
Пространственное положение при сварке в1
Положение при сварке-заметка для начинающих
Сварочные позиции
Здесь я хотел бы предложить краткий обзор сварочных позиций, которые применяются в практике наиболее часто.
Я дам вам некоторую информацию и правила по этому вопросу.
Изображения ниже служат только для иллюстрации общих понятий, принять это не как точные варианты положения факела или тому подобное.

Горизонтальное положение сварного шва
Сварочные позиции для угловых швов
Угловые швы свариваются швы очень часто. Вам не нужно совершать обширную совместную подготовку, это относительно легко сварить.

Угловой сварной шов
Горизонтальное положение
Это в основном для создания сварного шва в таком положении, нет необходимости в никаких специальных знаний или навыков, необходимых, чтобы проделать операцию его профессионально.
Раковиное положение
Эту позицию также довольно легко сварить и, если возможно, должны быть приготовлены заготовки, так что вы сможете игнорировать это положение сварки.

Потолочное положение сварки
Потолочная позиция
Эта позиция является немного более требовательной. Это совершенно необходимо, чтобы иметь хороший опыт производства, есть большой риск травмирования из-за сварочных брызг и капель, которые находятся выше. Точно так же падает наиболее контроля горелок над головой труднее.

Вертикальный сварочный шов на подъем
Вертикальный сварочный шов на подъем
Это вершина умения угловых швов. Вы не должны пытаться сварить швы этого типа без знаний, поскольку источники ошибок без специальных знаний и руководства может быть бесконечным почти. Даже обученные сварщики получают иногда проблемы с этим швом.

Вертикальный сварочный шов на спуск
Вертикальный сварочный шов на спуск
Эта позиция является простой сваркой. Тем не менее, это далеко не так , как одного из других соединений. Таким образом, вы никогда не должны сварить листы по толщине более 4 мм с тематических пластов. Только герметизации швов или видимых швов, не могут быть сварены в этом положении.
Сварочные позиции для стыковых швов
Стыковые швов также очень распространены в повседневной жизни сварщика. Тем не менее, их не очень легко сделать, потому что материал должен иметь доступ для сварщика в любом месте в полном сечении. Для более тонких листов нет необходимости сварки подготовки, только опыт, чувство материала и воздушный зазор между листами для сварки. Для сварщика тонкий лист может иногда привести к разочарованию, когда, еще раз создается новые проплавления на листе. Для того, чтобы сварить толстые пластины, фаски необходимые для сварных кромок нужно пользоваться многослойной сваркой, эта работа должна быть проведена в любом случае только профессионалом.

Раковиное положение
Это наиболее общая позиция под приварку. На тонких листах может быть реализован данный способ, толщина должна быть более 4 мм, рекомендуем с экспертом проконсультироваться с толщиной материала.

Шов на подъем.
Эта позиция должна быть создана только профессионалами, сложные колебания и многослойная сварка необходима для того, чтобы реализовать такой шов профессионально.

Поперечное положение
Эта позиция довольно редко применяется и реализуется в процессе сварки через несколько валиков.

Шов на спуск
Примеры швов при стыковых соединениях, остались друг от друга, тонкие листы могут быть сварены профессионально случае швов достаточно так долго на задней аккуратной корня шва создается и материал между собой в полном сечении. Däfür материала не толще, чем 3 мм должны быть и листы должны иметь около 2 мм зазора. В более толстых листах швы не должны быть приварены.

Потолочная позиция
Эта позиция является наиболее сложным среди стыков, никогда не должны применять это положение сварки!
Виды сварных швов
Работа сварщика подразумевает необходимость разбираться в чертежах и конструкциях. Именно на чертеже указываются места, где должен быть сварочный шов, какого вида и его классификация.
Следовательно, сварщик должен уметь не только разбираться в чертежах, но и знать, какие виды сварных швов бывают. В данной статье будут рассмотрены основные типы сварных соединений, их отличия, а также техника наложения.
Сварочное соединение — что это такое?
Сварочным соединением считается такое соединение, которое было получено путем сплавления металлов. Для сварки применяется проволока или электроды, которые образуют присадочный металл, смешиваемый с основным металлом.
Для разных видов сварки применяются свои расходные материалы, а именно:
- Для ручной дуговой сварки — плавящийся электрод с покрытием;
- Для аргонодуговой сварки — вольфрамовые электроды;
- Для полуавтоматической сварки — специальная проволока.

