
Раструбная сварка пластмассовых труб относится к сварке
Как происходит сварка раструбных труб: описание технологии
При сварке существуют различные типы соединения, выбор варьируется в зависимости от диаметра трубы. Если диаметр меньше 63 мм, то лучше всего выбирать раструбный тип соединения. Иногда опытные мастера предпочитают прибегать к муфтовому методу.

Муфтовый метод сварки труб
В этом способе две трубы соединяются при помощи специальной детали, которую и называют муфтой. Чтобы муфта удачно села на трубу, необходимо сделать резьбу, для этого используется фитинг. Трубы диаметром более 63 мм принято соединять при помощи стыковой сварки, этот метод не требует лишних деталей, тубы соединятся напрямую.
Раструбная сварка
Аппараты для раструбной сварки так же различаются, всё зависит от того же диаметра трубы. Принято использовать ручной сварочный аппарат, если диаметр не превышает 40 мм. С более широкими трубами лучше всего работать, используя специальный центрирующий аппарат. Каждое такое приспособление имеет различную технологию использования. Способ использования зависит от марки производителя, поэтому рекомендуем тщательно изучить инструкцию по эксплуатации. Инструкция поможет понять, как правильно и более результативно применять вещь.

Чтобы соединить полипропиленовые детали, лучше всего найти аппараты, на которые возможна установка дополнительных насадок. Такие аппараты очень часто встречаются на рынке, сложно не найти. Насадки должны состоять из гильзы, задачей которой является оплавление поверхности трубы и дорна, что предназначен для оплавления внутренней поверхности раструба. За подобными насадками необходим тщательный уход, если хотите, чтобы они прослужили больше одного раза.
Очищать насадки необходимо в горячем состоянии брезентовой ветошью, иначе срок службы заметно снизится. Если у вас есть только деревянные скребки, то можно очистить и ими, главное не давайте насадке остыть. При остывании расплавленная пластмасса возьмется, ее нельзя будет легко и бесследно удалить.

Как использовать сварочный аппарат
Для правильной установки потребуется ровная поверхность и закрепление. До нагрева аппарата необходимо снарядить его всем необходимым, включая насадки должного размера. Насадка равномерно прогреется, это не зависит от положения на нагревателе, поэтому мастера располагают ее так, чтобы было наиболее удобно пользоваться. Если вы монтируете трубы на стену, то всю конструкцию рекомендуется собрать отдельно, лишь потом крепить.
Подобная работа должна выполняться не в одиночку, качество зависит от мелочей, поэтому необходимо иметь напарника, который подержит всё это дело, да поможет. Разные трубы требуют различной температуры, пренебрегать этим не стоит. Полипропиленовые трубы для комфортной сварки требуют температуру в 260°С. Работа с полиэтиленовыми должна проходить при температуре в 220°С. Естественно, время нагрева будет различаться в зависимости от многих факторов, например температура окружающей среды. Если температура в помещении или на улице ниже 0°С, то сварку проводить нельзя.

