
Режим сварки ММА что это?
Что такое дуговая сварка MMA?

Содержание:
- 1. Что такое сварка ММА?
- 2. Основы сварочного процесса
- 3. Плюсы и минусы ручной электродуговой сварки
- 4. Какое сварочное оборудование используют?
- 5. Вам также могут быть интересны статьи
Как получить неразъемное соединение стальных листов, сварить трубы, металлическую лестницу или детали забора? В большинстве случаев прибегают к ручной дуговой сварке штучными электродами. Это один из старейших методов, появившийся в 1882 году. Его вывел Н.Н. Бенардос, русский ученый, который впервые использовал для соединения стали силу электрической дуги, горевшей между угольным электродом и заготовкой. Данный метод получил распространение в промышленности и при строительстве железных дорог. Первые электроды для сварки не имели покрытия и представляли собой обычную стальную проволоку. Потому переход электродного металла не вызывал существенных изменений в составе сварного шва. Так же отсутствовала газовая и шлаковая защита от вредного воздействия газообразных компонентов воздуха и как следствие появлялась пористость шва, трещины и т.д. Применение покрытых обмазкой электродов коренным образом поменяло эту ситуацию. В 1907 году шведский изобретатель Кьельберг вывел сварочный процесс на новый уровень, создав электрод с обмазкой из силикатного клея. Отсюда пошло нынешнее название этого метода – Manual Metal Arc, сокращенно – ММА.
Что такое сварка ММА?
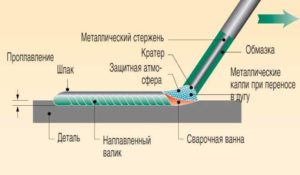
Это ручная дуговая сварка покрытым электродом. Основой процесса служат источник сварочного тока, который подключается к электросети, два кабеля разной полярности для подведения тока к свариваемым заготовкам. Один кабель (масса) имеет на конце зажим, который крепится на заготовке, второй с держателем на конце предназначен для крепления электрода. В процессе ручной дуговой сварки используется тепловая энергия электрической дуги, возникающая при замыкании простейшей электрической цепи. Под тепловым воздействием дуги возникает плавление металла и образование сварной ванны. При прекращении пропускания электрического тока металл остывает и кристаллизуется, образуя сварное соединение. Вместе с плавлением металла детали происходит расходование материала самого электрода. Его металл каплями переходит в сварную ванну (крупнокапельный и мелкокапельный перенос). Применяемые электроды для электродуговой сварки представляют собой стальной пруток, имеющий сплошную обмазку, различную по своему химическому составу. При их использовании вместе с электродным металлом в сварную ванну переходят и компоненты обмазки, меняя химический состав и свойства металла сварного шва. Также элементы обмазки, сгорая, образуют газообразные соединения, которые локальным облаком окутывают область электрической дуги и ограждают расплавленный металл сварной ванны от пагубного воздействия атмосферных газов.
Чтобы детально показать, как проходит процесс ручной дуговой сварки, расскажем о порядке работ. Вы убедитесь, что в этой сварочной технологии нет ничего сложного, и, зная алгоритм действий, сможете попробовать сварить, к примеру, забор, ворота или мангал.
Основы сварочного процесса

Для начала нужно определиться с тем, на каком токе будет проводиться электро дуговая сварка. Сварочный аппарат может выдавать постоянный или переменный ток, многие модели способны работать в двух режимах. При применении переменного тока дуга менее устойчива и нужны более развитые профессиональные навыки для ее поддержания, а качество шва уступает таковому при применении постоянного тока. Также постоянный ток иногда является единственным выбором для сварки некоторых металлов и их сплавов. Кроме того, стоит учитывать полярность подключения, которая может быть двух видов.
- Прямая – «минус» на электроде, «плюс» на клемме массы. При таком подключении ток идет от электрода к заготовке, которая нагревается (сам электрод при этом холодный). Применяется при скоростной сварке листового металла, обычно в узкоспециализированных сферах производства и строительства.
- Обратная – «плюс» на электроде, «минус» на клемме массы. Ток подается от металла на электрод. Это приводит к нагреву и плавлению электрода. Данный способ наиболее распространен.
Когда выбрана полярность, провода правильно подсоединены к оснастке, устанавливают силу сварочного тока в зависимости от толщины металла. Как правило, на 1 мм заготовки приходится 30 – 40 А сварочного тока. С помощью регулятора на панели аппарата выставляется нужное значение.