Однако в независимости от типа сварки и источника сварочной дуги, существуют одни и те же виды сварных соединений.
Виды сварочных швов
Согласно ГОСТ 5264-80 существуют следующие виды сварочных швов:
Стыковые швы — на чертежах обозначаются буквой «С». При сваривании стыковых швов, делают провар с одной, либо двух сторон, смотря какое по прочности нужно получить соединение.
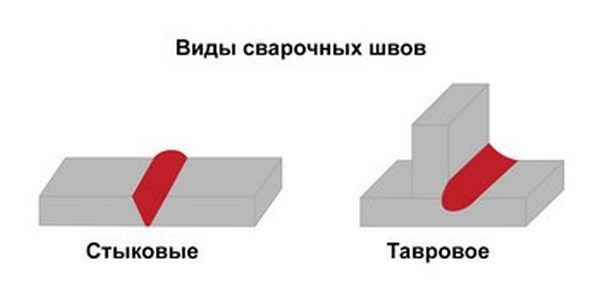
Угловые швы — на чертеже обозначаются буквой «У». При сварке угловых швов чаще всего свариванию подвергается внутренний угол. Однако для получения большей прочности может провариваться и наружный угол.
Тавровые швы — на схемах и чертежах обозначаются буквой «Т». Сварка тавровых соединений может осуществляться как с одной стороны, так и с двух (двухстороннее соединение).
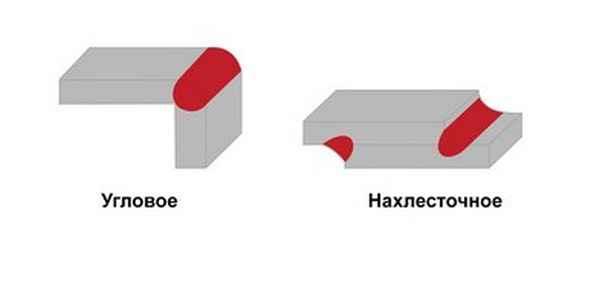
Нахлёсточные швы — имеют условное обозначение на схемах в виде буквы «Н». При сварке нахлёсточного шва, металлы накладываются друг на друга, а затем привариваются с торцевой стороны и плоской поверхностью.
Пространственное положение сварных швов
Вышеперечисленные виды сварных швов можно осуществлять в различных пространственных положениях.
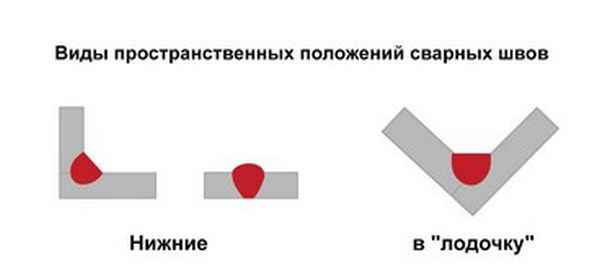
Всего существует четыре положения:
Нижнее положение — сварка происходит на полу в горизонтальном положении. Самое удобное с точки зрения сварки положение: металл не стремится вниз, как при вертикальном положении, шлак удобно выдувать из сварочной ванны путем изменения угла наклона электрода.
Сварка в нижнем положении самая легкая из всех пространственных положений. Именно по этой причине её и рекомендуется освоить начинающему сварщику в первую очередь.
Нижнее положение «в лодочку» — это пространственное положение в сварке используется преимущественно для создания тавровых и угловых соединений. Свариваемые металлы располагаются, таким образом, чтобы металлы сплавлялись по обеим стенкам будущего соединения.
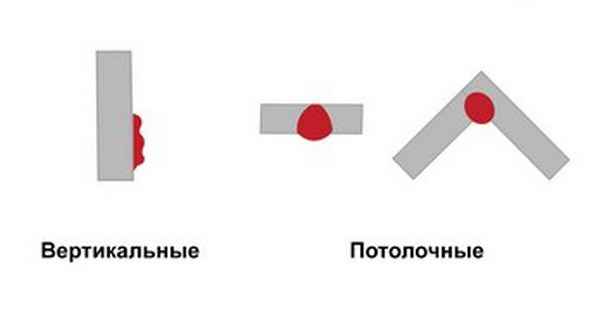
Вертикальное положение — выполняется снизу вверх на вертикальных участках конструкции.
Потолочное положение — осуществляется перпендикулярно горизонтальному положению в сварке. Одно из самых сложных пространственных положений, которое требует от сварщика определённого опыта.
