
Почему залипает электрод при сварке инвертором?
Основные причины залипания электродов
Электроды при электросварке часто липнут к металлу, особенно эта проблема распространена среди начинающих сварщиков. Когда электрод липнет к свариваемой поверхности, то его практически невозможно оперативно удалить, что приводит к множеству проблем и может закончится перегрузкой бытовых электросетей. В этой статье мы расскажем, почему электрод прилипает при сварке, рассмотрим основные ошибки новичков и подскажем, как предотвратить залипание электрода.
Залипание электродов: причины проблемы
Чаще всего с этой проблемой сталкиваются сварщики, использующие в своей работе трансформаторы без возможности точно настроить режим работы, или новички, использующие инверторы. В дорогих моделях современных инверторных аппаратов есть функция, предотвращающая залипание электрода. Но начинающие сварщики часто приобретают бюджетные модели и из-за отсутствия опыта сразу же сталкиваются с залипанием.

Итак, почему прилипает электрод при сварке инвертором? Ниже мы описываем основные причины.
Причина №1: Повышенная влажность электрода
Поверхность электрода представляет собой специальную обмазку, которая подвержена накоплению влаги из окружающей среды. Если электроды оставить без упаковки, то со временем они отсыревают и теряют свои качественные характеристики, что впоследствии приводит к залипанию.
Причина №2: Плохое качество электродов
Прежде всего, важен правильный выбор электрода для сварки инвертором. Многие начинающие сварщики экономят на расходных материалах, покупая их у неизвестных кустарных производителей, не способных подтвердить качество своей продукции. У таких электродов лишь одно достоинство — низкая цена, в остальном же они лишь усложняют работу сварщика. Именно низкокачественные электроды могут являться причиной их прилипания к металлу.
Причина №3: Аппарат настроен неправильно
Это еще одна из частых причин прилипания электрода. Сварщик неправильно оценивает толщину деталей, выбирает неправильный диаметр электрода и устанавливает на инверторе избыточную или недостаточную мощность тока.
Причина №4: Поверхность детали не подготовлена
Некоторые новички забывают перед проведением сварочных работ очистить поверхность от загрязнений и ржавчины . Из-за этого контакт электрода с поверхностью детали недостаточен и дуга гаснет сразу после поджига. В попытке исправить ситуацию сварщик поджигает дугу снова и снова, пытаясь сварить загрязненные детали. Это приводит к залипанию кончика электрода.
Причина №5: Дуга поджигается неправильно
Еще одна распространенная причина из-за неопытности сварщика. Сварщик неправильно поджигает дугу методом постукивания и слишком долго задерживает кончик электрода на свариваемой поверхности. Металл начинает быстро разогреваться и буквально припаивать электрод. Впоследствии электроды прилипают один за другим при каждой новой работе.
Как предотвратить прилипание электрода
Теперь, когда мы выяснили, почему залипает электрод при сварке инвертором, мы расскажем о простых методах предотвращения ошибок. Что может сделать каждый сварщик, чтобы не прилипал электрод? Решение нетрудно найти исходя из сути проблемы.
Решение №1: Подготовьте электроды и металл
Покупайте электроды в герметичной упаковке от проверенных производителей. Это могут быть отечественные стержни «Ротекс» или европейские «ESAB». Они соответствуют нормам качества и не должны прилипать, если вы правильно настраиваете аппарат и поджигаете дугу.
Если электроды пролежали без упаковки более 8 часов, то их нужно просушить . Это можно сделать в электропечи , с учетом температуры плавления электрода. Сам электрод нельзя просушивать более трех раз, иначе он потеряет свои свойства.
Также не забывайте о подготовке металла. Тщательно очистите поверхность деталей от загрязнений, ржавчины и краски.
Решение №2: Настройте оборудование правильно
Выставив правильные настройки для сварочного инвертора, вы не только предотвратите залипание электрода, но и улучшите качество сварочного шва. Ниже вы можете ознакомиться с рекомендуемыми параметрами, которые следует установить на своем аппарате.