После этого разжигают дугу. Это один из самых сложных этапов работ, и каждый сварщик выбирает наиболее удобный для себя способ розжига. Их два: можно получить дугу при касании концом электрода заготовки и резкого отрыва или сделать несколько чиркающих прикосновений. Чтобы получить стабильную дугу и избежать ее затухания, следует соблюдать одинаковое расстояние между электродом и обрабатываемой поверхностью. Если увеличить этот промежуток, дуга может погаснуть, а если, наоборот, слишком приблизить электрод к заготовке, его конец прилипнет к металлу детали. Тогда либо придется резко отрывать электрод от поверхности, либо он прикипит, и нужно будет срезать его болгаркой. Избежать этого можно, если выбрать оптимальный промежуток между металлом заготовки и электродом, так удастся хорошо проварить металл с установленной силой тока и получить ровный шов. Чтобы образовалась сварочная ванна, следует немного прогреть металл – достаточно двух-трех оборотов электрода в месте начала сварки. При формировании сварочной ванны важно, чтобы она не слишком расходилась и ее ширина была примерно одинаковой по всей длине шва. Знайте, что электродуговая сварка требует практики. Только с опытом удастся легко разжигать дугу и контролировать стабильность ее горения.
Поначалу ручная дуговая сварка кажется очень сложным технологическим процессом. Но будьте уверены, что, шаг за шагом осваивая основные приемы, работая с разными по размеру и форме деталями и разной силой тока, можно быстро освоить ММА сварку. Именно поэтому данный метод является одним из наиболее распространенных. Его применяют в строительной, производственной, авторемонтной сферах, а также в быту – для выполнения несложных работ в гараже, на даче, в частной мастерской.
Вам предстоит соединять металлический профиль, листы, арматуру? Сомневаетесь, подойдет ли для этого ММА сварка? О преимуществах и недостатках мы расскажем подробнее. И вы сможете принять окончательное решение.
Плюсы и минусы ручной электродуговой сварки
Согласитесь, прежде чем покупать оборудование для работы, необходимо убедиться в том, что затраченные средства себя оправдают и аппарат не будет пылиться в углу гаража. Как и любой другой сварочный метод, электро дуговая сварка имеет свои плюсы и минусы (смотрите таблицу).
| Плюсы | Минусы |
| Возможность сваривания практически всех видов металлов | Недостаточно высокая производительность по сравнению со сваркой полуавтоматом |
| Сварка в любом положении, даже в ограниченном пространстве | Качество шва зависит от навыков пользователя |
| Допустима работа с аппаратами практически в любых атмосферных и температурных условиях | Сложность технологического процесса, связанная с розжигом дуги и риском прилипания электрода к металлу |
| Невысокая стоимость сварочного оборудования, возможность его использования в быту | Испарение обмазки электрода, способствующее ухудшению рабочих условий |
На самом деле, перечисленные минусы по сути таковыми не являются, нужно просто учитывать специфику использования. Для большинства строительных и производственных задач именно ММА сварка является идеально подходящим методом. Например, если электродуговая сварка металлов не является основным рабочим процессом, то недостаточно высокая производительность и сложность технологического процесса не должны заставить отказаться от этого метода. Современные производители позаботились о том, чтобы осваивать электродуговую сварку было легче. Они оснащают аппараты системами «Горячий старт» и «Антизалипание». С их помощью даже новичок справится со сварочными работами.
На фоне минусов, которые в большинстве случаев не являются препятствием к использованию ММА сварки, достоинства этого метода неоспоримы. Именно они делают его универсальным и дают возможность применять практически в любых сферах пользователям с различным уровнем подготовки. По сравнению с полуавтоматами и аппаратами аргонодуговой сварки, оборудование для этого метода сварки доступно по стоимости. К разговору о нем и стоит перейти в заключении нашей статьи.
Какое сварочное оборудование используют?
Итак, вам предстоит электродуговая сварка, но вы еще не решили, какой аппарат выбрать для работы. Решение стоит принимать, опираясь не только на цену модели; прежде чем сравнивать характеристики разных устройств, нужно определиться с видом аппарата. Перечислим основные виды.