Пространственное положение при сварке в1




§ 32. Техника выполнения швов
Зажигание дуги. Существует два способа зажигания дуги покрытыми электродами — прямым отрывом и отрывом по кривой. Первый способ называют зажиганием впритык. Второй напоминает движение при зажигании спички и поэтому его называют чирканьем.
Сварщики успешно используют оба способа зажигания дуги, причем первый чаще применяется при сварке в узких и неудобных местах.
Длина дуги. Немедленно после зажигания дуги начинается плавление основного и электродного металлов. На изделии образуется ванна расплавленного металла. Сварщик должен поддерживать горение дуги так, чтобы ее длина была постоянной. От правильно выбранной длины дуги весьма сильно зависят производительность сварки и качество сварного шва.
Сварщик должен подавать электрод в дугу со скоростью, равной скорости плавления электрода. Умение поддерживать дугу постоянной длины характеризует квалификацию сварщика.
Нормальной считают длину дуги, равную 0,5 — 1,1 диаметра стержня электрода (в зависимости от типа и марки электрода и положения сварки в пространстве). Увеличение длины дуги снижает устойчивое ее горение, глубину проплавления основного металла, повышает потери на угар и разбрызгивание электрода, вызывает образование шва с неровной поверхностью и усиливает вредное воздействие окружающей атмосферы на расплавленный металл.
Положение электрода. Наклон электрода при сварке зависит от положения сварки в пространстве, толщины и состава свариваемого металла, диаметра электрода, вида и толщины покрытия.
Направление сварки может быть слева направо, справа налево, от себя и к себе (рис. 46, а).
Независимо от направления сварки положение электрода должно быть определенным: он должен быть наклонен к оси шва так, чтобы металл свариваемого изделия проплавлялся на наибольшую глубину. Для получения плотного и ровного шва при сварке в нижнем положении на горизонтальной плоскости угол наклона электрода должен быть 15° от вертикали в сторону ведения шва (рис. 46, б).
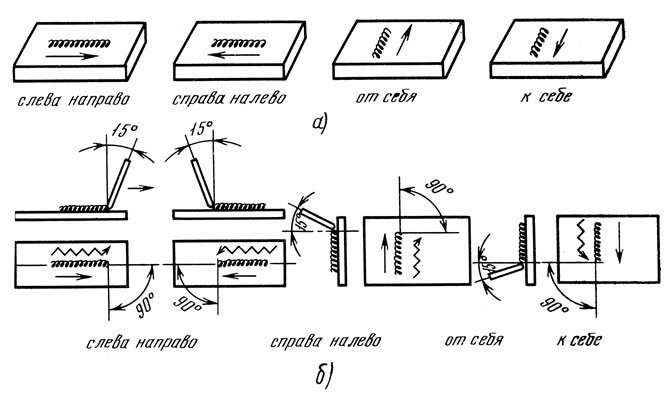
Рис. 46. Направления сварки (а) и наклон электрода (б)
Обычно дуга сохраняет направление оси электрода; указанным наклоном электрода сварщик добивается максимального проплавления металла изделия. При этом улучшается формирование шва, а также уменьшается скорость охлаждения металла сварочной ванны, что предотвращает образование горячих трещин в шве.
При шланговой полуавтоматической сварке положение электродной проволоки аналогично положению электрода при ручной сварке покрытыми электродами.
Угол наклона электрода при ручной сварке в нижнем, вертикальном, потолочном и горизонтальном положениях приведен на рис. 46, б, 53, а — в, 54, а — в.
Колебательные движения электрода. Для получения валика нужной ширины производят поперечные колебательные движения электрода. Если перемещать электрод только вдоль оси шва без поперечных колебательных движений, то ширина валика определяется лишь силой сварочного тока и скоростью сварки и составляет от 0,8 до 1,5 диаметра электрода. Такие узкие (ниточные) валики применяют при сварке тонких листов, при наложении первого (корневого) слоя многослойного шва, при сварке по способу опирания и в других случаях.
Чаще всего применяют швы шириной от 1,5 до 4 диаметров электрода, получаемые с помощью поперечных колебательных движений электрода.
Наиболее распространенные виды поперечных колебательных движений электрода при ручной сварке (рис. 47):
прямые по ломаной линии;
полумесяцем, обращенным концами к наплавленному шву;
полумесяцем, обращенным концами к направлению сварки;
петлеобразные с задержкой в определенных местах.