Это связано с физическими реакциями данных материалов. Если температура наоборот высокая, скажем 40 градусов, то процесс сварки продлится немного меньше. Обратный процесс происходит при низкой температуре. Существует одно важное правило у мастеров, диаметр не разогретого фитинга должен быть немного меньше, чем диметр трубы. Как только сварочный аппарат нагрелся до необходимой температуры, поддерживайте её еще 2-3 минуты, только затем приступайте к первой сварке. Не забывайте чистить насадку после каждого применения, на ней не должно оставаться много налепленной пластмассы.
Раструбная сварка полипропиленовых труб
Раструбная сварка полипропиленовых труб делается довольно просто, если знать как, иметь опыт.
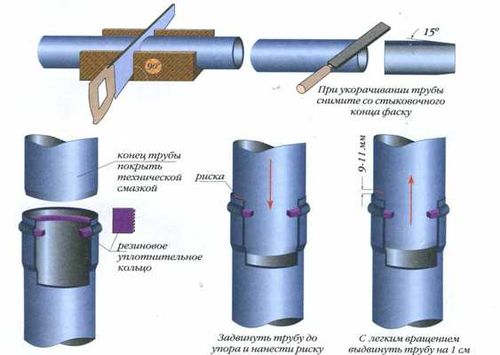
- Хорошо было бы иметь специальный труборез, но если его нет, то воспользуйтесь ножницами. Трубу обрезаем под прямым углом. ·Конец трубы и другие детали, на пример фитинг необходимо обезжирить. Чтобы обезжирить, можно использовать обычный спирт. Так же, нужно очистить от любой грязи и пыли. Если вам довелось иметь дело с трубами типа PN 10, то необходимо иметь шевер.
Этот прибор необходим, чтобы снять слой из алюминия. Если вы используете трубу и детали одной фирмы, то не придется делать дополнительных расчетов. Постарайтесь сделать на трубе пометку так, чтобы она была на расстоянии глубины двух раструбов. Теперь необходимо трубу вставить в гильзу до необходимой отметки, которая и будет показывать глубину будущей сварки. Так же не забываем, что раструб фитинга должен быть на дорне.
Технические параметры сварки
Эти параметры помогут полностью разобраться с дополнительными нюансами во время сварки и после сварки. Стыковая сварка Стыковая сварка осуществляется при толщине стенок труб в 4мм и более. Если необходимо сделать стыковую сварку деталей трубопровода, убедитесь, что толщина стенок более 45 мм. Процесс очень похож на раструбную сварку, кончики труб необходимо отторцевать, чтобы они были схожи с поверхностью, которая будет соединяться. При такой сварке очень важно, чтобы соединяемые поверхности были сносны между собой. Для таких работ чаще всего используют центрирующие приспособления. Лучше всего работы проводить в помещении, которое имеет хорошую вентиляцию.

Как уже говорилось выше, необходимо изучить документацию и соблюдать технику безопасности. Полипропилен имеет противное свойство гореть. При горении выделяется едкий дым, углекислый газ. Именно по этой причине необходима хорошая вентиляция.

Приваривание седел
Чтобы правильно и быстро приварить седло, необходимо разогреть насадку до 260 °С. Соблюдайте общие правила, труба и другие части должны быть протерты от пыли, затем обезжирены. После процесса сварки, необходимо дать минимум 10 минут для остывания, затем можно эксплуатировать. Самые частые проблемы, это непрочное крепление. Проблема может возникнуть, если не обработать часть трубы и седло спиртом.
Сантехник .
Телефон Сантехника 8 (495) 235-25-21, 8 (963) 626-40-67
вторник, 14 января 2020 г.
Сварка полиэтиленовых труб — способы, инструкция по монтажу

- Раструбный;
- Электромуфтовой;
- Стыковой.
Обратите внимание! ПНД чувствителен к повышенным температурам, поэтому применяется только для водоснабжения с рабочей температурой до + 40 °С или кратковременным её повышением до + 60 °С
- Центратор. Это станина с 4 металлическими зажимами для труб, два из которых подвижны, а два жестко зафиксированы на основании;
- Торцеватель. Представляет собой отдельное дисковое устройство для точной механической обрезки концов свариваемых труб. Устройство крепится к направляющим сварочного аппарата;
- Нагревательное зеркало. Представляет собой покрытую тефлоном округлую пластину, к которой придавливаются стыки труб для расплавления ПЭ. Имеет встроенный термометр;
- Гидравлический или механический привод. Устройство для регулирования силы сдавления труб при их нагреве и последующем соединении;
- Редукционные вкладыши. Это набор сменных полуколец для фиксации труб различного диаметра;
- Блок управления. Входит в комплекты оборудования с автоматизацией процесса сварки.
- Электросварочный аппарат;
- Ножницы-труборезы;
- Подставка;
- Калибратор и фаскосниматель;
- Насадки для разогрева соединяемых элементов.
- Убедиться в идентичности материала и маркировки спаиваемых деталей.
- Очистить и обезжирить стыки соединяемых изделий.
- Центрировать трубы и жестко их зафиксировать.
- Обработать срезы торцевателем до образования непрерывной ленты длиной в две окружности трубы.
- После всего необходимо очистить края соединяемых деталей от стружки.
Обратите внимание! Торцеватель с электроприводом значительно ускоряет процесс монтажа, особенно при больших объемах работы, но его стоимость слишком высокая для разовой работы


Обратите внимание! Прижимное давление контролируется встроенным в гидравлический механизм манометром. При его отсутствии необходимое усилие определяют визуально по виду образующихся валиков грата

