ни двое ассистентов, помогающие сварщику выдержать точный угол при сварке, предварительно проверенный линейкой-угольником.

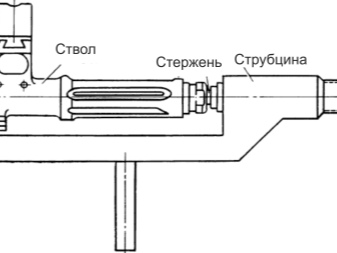
Устройство
Угловая струбцина, изготовленная своими руками, или заводская устроена следующим образом. Не считая её модификаций, позволяющих сварить две обычные или профильные трубы под углом в 30, 45, 60 градусов или любым другим значением, данный инструмент отличается размерами под разную ширину труб. Чем толще прижимные кромки, тем толще и труба (или арматура), с помощью которой можно соединить её части. Дело в том, что свариваемый металл (или сплав) выгибается при нагревании, которым неизбежно сопровождается любая сварка.
Исключение – «холодная сварка»: вместо расплавления краёв свариваемых секций применяется состав, отдалённо напоминающий клей. Но и здесь струбцина нужна, чтобы соединяемые детали не нарушились по требуемому углу их взаиморасположения.
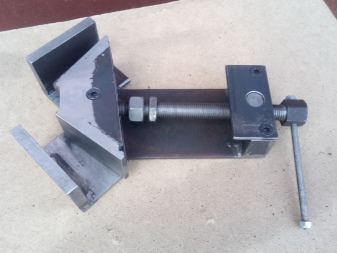
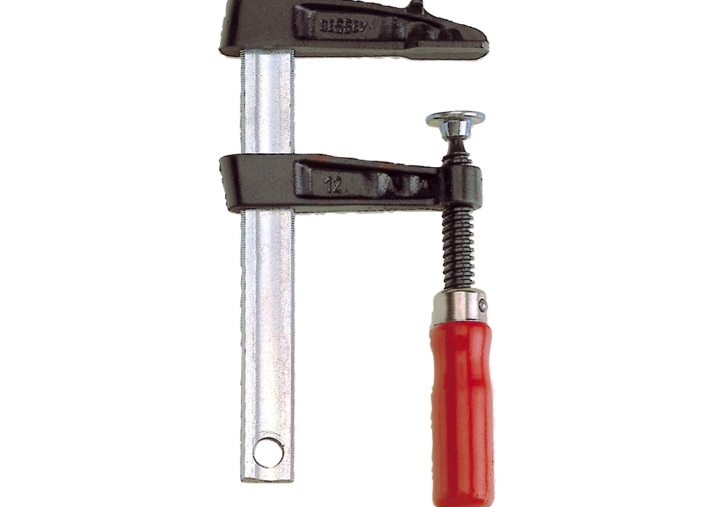
Струбцина включает в себя подвижную и неподвижную части. Первая – это сам ходовой винт, стопорные и ходовые гайки и прижимающая прямоугольная губка. Вторая – рама (основа), закреплённая на несущем листе стали. Запас хода винта регулирует ширину зазора между подвижной и неподвижной частями – большинство струбцин работают с квадратными, прямоугольными и круглыми трубами от единиц до десятков миллиметров в диаметре. Для более толстых труб и арматуры применяются иные приспособления и инструменты – струбцина их не удержит при наложении прихватывающих точек или отрезков будущего шва.


Для вращения винта применяют рычаг, заведённый в оголовок. Он может быть подвижным (пруток сдвигается в одну из сторон полностью), либо ручка делается Т-образной (прут без оголовка приваривается к ходовому винту под прямым углом).
Для обездвиживания изделий во время сварки применяются также G-образные струбцины, соединяющие профтрубу или квадратную арматуру общей толщиной до 15 мм.