- Сварочные трансформаторы – надежные, неприхотливые аппараты, полностью механические, с ручным управлением. В основе их работы лежит сердечник – катушка с металлической проволокой, которая преобразует сетевой электрический ток в сварочный. Сварка осуществляется на переменном токе, это ограничивает сферу применения оборудования. Кроме того, у трансформаторов большие габариты и вес, чаще всего их устанавливают стационарно в мастерских и на производстве.
- Сварочные выпрямители – техника, которая преобразует переменный ток в постоянный. Это позволяет легко получать ровный и аккуратный шов. Они обладают большими габаритами, и для лучшего результата требуются базовые навыки сварщика.
- Сварочные аппараты-инверторы – современное оборудование, с которым ручная дуговая сварка становится проще для неопытного пользователя. В конструкции нет массивной катушки, работа строится на электронной плате, в корпус уже встроен выпрямитель, поэтому на выходе получается постоянный ток, а микропроцессор корректирует его стабильность. Большинство моделей имеют системы защиты от прилипания электрода, быстрый розжиг и форсаж дуги. Вес и размер таких аппаратов в разы меньше по сравнению с трансформаторными аналогами.
Если вам предстоит электродуговая сварка в быту, автомастерской или на стройке, где нерационально использовать массивное оборудование, логичнее выбрать сварочный инвертор. Например, с таким аппаратом можно работать на высоте, повесив его на плечо. Хотите узнать подробнее о моделях оборудования, предлагаемого сегодня на рынке? Тогда читайте обзор «Лидеры среди электродуговых сварочных аппаратов ММА».
Купить оборудование для электродуговой сварки металлов вы можете в нашем интернет-магазине. Мы предлагаем модели профессионального и бытового назначения. Вы без труда подберете тот аппарат, который лучше всего подойдет для выполнения ваших задач, и сможете легко с ним работать. Оформляйте заказ через сайт и не забудьте сразу приобрести необходимые расходные и вспомогательные материалы.
ММА сварка: всё, что вы хотели знать
Ручная дуговая сварка, она же ММА сварка — что это такое? ММА сварка — классический метод соединения металлов, в основе которого лежит применение электрической дуги и сварочных электродов. Раньше ММА сварка являлась основной, но сейчас ее используют только при выполнении несложных или неответственных конструкций.

Данный метод сварки появился в конце 19-го века и уже в начале 20-го века получил наибольшее распространение. Тогда в качестве электродов использовали стальную проволоку. Со временем были придуманы электроды, которые представляют собой проволоку, покрытую плавящейся обмазкой. Именно такой тип стержней используется по сей день. Это лишь одна из особенной ручной дуговой сварки. В этой статье мы кратко расскажем, что такое ММА сварка, каковы ее плюсы и минусы.
Общая информация
MMA сварка — это классический метод сварки, суть которого заключается в использовании электрической дуги и электродов с обмазкой. При этом сварщик сам держит электрод и управляет процессом сварки. Дуга плавит металл и обмазку, которая выделяет пары, защищающие сварочное соединение от окисления и образования дефектов. ММА сварку также называют ручной дуговой сваркой.
Для тех, кто интересуется, расскажем подробнее. У нас есть источник тока. Источник подключается к розетке, берется два кабеля обратной и прямой полярности. С их помощью ток будет подводиться к деталям. Один кабель крепится с помощью зажима к детали (тогда такой кабель называется массой), а второй крепится к электроду. В итоге образуется простейшая электрическая цепь, которая замыкается при подаче электроэнергии к источнику тока. Формируется сварочная дуга, ее температура настолько большая, что способна расплавить металл. Как только источник тока отключают от электросети металл начинает остывать и кристаллизироваться. Так образуется сварной шов.

Немалую роль играет электрод. Он плавится наравне с металлом заготовки. Когда электрод плавится его капли попадают в сварочную ванну, способствуя формированию шва и защищая от пагубного воздействия кислорода. Сами электроды — это, по сути, просто металлическая проволока, покрытая обмазкой. Обмазка может быть самой разнообразной по составу и сфере применения. Каждому типу металла предназначается свой тип обмазки. Важно учитывать эту особенность, ведь при неправильном подборе электродов велик риск испортить работу.
Также у электродов есть своя марка. Мы подробно рассказывали об этом здесь. Прочтите эту статью, ведь даже если вы будете досконально знать технологию сварки, но не сможете выбрать электроды, ваша работа пойдет насмарку.