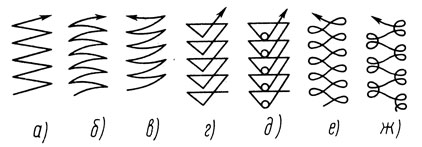
Рис. 47. Основные виды поперечных движений конца электрода: а, б, в, г — при обычных швах, д, е, ж — при швах с усиленным прогревом кромок
Поперечные движения по ломаной линии часто применяют для получения наплавочных валиков, при сварке листов встык без скоса кромок в нижнем положении и в тех случаях, когда нет возможности прожога свариваемой детали.
Движения полумесяцем, обращенным концами к наплавленному шву, применяют для стыковых швов со скосом кромок и для угловых швов с катетом менее 6 мм, выполняемых в любом положении электродами диаметрами до 4 мм.
Движения треугольником неизбежны при выполнении угловых швов с катетами шва более 6 мм и стыковых со скосом кромок в любом пространственном положении. В этом случае достигается хороший провар корня и удовлетворительное формирование шва.
Петлеобразные движения применяют в случаях, требующих большого прогрева металла по краям шва, главным образом при сварке листов из высоколегированных сталей. Эти стали обладают высокой текучестью и для удовлетворительного формирования шва приходится задерживать электрод на краях, с тем чтобы предотвратить прожог в центре шва и вытекание металла из сварочной ванны при вертикальной сварке. Петлеобразные движения можно с успехом заменить движениями полумесяцем с задержкой дуги по краям шва.
Способы заполнения шва по длине и сечению. Швы по длине выполняют напроход и обратно-ступенчатым способом. Сущность способа сварки напроход заключается в том, что шов выполняется от начала до конца в одном направлении.
Обратноступенчатый способ состоит в том, что длинный шов делят на сравнительно короткие участки.
По способу заполнения швов по сечению различают однослойные швы (рис. 48, а), многопроходные многослойные (рис. 48, б) и многослойные (рис. 48, в).
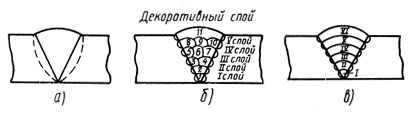
Рис. 48. Сварные швы: а — однослойный и однопроходной, б — многослойный и многопроходной, в — многослойный
Если число слоев равно числу проходов, то такой шов называют многослойным. Если некоторые из слоев выполняются за несколько проходов, то такой шов называют многопроходным.
Многослойные швы чаще применяют в стыковых соединениях, многопроходные — в угловых и тавровых.
Для более равномерного нагрева металла шва по всей его длине швы выполняются способами двойного слоя, секциями, каскадом и горкой, причем в основу всех этих способов положен принцип обратноступенчатой сварки (рис. 49).
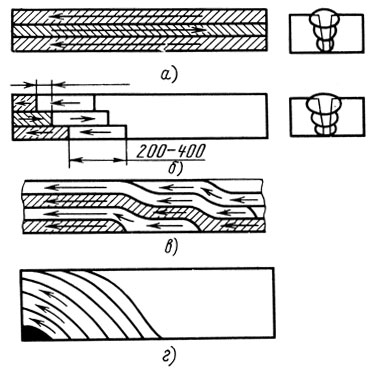
Рис. 49. Схемы заполнения многослойного шва с малым интервалом времени: а — секциями, б — каскадом, в — горкой
Сущность способа двойного слоя заключается в том, что наложение второго слоя производится по неостывшему первому после удаления сварочного шлака. Сварка на длине 200 — 400 мм ведется в противоположных направлениях. Этим предотвращается появление горячих трещин в шве при сварке металла толщиной 15 — 20 мм, обладающего значительной жесткостью.
При толщине стальных листов 20 — 25 мм и более для предотвращения трещины применяют сварку каскадом или горкой. Заполнение многослойного шва для сварки секциями и каскадом производится, как видно из рис. 49, по всей свариваемой толщине на определенной длине ступени. Длина ступени подбирается такой, чтобы металл в корне шва имел температуру не менее 200°С в процессе выполнения шва по всей толщине. В этом случае металл обладает высокой пластичностью и трещин не образуется. Длина ступени при каскадной сварке равна 200 — 400 мм, а при сварке секциями — больше. Сварка горкой производится проходами по всей толщине металла. Способ сварки выбирается в зависимости от химического состава и толщины металла, числа слоев и жесткости свариваемого изделия.