Большая толщина до 50 мм подходит для F-образных струбцин. Для всех разновидностей струбцин нужен надёжный стол (верстак) со строго горизонтальной поверхностью.
Чертежи
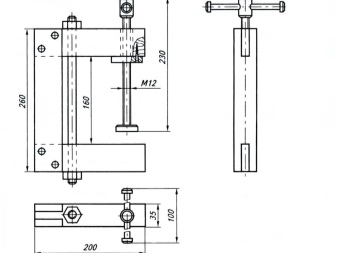
Чертёж самодельной прямоугольной струбцины для сварочных работ обладает следующими её габаритами.
- Ходовая шпилька – болт М14.
- Вороток – арматура (без фигурных рёбер, простой гладкий прут) диаметром 12 мм.
- Внутренняя и наружная прижимные детали – профтруба от 20*40 до 30*60 мм.
- Ходовая полоса 5-миллиметровой стали – до 15 см, с шириной отрезка до 4 см приваривается к основной пластине.
- Длина каждой из сторон угла наружных губок – 20 см, внутренних – 15 см.
- Квадратный лист (или его половина в виде треугольника) – со стороной 20 см, под длину наружных губок струбцины. Если используется треугольник – его катеты по 20 см, прямой угол обязателен. Листовой отрезок не даёт раме нарушить свой прямой угол, это её усиление.
- Коробчатая сборка на конце полосы листовой стали направляет ход струбцины. Состоит из квадратных отрезков стали 4*4 см, к которой приварены стопорные гайки.
- Треугольные полосы, усиливающие подвижную часть, ввариваются с обеих сторон. Подбираются по размеру внутреннего свободного места, образованного прижимной губкой, со стороны ходового винта. К ней приваривается и ходовая гайка.
Итак, для изготовления прямоугольной струбцины нужны:
- лист стали толщиной 3-5 мм;
- отрезок профтрубы 20*40 или 30*60 см;
- шпилька М14, шайбы и гайки под неё;
- болты М12, шайбы и гайки под них (опционально).



В качестве инструментов используются такие.
- Сварочный аппарат, электроды. Защитная каска, задерживающая до 98% света электродуги, обязательна.
- Болгарка с отрезными дисками по металлу. Обязательно используйте защитный стальной чехол, закрывающий диск от разлёта искр.
- Перфоратор с переходной головкой под обычные свёрла по металлу или более малогабаритная электродрель. Нужны также свёрла диаметром меньше 12 мм.
- Шуруповёрт с насадкой-гайковёртом (опционально, зависит от предпочтений мастера). Можно применять и разводной ключ под болты с головкой до 30-40 мм – такими ключами пользуются, например, водопроводчики и газовики.
- Линейка-угольник (с прямым углом), строительный маркер. Выпускаются незасыхающие маркеры – на масляной основе.
- Резак для нарезания внутренней резьбы (М12). Используется, когда имеются цельные куски квадратной арматуры, а дополнительные гайки раздобыть не удалось.


Также, возможно, потребуются молоток, пассатижи. Раздобудьте самые мощные плоскогубцы, рассчитанные на серьёзную нагрузку.
Изготовление
Разметьте и распилите профильную трубу и лист стали на составные детали, сверяясь по чертежу. Отрежьте от шпильки и гладкой арматуры нужные куски. Последовательность дальнейшей сборки струбцины состоит в следующем.
- Приварите наружные и внутренние отрезки профтрубы к отрезкам листовой стали, выставив прямой угол с помощью прямоугольной линейки.
- Приварите отрезки стали друг к другу, собрав квадратную П-образную деталь. Вварите в неё стопорные гайки. Просверлите сверху в ней отверстие, приварите к стопорным гайкам дополнительную фиксирующую гайку и вкрутите в неё болт. Если использовался кусок квадратной арматуры (например, 18*18) – просверлите в нём несквозное отверстие, нарежьте внутреннюю резьбу под М1 Затем приварите коробчатую деталь в сборе к продолговатому отрезку стали, а сам отрезок – к раме.
- Приварите ходовую гайку к неподвижной части струбцины – напротив стопорной вкрутите ходовой винт. Проверив, что винт крутится свободно, выкрутите его и обточите конец, толкающий взад-вперёд подвижную его часть – резьба должна быть убрана или подтуплена. Закрепите на свободном конце винта вороток.
- В месте присоединения винта к подвижной части сделайте простейшую втулку, приварив кусок профтрубы или пару пластин с предварительно просверленными отверстиями на 14 мм.
- Вкрутите ходовой винт повторно. Чтобы шпилька (сам винт) не вышла из втулочных отверстий, приварите к винту несколько шайб (или колец из стальной проволоки). Это место рекомендуется регулярно смазывать – для предотвращения стирания слоёв стали и разбалтывания конструкции. Профессиональные механики устанавливают вместо обычной шпильки ось с резьбой и гладким концом, на котором ставится стальная чашка с шарикоподшипниковым комплектом. Приварите также дополнительную гайку – под прямым углом к оси.
- Собирая втулку, рекомендуется приварить верхнюю пластину и зафиксировать всю конструкцию болтом в последнюю очередь, когда вы убедитесь в работоспособности струбцины.
- Проверьте надёжность креплений и сварных швов. Испытайте струбцину в работе, зажав два куска трубы, арматуры или профиля. Убедитесь, что угол зажимаемых деталей – прямой, проверив его угольником.