Достоинства и недостатки
У сварки MMA есть свои достоинства и недостатки. И связаны они прежде всего с тем, что эта технология очень старая и практически не претерпела никаких изменений за время своего существования. Именно по этой причине важно учитывать данный сварочный метод и все его особенности.
Среди плюсов выделим, что с помощью данного метода сварки можно соединить практически все виды металлов. Возможно, соединение получится менее качественным, но сам факт сварки стоит учитывать. Также можно варить в любом пространственном положении, поэтому возможна сварка даже в труднодоступных местах.
Отдельное достоинство связано с оборудованием для ММА сварки. Во-первых, оно стоит недорого. Во-вторых, оно способно работать при любых условиях, даже на морозе или под дождем. В-третьих, его настройка под силу даже новичку. Поэтому ММА сварка получила такое большое распространение среди домашних сварщиков.
Но не обходится и без минусов. Прежде всего, ММА сварка самая медленная из всех, поскольку ограничивается только физическими силами самого сварщика. Здесь нет никаких помогающих механизмов, как в полуавтоматической сварке, например. Также учитывайте, что ваш навык сварки будет напрямую влиять на качество шва. Чем меньше опыта, тем хуже шов.
Отметим, что новичкам часто трудно зажечь дугу и вести ее. К тому же, у многих электроды банально прилипают к металлу. Здесь дело опять же в опыте, его нужно наработать.
Вот такие плюсы и минусы ручной дуговой ММА сварки. Мы считаем, что недостатки не настолько существенны, чтобы вовсе отказываться от этого метода. Ведь сварка MMA просто имеет свои особенности, которые нужно учесть. Поверьте, в остальных видах сварки не меньше недостатков.
К тому же, ММА сварка часто просто незаменима по многих причинам. Например, экономическим. Домашнему сварщику нет нужды приобретать дорогое оборудование, ему нужно просто сварить ворота или каркас для теплицы. Для таких задач ручная дуговая сварка идеально подходит.
А что касается сложности поджигания дуги, то современные производители выпускают аппараты с функциями, упрощающими работу. Например, во многих моделях сварочных аппаратов (даже бюджетных) есть функция антизалипания электродов и горячего старта.
Достоинства сварки ммас лихвой перекрывают недостатки, если вы домашний мастер и вам не нужна сверхпроизводительность труда. Далее мы расскажем о технологии сварки, чтобы вы могли выполнить ее своими руками.
Технология
 Режим сварки — первое, что вам нужно настроить на своем аппарате. Тема режима сварки очень обширна, так что лучше прочтите нашу статью, посвященную этой теме. Там мы все подробно описываем.
Режим сварки — первое, что вам нужно настроить на своем аппарате. Тема режима сварки очень обширна, так что лучше прочтите нашу статью, посвященную этой теме. Там мы все подробно описываем.
Теперь разжигаем дугу. Это можно сделать двумя способами: постукиванием или чирканьем. Исходя из названий суть ясна: можно постучать концом электрода по металлу, а можно чиркнуть им также о поверхность детали, словно зажигаете спичку. В большинстве случаев это самое сложное для новичков, но достаточно немного потренироваться, чтобы научиться быстро и правильно поджигать дугу.
Чтобы дуга горела стабильно, держите электрод на некотором расстоянии от металла, обычно это пару миллиметров. Если приблизить электрод слишком близко, он гарантированно прилипнет, а если слишком далеко, то дуга погаснет.
Прогрейте металл круговыми движениями электрода. Должна образоваться сварочная ванна. Важно, чтобы размер ванны не сильно отличался по всей длине шва. После разогрева ведите электрод не слишком медленно, и не слишком быстро. Шов должен формироваться равномерно, без дефектов.
Вместо заключения
И MMA, и любая другая сварка по началу может показаться трудоемкой и местами непонятной. Новичкам не так просто запомнить всю последовательность операций, не говоря уже об особенностях технологии сварки. Но не отчаивайтесь, если поначалу у вас не получается выполнить работу правильно. В сварке важно терпение и навык, поэтому перед выполнением ответственной работы потренируйтесь на ненужных кусках металла. Тем более, ММА сварка одна из самых простых и старых, так что вы сможете найти множество обучающих видеоуроков. Один из них вы можете видеть ниже.