Многослойная сварка имеет перед однослойной следующие преимущества:
1. Уменьшается объем сварочной ванны, в результате чего скорость остывания металла возрастает и размер зерен уменьшается.
2. Химический состав металла шва близок к химическому составу наплавленного металла, так как малая сила сварочного тока при многослойной сварке способствует расплавлению незначительного количества основного металла.
3. Каждый последующий слой шва термически обрабатывает металл предыдущего слоя и околошовный металл имеет мелкозернистую структуру с повышенной пластичностью и вязкостью.
Каждый слой шва должен иметь толщину 3 — 5 мм (при сварке низкоуглеродистой стали) в зависимости от силы сварочного тока.
При сварочном токе 100 А дуга расплавляет металл верхнего слоя на глубину около 1,5 мм, а металл нижнего слоя (глубина более 1,5 мм) нагревается от 1500 до 1100°С и при быстром охлаждении образует мелкозернистую литую структуру.
При сварочном токе 200 А толщина слоя может быть увеличена до 5 мм, а термическая обработка нижнего слоя произойдет на глубине около 2,5 мм.
Термическая обработка металла корневого шва с получением мелкозернистой структуры осуществляется нанесением подварочного валика, который выполняется электродом диаметром 3 мм при сварочном токе 100 А. Перед нанесением подварочного валика корень шва очищают термической резкой или резцом. Подварочный валик накладывается по длине напроход.
Термическая обработка металла верхнего слоя выполняется нанесением отжигающего (декоративного) слоя. Толщина отжигающего слоя должна быть минимальной (1 — 2 мм), обеспечивающей высокую скорость остывания и мелкозернистую структуру верхнего слоя. Отжигающий слой выполняется электродами диаметрами 5 — 6 мм при токе 200 — 300 А в зависимости от толщины листа.
Окончание шва. В конце шва нельзя сразу обрывать дугу и оставлять на поверхности металла кратер. Кратер может вызвать появление трещины в шве вследствие содержания в нем примесей, прежде всего серы и фосфора. При сварке низкоуглеродистой стали кратер заполняют электродным металлом или выводят его в сторону на основной металл. При сварке стали, «склонной к образованию закалочных микроструктур, вывод кратера в сторону недопустим ввиду возможности образования трещины. Не рекомендуется заваривать кратер за несколько обрывов и зажиганий дуги ввиду образования окисных загрязнений металла. Лучшим способом окончания шва будет заполнение кратера металлом за счет прекращения поступательного движения электрода вниз и медленного удлинения дуги до ее обрыва.
ИНСТРУМЕНТАЛЬНО — ПОДШИПНИКОВЫЙ ЦЕНТР
Техническая библиотека
Краткий справочник инструментальщика
Ручная дуговая сварка
Покрытыми металлическими электродами
При ручной дуговой сварке покрытыми металлическими электродами, сварочная дуга горит с электрода на изделие, оплавляя кромки свариваемого изделия и расплавляя металл электродного стержня и покрытие электрода (рисунок 1). Кристаллизация основного металла и металла электродного стержня образует сварной шов.
Рисунок 1. Схема сварки покрытым металлическим электродом
Электрод состоит из электродного стержня и электродного покрытия (см. рисунок 1). Электродный стержень – сварочная проволока; электродное покрытие – многокомпонентная смесь металлов и их оксидов. По функциональным признакам компоненты электродного покрытия разделяют:
- Газообразующие:
- защитный газ;
- ионизирующий газ.
- Шлакообразующие:
- для физической изоляции расплавленного металла от активных газов атмосферного воздуха;
- раскислители;
- рафинирующие элементы;
- легирующие элементы.
- Cвязующие
- Пластификаторы
Техника выполнения шва и режим сварки
Зажигание сварочной дуги
Перед зажиганием (возбуждением) дуги следует установить необходимую силу сварочного тока, которая зависит от марки электрода, типа сварного соединения, положения шва в пространстве и др.
Зажигание (возбуждение) производиться двумя способами. При первом способе электрод подводят перпендикулярно к месту начала сварки и после сравнительно легкого прикосновения к изделию отводят верх на расстояние 25 мм. Второй способ напоминает процесс, зажигая спички. При обрыве дуги повторное зажигание ее осуществляется впереди кратера на основном металле с возвратом к наплавленному металлу для вывода на поверхность загрязнений, скопившихся в кратере. После этого сварку ведут в нужном направлении.