Но учтите, что это приблизительные значения и нужно полагаться не только на учебные таблицы, но и приобретать собственный опыт. Мы рекомендуем всем новичкам начинать с низкого значения мощности тока и увеличить ее постепенно. Со временем вы начнете понимать, какие параметры необходимы в каждом отдельном случае.
Решение №3: Научитесь правильно поджигать дугу
Чтобы поджечь дугу многие сварщики используют метод постукивания кончиком электрода по металлу, но мы рекомендуем не постукивать, а чиркать (по аналогии со спичками).

Сначала «вхолостую» потренируйтесь плавно проводить концом электрода по поверхности металла. Когда вы научитесь делать это быстро, то можете приступать к поджиганию дуги.
После поджигания дуги необходимо обеспечить ее достаточную длину. Важно научиться делать это быстро, в противном случае электроды залипают и портят всю работу.
Вместо заключения
Теперь вы знаете, как правильно варить электросваркой, чтобы электрод не прилипал к металлу и ваши труды не были напрасны. Кратко резюмируя, следите за выставленными параметрами тока на вашем инверторе, не экономьте на качественных электродах и учитесь правильно поджигать дугу. Поделитесь своим положительным опытом в комментариях, чтобы начинающие сварщики могли взять его на вооружение. Желаем удачи!
Что делать, если залипает электрод на инверторе

Прилипает электрод при сварке инвертором
Самая частая проблема при сварке инвертором, это залипание электрода. В данной статье строительного журнала samastroyka.ru будет рассказано о том, почему прилипает электрод при сварке инвертором, и как собственно бороться с этой напастью.
Из-за чего прилипает электрод при сварке инвертором?
Залипание электрода самая распространенная проблема среди молодых, начинающих электросварщиков. Неправильное движение электродом, слишком коротка дуга, ошибки в настройке инвертора, и вот, электрод постоянно «тянет» к металлу, он намертво прилипает к нему. Конечно же, здесь, как было сказано выше, всё во многом зависит от опыта и знаний сварщика пользоваться сварочным инвертором.
При этом, самыми распространенными ошибками из-за которых залипает электрод при сварке, являются:
Использование отсыревших электродов — обмазка электрода после длительного хранения может отсыреть, вследствие чего электрод начнёт прилипать и разбрызгивать металл в стороны. Чтобы избежать данной проблемы нужно всего лишь просушить электроды в специальном термопенале или же в обычной электрической духовке при температуре не менее чем в 110 градусов с плюсом. Таким образом можно будет избежать залипание электрода во время сварки.

Плохие электроды или неправильно подобранные, также нередко становятся причиной возникновения рассматриваемой в данной статье проблемы. Особенно это касается электродов для постоянного и переменного тока. Основные признаки этого, как раз и будет залипание электродов и очень нестабильная сварочная дуга.
Как правильно разжигать дугу
Ошибки во время розжига электрода, как правило, допускаются в самом начале своей карьеры, начинающими сварщиками. Электрод просто касается металла и не убирается вовремя от него, так и залипая на одном месте. Чтобы избежать подобной ошибки следует стукнуть электродом по заготовке, и тут же отвести его вверх, но не слишком высоко, чтобы дуга не погасла. В дальнейшем, с приходом опыта, данное действо будет происходить на полном автоматизме.

Слишком короткая дуга, также становится причиной залипания электрода при сварке инвертором. Многие опытные сварщики рекомендуют учиться варить инвертором на короткой дуге, порядка 3-4 мм. Меньшая дуга приведёт к залипанию электрода и к возникновению рассматриваемой в данной статье проблеме.
Какой ток выставить на инверторе
Неправильно выставлен ток на инверторе — прежде чем приступить к сварке, следует разобраться с тем, какой должен быть выставлен ток на инверторе, для работы с теми или иными электродами, металлом и т. д. Многое здесь зависит, конечно же, от диаметра электродов и от толщины свариваемого металла. Однако неправильно подобранный ток сварочного инвертора, как раз и приводит к прилипанию электрода.