Расшифровка методов сварки – MMA, TIG, MIG, MAG
Неспециалисту порой бывает трудно разобраться в терминах и определениях, применяемых в сварке. Сложность дополнительно вызвана тем, что не существует жестко регламентированных и классифицированных методов и приемов. Однако производители сварочного оборудования и материалов придерживаются общепринятых английских аббревиатур, речь о которых и пойдет в данной статье.
Расшифровка аббревиатур
ММА (РДС)
MMA (Manual Metal Arc)-ручная дуговая сварка штучными (покрытыми) электродами с помощью инвертора или трансформатора. Техническая литература советских времен оперировала обозначением РДС.
Процесс сварки происходит за счет плавления металлического стержня – электрода, покрытого специальной обмазкой, которые имеют свою классификацию. Основное ее предназначение заключается в защите сварочной ванны от воздуха, предотвращая окисление металла. Расплавленный стержень образует сварочный шов, а использованное покрытие остается в виде шлака.
РДС возможна как на постоянном, так и на переменном токе. При постоянном токе возможны два варианта подключения зажима массы и держателя электрода, поэтому существует сварка на прямой и обратной полярности. Переменный ток такой особенностью не обладает – как подключать электрод в данном случае не имеет значения. Приведенный рейтинг надежности сварочных инверторов поможет подобрать аппарат, который прослужит долгие годы.
Поскольку метод ММА самый популярный ввиду его простоты и относительно недорого применяемого оборудования, с вопросом как научиться варить электросваркой самостоятельно стоит ознакомиться непременно.
TIG(WIG) или РАДС
TIG (Tungsten Inert Gas) – технология дуговой сварки в среде инертного газа неплавящимся электродом. Вольфрам – (англ.Tungsten) очень тугоплавкий металл с температурой плавления около 3500 С, поэтому он является основой для производства подобного рода электродов. Иногда можно встретить иные вариации этого способа:
- WIG(Wolfram Inert Gas) – название образовано от немецкого написания;
- GTA (Gas Tungsten Arc) – в данной аббревиатуре опущено химическое взаимодействие защитного газа.
Выбор материалов осуществляется согласно цветовой маркировке вольфрамовых электродов, обозначающей типы свариваемых металлов , а также сварочные режимы.
Т.к. электрод является неплавящимся, процесс аргонной сварки происходит по другому сценарию:
- электрическая дуга возбуждается между концом электрода и свариваемым металлом;
- заполнение сварочного шва происходит путем подачи в сварочную зону специального присадочного материала – прутка;
- сварочная ванна защищается газовым облаком.
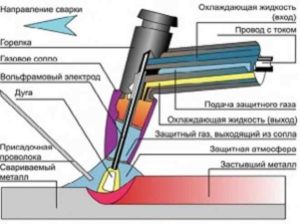
Защитным инертным газом, т.е. газом, молекулы которого химически не взаимодействуют в процессе сварки с основным и присадочным материалом, в данном случае выступает аргон. Именно поэтому за ним закрепилось название “ручная аргонно-дуговая сварка” или РАДС.
Стоит отметить, что данное название не совсем правильно, т.к. в роли защитного газа могут применяться другие газы – азот, гелий, а также газовые смеси.
Аргон может использоваться при сварке плавящимся электродов – MIG метод, речь о котором пойдет ниже.
В технических характеристиках сварочного оборудования помимо обозначения TIG всегда дополняется упоминанием рода сварочного тока DC (Direct Current) – постоянный ток или AC/DC (Alternating Current/Direct Current) – переменный/постоянный ток. В данном случае это очень важно. К примеру, сварка алюминия аргоном производится на переменном токе.
MIG / MAG
MIG/MAG (Metal Inert/Active Gas) – метод дуговой сварки в защитной среде инертного/активного газа с помощью плавящегося электрода в виде стальной или иной проволоки в зависимости от типа соединяемого металла.
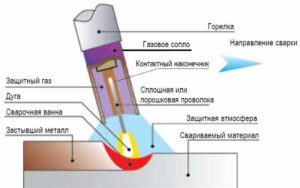
Под МИГ или МАГ сваркой обычно подразумевают полуавтоматическую. Основной задачей данного способа была идея создания “бесконечного электрода”, чтобы тем самым добиться значительной производительности сварочных работ. Ведь при РДС методе приходится часто менять электрод по мере его расходования, что в некоторых случаях является крайне не удобным. Как и при ТИГ сварке здесь применяются защитные газы.