Обратите внимание! Излишнее усилие при сплавлении торцов труб вредит не меньше его недостаточности. Это ведет к формированию большого внутреннего валика, который будет создавать вихревые потоки и снижать давление воды
Обратите внимание! Чем больше мощность паяльника, тем большее количество ПНД труб он может соединить в единицу времени. Для домашних работ будет достаточно 800-ваттного электроприбора
Обратите внимание! Присоединять и разъединять ПНД детали с паяльником нужно прямо без вращательных движений. Аналогичное правило применяется и при соединении нагретых изделий
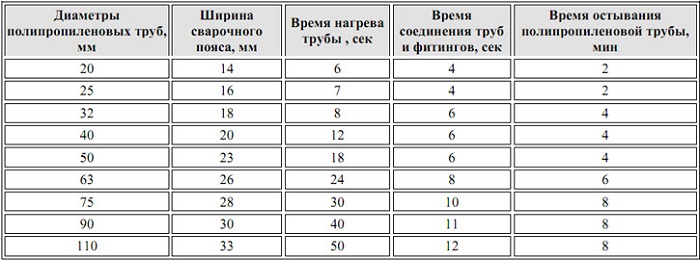 |
| Таблица параметров раструбной сварки |
Обратите внимание! Приведенные в таблице данные являются ориентировочными, а полагаться следует только на информацию, указанную в инструкции к сварочному аппарату
Обратите внимание! При соединении нагретых деталей их оси должны располагаться максимально параллельно, так как через 20-25 секунд выправить кривизну будет невозможно


- Очистка и механическая обработка фитинга и концов труб;
- Центрирование и вставка трубы в электромуфту;
- Подсоединение фитинга к электроконтактам специального сварочного аппарата, нагрев соединения.

Обратите внимание! Электромуфтовое стыковое соединение более прочное, чем сама труба. При тестах на растяжение происходит разрыв самой трубы, а не места сварочного шва
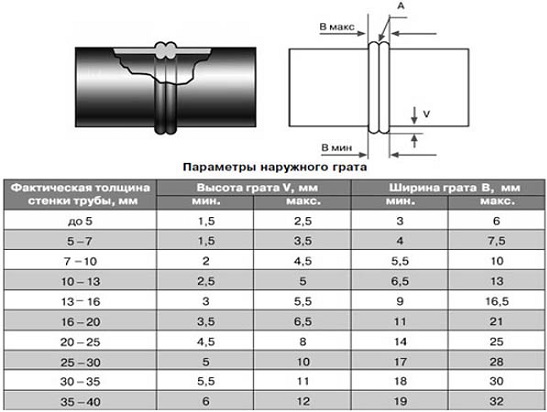 |
| Таблица параметров сварного шва. Нормативные параметры рассчитаны на основе лабораторных испытаний. Их соблюдение гарантирует высокую надежность шва и длительный срок эксплуатации трубопровода |
- Симметричность и равномерность по всей окружности стыка;
- Смещение стенок труб в радиальной плоскости не должно быть более 10% их толщины;
- Цвет валиков должен быть идентичен окрасу трубы;
- Впадина между гратами не должна заходить глубже уровня наружной поверхности труб.
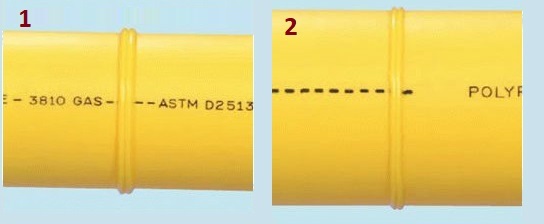 |
| 1. Нормальный сварной шов. Валики правильного шва имеют округлые размеры и формы, не выходящие за установленные нормы. 2. Шов с маленьким гратом. Маленький грат свидетельствует о недостаточном времени прогрева или слабом сдавлении труб при осадке |
 |
| 3. Валики с увеличенными сверх нормы размерами. Увеличенный сварной шов может быть результатом избыточной температуры нагревательного оборудования или его неисправностью. 4. Радиальное смещение валиков. Радиальное смещение труб резко снижает прочность соединения и может привести к его разрыву уже на этапе укладки |
Методы сварки для соединения полиэтиленовых труб
Трубы из полимерных материалов активно заменяют привычный металл при монтаже или ремонте бытовых коммуникаций. Трубопроводы из полиэтиленовых труб используют при устройстве отопления, канализации, водопровода, в централизованном строительстве и в частном секторе. Сварка полиэтиленовой трубы – это самый надежный способ соединения, который применяется для строительства коммуникаций, эксплуатирующихся под давлением.