Так, для сварки инвертором, применимы следующие значения тока:
- При работе с электродами 2 мм — минимальный ток 40А, а максимальный ток 80А;
- Для работы с электродами 3 мм, сварочный ток должен быть в пределах от 80 до 120А;
- Чтобы варить электродом 4 мм, ток должен быть выставлен на инверторе в пределах 120-160 А.
Современные сварочные инверторы имеют плавную регулировку тока. Поэтому очень просто при залипании электрода подрегулировать сварочный ток в большую сторону, а при прожиге металла, наоборот.
Почему прилипает электрод при сварке
Прилипание электрода при сварке к поверхности металла — очень частая проблема, особенно у начинающих сварщиков. Вследствие залипания электрода, портится не только внешний вид свариваемой заготовки, но и быстро осыпается электродная обмазка. Благо сварочные инверторы не создают при залипании электрода к металлу чрезмерной нагрузки на электросеть, однако для них, это все равно вредно.
Почему прилипает электрод при сварке? Как избежать данной проблемы и что нужно знать, чтобы электрод не залипал? На самом деле прилипание электрода не происходит само собой. Разумеется, к этому приводят некоторые ошибки при сварке или же данное явление обусловлено низким качеством расходных материалов. В данном случае речь идет про электроды, они могут быть подобраны не в соответствии с требованиями сварочного инвертора или быть попросту отсыревшими.
Рассмотрим в данной статье, из-за чего именно залипает электрод и как этого избежать.
Почему прилипает электрод при сварке инвертором
Чаще всего причина залипания электрода связана с тем, что используются отсыревшие и не прокаленные электроды, которые лежали без дела долгое время. Если вы уже далеко не начинающий сварщик, то просто прокалите электроды в электрической духовке, около 1-2 часов при температуре 100-300 градусов. Как правило, этого хватает для того, чтобы электроды достаточно просохли и стали варить хорошо.

Вторая причина, чаще всего связана с неправильным розжигом дуги, и она появляется у тех, кто только начал варить. Более подробно о том, как варить электросваркой вы можете прочитать в прошлой статье сайта mmasvarka.ru , поскольку там данные нюансы освещены в полной мере. Однако факт остается фактом, и из-за неправильного розжига дуги, электрод начинает липнуть к металлу, да так, что оторвать его можно потом, только с согнутым концом.
Низкое качество электродов, также может стать причиной их прилипания при сварке. Стоит отдавать предпочтение только проверенным временем производителям, которые выпускают качественные электроды для сварки, уже не один год. Также, неправильно подобранные электроды для инвертора могут привести к проявлению данной проблемы. Сварочный инвертор выдаёт постоянный ток, поэтому и электроды должны быть подходящими.

Неочищенная и ржавая поверхность металла, вот еще одна из причин, которая приводит к залипанию электродов при сварке инвертором. Не забывайте о том, что нужно чистить заготовки для сварки от ржавчины, краски, битума и т. д. Тогда и проблем с залипанием электрода будет на одну меньше.
Ну и последняя причина, из-за которой может прилипать электрод, это неправильные регулировки инвертора. В данном случае речь идет о параметрах тока для сварки. Если ток выбран слишком маленького значения, то электрод станет липнуть к поверхности металла.

Чтобы избежать данной проблемы, нужно изначально оценивать толщину свариваемого металла, а уж затем подбирать электроды соответствующего диаметра и выставлять ток на инверторе, исходя от данного значения.
Как не допустить залипание электрода
Итак, следует подвести итоги и выделить основные моменты, чтобы не столкнуться с такой проблемой, как прилипание электрода при сварке.