Применение того или иного способа зажигания дуги зависит от условий сварки и от навыка сварщика.
Положение и перемещение электрода при сварке
Положение электрода зависит от положения шва в пространстве. Различают следующие положения швов: нижнее, вертикальное и горизонтальное на вертикальной плоскости, потолочное. Сварку вертикальных швов можно выполнять сверху вниз и снизу вверх.
При сварке в нижнем положении электрод имеет наклон от вертикали в сторону направления сварки. Перемещение электрода при сварке может осуществляться способами «к себе» и «от себя».
При отсутствии поперечных колебательных движений конца электрода ширина валика равна (0,8 — 1,5) d электрода. Такие швы (или валики) называют узкими, или ниточными. Их применяют при сварке тонкого металла и при наложении первого слоя в многослойном шве.
Получение средних швов (или валиков), ширина которых обычно не более (2 — 4) d электрода, возможно за счет колебательных движений конца электрода. Основные варианты колебательных движений конца электрода показаны на рисунке 2.
Рисунок 2. Основные виды траекторий поперечных колебаний конца электрода
Порядок выполнения швов
В зависимости от длины различают короткие (250 300 мм), средние (350 1000 мм) и длинные (более 1000 мм) швы.
В зависимости от размеров сечения швы выполняют однопроходными или однослойными, многопроходными или многослойными. Однопроходная сварка производительна и экономична, но металл шва недостаточно пластичен вследствие грубой столбчатой структуры металла шва и увеличенной зоны перегрева. В случае многослойной сварки каждый нижележащий валик проходит термическую обработку при наложении последующего валика, что позволяет получить измельченную структуру металла шва и соответственно повышенные механические свойства шва и сварочного соединения.
Расположение слоев при многослойной сварке бывает трех видов наложения; последовательное каждого слоя по всей длине шва, «каскадным» способом и способом «горки». Оба последних способа применяют при сварке металла значительной толщины (более 20 25 мм). При выполнении многослойных швов особое внимание следует уделять качественному выполнению первого слоя в корне шва. Провар корня шва определяет прочность всего многослойного шва.
Подбор силы тока и диаметра электрода
Силу сварочного тока выбирают в зависимости от марки и диаметра электрода, при этом учитывают положение шва в пространстве, вид соединения, толщину и химический состав свариваемого металла, а также температуру окружающей среды. При учете всех указанных факторов необходимо стремиться работать на максимально возможной силе тока.
Таблица 1 — Выбор диаметра электрода при сварке стыковых соединений
| Толщина деталей | 1,5-2,0 | 3,0 | 4,0-8,0 | 9,0-12,0 | 13,0-15,0 | 16,0-20,0 | более 20 |
| Диаметр электрода | 1,6-2,0 | 3,0 | 4,0 | 4,0-5,0 | 5,0 | 5,0-6,0 | 6,0-10,0 |
Таблица 2 — Выбор диаметра электрода при угловых и тавровых соединений
| Катет шва | 3,0 | 4,0-5,0 | 6,0-9,0 |
| Диаметр электрода | 3,0 | 4,0 | 5,0 |
Силу сварочного тока определяют по формуле
где dэ — диаметр электрода (электродного стержня), мм;
j — допускаемая плотность тока, А/мм 2 .
Таблица 3 — Значения допускаемой плотности тока в электроде
| Вид покрытия | Допускаемая плотность тока j в электроде, А/мм2, при диаметре электрода dэ, мм | |||
| 3 | 4 | 5 | 6 | |
| Рудно-кислое, рутиловое | 14,0-20,0 | 11,5-16,0 | 10,0-13,5 | 9,5-12,5 |
| Фтористо-кальциевое | 13,0-18,5 | 10,0-14,5 | 9,0-12,5 | 8,5-12,0 |
При приближённых подсчётах величина сварочного тока может быть определена по одной из следующих формул:>
где dэ — диаметр электрода (электродного стержня), мм;
k1,k2, α — коэффициенты, определённые опытным путём:
Достоинства способа:
- Простота оборудования;
- Возможность сварки во всех пространственных положениях;
- Возможность сварки в труднодоступных местах;
- Быстрый, по времени переход от одного вида материала к другому;
- Большая номенклатура свариваемых металлов.
Недостатки способа:
- Большие материальные и временные затраты на подготовку сварщика;
- Качество сварного соединения и его свойства во многом определяются субъективным фактором;
- Низкая производительность (пропорциональна сварочному току, увеличение сварочного тока приводит к разрушению электродного покрытия);
- Вредные и тяжёлые условия труда.