Особенности монтажа труб из полиэтилена
Монтаж трубопроводов из полиэтилена осуществляют с использованием сварки или фитингов. Только в одном случае соединения получаются разборными — при сборке на обжимных фитингах. Их прочность достаточна, чтобы выдерживать нагрузки индивидуального водяного отопления, но не рассчитана на промышленное давление или гидроудары центрального водоснабжения.
Сварные соединения полиэтиленовых труб обладают большей прочностью, однако монтаж требует специального оборудования и некоторых навыков.
Способы сварки полиэтиленовых труб
Сварные соединения на полиэтиленовых трубопроводах можно получить несколькими способами:
- Раструбный метод с использованием фитингов.
- Сварка встык. Требуется специальное оборудование. Метод является наиболее применяемым при монтаже полиэтиленовых труб диаметром более 110 мм.
- Сварка экструдером. Удобно использовать для изменения направления трубопровода без дополнительных фитингов.
- Электросварка с использованием специальных фитингов.

Все перечисленные способы сварки полиэтиленовой трубы основаны на молекулярной диффузии (взаимное проникновение, смешивание) полимера при нагревании его до температуры плавления. Отсюда название методов – диффузионные.
Обратите внимание! Для качественного соединения требуются детали из одного производителя! Только это может гарантировать полную идентичность соединяемых полимеров.
Раструбный метод
Выполняется раструбная сварка полиэтиленовых труб с использованием специальных соединительных фитингов.
Инструменты для сварочных работ:
- труборез;
- фаскосниматель;
- калибратор;
- сварочный аппарат с регулируемым нагревом для полимерных материалов;
- набор соответствующих насадок для нагревания трубы и фитинга.
Обратите внимание! Если работы проводят при минусовой температуре, то время нагрева соединяемых элементов увеличивают на 1-2 секунды от норматива.
Сварка в раструб выполняется следующим образом:
- Трубу нарезают на необходимые сегменты.
- Край, который планируют соединять, обрабатывают фаскоснимателем до получения непрерывной стружки, равной по длине двум окружностям.
- Калибруют до получения идеальной окружности.
- Протирают детали и обезжиривают.
- Закрепляют сварочный аппарат на устойчивую подставку и нагревают. Температуру регулируют при помощи штрих кода фитинга. Если аппарат не оснащен подобной функцией, то температуру нагрева выставляют в 210 градусов. Когда сварочник нагреется до заданной температуры, на нем загорится индикатор.
- Одновременно на насадки электросварочного аппарата надевают трубу, соединительную муфту и нагревают.
- Снимают разогретые детали и соединяют физическим усилием.
- Фиксируют неподвижно до остывания.
Обратите внимание! Сварочное соединение враструб для полиэтиленовых материалов используют на трубопроводах с небольшим диаметром и толщиной стенки до 5 мм.
Этот метод в частном строительстве не находит большого распространения, так как затратен, требует специального оборудования. Соединение на пресс-фитингах проще и достаточно надежно для индивидуальных водопроводных или отопительных коммуникаций.
Сварка встык
Соединение встык проводят для деталей, толщина стенки которых более 5 мм Работы проводят чаще всего на магистральных трубопроводах. Оборудование для такой сварки кардинально отличается от сварки в раструб.
Для сварочных соединений методом «встык» потребуется следующее оборудование:
- Центратор – устройство для неподвижного, соосного закрепления соединяемых концов труб. Имеет два неподвижных и два передвигающихся зажима.
- Торцеватель – инструмент для обработки среза. Подготовленные срезы должны соприкасаться друг с другом полностью. Допустимый зазор составляет не более 0,5 мм, для трубопроводов большого диаметра это расстояние допустимо увеличить до 0,7 мм. Если зазор при примерке больше, то трубы вновь следует обработать.
- Сварочный аппарат для торцевой сварки. Он представляет собой нагревательную пластину, покрытую тефлоном.
- Специальный привод, который сближает и соединяет оплавленные концы трубопровода. Есть гидравлические или механические разновидности.
- Редукционные вкладыши, которые противодействуют деформации мягкой полиэтиленовой трубы.
- Блок управления, если процесс автоматизирован.