Что мы, в конце концов, имеем:
- Электроды должны подходить для сварки инвертором, быть подобраны в соответствии с толщиной свариваемого металла и абсолютно сухими;
- Сварочный ток на инверторе должен быть выставлен в соответствии с диаметром применяемых для сварки электродов;
- Поверхность свариваемого металла не должна быть грязной и ржавой;
- Напряжение в электросети (о чем не было сказано выше) должно быть нормальных показателей. Часто отклонение напряжения в меньшую сторону, приводит к тому, что инвертор попросту не вытягивает и не выдаёт нужные параметры тока;
- В процессе сварки металлов крайне важно исключить такие ошибки, как неправильный розжиг или слишком короткая дуга.
Все вышеперечисленные советы должны помочь начинающим электросварщикам в их непростом деле.
Почему электроды прилипают при сварке — причины
Во время сварки, особенно у малоопытных сварщиков, нередко случается неприятность-электрод прилипает к заготовке. Дуга при этом не разжигается, и работа останавливается. Почему прилипает электрод при сварке — опытные мастера называют для этого несколько причин. Они связаны с состоянием электрода, с настройками аппаратуры и с опытом недостаточным сварщика
Причины
 Специалисты выделяют несколько типовых причин залипания электрода.
Специалисты выделяют несколько типовых причин залипания электрода.
Результат многократного залипания электрода. При малой толщине заготовки это может привести к прожогу.
Среди них: состояние электродов, качество подготовки поверхности заготовки к сварке, настройки инвертора и неправильные приемы розжига.
Сырые электроды
Сварочный электрод состоит из стального сердечника и порошкового покрытия. Материал покрытия достаточно гигроскопичен, и при хранении в условиях высокой влажности поглощает водяные пары из воздуха.
[stextbox долгом хранении даже в умеренно влажном помещении обмазка также может отсыреть.[/stextbox]
Если на заводе-изготовителе электроды были запаяны в вакуумную полиэтиленовую упаковку — влага им не грозит. Но если пленка хоть немного надорвалась при транспортировке — электроды неминуемо отсыреют.
Отсыревшая обмазка начинает проводить электрический ток, в результате дуга не разжигается, а электрод прилипает к заготовке.
Низкое качество
 Почему залипает электрод, если он сухой? Он может быть недостаточного качества. Приобретенные в случайных местах, с рук сварочные материалы часто изготовлены с нарушением технологии, материал стержня не соответствует требованиям стандартов, а обсыпка плохо держится на сердечнике и осыпается. В этом случае залипания также будут частыми.
Почему залипает электрод, если он сухой? Он может быть недостаточного качества. Приобретенные в случайных местах, с рук сварочные материалы часто изготовлены с нарушением технологии, материал стержня не соответствует требованиям стандартов, а обсыпка плохо держится на сердечнике и осыпается. В этом случае залипания также будут частыми.
Бывает, что материал стержня не подходит к свариваемым сплавам. Неправильный подбор расходников приводит к постоянному затуханию дуги или даже к невозможности ее розжига.
Бывалые сварщики проверяют качество подозрительных материалов так: роняют стержень с высоты 1,5 метра на ровный бетонный пол. Если обмазка осыпалась или отслоилась- использовать такую продукцию явно не стоит.
Неправильные настройки аппарата
Недостаточная сила тока, выставленная на сварочном аппарате, также является частой причиной прилипания, особенно у недостаточно опытных работников. Слабый ток не может разжечь дугу, а лишь оплавляет кончик стержня, и он прихватывается к заготовке.
Параметры инвертора нужно выставлять, исходя из:
- материала заготовок;
- их толщины;
- толщины электрода.
Для того, чтобы найти подходящий параметр, следует воспользоваться таблицами из руководства пользователя или на сайте производителя сварочного аппарата.
 Примерная таблица выбора сварочного тока в зависимости тот толщины заготовок.
Примерная таблица выбора сварочного тока в зависимости тот толщины заготовок.
Почему залипает электрод на современном инверторе? Чаще всего это также происходит из-за слишком малого рабочего тока.
Неочищенный металл и неправильный поджог дуги
Еще одна распространенная причина залипания — некачественная подготовка поверхности под электросварку. При наличии на заготовке масложировых пятен, следов коррозии окисной пленки, стружки или пыли нарушаются условия формирования разряда, и дуга не разжигается.
Перед сваркой следует подготовить зону шва и околошовную область (10 см в обе стороны):
- зачистить от механических загрязнений проволочной щеткой или шлифмашиной;
- обезжирить.
Следует проводить такую обработку непосредственно перед началом сварки, поскольку через некоторое время окисная пленка восстановится.
Влияние силы тока
Начинающие сварщики часто боятся прожога заготовки, особенно при ее небольшой толщине. Поэтому они занижают найденные в таблицах значения силы сварочного тока, ошибочно думая, что уж при малом-то токе они потихоньку все сварят без дефектов. Увы, такой подход не работает.
При недостаточном токе плавление к металлу заготовки и сердечника прекращается, еще не начавшись, поскольку силы тока не хватает для поддержания дуги. Кончик стержня, погрузившись в несформировавшуюся и быстро остывающую сварочную ванну и приправляется к ней.
Необходимо устанавливать силу тока по таблицам и учиться правильно разжигать дугу и вести шов.
Влияние питающей сети
Почему еще может липнуть электрод? Стабильность параметров электросети оказывает сильное влияние на розжиг и поддержание электрической дуги.
Особенно часто это происходит при использовании устаревших моделей сварочных аппаратов- трансформаторов переменного тока и выпрямителей. Напряжение на вторичной обмотке трансформатора в таких агрегатах напрямую зависит от напряжения в сети. Если напряжение нестабильно, то скачки его также приводят к невозможности разжечь дугу- вторичного напряжения не хватает для разряда.
Если мощность местной сети недостаточная, то само включения сварочного трансформатора вызывает скачкообразные перепады напряжения в сети, и только что разожженная дуга затухает, а кончик электрода прилипает к остывающей сварочной ванне. Особенно часто так происходит при недостатке практического опыта.
Применение сварочных инверторов позволяет избавиться от такой зависимости.
[stextbox модели имеют функцию «антизалипания», облегчающую работу сварщика.[/stextbox]
Недостаток опыта
Почему прилипает сухой электрод при сварке инвертором? Кроме занижения тока, есть еще одна типичная ошибка начинающих сварщиков. Это попытка держать электрод слишком близко к заготовке. Слишком короткий воздушный промежуток приводит к срыву горения дуги, новичок пытается спасти дело, поднося кончик еще ближе- и утыкается им в сварочную ванну, где тот может прилипнуть.
Ошибки встречаются и в траектории движения электрода при розжиге, и ведении его вдоль шва. При недостатке опыта и попытке использования профессиональных электродов, таких, как УОНИ, они также залипают, чаще всего из-за превышения сварочного тока
Необходимо набить руку на учебных заготовках, при приобретении достаточного опыта такой эффект перестает проявляться. Лучше тренироваться на простых конструкционных сталях, и уже потом переходить на легированные или нержавейку. Обучение следует проводить на инверторных сварочных аппаратах.
Как устранить
Залипание не является непреодолимой проблемой. Современное и исправное оборудование, качественные материалы, правильное их хранение, тщательная подготовка заготовок к работе и набор опыта позволяют сварщику забыть про досадное прилипание.
Подготовка