Рациональные области применения:
- Сварка на монтаже;
- Сварка непротяжённых швов.
Инструкция по полуавтоматической сварке сталей.
№1.1-58-00
- Общие положения
1.1.Инструкция содержит основные положения по полуавтоматической сварке плавящимся электродом углеродистых, низколегированных и высоколегированных сталей в среде углекислого газа и в смеси газов при изготовлении металлоконструкций и аппаратов.
1.2.Настоящая инструкция является руководящим документом для технологов, производственных мастеров, мастеров БКК, а также рабочих, связанных с изготовлением аппаратура из углеродистых, низколегированных и высоколегированных сталей.
- Сварочные материалы
2.1. Выбор сварочных материалов определяется требованиями конструкторской документации на конкретное изделие.
2.2. Сварочная проволока должна быть ровной, без перегибов, на ее поверхности не должно быть трещин, окалины, масел, следов коррозии и других загрязнений.
2.3. В качестве защитного газа применять двуокись углерода газообразную сорт I по ГОСТ 8050 и смеси аргона с двуокисью углерода (см. Таблицу 1).
Таблица 1 Состав сварочных смесей
- Квалификация сварщиков
3.1. К производству сварочных работ по изготовлению сосудов и аппаратов, подведомственных Госпромгорнадзора, допускаются сварщики сдавшие испытания в соответствии с требованиями «Правил аттестации сварщиков». Сварщики допускаются только к тем видам сварочных работ (включая способ, положение сварки и сварочные материалы), которые записаны в их удостоверении установленной формы.
4.1. Для выполнения сварки должно применяться сварочное оборудование и измерительная аппаратура, позволяющая заданные режимы и надежность работы.
4.2. Пост для полуавтоматической сварки оборудуется газовой магистралью, включающей в себя следующие газовые приборы: газовый баллон, подогреватель, осушитель, редуктор, расходомер (ротаметр). При сварке в смеси газов пост дополнительно может быть дооборудован смесителем газов, при этом подогреватель и осушитель подключаются в схему от баллона с углекислым газом.
- Условия выполнения работ
5.1. Сварочные работы при изготовлении сосудов и аппаратов должны выполняться в закрытых помещениях при температуре не ниже 0°С.
5.2. Режимы сварки допускается уточнять применительно к конкретным производственным условиям, сварочному оборудованию и конструктивным особенностям изделий.
5.3. Все сварные швы подлежат клеймению, позволяющему установить сварщика, выполнившего эти швы. Клейма наносятся способом, обеспечивающим их сохранность на весь период эксплуатации изделия в соответствии с ОСТ 26-291 или другой нормативной документацией.
- Требования к подготовке изделий под сварку
6.1. Подготовка кромок деталей под сварку производится механическим способом, допускается производить термической резкой, воздушно-дуговой строжкой с последующей механической обработкой или зачисткой наждачным кругом до полного удаления следов резки на глубину не менее 1 мм.
6.2. В стыковых соединениях деталей с различной номинальной толщиной стенок должен выполняться плавный переход от одного элемента к другому постепенным утонением более толстого элемента. Угол скоса должен быть не менее 20° (уклон 1:3). Допускается выполнять сварку стыковых швов без предварительного утонения более толстого элемента, если разность в толщинах соединяемых элементов не превышает 30% от толщины более тонкого элемента, но не более 5 мм.
6.3. Кромки и прилегающие к ним поверхности должны быть зачищены с двух сторон на ширину не менее 20 мм. Зачистку следует производить до полного удаления грата и и брызг после термической резки, краски, масел и других загрязнений. Зачистку производить стальной щеткой, наждачным кругом и др. На углеродистых и низколегированных сталях допускается удаление масел газопламенными горелками (без применения растворителей), при этом ширина газопламенной обработки обезжиривания должна быть не менее 100 мм.
6.4. С целью предотвращения коррозии или повторного загрязнения необходимо, чтобы зачистка свариваемых кромок, сборка и сварка производилась без значительных разрывов во времени. При обнаружении коррозии или загрязнения кромок собранного изделия необходимо провести повторную зачистку.
6.5. Методы сборки элементов под сварку должны обеспечивать правильное взаимное расположение сопрягаемых элементов, и свободный доступ к выполнению сварочных работ в последовательности, предусмотренной технологическим процессом.