Сварку проводят в автоматическом режиме. Алгоритм операций следующий:
- концы трубопровода закрепляют в центровочной станине;
- снимают фаску и зачищают (операция выполняется одновременно);
- соединяемые концы одновременно нагревают специальным сварочным «зеркалом», глубина расплавления материала около 2 мм;
- удерживают под давлением до остывания.
В результате манипуляций должно получиться герметичное соединение с внешним наплавленным валом.
Обратите внимание! Отход от технологии грозит перегревом материала и образованием внутреннего наплыва. Это уменьшает проходимость трубопровода и считается браком в работе.
Сварка встык является недорогой (при наличии собственного оборудования) и повсеместно используется при монтаже централизованных магистралей. Для прокладки индивидуальных коммуникаций оборудование можно взять напрокат.
Сварка экструдером
Сварка с использованием экструдера (специальный инструмент для расплавления гранулированного полимера) применяется в промышленном строительстве для монтажа криволинейных трубопроводов. Это удешевляет работы, поскольку не требует соединительных фитингов.
Соединение полиэтиленовых труб экструдером схематично выглядит так:
- Трубы обрезают под необходимым углом, очищают от стружки и заусенец.
- Ветошью стирают грязь с места среза, обезжиривают раствором на спиртовой основе.
- Вручную сводят срезы встык и фиксируют в необходимом положении точечной сваркой – прихватывают.
- Тщательно проваривают шов экструдером.
Обратите внимание! Экструдер расплавляет органический полимер, что в результате может выглядеть не слишком аккуратно. Не следует трогать мягкую пластмассу руками. Следует дать ей остыть, после чего можно ножом и наждачной бумагой зачистить полученный шов.
Сварка электросварными фитингами
Монтаж при помощи электросварных фитингов требует закупки дорогостоящих комплектующих. Для работы потребуется особый сварочный аппарат без нагревающегося сегмента.
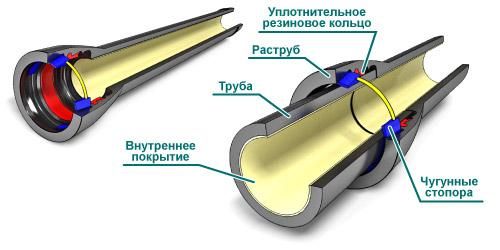
Электросварные фитинги – это детали для соединения труб из полимерных материалов, внутрь которых вмонтированы нагревательные элементы для расплавления внешней части трубы и внутренней части фитинга. Результатом является сплавление составляющих в одно целое. Для подключения к сварочному аппарату на детали есть готовые контакты.