Струбцина готова к работе. Уберите свисающие, выпирающие участки швов при помощи их обточки на пильном/шлифовальном диске болгарки. Если применяемая сталь не является нержавеющей, рекомендуется покрасить струбцину (кроме ходового винта и гаек).
Как сделать угловую струбцину для сварки, смотрите далее.
Угловая струбцина своими руками для сварки
 Для фиксации угла между деталями конструкции удобно пользоваться угловой струбциной для сварки. Польза этого инструмента неоспорима. Струбцина серьезно облегчает задачи изготовления самых разных конструкций, ведь с ней можно обойтись без помощника. Чаще всего применяется она для фиксации под прямым углом, но подходит и для других видов углов. Инструмент применяют сварщики, слесари, столяры и плотники, трудящиеся дома и в своих мастерских. Особенно струбцина помогает при изготовлении мебели, рам, станин из деревянного бруса или профильного металла.
Для фиксации угла между деталями конструкции удобно пользоваться угловой струбциной для сварки. Польза этого инструмента неоспорима. Струбцина серьезно облегчает задачи изготовления самых разных конструкций, ведь с ней можно обойтись без помощника. Чаще всего применяется она для фиксации под прямым углом, но подходит и для других видов углов. Инструмент применяют сварщики, слесари, столяры и плотники, трудящиеся дома и в своих мастерских. Особенно струбцина помогает при изготовлении мебели, рам, станин из деревянного бруса или профильного металла.
- Общая характеристика
- Преимущества инструмента
- Деревянная струбцина
- Приспособление из фанеры
- Металлическая конструкция
Общая характеристика
Струбцина выручает, когда требуется зафиксировать детали, чтоб дать время высохнуть клею или выполнить сварку. При сборке мебели приспособление поможет собрать элементы без смещений, просверлить в нужном месте отверстия для крепежа. Самодельный инструмент весит немного, но с фиксацией справиться на «отлично». Его проще переносить с места на место, чем обычные строительные тиски. Угловая струбцина для сварки изготавливается из металла.
 На зажиме самодельного приспособления есть два упора. Обязательно присутствует блок-зажим, обладающий хорошей подвижностью, благодаря чему он может использоваться для заготовок разного размера. Для высокой жесткости фиксации должны наличествовать винт и рычажный механизм. Для столярного варианта допускается использование бегунка и планки. Но при любой конструкции детали упора должны быть подвижными.
На зажиме самодельного приспособления есть два упора. Обязательно присутствует блок-зажим, обладающий хорошей подвижностью, благодаря чему он может использоваться для заготовок разного размера. Для высокой жесткости фиксации должны наличествовать винт и рычажный механизм. Для столярного варианта допускается использование бегунка и планки. Но при любой конструкции детали упора должны быть подвижными.
Преимущества инструмента
Из-за дороговизны заводских изделий выгодно сделать струбцину своими руками, но экономия — это не единственное преимущество инструмента. Подобранная под определенные работы калибровка струбцины поможет зафиксировать детали лучше. Если струбцина делается для разовой работы, в изготовлении используются дешевые материалы.
Деревянная струбцина
Такая струбцина подходит для работы с мебелью. Рекомендуется брать дерево одной из следующих пород:
- дуб;
- ясень;
- береза;
- граб;
- бук.
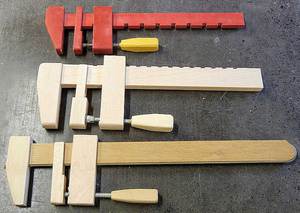 Влажность древесины должна быть не больше 12%.На заготовках не должно быть сучков, неровностей, дефектов. Делаются две пластины по 15 см шириной, 20 см длиной, примерно двухсантиметровой толщины. Еще у двух брусков длина и ширина должна быть до 25 см, а толщина — 2 см. Понадобится крепеж. Для изготовления струбцины угловой для монтажа мебели нужны саморезы и металлические болты. Два самореза длиной 20 см, а еще два — примерно 12 см. Диаметр всех четырех — 5 мм.