6.6. Разделка кромок и зазор между кромками деталей, подлежащих сварке, должны соответствовать требованиям чертежей, ГОСТ 14771 и СТП 3300-1.14.51.
6.7. Прихватку выполняют квалифицированные сварщики, теми же сварочными материалами, что и сварку, допускается прихватку выполнять ручной электродуговой сваркой электродами в соответствии с ОСТ 26-291.
6.8. Длина прихваток должна составлять (2-10)S, но не более 100 мм, а расстояние между ними (10-40)S, но не более 500 мм, где S – толщина свариваемого металла. Для разнотолщинных материалов длина прихватки должна составлять (1-5)S, но не более 50 мм, а расстояние между ними (5-20)S, но не более 250 мм, где S – толщина свариваемого материала. Технологическим процессом может быть предусмотрена схема расположения, количество и последовательность выполнения прихваток при сборке конкретных узлов под сварку.
6.9. Прихватки рекомендуется распологать со стороны противоположной выполнению первого прохода.
6.10. Прихватки должны быть тщательно очищены от шлака, проверены на отсутствие недопустимых дефектов внешним осмотром. Участки, имеющие дефекты, перед сваркой необходимо удалить.
6.11. Сварщик должен приступать к сварочным работам только после установления отделом технического контроля правильности сборки и зачистки всех поверхностей, подлежащих сварке.
- Начало работы
7.1. Каждый сварщик должен быть ознакомлен с инструкцией по эксплуатации полуавтоматов и выполнять требования этой инструкции.
7.2. Перед началом работы каждый баллон со смесью необходимо взболтать для предотвращения разделения компонентов смеси из-за их раздельного удельного веса.
7.3. Перед использованием каждого нового баллона производится пробная наплавка валика длиной 150-200 мм, шириной не менее 10 мм и высотой 5-6 мм на пластину с последующей зачисткой шлифмашинкой и визуальным контролем на отсутствие недопустимых дефектов с помощью лупы с не менее, чем 10 кратным увеличением.
- Технологические указания по сварке в среде защитных газов
8.1. Техника полуавтоматической сварки в среде защитных газов подобна технике ручной сварки покрытым электродом. Присварке тавровых соединений применяют те же приемы, что и при сварке стыков, причем угол между вертикальной стенкой изделия и электродом должен быть в пределах 25-35°. Электрод либо направляют точно в угол, либо смещают на 1-1,5 мм на горизонтальную полку.
8.2. Полуавтоматическая сварка в углекислом газе и смесях газов выполняется на постоянном токе обратной полярности (плюс на электроде) и применяется для сварки швов во всех пространственных положениях.
8.3. Для обеспечения качественной защиты необходимо применять меры по исключению сквозняков в зоне сварки.
8.4. При сварке в нижнем положении стыковых соединений большой толщины с V-образной разделкой кромок первый слой (корень) шва выполняют равномерным поступательным или возвратно-поступательным перемещением электрода. Средние слои многослойного шва выполняют при перемещении электрода по вытянутой спирали, а верхние слои – змейкой. Шаг перемещений и амплитуда поперечных колебаний электрода зависит от ширины разделки, определяемой в свою очередь номером слоя шва. При этом шаг продольных перемещений равен примерно 3-6 мм, а амплитуда поперечных колебаний 10-30 мм.
8.5. Во избежание больших сварочных напряжений, в первую очередь рекомендуется выполнять стыковые шва в свободном состоянии, затем остальные стыковые швы и в последнюю очередь – угловые.
8.6. Сварочную дугу следует обрывать после заполнения кратера и обдувки газом до потемнения металла.
8.7. При сварке швов стыковых, тавровых и угловых соединений должны соблюдаться следующие требования:
- режимы сварки проверять на пробных пластинах той же толщины, из материала того же типа, что и свариваемые детали;
- при многослойной сварке швов стыковых соединений не допускается совмещение кратеров в одном сечении (участке);
- при многослойной сварке наложение каждого последующего слоя рекомендуется производить (после тщательной зачистки предыдущего слоя от шлака) в обратном направлении;
- в случае обрыва дуги перед возобновлением сварки кратер шва и прилегающий к нему участок шва на расстоянии 10-25 мм должны быть очищены от шлака. При этом зажигание дуги после перерыва сварки производится на ранее выполненном шве на расстоянии 10-20 мм от кратера этого шва.
8.8. Количество слоев углового шва зависит от размера его катета
Таблица №2 Размеры катетов сварного шва и количество слоев