По технологии выполнения работ монтаж трубопровода на электросварных фитингах является самым простым. Достаточно вставить концы соединяемых труб в фитинг и подсоединить его к сварочному аппарату. Процесс нагрева, расплавления материала трубы и муфты является автоматическим. Для этого на каждой детали имеется особый штрих код с информацией о температуре и времени нагрева.
Недостаток у этого метода соединения полиэтиленовых труб один – его дороговизна.
Рекомендации для проведения качественной сварки
Для того чтобы качественно сварить полиэтиленовый трубопровод недостаточно хорошего оборудования и навыков работы с полимерами. Ошибки могут быть уже на этапе закупки материалов.
Для качественной сварки полиэтиленового трубопровода следует придерживаться следующих правил:
- Трубы, фитинги следует приобретать от одного производителя. Лучше если это будут заводские материалы уже известных производителей. Расхождение в производителе чревато несовпадением диаметров труб, неоднородностью органического полимера. Несмотря на то, что полиэтилен получают одинаковыми способами, разнородность материала может быть даже у разных партий одного производителя.
- Трубы и фитинги от разных брендов могут иметь расхождение во времени нагрева. Перегрев одного из элементов оплавит деталь и сделает соединение бракованным.
- Чистота при проведении работ очень важна. Попадание в место сварочного стыка пыли, взвешенных частиц, песка или следов масляных элементов сделает соединение неспособным выносить нагрузки.
- Обязательно соблюдение полной неподвижности свариваемых деталей до их полного остывания.
Сварка полиэтиленовых труб
Способы сварки полиэтиленовых труб
Полиэтиленовые трубы сваривают тремя способами — стыковой, раструбной и электромуфтовой (с закладными нагревателями) сваркой.
Сварка враструб
И тем не менее раструбная сварка полиэтиленовых труб — технологичный и надежный способ соединения. Параметры ее режима практически не отличаются от параметров сварки полипропиленовых труб (см. Сварка полипропиленовых труб). Применяемое оборудование, все основные приемы, значения температуры нагрева паяльника и временных интервалов операций остаются такими же (или почти такими же), как и для сварки полипропиленовых труб.
Электромуфтовая сварка
При сварке труб фитингами с закладными нагревателями, нагрев места стыка и расплавление материала осуществляется спиралью из металлической проволоки, заделанной в фитинг, по которой пропускается электрический ток. Давление в зоне сварки и герметизация соединения создается за счет теплового расширения трубы. Чтобы осуществить электромуфтовую сварку, необходимо иметь саму электросварную муфту и аппарат для сварки полиэтиленовых труб, с помощью которого подают напряжение на нагревательную проволоку.
Сварка встык
Сварка встык является основным способом неразъемного монтажа полиэтиленовых труб, начиная с диаметра 50 мм. Выбор этого значения в качестве начального, обусловлен тем, что толщина стенки 50-ти миллиметровых труб достигает 5-ти мм — как раз того значения, при котором гарантируется надежное соединение. Использование стыковой сварки для труб меньших диаметров нецелесообразно еще и потому, что образующийся при этом способе внутренний грат слишком сильно сужает и без того небольшой проход.
Стыковой сваркой рекомендуется сваривать трубы с одинаковой толщиной стенки. Иногда из этого правила делают исключения. В этом случае у трубы с большей толщиной стенки снимают фаску под углом 15±3° к оси трубы, обеспечивая, таким образом, одинаковую площадь контактных поверхностей.
Сущность стыковой сварки полиэтиленовых труб состоит в том, что оплавленные нагретым инструментом, до состояния вязкотекучести, торцы труб соединяются между собой под давлением и выдерживаются в таком положении до полного охлаждения соединения.
Полученное стыковое соединение имеет прочность выше, чем прочность самой трубы. При испытании образца с фрагментом стыкового соединения на разрывной машине, его разрыв происходит по месту целого материала, а не по сварному шву (1 — целый образец, 2 и 3 — стадии растяжения).
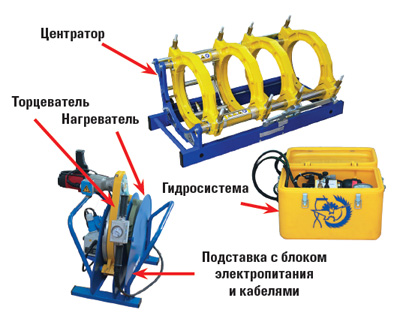
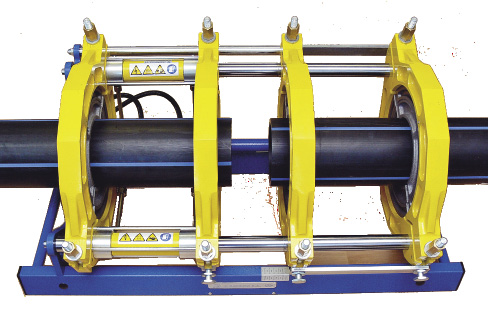
В качестве оборудования для стыковой сварки полиэтиленовых труб применяются сварочные аппараты, состоящие из нескольких узлов, каждый из которых выполняет определенные функции.
Центратор с четырьмя или двумя подвижными и неподвижными хомутами служит для зажима, центровки и сведения труб. Торцеватель (рубанок) предназначен для обработки их торцов. С помощью нагревательного инструмента (сварочного зеркала) осуществляется нагрев труб. Аппарат имеет устройство, создающее усилие, прижимающее трубы к сварочному зеркалу (при нагреве) и друг к другу (при опрессовке). Блоки электропитания и управления обеспечивают подачу напряжения на узлы и поддержание всех параметров в необходимом интервале.
Для резки труб используются труборезы.
Для стыковой сварки выпускаются всевозможные фитинги (спиготы).
Основные параметры стыковой сварки. К основным параметрам стыковой сварки относятся: температура нагрева инструмента, усилие прижатия труб к сварочному зеркалу и друг другу и продолжительность операций. Изменение давления удобно представлять в виде циклограммы.
Контроль за давлением осуществляют с помощью манометра гидравлического насоса, создающего усилие сжатия. Если давление создается вручную или устройством без манометра, контроль осуществляется визуально по форме и размерам образующихся валиков грата. Время операций контролируют по секундомеру.
Последовательность операций сварки. Стыковую сварку осуществляют в следующем порядке.
- Очищают и обезжиривают концы соединяемых труб.
- Закрепляют трубы в центраторе сварочного устройства и обрабатывают их торцы резцом (осуществляют торцевание) с целью обеспечения их перпендикулярности оси. После торцевания заготовки сводят друг с другом для проверки отсутствия зазора. Для труб диаметром менее 110 мм допускается наличие зазоров не более 0,3 мм.
- Между торцами труб устанавливают сварочное зеркало, нагретое до рабочей температуры — согласно инструкции на оборудование и материал труб. Для всех марок полиэтилена, температура нагрева инструмента укладывается в интервал 205-230°C.
- Прижимают торцы труб к зеркалу с усилием Pоп, создающим давление 4-6 кг/см 2 , — до появления по периметру торцов грата высотой 0,5-2,0 мм. После этого снижают давление до величины 0,2-0,5 кг/см 2 и поддерживают его таким в течение всего времени нагрева. Точные значения давлений и продолжительности нагрева содержатся в инструкциях на оборудование и трубы. Ориентировочные величины приведены в таблице выше. Сварка ПЭ труб при холодной погоде может потребовать увеличения времени на их прогрев (увеличивать температуру инструмента недопустимо). Оптимальное значение продолжительности нагрева для различных внешних условий лучше всего определять, производя пробную сварку на ненужных обрезках труб.
- После истечения времени прогрева, подвижный зажим центратора с трубой отводят на расстояние 5-6 см, убирают сварочное зеркало из зоны сварки и сводят трубы до соприкосновения, создавая давление осадки Pос 1-3 кг/см 2 . При этом визуально контролируют размеры и конфигурацию образующегося грата. Давление осадки выдерживается в ходе всего времени охлаждения соединения.
- Извлекают трубы из зажимов центратора.
Требования к качеству сварных соединений
- Размеры валиков грата должны соответствовать значениям, приведенным на рисунке ниже.
- Грат должен быть равномерно и симметрично распределен по окружности стыка.
- Взаимное смещение стенок свариваемых труб в радиальном направлении не должно превышать 10% от их толщины.
- Впадина (А) между валиками грата (линия сплавления) не должна располагаться ниже наружной поверхности труб.
- Цвет грата должен быть идентичен цвету труб. Наличие трещин, пор и инородных включений не допускается.
На рисунке ниже изображен сварной шов, выполненный с соблюдением всех технологических параметров. Его отличают гладкие, симметричные валики с округлыми формами и размерами, не выходящими за рамки установленных значений.
А вот так выглядят швы, выполненные с нарушениями технологии.
Слишком малые размеры валиков грата говорят о заниженном давлении при осадке труб или недостаточном времени прогрева.
Чрезмерно большие размеры валиков свидетельствуют о завышенном времени прогрева или слишком высокой температуре нагревателя.
Смещение торцов труб друг относительно друга происходит при плохой центровке или отсутствии фиксации труб в центраторе.
Некачественное торцевание (наличие зазора между сомкнутыми торцами труб) приводит к неравномерности распределения грата по периметру труб.
Некоторые особенности монтажа полиэтиленовых труб
Монтаж полиэтиленовых труб необходимо производить с учетом снижения их гибкости при низких температурах. Нельзя допускать слишком малых радиусов изгиба. В таблице ниже приведены значения минимально допустимых радиусов изгиба в зависимости от наружного диаметра трубы и температуры окружающего воздуха.
Видео:
Роль раструбной сварки в монтаже трубопровода
В строительстве водоснабжающих систем нередко применяются полипропиленовые трубы. И монтаж таких труб происходит посредством двух видов сварки, одним из которых является раструбная сварка.