Влажность древесины должна быть не больше 12%.На заготовках не должно быть сучков, неровностей, дефектов. Делаются две пластины по 15 см шириной, 20 см длиной, примерно двухсантиметровой толщины. Еще у двух брусков длина и ширина должна быть до 25 см, а толщина — 2 см. Понадобится крепеж. Для изготовления струбцины угловой для монтажа мебели нужны саморезы и металлические болты. Два самореза длиной 20 см, а еще два — примерно 12 см. Диаметр всех четырех — 5 мм.
Приспособления для работы с деревом изготавливаются так:
- Две длинные рейки кладутся на стол.
- Первая рейка кладется ребром вверх, вторая рейка — наоборот.
- В рейках дрелью просверливаются отверстия для соединения.
- Одна пластина крепится к нижнему брусу.
- Отверстия для крепежа в обеих деталях должны совпадать.
- Вторая пластина крепится параллельно первой с помощью самореза.
- На концах реек просверливаются отверстия, к которым крепятся еще пайки или пластинки, угол между которыми должен быть ровно 90 ° .
- После монтажа проверяется работа приспособления путем закручивания самореза для фиксации уровня зажима пластин.
Приспособление из фанеры
 Разовая фиксация, для которой не нужна высокая жесткость успешно выполняется с применением листов фанеры.
Разовая фиксация, для которой не нужна высокая жесткость успешно выполняется с применением листов фанеры.
Для работы понадобятся куски фанеры 1,5×10×10 см, которые вырезаются лобзиком. Квадраты размечаются путем деления заготовок по диагонали на две части. Намечаются отверстия на расстоянии 20 см от края с расстоянием между ними не меньше 8 см, в противном случае зажимы начнут мешать друг другу. В отмеченных местах просверливаются отверстия Ø40 мм. Три угла опиливаются с целью устранения излишков клея под фиксаторами.
Металлическая конструкция
 Такая струбцина необходима для сварки. На металлическом оборудовании легче выполнить предварительный монтаж и выровнять детали относительно друг друга. Приспособление состоит из надежного корпуса и подвижного механизма. Данный элемент конструкции обеспечивает фиксацию винтом.
Такая струбцина необходима для сварки. На металлическом оборудовании легче выполнить предварительный монтаж и выровнять детали относительно друг друга. Приспособление состоит из надежного корпуса и подвижного механизма. Данный элемент конструкции обеспечивает фиксацию винтом.
Металлические струбцины для сварки бывают двух- и 3-координатными. На приспособлении могут быть зафиксированы две детали металлической конструкции для дальнейшего соединения. Безопасность труда повышается благодаря встроенным магнитам.
Изготовить струбцину своими руками несложно. Нужно иметь:
- Стальной лист толщиной 10 мм.
- Три гайки.
- Шайбы большого диаметра.
- Трубу с наружной резьбой, соответствующей гайкам.
 Из листа стали вырезают полосы 50-сантиметровой длины и 4-сантиметровой ширины. Нужны две такие заготовки. К основной части заготовки приваривают вспомогательную Г-образную. На короткий край плашмя приваривают опорную деталь. Гайки свариваются друг с другом, как и шайбы. К подвижной части гайки располагают ребром, а приваривают так, чтоб вкручиваемый стержень шел параллельно основанию инструмента. Далее части приваривают по внешнему краю, а между ними вставляют полосу струбцины. Потом осуществляется сварка по внутреннему краю, к частям присоединяется подвижная планка. Большие шайбы приваривают на край металлического стержня.
Из листа стали вырезают полосы 50-сантиметровой длины и 4-сантиметровой ширины. Нужны две такие заготовки. К основной части заготовки приваривают вспомогательную Г-образную. На короткий край плашмя приваривают опорную деталь. Гайки свариваются друг с другом, как и шайбы. К подвижной части гайки располагают ребром, а приваривают так, чтоб вкручиваемый стержень шел параллельно основанию инструмента. Далее части приваривают по внешнему краю, а между ними вставляют полосу струбцины. Потом осуществляется сварка по внутреннему краю, к частям присоединяется подвижная планка. Большие шайбы приваривают на край металлического стержня.
Тип конструкции зависит от нужной прочности фиксации. Зажим изготавливается из разных материалов. Самодельная струбцина пригодится и в домашней мастерской, и в профессиональной деятельности.
Как собрать угловую струбцину самостоятельно: 2 варианта