Электроды, вынутые из только что вскрытой пленочной упаковки, в дополнительной подготовке не нуждаются- ими можно сразу варить. Залипание им не грозит.
Но уже через несколько часов пребывания на открытом воздухе, они могут набрать влагу. Тогда перед работой их следует просушить. Для этого на производстве применяют специальные сушильные электропечи, прогревающиеся до 400 о С.
В домашней мастерской можно использовать муфельную печь. Допустим прогрев электродов на радиаторе отопления- но для этого понадобится несколько часов. Использовать для ‘просушки открытый огонь недопустимо – температура пламени может превысить допустимую.
[stextbox Прогревать сварочные материалы можно трижды. Далее обмазка теряет свои свойства.[/stextbox]
Настройки оборудования
Перед началом работы нужно точно установить тип сплава, который собираются сваривать, измерить толщину заготовки. В соответствии с этими параметрами по справочным таблицам, приведенным в паспорте сварочного аппарата или на портале завода-изготовителя, выбирается толщина электрода и необходимый сварочный ток.
Следует понимать, что это базовые параметры, в зависимости от конкретных условий, особенностей аппарата, конфигурации шва и опыта сварщика в них могут вноситься некоторые поправки.
Особо осторожными нужно быть при подборе параметров для тонких заготовок-листов или деталей кузова. Для них особенно велик риск прожога. в этом случае начинают с нижней границы табличного диапазона, постепенно увеличивая силу тока до достижения оптимального провара.
У неопытных сварщиков часто возникает вопрос, почему электрод козыряет, то есть обмазка с одной стороны сгорает не полностью, образуя козырек. Это происходит из-за завышения сварочного тока и несоблюдения угла наклона стержня к заготовке.
Кроме настройки агрегата, необходимо также провести тщательную подготовку поверхности.