Принцип соединения при сварке враструб
Сваривание деталей враструб.
Данная разновидность сварочного процесса осуществляется нагретым до определенного показателя инструментом. В практической деятельности сварка враструб используется при осуществлении монтажа систем отопления, технологических трубопроводов, а также систем напорного водоснабжения и ряда иных систем, создаваемых с применением полипропилена.
Подробнее о раструбной сварке
Сварку враструб иначе именуют муфтовой. Дело в том, что прямое соединение труб происходит посредством фитинга, который называется «муфта».
Нагревание подлежащих свариванию поверхностей осуществляется при помощи металлического нагретого прибора – особых насадок с тефлоновым покрытием для проведения сварки враструб. Свариваемыми поверхностями являются внутренняя поверхность муфты и наружная сторона трубы.
Необходимо обратить внимание на то, что нагретая сварочная насадка включает в себя две части:
- «дорн» — та половина, та которую прикрепляется фитинг;
- «гильза» — а на эту половину закрепляется конец трубы.
Процесс сварки враструб выглядит так: муфта из полипропилена соединяется с «дорном» предварительно нагретого устройства (соединение осуществляется до упора); одновременно с этим полипропиленовая труба совмещается с «гильзой» (здесь также до упора). Совершение всех этих действий должно произойти весьма оперативно.
Когда происходит совмещение труб с нагретыми элементами сварочной насадки, то их поверхность оплавляется. Муфта входит в «дорн» в виде валика (грата), а из «гильзы» наблюдается выдавливание труб наружу в аналогичной форме (валик).
Характеристики оборудования
Аппарат для осуществления раструбной сварки отличается следующими характеристиками:
- Колебание напряжения происходит в пределах 110-230 В;
- Мощность при этом составляет 650-1800 Вт;
- Показатель частоты при сварке равен 50/60 Гц;
- Температура нагрева колеблется в пределах 200-295 градусов;
- Применяются свариваемые трубы и фитинги диаметром 20-160 мм;
- Работы осуществляются в температурном режиме 5-45 градусов.
Какой же именно аппарат необходимо использовать? Если осуществляется сварка враструб элементов, диаметр которых не превышает 40 мм, то, как правило, можно использовать ручной аппарат – паяльник. При большем диаметре труб для сварки рекомендуется соответствующий механический аппарат.
Выбирая аппарат для раструбной сварки, следует учитывать тип используемого в нем терморегулятора. Так, самым совершенным считается электронный либо микропроцессорный регулятор. Температурный датчик размещается внутри нагревателя, за счет чего инерционность системы регулирования уменьшается. Благодаря электронному регулятору, нагреватель достаточно быстро достигает заданной температуры и предельно точно поддерживает ее.