В роли инертного обычно выступает аргон и его смеси, который подходит, к примеру, для сварки алюминия и его сплавов полуавтоматом. Активным газом, т. е. взаимодействующим в процессе со свариваемым металлом, как правило является углекислый газ( углекислота). Вы можете услышать от сварщика словосочетание “сварка полуавтоматом в среде углекислого газа“, подразумевающий способ MAG(МАГ).
Данный способ наиболее распространен ввиду повышенной производительности по сравнению с MMA, и дающий лучший результат в качестве сварного шва.Определиться с выбором сварочного аппарата поможет рейтинг бытовых полуавтоматов на основе отзывов опытных сварщиков.
Надеемся, что данная статья поможет разобраться в классификации основных методов сварки, а также будет полезной при выборе оборудования и материалов с английскими аббревиатурами.
Виды сварки MMA, MIG-MAG, TIG в преимуществах и недостатках
Ручная электродуговая сварка (MMA) – легкий старт для новичка
Первое, что отличает данный способ – доступность и простота. Именно он является базой для многих сварщиков-новичков. Для проведения ручной дуговой сварки необходим сам аппарат, горелка и штучные электроды. Под действием теплоты электрической дуги электрод плавится, оставляя на месте соприкосновения с деталью неразъемное соединение – скрепляющий шов.
Сварочные аппараты (инверторы) доступны по цене
Легкая и компактная конструкция оборудования
Возможность сварки в любых положениях
Дополнительные функции для облегчения процесса сварки
Дешевые расходные материалы
Ограничение по виду и толщине свариваемых металлов
Низкая производительность относительно других видов сварки (MIG-MAG, TIG)
Дополнительные усилия и временные траты на удаление шлака и окалины
Когда пригодится сварочный аппарат для электродуговой сварки? Если оборудование необходимо периодически и производительность не играет особой роли, то инвертор прекрасно подойдет для решения ремонтных и строительных задач. Такой агрегат часто используется в быту и занимает почетное место среди инструментария у многих домашних мастеров.

Полуавтоматическая сварка в среде защитных газов (MIG-MAG) – производительность и перспектива
Аппараты MIG-MAG – шаг в сторону профессиональных сварочных агрегатов. Конечно же, полуавтоматы можно встретить и в быту, но чаще ими пользуются в промышленных предприятиях для производства и мастерских по ремонту автомобилей или слесарным работам.

Основные особенности вида сварки: использование тонкой проволоки вместо электрода и защитного газа для изоляции от окружающей среды. Во время варочного процесса проволока подается автоматически, а сам механизм работы позволяет добиться качественного и эстетичного сварного шва.

В зависимости от газа полуавтоматическая сварка может быть:
MIG (Metal Inert Gas) – с использованием инертного газа. MIG аппараты отлично подойдут для сварки алюминия, меди, титановых изделий, никеля и различных сплавов.
MAG (Metal Active Gas) — с использованием азота, углекислого газа и других газов, связывающих кислород. Вид сварки используют для заготовок из низколегированных, нелегированных и коррозионно-устойчивых сталей.
В ряде случаев можно не использовать газ вовсе. Для этого понадобится флюсовая проволока, которая изначально имеет достаточную защитную оболочку.
Экономия времени на замене электрода
Расширенный диапазон рабочих таков
Отсутствие необходимости в постобработке шва
Качественный и прочный шов
Удобство эксплуатации за счет широкого набора функций
Возможны затруднения в сварке в труднодоступных местах
Дорогостоящий стартовый комплект (помимо аппарата необходимы: горелка, катушка с проволокой, газовые баллоны, редукторы и шланги)
Резюмируя скажем: данный вид сварки предполагает частое использование и уже является настоящим вложением, которое требует отдачи. Хотя для бытового использования в линейках производителей есть доступные аппараты. Например, в серии полуавтоматов FUBAG к таким относится IRMIG 160 и его старшие аналоги.

Аргонодуговая сварка (TIG) – исключительное качество сварного шва
Данный вид сварки не принесет результата, если у сварщика нет должного опыта и подготовки. Начинать с него не стоит, все же инвертор или полуавтомат станут более взвешенным решением.