Кроме области шва и околошовной области, следует зачистить и обезжирить также место присоединения к заготовке массового провода.
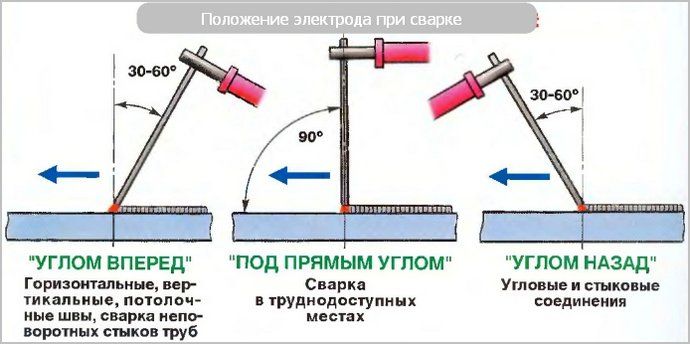
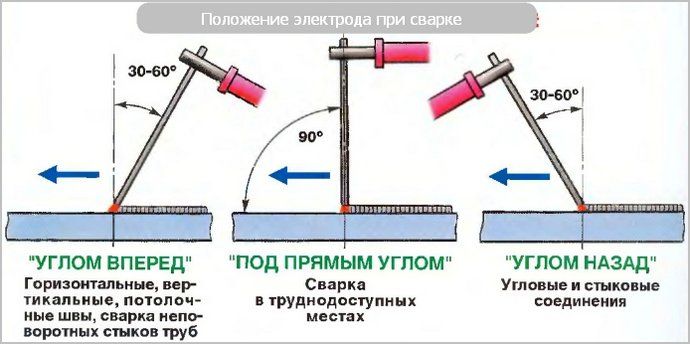
Научитесь правильно поджигать дугу
Правильный поджиг дуги позволяет избежать залипания. Что нужно делать двумя основными способами:
- постукиванием;
- чирканием.
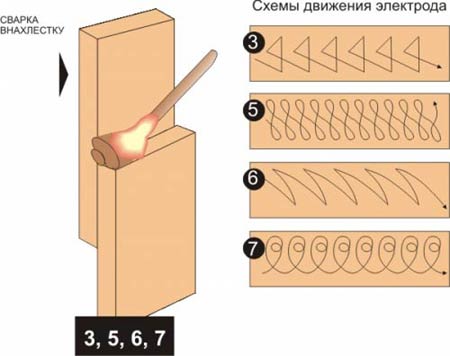
Если опыта работы не так много, то лучше разжигать дугу коротким чирканием, напоминающим чиркание спичкой по коробку. При этом электрод нужно держать перпендикулярно плоскости детали. Как только дуга разгорелась, нужно наклонить его на 15 о назад, и, не задерживаясь на одном месте плавно и равномерно вести шов вдоль намеченной линии. Это не дает кончику залипнуть.
 Два способа поджига электродуги. Для начинающих рекомендуется разжигать дугу чирканием.
Два способа поджига электродуги. Для начинающих рекомендуется разжигать дугу чирканием.
При этом важно сохранять постоянный зазор между кончиком стержня и заготовкой. Превышение длины дуги приводит к неполному провару и повышает риск срыва горения.
Не следует также наклонять держатель под слишком острым углом. При этом ухудшаются условия прогрева заготовки, сужается сварочная ванна, и шов получится непрочным.
Для того, чтобы электрод не залипал, необходимо пользоваться сухими и качественными сварочными материалами. Следует также правильно выставлять параметры работы сварочного аппарата. И, наконец, важно применять правильные приемы розжига дуги.
Почему залипает электрод при сварке инвертором
При работе со сварочным аппаратом, в особенности, когда сварочные работы проводятся с применением сварочного инвертора, случаи прилипания электрода встречаются крайне редко. Гораздо чаще при использовании сварочного аппарата переменного тока или, проще говоря, обычного сварочного трансформатора.
Однако следует признать, что и инверторный сварочный аппарат не застрахован от такой проблемы. И здесь, кроме привычного разочарования в работе, с таким оборудованием вскрывается и обратная сторона медали – недостаточно прочное соединение деталей.
И хотя гипотез относительно этого не свойственного, явления для сварки инвертором много, основных, имеющих реальное объяснение всего три:
- не соответствующий по параметрам электрод;
- неправильно выставленный на приборе сварочный ток;
- некачественный материал обмазки электрода.
Детальное рассмотрение каждого из упомянутых случаев поможет быстро и правильно найти решение проблемы и также быстро ее устранить.