Аппарат сваривания пластиковых труб
Бюджетный аппарат для проведения раструбной сварки отличается использованием капиллярного термостата, который действует по принципу типичного утюга: когда температура достигает заданного значения, работа нагрева прекращается; при снижении температур нагрев вновь начинает функционировать.
Наименее предпочтительным считается аппарат раструбной сварки с биметаллическим термореле. В таком случае биметаллическая пластина, которая является чувствительным элементом, в силу своих размеров не помещается внутри нагревателя, а потому датчик может достаточно поздно отреагировать на температурные изменения.
Важно также обращать внимание на качество выбираемых сварочных насадок, а конкретнее – на их покрытие. Качество тефлона, его свойства запросто проверяются при помощи подтекающей шариковой ручки. Если тефлон действительно хороший, то капля пасты даже не сможет прилипнуть к нему, она просто остается на ручке. А вот если капелька все же осталась на тефлоне, то это говорит о низком качестве тефлонового покрытия.
Важно
Очевидно, что сварка враструб требует соблюдения элементарных требований безопасности. Наряду с ними важно ответственно подходить к качеству выполнения работ. Так, необходимо до упора вводит трубу в муфту. В противном случае данный участок в уже готовом трубопроводе будет отличаться меньшей по толщине стенкой и, соответственно, большим диаметром внутри. В результате здесь будет более низкое давление.
Если же при совмещении деталей прилагалось излишнее усилие, то внутри может образоваться слишком большой валик (грат), который будет препятствовать потоку газа либо жидкости.
Такова специфика раструбной сварки. При грамотном подходе к выполнению работ соединение труб будет предельно качественным и долговечным.