Когда надо соединить пару заготовок под углом 90 градусов, советуем использовать специальные зажимы — угловые струбцины. Чем они хороши?
Эти простые приспособления удобны в работе и обеспечивают надежную фиксацию заготовок на время их склейки (например, при изготовлении деревянных рамок своими руками) или сварки.
Рассказываем, как быстро и недорого собрать их своими руками.
Самодельные угловые струбцины для домашней мастерской условно можно разделить на две основных группы (по сфере применения):
- для слесарных работ (сварочные);
- для столярных работ (мебельные).
Слесарные обычно изготавливаются из металлолома, и используются, когда нужно зафиксировать заготовки в неподвижном положении при сварке.
Столярные изготавливаются из остатков пиломатериалов (фанеры, МДФ) или дерева (бруски или доски). Используются при сборке мебели или при изготовлении других деревянных конструкций.
Необходимые материалы для изготовления самодельных угловых струбцин своими руками можно без проблем найти в мастерской и гараже — использовать, что есть в наличии.
В конструктивном плане оба варианты особо ничем не отличаются. Состоят они из трех основных элементов:
- основание;
- упорные полки;
- прижим.
Сам прижим угловой струбцины может иметь полукруглую или же треугольную форму. Приводится в движение с помощью ходового винта.
Быстрозажимная угловая струбцина для сварки
Рассмотрим один из наиболее простых вариантов с быстрым зажимом. Для работы потребуются следующие инструменты:
- болгарка;
- дрель;
- сварочный аппарат.
Приступаем к изготовлению и сборки самодельной струбцины для сварки своими руками. В первую очередь необходимо изготовить основание самоделки.