Особенности использования сварочного оборудования и электродов для электродуговой сварки
Как известно, сварочный инвертор является аппаратом постоянного тока для сваривания металлов разной толщины и качества с использованием в качестве рабочего органа плавкий электрод со стальной сердцевиной и специальной обмазкой. Для работ с инвертором применяются электроды имеющие классификацию «универсальных» и предназначенных только для работы с постоянным током.
Использование электродов, имеющих спецификацию для работы с приборами, выдающими только переменный ток, приводит к нестабильному розжигу дуги, дуга работает не стабильно, ощущается необходимость больших усилий для удержания, как самой дуги, так и ведения самого шва. Чаще всего, в таком случае электрод просто не успевает разогреется, металл образует крупную каплю и дальше неразогретый электрод намертво прилипает к свариваемой поверхности.
Решить данную проблему, если она уже возникла довольно просто, нужно заменить электрод на такой, который предназначенный, для сваривания постоянным током. Это самый действенный и надежный способ, ни увеличение мощности тока, ни смена полярности при этом абсолютно не поможет, результат будет прогнозируемый, налипание крупных капель, нестабильный шов, залипание электрода и большая вероятность выхода из строя самого сварочного аппарата, особенно при работах с большим диаметром электродов.
Подбор соответствующего сварочного тока при сваривании инверторным аппаратом
Опыт работы с различными сварочными аппаратами и различными технологиями сварки позволяет осуществлять сваривание ровным, прочным и красивым швом. При этом опыт, как правило, играет главную роль, ведь овладение базовыми навыками сварочных работ подразумевает определенный уровень теоретической подготовки. Вместе с тем, довольно часто, при работе сварщика с небольшим опытом, все-таки происходит прилипание электрода.
Одной из причин этого явления, даже при условии правильного подбора электрода выступает несоответствие параметров сварочного тока параметрам электрода. Розжиг дуги для каждого конкретного диаметра электрода требует необходимости правильного выставления регулировок аппарата.
Слишком большой ток подаваемый прибором «тянет электрод» и требует определенных усилий, для того чтобы удержать дугу, разожженная дуга при большом токе сильно притягивает электрод. При малом токе, не соответствующем диаметру электрода, наоборот, разжечь стабильную дугу несколько проблематично, требуется держать электрод слишком близко к поверхности металла, при этом сварочная ванна формируется слишком малого размера, она не позволяет расплавить металл.
При малом токе, даже самое малое движение может разомкнуть дугу и прекратить процесс плавления электрода. Обмазка которого при этом, будет скорее всего, просто отламываться от стержня. И при очередном прикосновении электрод снова прилипнет.