В отличие от предыдущих способов, здесь вместо проволоки или расходного электрода, используется тугоплавкий электрод из вольфрама с высокой температурой плавления. Процесс проходит в среде защитного газа – аргона. Сам по себе электрод для аргонодуговой сварки не поддается плавлению. Поэтому для шва может использоваться присадочный материал из того, же металла, что и заготовка. В некоторых случаях шов формируется в результате расплавления кромок.
Возможность работать с любыми металлами малых толщин
Высокое качество сварного шва
Широкий диапазон сварочного тока
Тонкая настройка параметров аппаратов
Дополнительные функции для облегчения процесса
Малая скорость сварочного процесса (относительно других видов сварки)
Ручная подача сварочного прутка
Тщательная подготовка заготовки
Дорогостоящий комплект оборудования
Необходимость использования аппарата в закрытом помещении
Тем не менее, данный способ сварки не имеет конкурентов в работе с тонкостенным материалом. Поэтому он всегда остается востребованным для специфических задач.
Что нужно знать о TIG аппаратах ? В зависимости от конструкции устройства могут варить на постоянном и (или) переменном токе. Выбирать сварочник на постоянном токе стоит для стали, нержавейки, титана и меди. Агрегаты на переменном токе подойдут для работы с алюминием и его сплавами.
Некоторые сварочные аппараты обладают функцией импульсной сварки. Она важна при работе с алюминием и материалами, содержащими данный вид металла. При помощи функции можно контролировать тепловложение.
Какие из основных видов сварки предпочтительнее?
Итак, обобщим все вышесказанное. Воспользуйтесь таблицей ниже, чтобы подобрать идеальный вариант сварочного аппарата под ваши запросы.
ВИДЫ МЕТАЛЛОВ
ТОЛЩИНА МЕТАЛЛА, мм
ПРЕИМУЩЕСТВА
ОГРАНИЧЕНИЯ
стали (углеродистая, низколегированная, высоколегированная)
Простота и доступность процесса сварки
Минимальный набор расходных материалов
Сварка в любых положениях
Ограничения по видам и толщинам свариваемых металлов.
Необходимость удаления шлака с деталей.
Все виды сталей, медь, алюминий и его сплавы, чугун
Необходимость в дополнительных расходных материалах и доп. оборудовании
Все виды сталей, медь и ее сплавы, чугун, титан
Алюминий и его сплавы
От 0,5 мм и выше
Возможность сварки любых металлов
Эстетический и качественный шов
Необходимость в дополнительных расходных материалах и доп. оборудовании
Вы можете закрепить материал и узнать больше из нашего видео, в котором приведена классификация видов сварки:
Что такое ММА сварка
Процесс ручной электродуговой сварки на английском называется «manual metal arc», сокращенно обозначается «mma».Расшифровка аббревиатуры дословно обозначает «ручная металлическая дугой». Сварка ММА осуществляется специальным электродом с расплавляющимся сердечником, слоем обмазки из органических и минеральных компонентов. Как и другие технологии горячего соединения металлических заготовок, mma сварка образует прочные герметичные соединения.

Сущность сварки типа ММА
Главная особенность ММА сварки – это образование на месте соединения сплава, содержащего компоненты наплавочного и основного металла. Что такое «наплавка» – это электроды для mma-технологии, расплавляемые в процессе работы. Электроды маркируются по сплавам:
- с сердечником из углеродистой стали обозначают буквенным символом «У»;
- высоколегированной – «В».
В процессе нагрева присадка и кромки образуют общую ванну расплава. Металлы перемешиваются под воздействием дуги. Кристаллизуясь, формируют плотный шов, неразъемное однородное соединение.
Для генерации дуги в ММА сварке создают замыкаемую электрическую цепь, от источника питания отводят два провода. При контакте металла и присадки электроцепь замыкается.

Преимущества и недостатки
Сварка ММА не требует сложного оборудования. Универсальна, выполняется в любом положении. Ограничения связаны только с физическими свойствами сплавов:
- повышенной текучестью;
- степенью окисляемости.
Технология применяется для большинства металлов, работы можно проводить в полевых условиях. Сварка ММА применяется для бытовых целей и на производстве.
Теперь о недостатках:
- сложность розжига и поддержания дуги;
- вредные факторы, влияющие на здоровье сварщика (испарения, образующиеся при расплавлении электродной обмазки, летучие пары металлов).
Преимущества превалируют, поэтому технология ММА применяется в различных областях.