Для этого берем маркер и размечаем лист металла. С помощью болгарки вырезаем заготовку квадратной формы (размеры основания могут быть разными — на ваше усмотрение).


В данном случае размеры металлической пластины составляют 24х24 см.
Далее от прямоугольной профильной трубы 40х20 мм (толщина стенки — 2-3 мм) отрезаем две упорные полки длиной по 20 см.

Из листового металла вырезаем четыре пластины размером 40х20 мм, и привариваем по торцам заготовок из профтрубы. Сварные швы зачищаем при помощи УШМ.


Упорные полки угловой струбцины для сварки привариваем к основанию, выставив их под прямым углом по отношению к поверхности металлической пластины.
Относительно друг друга упорные полки также должны быть под углом 90 градусов. Для проверки угла воспользуемся угольником.

Прижим для заготовок имеет полукруглую форму. Изготовить его можно из куска стальной трубы диаметром 130 мм. Отрезаем от трубы кольцо необходимой ширины, и разрезаем его пополам.
Одна из половинок и будет использоваться для изготовления прижима. Отрезаем кусок металлической пластины, сверлим по центру отверстие, и потом привариваем ее к прижиму.

Для изготовления быстрозажимного механизма потребуются:
- стальная трубка;
- втулка;
- болт;
- пружина;
- квадратная шайба.

К стальной трубке привариваем болт. Вставляем трубу с болтом в отверстие в прижиме, фиксируем гайкой. На трубку надеваем пружину. Потом надеваем квадратную шайбу и втулку.



Под втулку подкладываем кусочек металла, привариваем его к основанию. Потом к нему надо будет приварить втулку.

К концу стальной трубки привариваем ручку (ее также можно сделать из круглой трубы).

В основании сверлим 3-4 отверстия для крепления угловой струбцины к рабочему столу или другой горизонтальной поверхности. В качестве крепежа используются саморезы.
Крепим сделанное приспособление к столу. Вдоль упорных стенок ставим заготовки, которые нужно сварить, и фиксируем их с помощью прижима. Пружина обеспечивает быструю и надежную фиксацию.

Пошаговый процесс изготовления угловой струбцины своими руками можно посмотреть в видеоролике ниже. Идеей поделился автор YouTube канала Kwando Technic.
Угловая струбцина для столярных работ и сборки мебели
Данный вариант во многом похож на предыдущий вариант самодельной струбцины для сварки, но имеются некоторые различия в конструктивном плане, и материалы используются совсем другие.
Инструменты, которые потребуются для работы:
- ленточная пила (или ручная ножовка);
- дрель;
- шуруповерт.
Изготовление самоделки начнем с изготовления прижима. Для этого нам потребуется квадратная заготовка из дерева или фанеры размером 90х90 мм.
Размечаем, и отрезаем на ленточной пиле один из углов, потом — разрезаем на две части. В результате у нас должен получиться прижимной блок треугольной формы.


Вторая часть квадратной заготовки, которая имеет форму трапеции, используется в качестве направляющей для ходового винта. В обеих деталях сверлим отверстия.
В направляющей с помощью стамески вырубаем посадочное место под гайку. Конец ходового винта упирается в глухое отверстие в самом зажиме.

Далее необходимо будет сделать основание угловой струбцины. В качестве основания можно использовать фанеру или кусок доски. В данном случае за основу используется кусок МДФ.
К основанию приклеиваем направляющую. Вставляем в нее ходовой винт. На конец винта накручиваем ручку из дерева.

После этого от деревянного бруска отпиливаем две заготовки одинакового размера — упорные стенки. Крепим их к основанию самоделки.

В углу основания (между двумя упорными стенками) устанавливаем дополнительный упор из деревянного бруска.

Использовать данное приспособление можно для сборки мебели (например, выдвижных ящиков), а также для соединения деревянных заготовок под углом 90 градусов (например, при сборке фоторамок).

Также можно использовать струбцину, чтобы закрепить две заготовки для сверления соосных отверстий.

Снизу основания советуем прикрутить на саморезы уголок, чтобы можно было закрепить конструкцию в тисках.
Подробнее о том, как сделать мебельную струбцину для склейки рамок и прочих столярных работ, смотрите на видео ниже.
Конструкционные особенности углового зажима
Слесарная струбцина, которая пригодится сварщику, должна иметь надежные и прочные упорные стенки — в идеале изготовленные из толстого металла. Сам прижим также должен быть прочным и надежным.
Если использовать тонкий металл, то при фиксации заготовок возможны деформации, и прямой угол не будет выдержан.
Лучше всего перед началом работ составить чертеж с указанием всех размеров.
В этой статье мы рассмотрели самодельные угловые струбцины с неподвижными упорными стенками — для фиксации под прямым углом. Однако можно их сделать регулируемыми, чтобы была возможность выставлять под разным углом. Это расширит область применения самоделки.

Перемещение прижима может осуществляться при помощи ходового винта (самый распространенный вариант) или быстрозажимного механизма (один из вариантов мы рассмотрели в этой статье).
Если сравнивать между собой заводские устройства и самодельные угловые струбцины, то вторые в большинстве случаев получаются и дешевле, и качественнее.
Но окончательный выбор — купить или сделать, конечно же, остается за вами. Спасибо за внимание.