Для того чтобы правильно подобрать величину сварочного тока необходимо воспользоваться простой формулой, которая хоть и приблизительно, но позволит начать подбор необходимого сварочного тока – 30А= 1 мм диаметра электрода.
Неправильный выбор сварочного тока не позволит нормально осуществить соединение в вертикальной плоскости как при направлении шва снизу вверх, так и сверху вниз, а о сваривании из нижнего положения горизонтальной потолочной плоскости и речи быть не может.
Влияние качественного материала электрода на качество шва
Розжиг и формирование сварочной ванны во многом обеспечиваются не только благодаря правильно подобранному току, но и оттого насколько качественно изготовлен и сам электрод. Действительно, практически большинство прилипших электродов это или некачественные или не соответствующие кондиции стержни.
Чаще всего, прилипание связано с быстрым застыванием металла при сварке, ввиду отсутствия на самом электроде достаточного количества шпатовой обмазки или ее полное отсутствие. Осыпавшаяся обмазка или слишком тонкий ее слой или недостаточно отвечающая требованиям по пропорциям наполнителей гарантированно приведут сварку таким электродом к прилипанию.
Проблема здесь состоит в том, что именно обмазка формирует вокруг сварочной ванны необходимое газовое облако и вытесняет кислород со сварочной ванны, покрываясь шлаком, такое соединения формирует крепкий шов из расплавленного металла. Отсутствие такой газовой оболочки не дает возможности металлу вытеснить кислород и соответственно сама ванна формируется за более короткое время и утрата контроля над швом в течение нескольких мгновений делает электрод неподвижным, схваченным в месте образования дуги жидким металлом.
Осыпаться обмазка может по разным причинам:
- благодаря заводскому браку;
- некондиционным условиям хранения электродов;
- механическим воздействиям, перегибам, ударам, слеживанию при неправильном сбережении;
- когда электроды отсыреют.
Прилипание электрода также свойственно и при повышенной влажности самого покрытия. Слишком увлажненное покрытие не обеспечивает должного уровня сгорания обмазки, образуя при этом множественные сколы и растрескивания от нагретого металлического стержня.
Отсыревшие электроды кроме этого нельзя правильно разжечь, поскольку именно высокая влажность покрытия неспособна правильно способствовать протеканию процесса плавления самого электрода. Дуга, возникающая в сырой оболочке электрода, не будет иметь стабильного вида, высота ванны при этом будет постоянно колебаться и как результат прилипание электрода.
Насыщенная влагой обмазка формирует недостаточно плотный газовый купол вокруг сварочной ванны, что естественно сказывается на качестве сварного шва, даже если удастся наложить шов без залипания электрода, все равно такое соединение будет ненадежным из-за высокого содержания в металле водородного компонента.
Как единственный выход из этой ситуации рекомендуется просушить электроды. Удаление лишней влаги позволит уже через несколько часов продолжить работу с неизменно высоким результатом.
Таким образом, залипание электрода в большей степени все-таки является результатом недостатком именно качественной составляющей сварочных электродов, а не самой технологии сваривания с помощью сварочного инвертора.