Сварка ММА универсальна, применяется в различных областях, для бытовых целей и на производстве.
Виды ручного сваривания
Сварку mma проводят на переменном и постоянном токе. Используется разный тип оборудования. Способы сварки характеризуются параметрами электродуги.
Переменным током
Дуга нестабильная, но зрительно воспринимается ровной. Каждый полупериод, когда напряжение проходит нулевую отметку, она затухает, а затем вновь разгорается за счет ионизации искрового промежутка. Из-за смены полярности возникает много брызг. Равномерность горения напрямую зависит от частоты колебаний тока, чем они выше, тем стабильнее горит дуга.
Постоянным током
При технологии ММА плюсовой контакт допускается подключать:
- к электродному держателю (прямая полярность);
- свариваемой детали (обратная).
Тип полярности определяет распределение тепла в рабочей зоне. При прямой полярности быстрее плавится наплавочный стержень, кромки проплавляются медленнее. При обратной полярности заготовки проплавляются сильнее, а электрод плавится медленнее.
Технология сварочного процесса
Суть ММА сварки состоит в расплавлении кромок металла электродугой, заполнении стыка наплавочным материалом. Электроды представляют собой металлический стержень со специальным покрытием, образующим защитный шлаковый слой, препятствующий окислению ванны расплава. В процессе кристаллизации на месте соединения образуется диффузный слой – смесь наплавочного металла и сплава, из которого сделаны сварные заготовки.
Режим сварки – это параметры напряжения и силы тока, необходимые для образования дуги нужной плотности, температуры. После настройки оборудования один из контактов подключается к электроду, другой – к металлу. Цепь замыкается при контакте электрода и деталей, возникает разряд, генерирующий плазму.
При ММА дуга разжигается двумя способами:
- чирканием (подобно разжиганию спички);
- постукиванием.
После розжига важно поддерживать стабильное горение дуги. Для этого электрод отводят от поверхности детали на 2–4 мм. Электрод расплавляется постепенно, так как температура создается только на кончике стержня. Капли равномерно пополняют ванну расплава, образованную расплавленными кромками.
Возможное движение электрода:
- круговое вдоль оси, контролируется процесс расплавления стержня, формирования защитного шлакового слоя;
- по направлению стыка, регулирует скорость образования соединения;
- возвратно-поступательное вдоль шва;
- колебательное с одной детали к другой перпендикулярно стыку, формируется широкий.
Обмазка электродов, применяемых для ММА сварки, выделяет газы, вытесняющие воздух из зоны контакта. Риск образования пористости снижается. Размер стержня, состав металлической «начинки» зависит от геометрических параметров свариваемых деталей.
Сварочные аппараты ММА
Для работы используют источники питания трех видов: универсальные генераторы, работающие и как выпрямители, трансформаторы, инверторы – устройства нового поколения, оснащенные дополнительными функциями.
Генератор – универсальная установка, преобразующая энергию сжигания топлива в электрическую. Двигатель работает на дизельном топливе или бензине. У сварочного генератора имеется регулятор выходного напряжения, он используется как резервный источник питания. Для сварочных работ переключают на 70-75 вольт. Дополнительно монтируется выпрямительный блок, сглаживающий пульсацию дросселями и объемными конденсаторами.
Трансформатор – устройство, меняющее выходное напряжение. Принцип работы основан на физическом свойстве электромагнитной индукции. Первичная обмотка подключается к сети или другому источнику тока. От второй провода идут к сварочным контактам:
- держателю электрода и зажимной клемме;
- присоединяемой к свариваемой детали.
Рабочее напряжение холостого хода – от 50 до 80 В. Однофазные трансформаторы работают от сети 220 В, генерируют высокочастотный переменный ток. Трехфазные подключаются к питанию 380 В, они считаются более мощными, самые тяжелые.
Инвертор – оборудование, генерирующее ток в большом диапазоне частот (до 100кГЦ), напряжений, показателях силы тока (80–120 А). Устройства отличаются небольшим весом, габаритами. Оснащены конденсаторными фильтрами, обеспечивающими быстрое разжигание и стабильное горение дуги.
Ручная электродуговая сварка – самая распространенная технология сваривания углеродистой и легированной стали, алюминия, цветных металлов. По силам начинающим сварщикам. Вид оборудования для ММА выбирается с учетом толщины металла, температуры его плавления.

